K 5600-2-5 : 1999 (ISO 1524 : 1983)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-2は塗料一般試験方法塗料の性状・安定性に関する試験方法として,次の各節によって構成
する。
JIS K 5600-2-1 第2部−第1節:色数(ガードナー法)
JIS K 5600-2-2 第2部−第2節:粘度
JIS K 5600-2-3 第2部−第3節:粘度(コーン・プレート粘度計法)
JIS K 5600-2-4 第2部−第4節:密度
JIS K 5600-2-5 第2部−第5節:分散度
JIS K 5600-2-6 第2部−第6節:ポットライフ
JIS K 5600-2-7 第2部−第7節:貯蔵安定性
JIS K 5600-2-1,2-2,2-5,2-6には,それぞれ次に示す附属書がある。
JIS K 56002-1
附属書A(規定) ガラス参照基準の校正
附属書B(規定) 液状ガードナー色数基準
JIS K 5600-2-2
附属書A(規定) 塗料粘ちゅう(稠)度のためのフローカップの利用
JIS K 5600-2-5
附属書A(規定) 非SI単位で目盛られたゲージ
附属書B(規定) 溝深さの検査の方法
JIS K 5600-2-6
附属書A(規定) 必要な補足情報
附属書B(参考) 試験する反応系の指針
附属書C(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-2-5 : 1999
(ISO 1524 : 1983)
塗料一般試験方法−
第2部:塗料の性状・安定性−
第5節:分散度
Testing methods for paints−Part 2 : Characteristics and stability of paints−
Section 5 : Finess of grind
序文 この規格は,1983年に発行されたISO 1524 (Paints and varnishes−Determination of finess of grind) を
翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,塗料,ワニス及び関連製品の試料採取並びに試験方法に関する一連の規格の
うちの一つである。
この規格は,マイクロメートル単位で目盛られた適切な粒ゲージ(以下,ゲージという。)を使用して,
塗料及びその関連製品の分散度を判定する方法について規定する。
備考 工業的に使用されているゲージには,非SI単位で目盛られたものがある(附属書A参照)。こ
れらの単位の使用は,推奨できない。
この規格は,すべてのタイプの液状塗料及び関連製品に適用する。5.1に示す4種類のゲージのうち,
100μmのゲージが,最も一般的に使用され,50μm,特に25,15μmのゲージは,熟練した試験者によって
だけ信頼できるデータが得られる。10μm以下のゲージを読み取る際には,特に注意が必要である。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
ISO 1512 : 1991 Paints and varnishes−Sampling of products in liquid or paste formが,この規格と一致
している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
ISO 1513 : 1992 Paints and varnishes−Examination and preparation of samples for testingが,この規格
と一致している。
3. 定義 この規格で用いる用語の定義は,次による。
3
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
分散度 (finess of grind) 規定の条件下で,製品中の分離した固形粒子が,容易に識別できる,ゲージの
溝の深さで示される標準ゲージの読取り値。
4. 器具
4.1
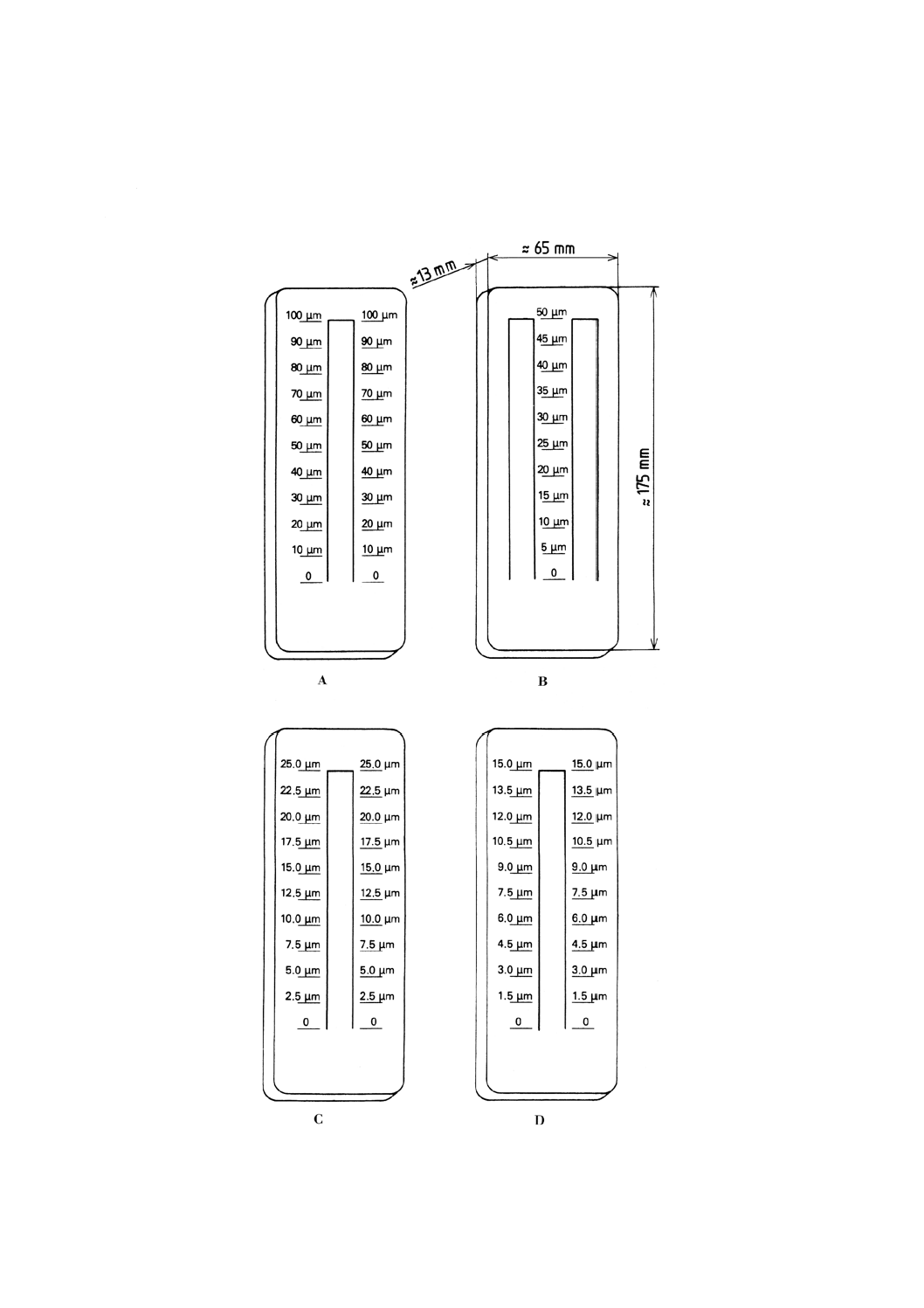
ゲージ 焼入れをした鋼製のブロックで,寸法は,長さ約175mm,幅65mm,厚さ13mmのもの。
備考 少なくとも,水性塗料に使用するには,ステンレス鋼製の使用を推奨する。
ブロックの表面は平らで滑らかに仕上げられており,長辺側面に平行な,長さ約140mm,幅12.5mmの
1本又は2本の溝をもっていなければならない。各溝の深さは,適切な深さ(例えば,15,25,50又は100μm)
をもつ一端から深さゼロの他端まで均一に傾斜付けられ,表に規定する目盛が付けられたものとする。代
表的なゲージの形状を図1に示す。
溝の深さは,長辺方向のあらゆる位置において,溝と交差する位置の公称値より2.5μm以上はずれては
ならない。溝の深さの検定方法を附属書Bに示す。
ブロックの上面は精密研磨又はラッピングですべての点が,12μm隔たっている二つの平行平面の間に
存在するように,精密に仕上げなければならないし,さらに,すべての点が表面全域にわたって1μm離れ
た二つの平行直線間に存在するように,トラバースゼネレーター(参考:二つの平行直線の平行度を確認
する道具)は一直線でなければならない。
備考1. 試験には,ここに示した寸法の鋼製ゲージの使用が適切であるが,同じ結果が得られる他の
ゲージ(附属書A参照)を使用しても差し支えない。
2. 分散度の測定精度(7.に示す)は,用いたゲージに部分的に依存する。したがって,結果の
報告又は要求事項を規定の際には,ゲージ(100,50,25又は15μm)を特定することが必要
である。
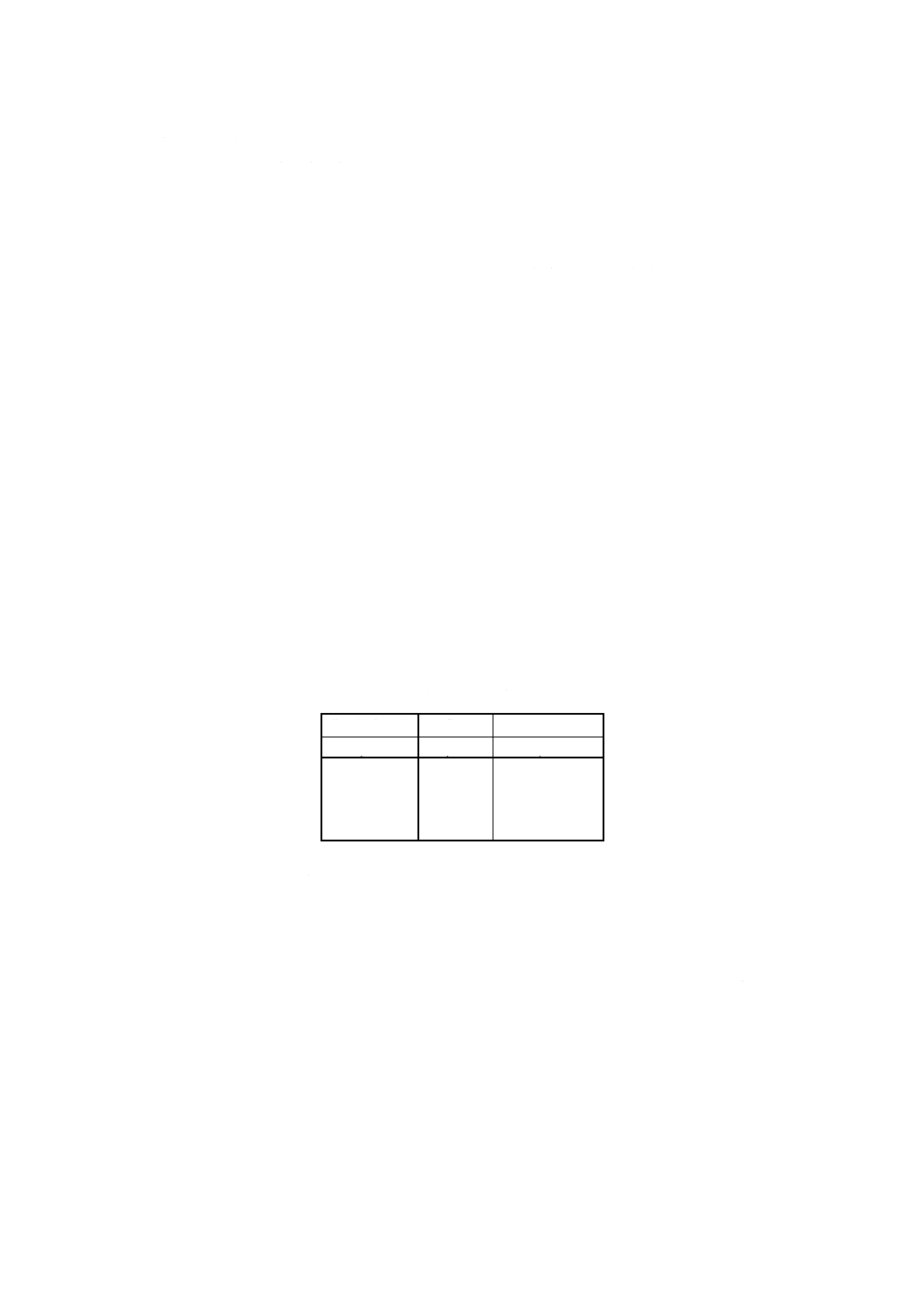
表 代表的なゲージの目盛及び推奨(測定)範囲
溝の最大深さ 目盛間隔 推奨(測定)範囲
μm
μm
μm
100
10
40 〜90
50
5
15 〜40
25
2.5
5 〜15
15
1.5
1.5 〜12
4.2
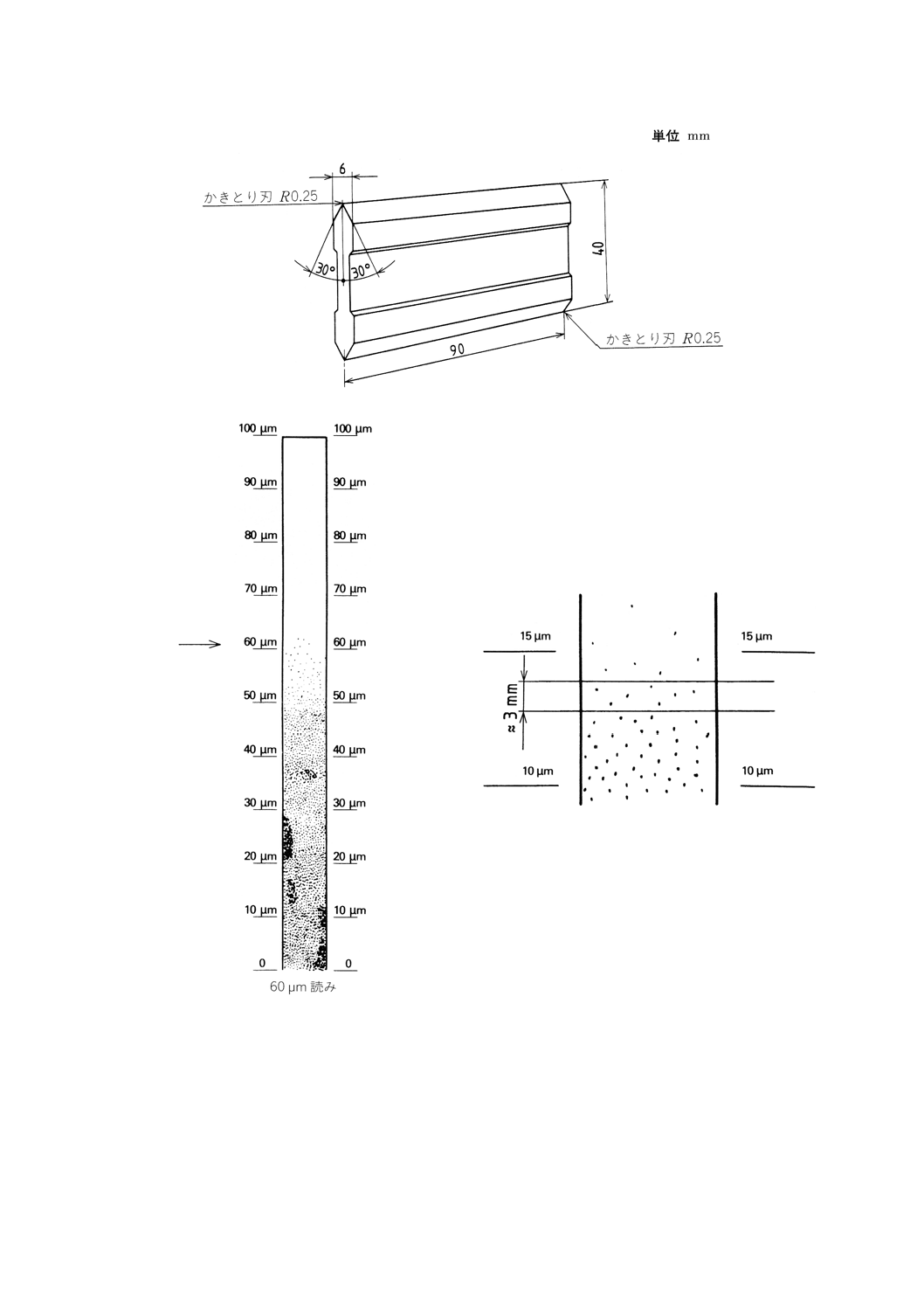
スクレーパー 両側又は片側に刃先の付いた寸法が約長さ90mm,約幅40mm,約厚さ6mmの鋼製
の刃とする。刃先の長辺は直線で,半径約0.25mmの丸みをもったものとする。適切なスクレーパーの形
状を図2に示す。
スクレーパーは標準平面(附属書B.2.3参照)に刃を置き,反対側の強い光で接触端を検査することに
よって,定期的に摩耗,損傷,曲がりをチェックしなければならない。スクレーパー後方及び前方にロッ
クしたとき,刃と標準平滑面間に,もし不十分な接触が認められたら,そのスクレーパーは廃棄する。
備考1. もしそれ自体が標準平滑面を使って実証されるような摩耗,又は曲がりがなければつぶゲー
ジの上面を,スクレーパーの日常点検のために使用しても差し支えない。
2. スクレーパーは,使用しないときには,ベルベット又は同様の柔らかな材質のもので内張り
した容器に保管すべきである。
5. 試料採取方法 JIS K 5600-1-2の規定によって,試験される製品の代表試料を採取する。JIS K 5600-1-3
の規定によって,試験のための試料を検分し,調整する。
4
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 操作
6.1
試験に最適なゲージの種類と,試料の概略の分散度を求めるために,予備測定を行う(表と6.5の備
考参照)。この概略の分散度は,試験結果に含めてはならない。その後,検査は3回行う。
6.2
完全に清浄で乾燥したゲージ(4.1)を,平滑で水平な滑らない面に置く。
6.3
溝の深い方の先端に十分な量の試料を流し込み,溝からわずかにあふれさせる。試料を流し込むと
きに,空気を巻き込まないように注意する。
6.4
スクレーパー(4.2)を両手の親指と他の指との間で挟み,スクレーパーの長辺がゲージの幅方向と平
行になり,ゲージの溝の深い先端に刃先が接触するように置く。スクレーパーをゲージの表面に垂直にな
るように保持しながら,溝の長辺方向に対して直角に,ゲージの表面を均等な速度で,溝の深さ0まで1
〜2秒間かけて引く。溝が試料で満たされ,余分のものは除かれるようにスクレーパーに十分な力を加え
て行う。
6.5
引き終わってから3秒以内に,見る方向は溝の長辺に対して直角に,ゲージの表面に対して20°以
上30°以下の角度で,試料の模様が見えやすいように光を当てて観察する。
備考 試料のレオロジー特性によって,引いた後が滑らかな模様が得られないときは,必要最小限の
適切なシンナー又はバインダー溶液を加え,手でかき混ぜて再度試験する。希釈したことは,
試験報告に記載するのが望ましい。例えば,試料は希釈によって凝集を起こすかもしれないし,
分散度に影響するかもしれない。
6.6
製品に顕著なはん(斑)点が現れ始める点を観察する。特に,溝に沿って3mm幅の帯に5〜10個の
粒子(図3及び図4参照)を含む点を観察する。顕著なはん点が現れ始める点の前に,まばらに現れるは
ん点は無視する。次に示す最も近い帯の上限の位置を推定する。
100μmゲージでは,5μm
50μmゲージでは,2μm
25μmゲージでは,1μm
15μmゲージでは,0.5μm
6.7
それぞれ読み取った後,直ちに適切な溶剤でゲージ及びスクレーパーを注意して洗浄する。
7. 結果の表し方
7.1
計算 3回の測定の平均値を算出し,もとの読取り(6.6参照)と同じ精度で記録する。
7.2
精度
7.2.1
繰返し精度 (r) 異なった試験室において,異なったオペレーターが,標準試験方法によって,同
一試料を短時間内に各2回測定して得た2個の平均値間の差の絶対値は,確率95%で,ゲージ範囲の20%
であることが期待される。
7.2.2
再現性 (R) 異なった試験室において,異なったオペレーターが,標準試験方法によって,同一
試料を短時間内に,それぞれ2回測定して得た2個の平均値間の差の絶対値は,確率95%で,ゲージ範囲
の20%であることが期待できる。
8. 試験報告 試験報告には,少なくとも次の情報を含んでいなければならない。
a) 試験した製品の種類及び識別
b) この規格の適用
c) 使用したゲージの名称
5
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 希釈条件の詳細(6.5の備考 参照)
e) マイクロメートル単位で表記した試験結果
f)
協定又は他の方法による規定の試験手順との差異
g) 試験年月日
図1 典型的なゲージ
6
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 適当なスクレーパー
図4 14μm読取りゲージの拡大図
図3 典型的ゲージ読取り
7
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
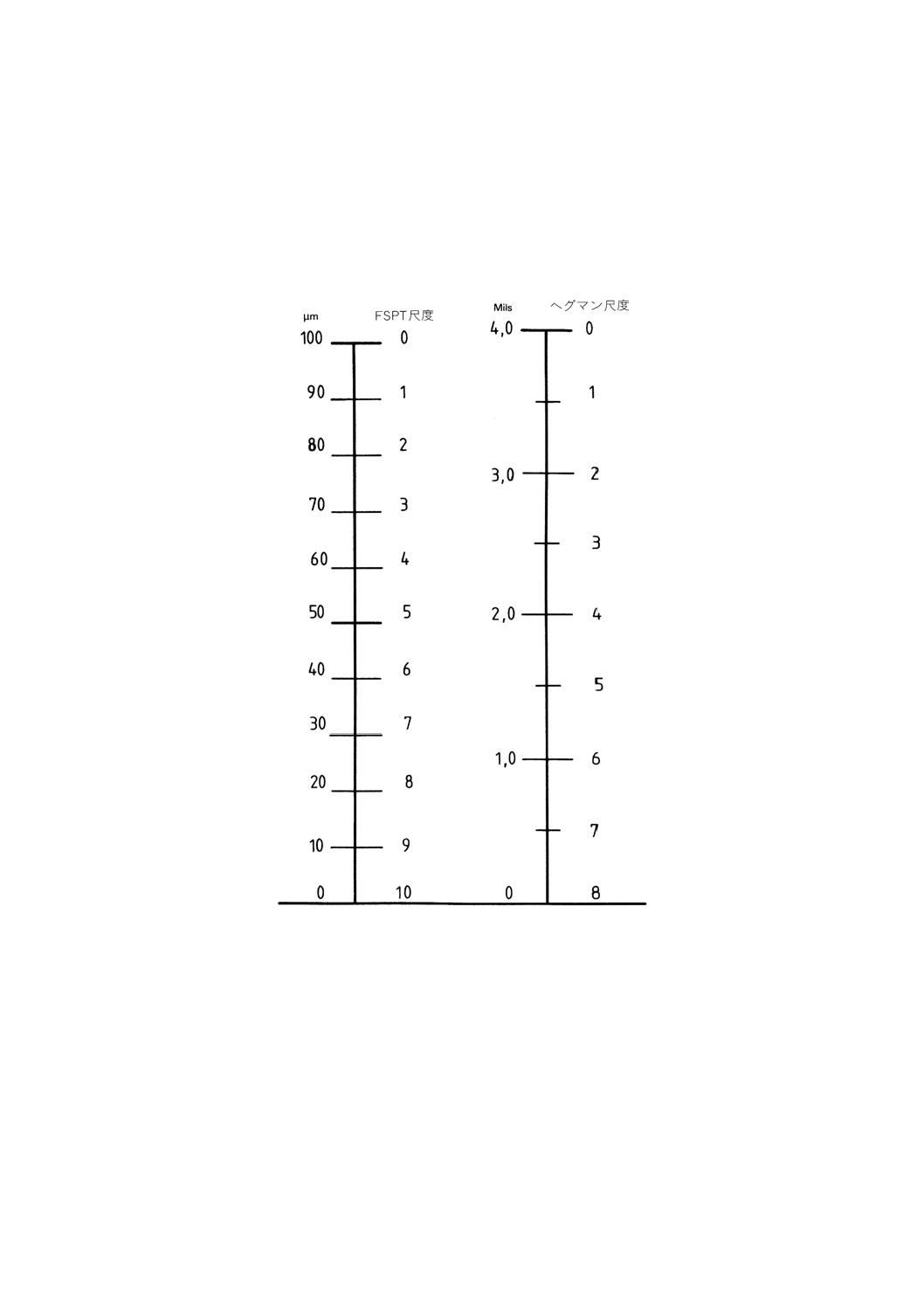
附属書A(規定) 非SI単位で目盛られたゲージ
幾つかの国で,工業的に非S1単位で溝の深さを目盛られたゲージが使用されている。図5にこれらの
単位で目盛られた名目寸法を示す。ただし,実際には,わずかの差異が生じる。例えば,“Hegman”ゲー
ジでは100μmを0点にしており,“FSPT”ゲージでは101.6μmを0点として目盛られている。
図5 非SI単位で目盛られた尺度の例
8
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定) 溝深さの検査の方法
B.1. 序文 長い間使用するとゲージ表面は摩耗し,有効な溝深さが変化する。したがって,溝の深さは定
期的に検査しなければならない。その適切な方法を,次に示す。
B.2. 装置
B.2.1 ダイヤル指示ゲージ プランジャー型で,2μm又はそれ以上の読取りができ,半径0.25mm以下の
針をもつもの。
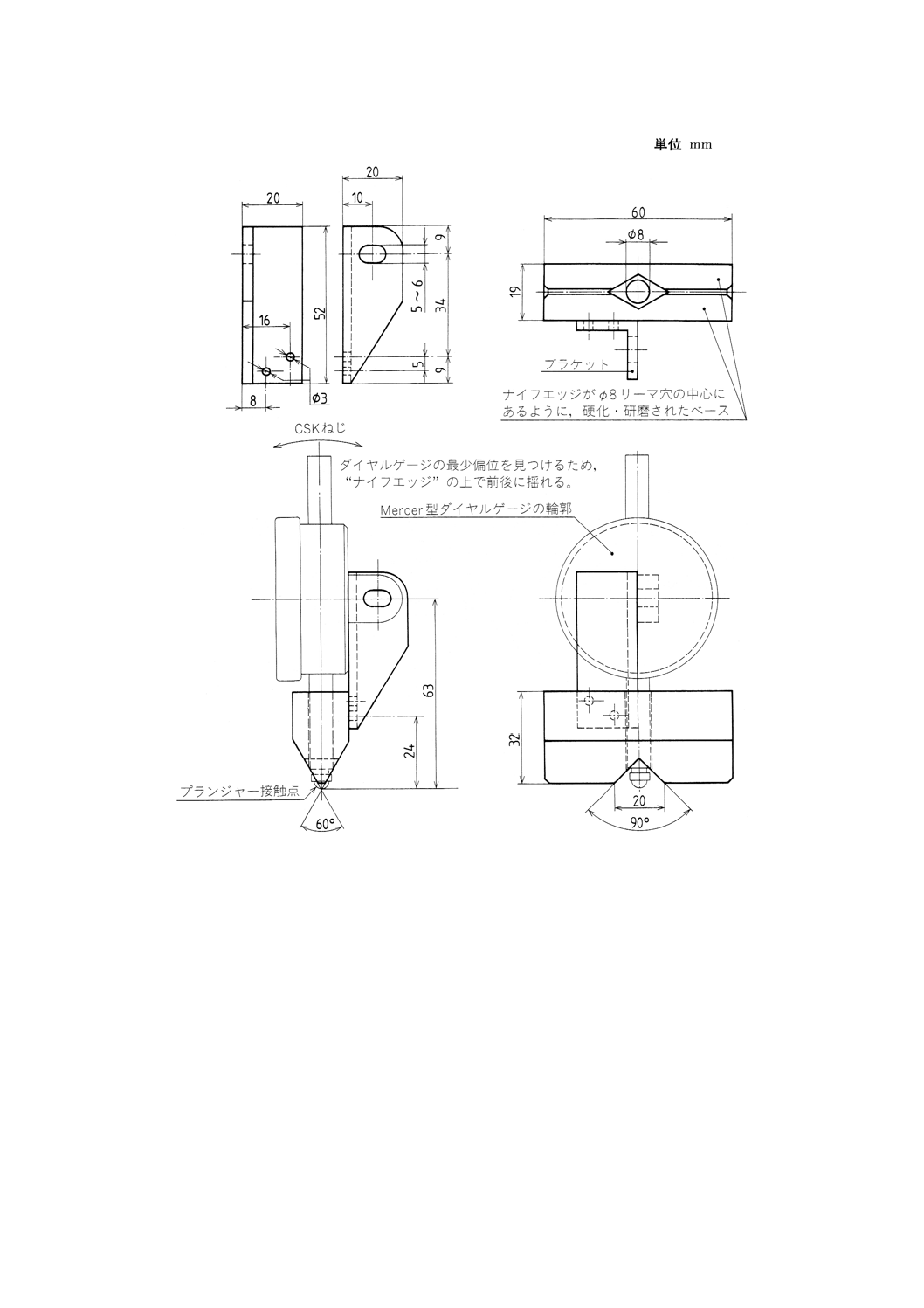
B.2.2 ダイヤルゲージ取付けブロック 長さ約60mm,スクレーパーの作動エッジと似た断面,すなわち,
直径0.25mmのエッジ,角度60°をもつもの(図6参照)。そのプランジャーがブロックの中心を通って,
直角に動かせるように,ブロックはダイヤルゲージを強固に保持する役割をする。ブロックの境界面に刻
印又は機械かけによって垂直線を引く。ブロックは,断熱パッドを取り付けることが望ましい。
B.2.3 基準平面 工具製造業者の定盤の精度に合わせて,正確にラッピングした平面,又は光学的に平ら
なガラス製の硬質板からなるもの。
B.2.4 三角定規 一辺100mm又はそれ以上のもの。
B.3. 手順
B.3.1 鉛筆又は軽量マーカー及び三角定規(B.2.4)を用いてグラインドゲージの目盛を延長する。
B.3.2 プランジャー又は針がブロックの接触端から少なくとも0.1mm突き出るようにダイヤル指示ゲージ
(B.2.1)を取り付け,かつ,ブロック(B.2.2)に取り付ける。取付けブロックが基準平面(B.2.3)に置かれたとき,
ゲージの指針を0にセットする。
B.3.3 目盛マーク(B.3.1参照)の延長に一致するよう引いた線に,グラインドゲージの上に取り付け,ブ
ロックを一直線上に合わせる。そして,グラインドゲージの溝の中にプランジャーが留まるように,接触
の近くで取付けブロックを揺らす。そして,ダイヤルゲージの読みの最小値を記録する。
B.3.4 選択した等級で,(B.3.2)及び(B.3.3)の手順を繰り返す。次に,3点の読みの平均を計算する。
B.3.5 どの目盛でも平均値が3μm以上正規の値と異なるならグラインドゲージは,検査と調整のために製
造業者に返送しなければならない。
9
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 ダイヤルゲージ取付けブロック
10
K 5600-2-5 : 1999 (ISO 1524 : 1983)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 高橋 真