5
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
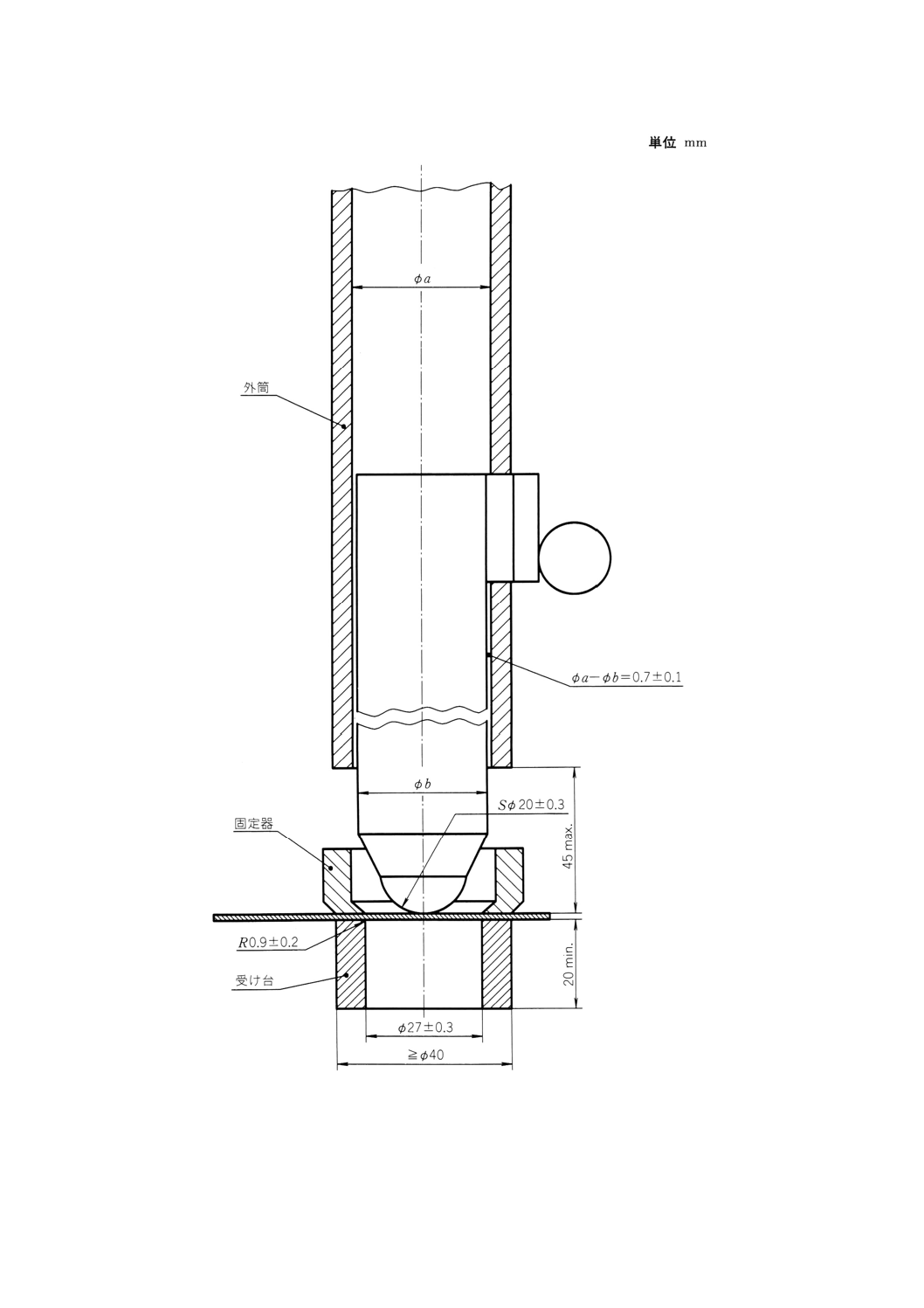
図1 落体試験装置の寸法
K 5600-5-3 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-5は塗料一般試験方法−塗膜の機械的性質に関する試験方法として,次の各節によって構成
する。
JIS K 5600-5-1 第5部−第1節:耐屈曲性(円筒形マンドレル法)
JIS K 5600-5-2 第5部−第2節:耐カッピング性
JIS K 5600-5-3 第5部−第3節:耐おもり落下性
JIS K 5600-5-4 第5部−第4節:引っかき硬度(鉛筆法)
JIS K 5600-5-5 第5部−第5節:引っかき硬度(荷重針法)
JIS K 5600-5-6 第5部−第6節:付着性(クロスカット法)
JIS K 5600-5-7 第5部−第7節:付着性(プルオフ法)
JIS K 5600-5-8 第5部−第8節:耐摩耗性(研磨紙法)
JIS K 5600-5-9 第5部−第9節:耐摩耗性(摩耗輪法)
JIS K 5600-5-10 第5部−第10節:耐摩耗性(試験片往復法)
JIS K 5600-5-11 第5部−第11節:耐洗浄性
JIS K 5600-5-1,5-3,5-4,5-5,5-6,5-8,5-9,5-10,5-11には,それぞれ次に示す附属書がある。
JIS K 5600-5-1,5-3,5-4,5-6
附属書A(規定) 必要な補足情報
JIS K 5600-5-5
附属書A(規定) 必要な補足情報
附属書B(参考) 引っかき硬度試験用針の作成と交換のための簡便法
JIS K 5600-5-8
附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-9
附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-10
附属書A(規定) 必要な補足情報
附属書B(参考) 基準パネル
JIS K 5600-5-11
附属書A(規定) 不揮発分の密度の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-5-3 : 1999
塗料一般試験方法−
第5部:塗膜の機械的性質−
第3節:耐おもり落下性
Testing methods for paints−Part 5 : Mechanical property of film
Sectitn 3 : Falling-weight test
序文 この規格は,1993年に第1版として発行されたISO 6272, Paints and varnishes−Falling-weight testを
翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格に規定されていな
い試験方法を日本工業規格として追加している。
なお,この規格で下線(点線)及び側線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,塗料及びその関連製品の試料採取方法並びに試験を扱う一連の規格の一つで
ある。この規格は,塗料及びその関連製品の乾燥塗膜が,規定条件下でおもり落下によって変形するとき
の割れ及び/又は素地からのはがれを評価する試験方法について規定する。
備考1. “衝撃試験”という用語は,この規格の落球式装置では,真の衝撃よりも速く変形を生じる
ので,この規格から意図的に省いた。
次の方法が適用される。
− 特定仕様への適合性を調べるために,ある高さから規定のおもりを用いて合否を判定する試験,又は
− 落下高さ及び/又はおもりの質量を徐々に増しなから,塗膜の割れ又は素地からのはがれが生じるお
もりの最小質量及び/又は落下高さを測定する等級付け試験
備考 この規格の対応国際規格を次に示す。
ISO 6272 : 1993 Paints and varnishes−Falling-weight test
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 1501 玉軸受用鋼球
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
備考 ISO 1512 : 1991, Paints and varnishes−Sampling of products in liquid or paste formが,この規格
と一致している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
2
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 1513 : 1992, Paints and varnishes−Examination and preparation of samples for testingが,この
規格と一致している。
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
備考 ISO 1514 : 1993, Paints and varnishes−Standard panels for testingが,この規格と一致している。
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
備考 ISO 3270 : 1984, Paints and varnishes and thier raw material−Temperatures and humidities for
conditioning and testingが,この規格と一致している。
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
備考 ISO/DIS 2808 : 1996, Paints and varnishes−Determination of film thicknessが,この規格と同等で
ある。
3. 試験の種類 おもり落下性には,次の3種がある。
3.1
落体式 (falling-weight method) 先端が丸い円柱形のおもりを外筒に沿って落下させ,塗膜に対す
る曲げ及び伸びの抵抗性を評価する(デュポン式との違いは,撃ち型と受け台とのすき間が35mmある。)。
3.2
落球式 (falling ball method) 素地の変形が極めて少ない場合に用いられ,塗膜の表面に球体を激突
させ,そのときの塗膜の衝撃抵抗性で,割れ・はがれの有無を評価する。
3.3
デュポン式 (DuPont method) 撃ち型と受け台が落球式と異なり,両者間のすき間がないので,エ
ッジ部の衝撃と変形を同時に受ける抵抗性を評価する。
4. 落体式
4.1
必要な補足情報 この規格に規定する試験方法は,いかなる適用に対しても補足情報によって補完
するものとする。補足情報の各項目は,附属書Aに示す。
4.2
装置 次のものを装備した実験用装置及び観察用レンズ。
4.2.1
おもり落下装置 a)〜f)に記載する要素からなる。
a) 支持台 d)受け台を支え得るのに十分な質量をもつもの。
b) 落下おもり(図1参照) 直径 (20±3) mmの球状の頭部をもち,全質量は (1 000±1) g
備考2. (1 000±1) gの追加質量を頂部に載せることができる。
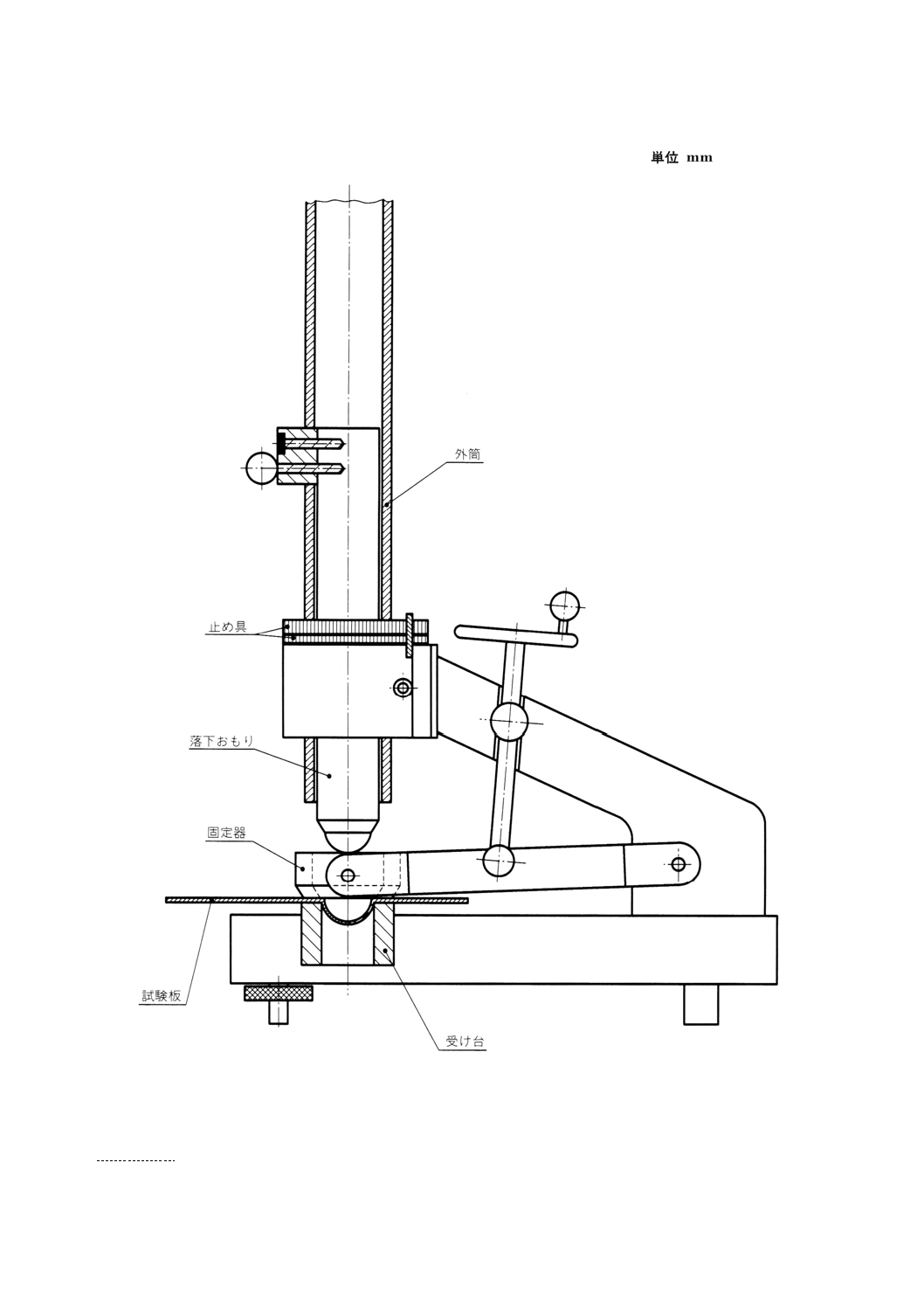
c) 垂直外筒(図1及び図2参照) 落下おもりを試験片の面へ垂直方向に向けるためのもの。外筒は,
試験片の面の上方1mからは,mm単位で目盛りを付ける。余分な摩擦を避け,正確な方向付けをす
るために,外筒の内径と落下おもりの外径の差は (0.7±0.1) mmとし,外筒の下端と試験片上面との
距離は45mm以下とする。
d) 受け台(図1参照) 内径 (27±0.3) mmのリング状とする。リングの内部上端は曲率半径 (0.9±0.2)
mmで丸めて,リングの最小高さは20mmとする。
e) 固定器(図1及び図2参照) 試験片を規定の位置に保持するためのものであり,底部の内径は受け
台の内径と同じく (27±0.3) mmとする。
f)
止め具(図2参照) 落下おもりの押し込み深さを設定するためのものであり,種々の厚さのものと
する。
4.2.2
観察用レンズ 手持ち形で,倍率10倍とする。
4.3
試料採取方法 試験に用いる製品の代表試料(多層膜系では各製品)は,JIS K 5600-1-2によって採
取する。試験用の各試料は,JIS K 5600-1-3によって,検分,調整する。
3
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
試験板
4.4.1
素地 他に合意がない限り,JIS K 5600-1-4に適合する鋼板とする。試験板は,平らでゆがみがな
く,最低厚さは0.25mmとする。また試験板の寸法は,試験板の端から20mm以上離れた箇所で,かつ,
相互の距離が40mm以上離れた最低5箇所で試験ができるものとする。厚さは0.01mmのけたまで測定す
る。
4.4.2
調整及び塗装 他に合意がない限り,試験板はJIS K 5600-1-4に従って調整し,試験される製品又
は塗装系に規定する方法で塗装する。
4.4.3
乾燥 各試験片は,規定条件下で規定時間乾燥(又は焼付け乾燥)し,必要なら養生する。
4.4.4
塗膜の厚さ 乾燥塗膜の厚さは,JIS K 5600-1-7に規定する手順の一つを用いてマイクロメートル
単位で測定する。測定は試験される位置にできるだけ近い位置で行う。規定又は合意した膜厚との差が
10%以内の膜厚の試験片だけを使用する。
4.5
手順
4.5.1
通則
a) 他に合意がない限り温度23℃±2℃,相対湿度 (50±5) %で試験する(JIS K 5600-1-6参照)。
b) 装置は,堅固な面(例えば,コンクリート,金属,石)の上に置く。
c) 他に規定がない限り,試験片は,試験の直前まで少なくとも16時間,温度23℃±2℃,相対湿度 (50
±5) %の環境下に置く。
4.5.2
合否試験(特定質量使用) 外筒 [4.2.1c)] が垂直であることを確認する。落下位置の目盛りが規
定の高さになるように調整する。必要ならば,受渡当事者間の合意,又は規定する押し込み深さに設定す
るため,止め具を装着する [4.2.1f)]。試験板(4.4参照)を指定[附属書A,h)参照]に従い,塗面を上向
き,又は下向きに支持台の上に置き,固定器を用いて規定の位置に取り付ける。試験片におもり [4.2.1b)]
を落下させる。観察用レンズ(4.2.2)で塗膜を検査する。試験片の塗膜に割れ・はがれがないかどうか,及
び試験板が割れていないかどうかを報告する。さらに4回異なった位置で(全部で5回落下になるよう)
試験を繰り返す。少なくとも4か所で割れ,はがれが認められなければ,この塗膜は合格と報告する。
4.5.3
等級付け試験(割れ,はがれを生じる最低の落下高さ・おもりの質量の測定)
a) 外筒 [4.2.1 c)] が垂直であることを確認する。落下位置の目盛りの高さになるよう調整する。試験片
(4.4参照)を規定[附属書A,h)参照]に従い,塗面を上向きにして支持台 [4.2.1a)] に置く。試験
片の上に固定器を降ろす。欠陥が生じないと思われる高さまでおもり [4.2.1b)] (1 000g) を持ち上げて,
試験片の上に落下させる。
b) 固定器から試験片を取り外し,観察用レンズ(4.2.2)で塗膜の割れがないかどうかを検分する。割れが
ない場合は,割れが観察されるまで,25mm又は25mmの倍数で増やした高さで,この操作を繰り返
す。
最初に割れが観察された高さを記録する。装置の最大高さで割れが観察されない場合は,おもりを
2 000gにしてこの操作を繰り返す。
c) いったん割れが観察されてからは,次の操作を行う。4.5.3b)で最初に割れが観察された高さ,これよ
り25mm高い高さ,及びこれより25mm低い高さから,それぞれ適切なおもりを5回落下させる。一
つの試験板に連続して同じ高さからの衝撃が与えられないように注意してランダムに試験する。
d) 試験箇所の割れ,はがれを観察用レンズ(4.2.2)で検査し,15箇所すべての結果の合格,不合格を一覧
表にする。試験の終点として,大部分が合格から不合格に変化するおもりの質量/落下高さの組合せ
を報告する。
4
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) d)によっても終点が決められない場合は,終点が試験される高さの範囲に入るように,適切に25mm
の高低を付けた3段階の高さを採用して,c)及びd)の手順を繰り返す。
4.6
精度 現在,使用できる精度のデータはない。
4.7
試験報告 試験報告には,少なくとも次の事項を含んでいなければならない。
a) 試験した製品の種別及びその明細
b) この規格の適用
c) 附属書Aに関する補足情報の各項目
d) 上記c)にかかわる情報を提供する国際規格若しくは国内規格又は製品仕様若しくは他の文書
e) おもりの侵入深さを制限するための止め具(合計の厚さを記載)の使用の有無を含む。4.5.2又は4.5.3
に示される試験結果
f)
規定された手順を変更した場合,その内容
g) 試験年月日
5
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 落体試験装置の寸法
6
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 落体試験装置の側面図
5. 落球式
7
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
装置及び材料 装置及び材料は,次のとおりとする。
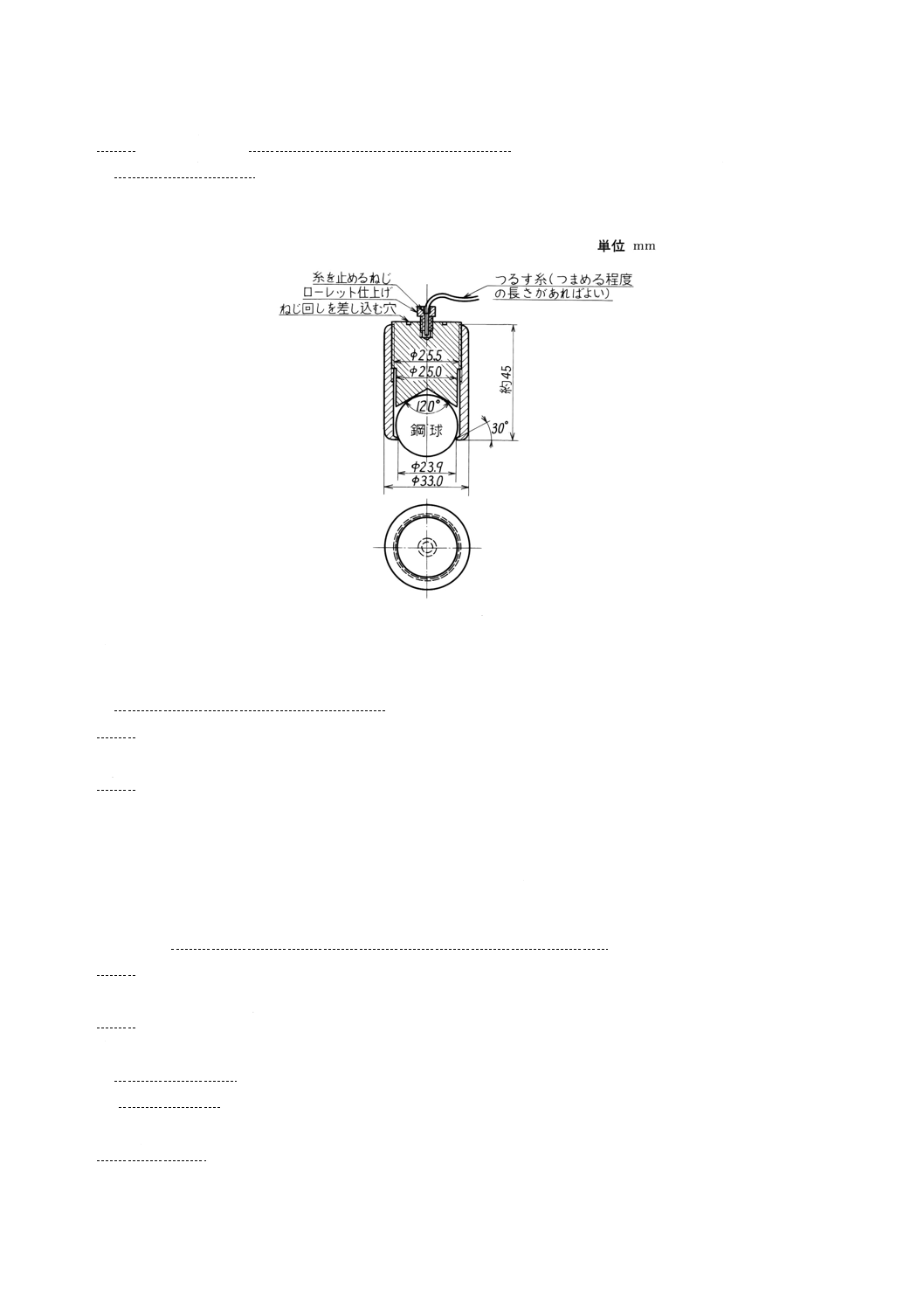
a) おもり 先端にJIS B 1501に規定する玉軸受用鋼球で,質量は (300.0±0.5) g及び直径が25.40mm,
等級60のものを付けた図3に示すもの。先端を下向きにして,落とすときは,上端の中央に糸を付け
てつるす。
図3 おもり
b) 鋼製台 台は縦300mm,横200mm,厚さ30mmよりも小さくなく,上面は平らなものとする。台は
コンクリート製の床の上に固定し,上面は水平に保つものとする。
c) 試験板 特に規定のない場合は,鋼板 (200×100×4mm)。
5.2
試験片の作製 試料を試験板3枚の片面に,試料の製品規格に規定する方法によって塗装して乾燥
した後,標準状態に1時間放置したものを試験片とする。
5.3
操作 操作は,次のとおりとする。
a) 塗面を上向きにして鋼製台の上に固定する。
b) おもりを球状の先端を下にして,おもりの振れ及び回転が停止したのを確認し,塗料の製品規格に規
定する高さからこの塗面に落とす(1)。
c) 衝撃を受けた試験片を室内に1時間置いた後,塗面の損傷を調べる。
注(1) おもりを落とすには,おもりをつるす糸を初めに固定し,おもりが回転,振動しないようにな
ってからおもりの軸が常に垂直になるように糸を静かに放す。
5.4
評価 3枚の試験片のうちの2枚以上について,おもりの先端の衝撃による塗膜の割れ・はがれを認
めないときは,“おもりの衝撃で割れ及びはがれができない”とする。
5.5
製品規格の規定条件 製品規格の規定条件は,次のとおりとする。
a) 試験板の枚数・種類・寸法
b) 塗装・乾燥条件
c) おもりの高さ
6. デュポン式
8
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1
装置及び材料 装置及び材料は,次のとおりとする。
a) 衝撃変形試験器 先端に一定の丸みをもつ型と,その丸みに合うくぼみをもつ受け台及びおもりを一
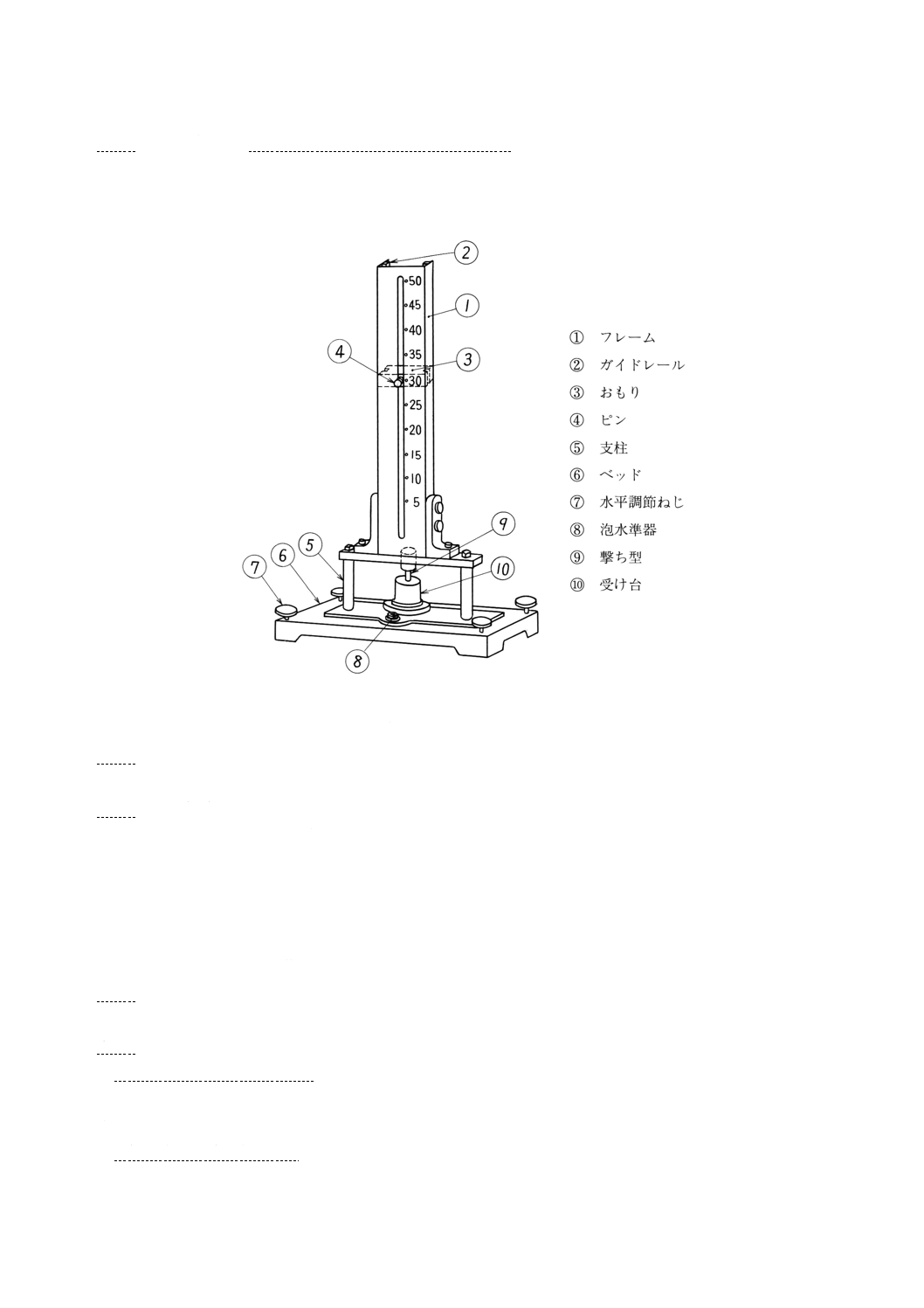
定の高さから落下させる装置から構成するもの。一例を図4に示す。
装置は,コンクリート製の台の上に水平に固定する。
図4 衝撃変形試験器の一例
b) 試験板 特に規定のない場合は,鋼板 (200×100×0.6) mmのもの。
6.2
試験片の作製 試料を試験板2枚の片面に,試料の製品規格に規定する方法によって塗装して乾燥
した後,室温で1時間放置したものを試験片とする。
6.3
操作 操作は,次のとおりとする。
a) 特に規定がない限り,半径 (6.35±0.03) mmの撃ち型と受け台とを取り付け,試験片の塗面を上向き
にしてその間に挟む。
b) 特に規定がない限り,質量 (500±1) gのおもりを,試料の製品規格に規定した高さから撃ち型の上に
落とす。
c) 塗面に余分の損傷を与えないように注意しながら試験片を取り出し,そのまま室内に1時間放置後,
目視によって塗面の損傷を調べる。
6.4
判定 試験片2枚について,試験片の衝撃変形による塗膜の割れ・はがれを認めないときは,“衝撃
による変形で割れ・はがれができない”とする。
6.5
製品規格の規定条件 製品規格の規定条件は,次のとおりとする。
a) 試験片の枚数・種類・寸法
b) 塗装・乾燥条件
c) おもりの高さ
d) 撃ち型及び受け台の寸法
9
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) おもりの質量
10
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 必要な補足情報
この附属書に記載する補完的情報の項目は,この試験方法を実施する上での適切な必要事項として提示
するものとする。
これらの必要事項については,受渡当事者間の合意によることが望ましく,また試験品に関する国家規
格・国際規格,又はその他の文書から一部若しくは全部を引用することができる。
a) 試験板の材料(厚さを含む。)及び表面調整
b) 試験板への試験塗膜の塗装方法。多層塗膜系の場合は,塗装間隔及び乾燥条件を含める。
c) 試験開始前の塗膜の乾燥時間及び条件(又は焼付け条件),(適用のときは)養生時間及び条件
d) JIS K 5600-1-7に従う膜厚(マイクロメートル単位)及び測定方法。単一塗膜か多層塗膜かの区別
e) 合否試験か等級付け試験かの区別
f)
おもりの質量
g) (適切であれば)おもりの落下高さ
h) おもりの落下面が塗膜表面,裏面又はその両方であるかの区別
i)
おもりの押し込み深さを設定するための止め具使用の有無
11
K 5600-5-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 松井 繁武