K 5600-9-3:2006
(1)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本塗料工業会(JPMA)/財団法人
日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8130-13:2001,Coating powders−Part
13:Particle size analysis by laser diffractionを基礎として用いた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本産業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS K 5600-9-3には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
JIS K 5600の規格群には,次に示す部編成がある。
JIS K 5600-9-1 第9部:粉体塗料−第1節:所定温度での熱硬化性粉体塗料のゲルタイムの測定方法
JIS K 5600-9-2 第9部:粉体塗料−第2節:傾斜式溶融フロー試験方法
JIS K 5600-9-3 第9部:粉体塗料−第3節:レーザ回折による粒度分布の測定方法
K 5600-9-3:2006
(2)
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 原理 ······························································································································ 2
5. 装置 ······························································································································ 2
5.1 レーザ回折式粒度分布測定装置 ························································································ 2
5.2 乾いた粉を搬送するフィーダ ··························································································· 2
5.3 圧縮空気供給機 ············································································································· 2
5.4 空気吸引装置 ················································································································ 2
5.5 コンピュータ及びソフト ································································································· 2
5.6 スパチュラ又はスプーン ································································································· 2
6. サンプリング ·················································································································· 3
7. 条件 ······························································································································ 3
8. 操作 ······························································································································ 3
9. 結果の計算 ····················································································································· 3
10. 結果の表示 ··················································································································· 3
11. 精度 ···························································································································· 3
12. 試験の記録 ··················································································································· 3
附属書(参考)JISと対応する国際規格との対比表 ····································································· 5
日本産業規格 JIS
K 5600-9-3:2006
塗料一般試験方法−
第9部:粉体塗料−
第3節:レーザ回折による粒度分布の測定方法
Testing methods for paints-
Part 9:Coating powders-Section 3:Particle size analysis by laser diffraction
序文 この規格は,2001年に第1版として発行されたISO 8130-13,Coating powders−Part 13:Particle size
analysis by laser diffractionを翻訳し,技術的内容を変更して作成した日本産業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。変更の一覧
表をその説明を付けて,附属書(参考)に示す。
警告 この規格の利用者は,通常の実験室の作業に精通しているものとする。この規格は,その利用に関
連して起こるすべての安全上の問題を取り扱おうとするものではない。この規格の利用者は,各自
の責任において,安全で健康な作業の確保及び関連する全ての法律を遵守しなければならない。
1. 適用範囲 この規格は,レーザ回折による粉体塗料の1〜300 μmの粒子径の粒度分布を球形粒子とし
て測定する方法について規定する。
なお,この方法は乾燥粉体だけに適用する。
備考1. 多くの測定器は,1〜300 μm範囲外の粒子径も測定可能である。
2. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8130-13:2001,Coating powders-Part 13:Particle size analysis by laser diffraction (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5500 塗料用語
備考 ISO 4618-1:1998,Paints and varnishes−Terms and definitions for coating materials−Part 1:
General terms,ISO 4618-2:1999,Paints and varnishes−Terms and definitions for coating materials
−Part 2: Special terms relating to paint characteristics and properties及びISO 4618-3:1999,Paints
2
K 5600-9-3:2006
and varnishes−Terms and definitions for coating materials−Part 3: Surface preparation and methods
of applicationからの引用事項は,この規格の該当事項と同等である。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
備考 ISO 8130-9:1992,Coating powders−Part 9: Samplingからの引用事項は,この規格の該当事項
と同等である。
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
備考 ISO 3270:1984,Paints and varnishes and their raw materials−Temperatures and humidities for
conditioning and testingからの引用事項は,この規格の該当事項と同等である。
JIS Z 8819-1 粒子径測定結果の表現−第1部:図示方法
備考 ISO 9276-1:1998,Representation of results of particle size analysis−Part 1: Graphical representation
からの引用事項は,この規格の該当事項と同等である。
JIS Z 8825-1 粒子径解析−レーザー回折法−第1部:測定原理
備考 ISO 13320-1:1999,Particle size analysis−Laser diffraction methods−Part 1: General principlesか
らの引用事項は,この規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,JIS K 5500によるほか,次による。
3.1
吸光度 (obscuration) 粒子によって減衰(散乱及び吸収)した光の入射光に対する百分率又は割合。
備考 レーザ回折法における用語の定義は,JIS Z 8825-1による。
4. 原理 空気で適度な濃度に分散された代表的粉体塗料を,単波長レーザ光の当たる狭い流路を通過さ
せる。粒子によって,様々な角度に散乱する光を多数の検出器でとらえ,光散乱分布についてのデータを
蓄積する。適切な光学モデル及び数学的処理によって,粒子を球形とみなして容量粒径分布を求めるため,
個々の粒子群の比例係数を求め,これらの散乱データを変換する。
5. 装置 レーザ分析装置の定義は,JIS Z 8825-1による。
5.1
レーザ回折式粒度分布測定装置 粒度分布測定装置は,少なくとも1〜300 μmの粒子範囲の測定が
可能なもの。
5.2
乾いた粉を搬送するフィーダ レーザ装置に接続して設置され,粒度分析器に塊のない粉を一定の
流れで導入するための装置。
5.3
圧縮空気供給機 装置製造業者が指定する十分な圧力の空気量を供給できるもの。空気は油分が除
去され,4 μmのフィルタを通した乾燥空気とする。
5.4
空気吸引装置 装置製造業者が指定する速度で空気の吸引ができるもの。一部の家庭用掃除機が使
用できる。吸引装置は,加熱空気が装置部分にかからないような位置に設置しなければならない。さらに,
乾いた粉を搬送するフィーダ,吸引の入口及びホースのようなすべての粉体粒子輸送装置部分は,静電気
による放電を避けるため確実にアースする。
5.5
コンピュータ及び周辺機器 コンピュータは,測定装置からのデータを分析するために適し,適切
なプリンタに接続しているもの。コンピュータのハードウェアに必要な特別の仕様は,装置製造業者の仕
様による。
5.6
スパチュラ又はスプーン ステンレス製で,数グラムの粉体を一度で供給できるもの。清浄なもの
であれば,他の金属製,木製又はプラスチック製のものでもよい。
3
K 5600-9-3:2006
6. サンプリング サンプリングは,JIS K 5600-1-2に従って行い,試験に使用する代表サンプルを準備
する。それぞれの測定には通常3〜5 gが必要である。
7. 条件 測定は,JIS K 5600-1-6に示す標準条件下で行う。30分以上標準条件に保持した後,測定する。
8. 操作 操作は,JIS Z 8825-1に規定する方法によって行う。
警告 低出力のレーザをもつ装置からの光で失明するおそれがあるので,レーザ光及び散乱光を直接見て
はならない。レーザ光を反射させる物でレーザ光を遮ってはならない。レーザ光に対する国の安全
規定に従うこと。
a) 測定は,2回行う。
b) 装置製造業者の説明書に従って,測定する粒度分布範囲になるように装置部品を設置し,調整する。
c) 装置製造業者の解説書を参考にしながら,装置を安定化させるために,少なくとも30分前に始動する。
レーザ光が検出器の中心の位置にあることを確認し,調整する。
備考 ほとんどの装置は,自動的に調整されるが,必要に応じて装置製造業者の技術者によって調整
することもある。
d) スパチュラ又はスプーン(5.6)を用いて,乾いた粉を搬送用フィーダ(5.2)に入れる。搬送用の空気
流量は,装置製造業者の指示に従って調整する。
e) このシステムの電気ノイズ及び汚染の影響を調べるため,バックグラウンドの測定(例えば,粉を入
れない状態で)を行う。この測定は,サンプル測定での補正に必要となる。
備考 この手順は,一般的に装置のコンピュータによって自動的に行われる。
f)
説明書に従って,光の吸光度(3.1)が1〜15 %,望ましくは7〜10 %になるように搬送フィーダを
調整する。
g) 搬送フィーダに残った微粉は,ブラシを用いてエアーセルに送ることができる。
h) 測定後,データをコンピュータ画面に表示させる。
i)
次の測定までに,エアーセルを完全に洗浄する。
9. 結果の計算
a) 粒度分布測定の結果は,装置に附属しているコンピュータソフトによって計算され,表及びグラフで
表示される。
備考 一般にFraunhofer理論が適用され(JIS Z 8825-1参照),屈折指標の詳細は必要としない。しか
し,顔料を含まない粉体塗料の場合,Mie理論が適用され,この場合は屈折指標が必要となる。
b) 2回の粒度分布測定の結果が1 %以内のばらつきの場合,算術平均で計算する。1 %以上のばらつき
の場合には,3回目の測定を行い,3回の測定の算術平均を記録する。試験記録に測定の回数を記入す
る。
10. 結果の表示 JIS Z 8819-1によって,粒子径測定結果を表すためのヒストグラム,頻度分布及び積算
分布の図示方法に従って結果を表示する。
11. 精度 100 μmまでの粒子径範囲に対して,1 μm以内の再現性がある。
4
K 5600-9-3:2006
12. 試験の記録 試験の記録は,少なくとも次の事項を記入する。
a) 試験品の同定に必要な詳細事項
b) この規格番号(JIS K 5600-9-3)
c) 次の事項を含む測定結果に影響を与える装置のすべてを記入する。ただし,受渡当事者間の協定によ
っては,これらの事項を省略することができる。
1) 装置の名称及び装置の形式
2) 搬送速度
3) レーザ光の波長
4) 検出器の数
5) レンズの焦点の長さ
6) 散乱角度の範囲
7) 吸光度
8) 最も新しい調整日及び校正日
d) JIS Z 8819-1及び9.による測定の結果
e) 規定の方法と異なる試験の条件
f)
試験年月日
5
K 5600-9-3:2006
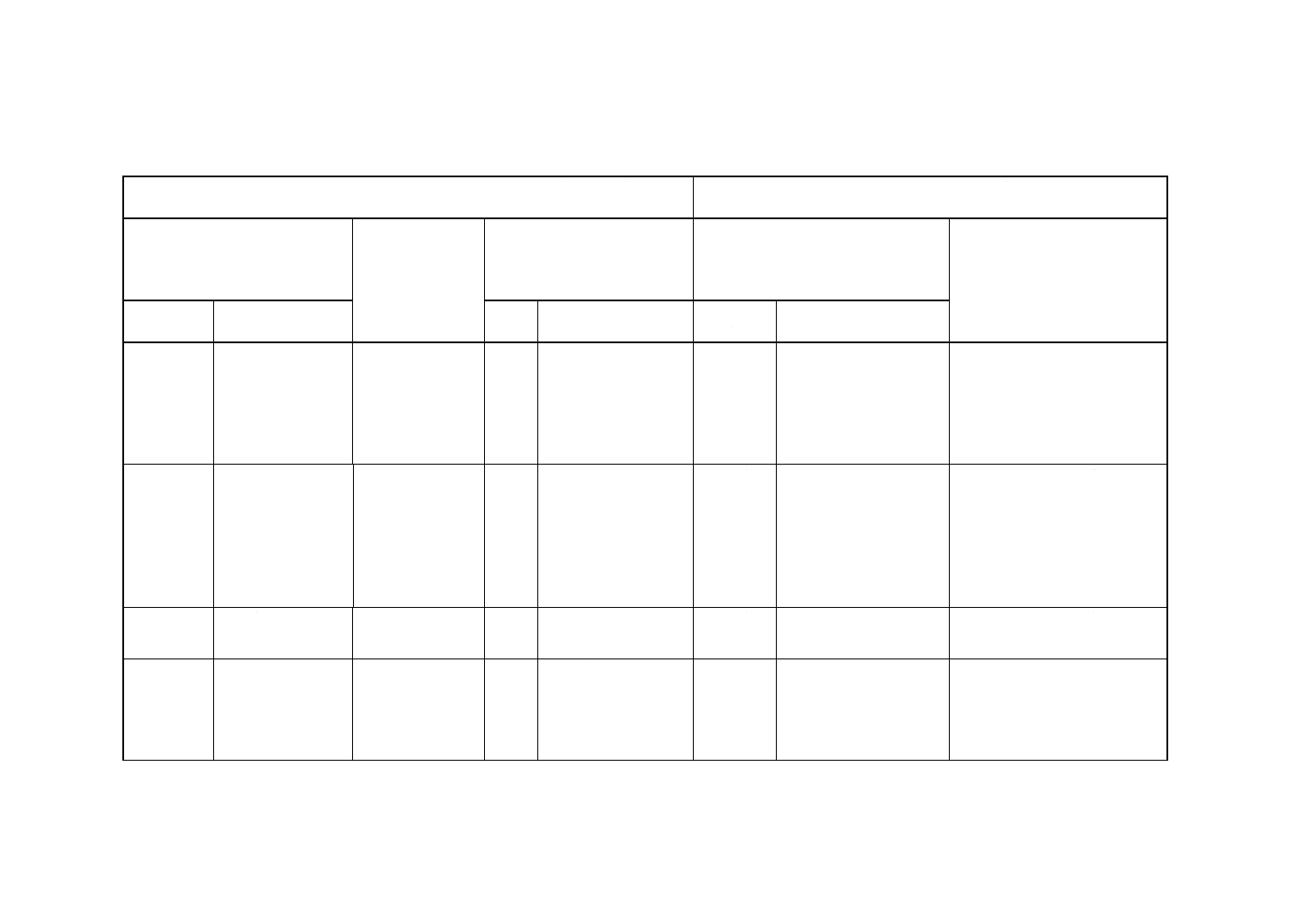
附属書(参考) JISと対応する国際規格との対比表
JIS K 5600-9-3:200x 塗料一般試験方法−第9部:粉体塗料−第3節:レーザ回折によ
る粒度分布の測定
ISO 8130-13:2001,粉末塗装−第13部:レーザ回折による粒度測定
(Ⅰ) JISの規定
(Ⅱ) 国際規格番号 (Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
レーザ回折による
粉体塗料の粒度分
布を球形粒子とみ
なして測定する。
乾燥粉体だけに適
用。
ISO 8130-13
1
JISに同じ
IDT
−
−
2.引用規格
JIS K 5500
JIS K 5600-1-2
JIS K 5600-1-6
JIS Z 8819-1
JIS Z 8825-1
2
ISO 4618-1
ISO 4618-2
ISO 4618-3
ISO 8130-9
ISO 3270
ISO 9276-1
ISO 13320-1
MOD/追加
IDT
IDT
IDT
IDT
JIS K 5500を引用して用
語を明確にした。
見直し時にISOに提案する。
3.定義
吸光度の定義。
JIS K 5500を引用
3
JISに同じ
MOD/追加
JIS K 5500を引用して用
語を明確にした。
見直し時にISOに提案する。
4.原理
粒子によるレーザ
散乱光をとらえ,球
形粒子とみなし容
量粒子分布を求め
る。
4
JISに同じ
IDT
−
−
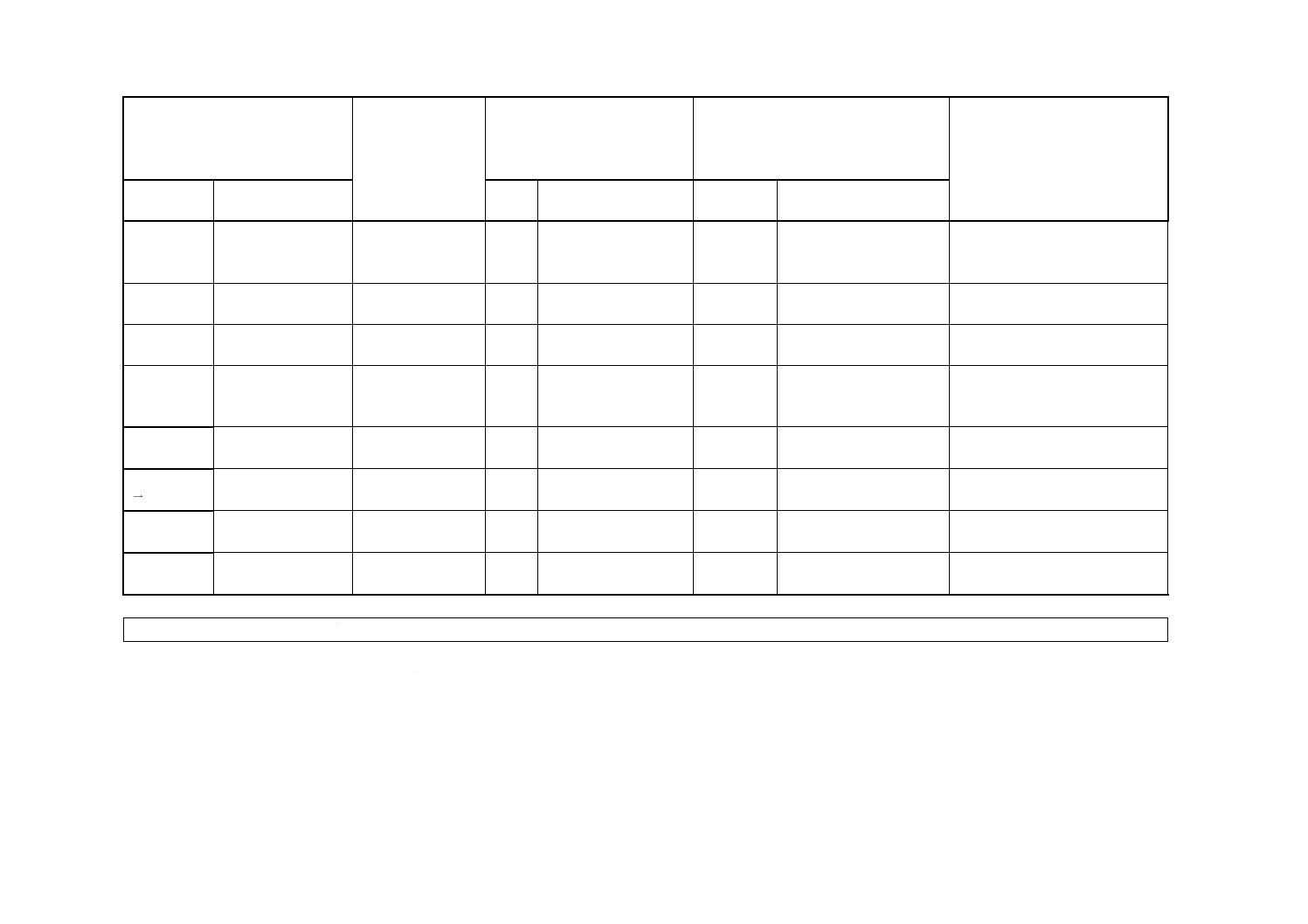
6
K 5600-9-3:2006
(Ⅰ) JISの規定
(Ⅱ) 国際規格番号 (Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.装置
用語の定義:
JIS Z 8825-1
装置の構成を規定。
5
ISO 13320-1
IDT
−
−
6.サンプリ
ング
JIS K 5600-1-2
6
ISO 8130-9
IDT
−
−
7.条件
JIS K 5600-1-6
7
ISO 3270
IDT
−
−
8.操作
JIS Z 8825-1
操作の手順をを規
定。
8
ISO 13320-1
IDT
−
−
9.結果の計
算
測定の計算理論及
び平均値の計算法。
9
JISに同じ
IDT
−
−
10.結果の表
示
JIS Z 8819-1
10
ISO 9276-1
IDT
−
−
11.精度
経験上期待できる
精度を規定。
11
JISに同じ
IDT
−
−
12.試験記録 記録すべき項目の
規定。
12
JISに同じ
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1.
項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT………………技術的差異がない。
― MOD/追加………国際規格にない規定項目又は規定内容を追加している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………国際規格を修正している。