1
K
5
6
0
0
-4
-7
:
1
9
9
9
解
説
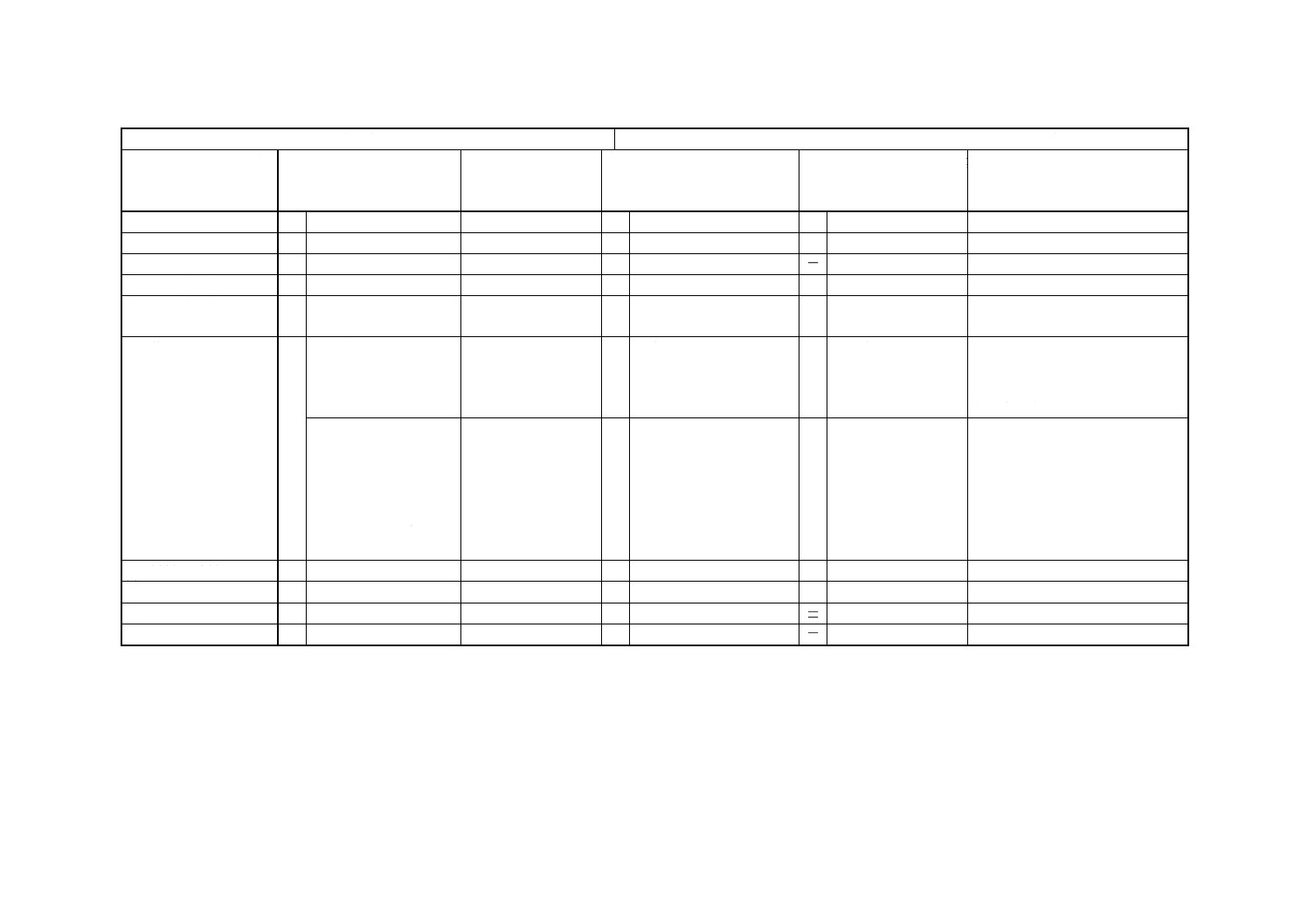
JISと対応する国際規格との対比表
JIS K 5600-4-7 : 1999 第4部−第7節:鏡面光沢度
ISO 2813 : 1994 塗料−20°,60°及び85°における非メタリック塗膜の鏡面光沢度
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番号
(III) 国際規格の規定内容
(IV) JISと国際規格の相違
点
(V) JISと国際規格との一致が困難な
理由及び今後の対策
(1) 適用範囲
○
ISO 2813
○
≡
(2) 用語・記号
○
ISO 2813
○
≡
(3) 試験(分析)の種類
○
ISO 2813
○
≡
(4) 試験(分析)の項目
○
ISO 2813
○
≡
(5) 共通的条件(試験状
態,試験条件)
○
ISO 2813
○
≡
(6) 装置・器具
○ ・標準の光:D65
ISO 2813
○ 標準の光:C
協定によって,過度期の間
は標準の光Aを使用して
もよい。
≠ ・標準の光:
D65とCで異なる。
測定する光沢値はほとんど差がな
く,技術的には軽微な差である。
日本よりISOに提案して,次回の
改正時に改訂することになった。
・鏡面光沢度の基準:屈
折率が可視波長全域で
測定して1.567のものを
100とする。
ISO 2813
・鏡面光沢度の基準:
屈折率が587.6nmの波長
で測定して1.567のものを
100とする。
≠ ・基準の屈折率の測定
の波長域が異なる。
制定JISの方が合理的であると
ISOに提案し,ISOの国際会議で
検討されて,正誤票を発行するこ
とになった。
・入射角の許容差:
20°の場合: ±0.5
60°の場合: ±0.2
・入射角の許容差
20°の場合: ±0.1
60°の場合: ±0.1
・許容差の範囲が異な
る。
(7) 材料・試料
○
ISO 2813
○
≡
(8) 手順・方法
○
ISO 2813
○
≡
(9) 記録方法・様式
○
ISO 2813
○
≡
(10) その他
○
ISO 2813
○
≡
備考1. 対比項目(I)及び(III)の小欄で,“○”は該当する項目を規定している場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“≡”:JISと国際規格との技術的内容は同等である。
“≠”:JISは,国際規格と技術的内容が同等でない。ただし“ADP”に該当する場合を除く。