1
K
5
6
0
0
-1
-5
:
1
9
9
9
解
説
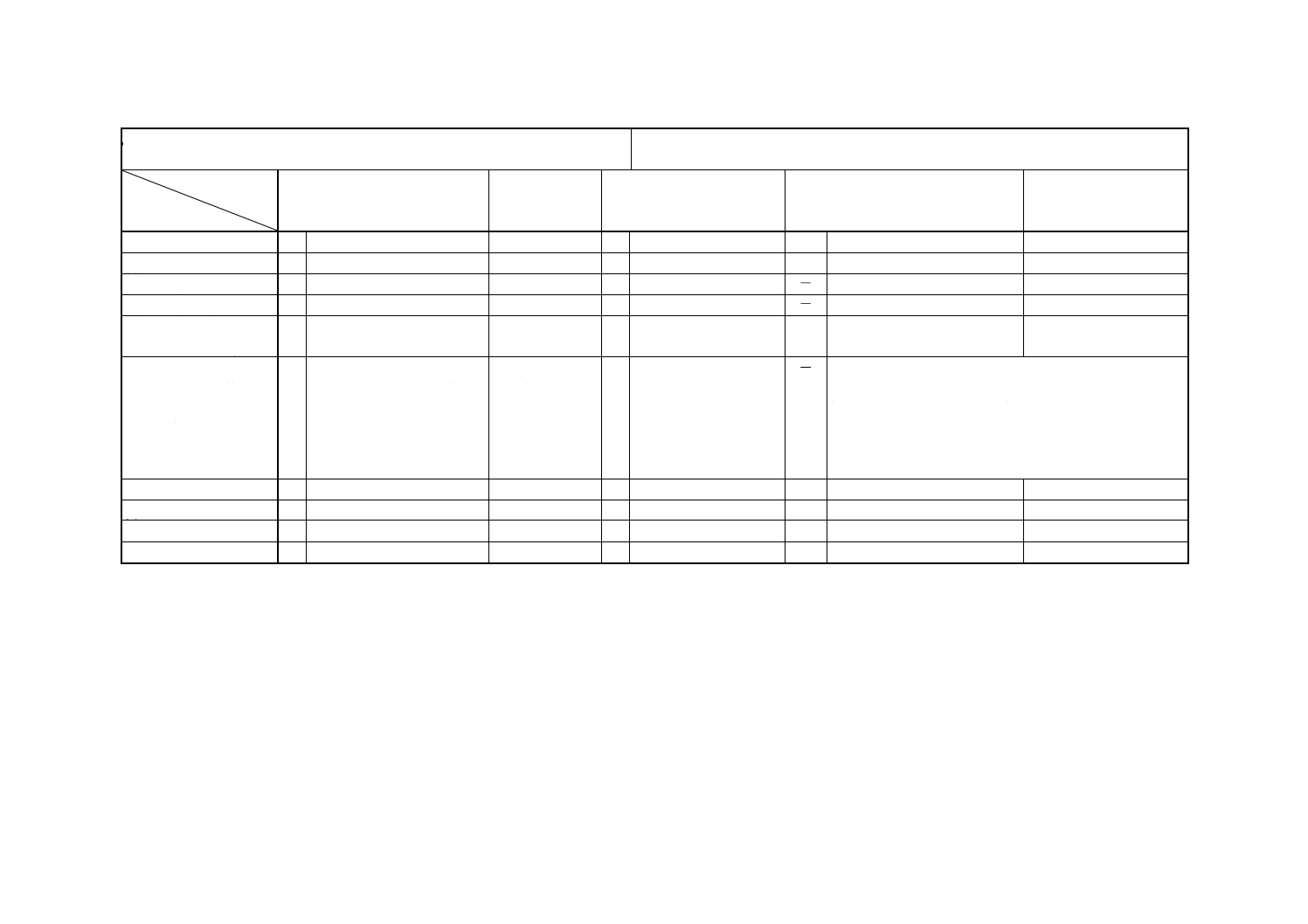
JISと対応する国際規格との対比表
JIS K 5600-1-5 : 1999 塗料−般試験方法−
第1部:通則−第5節:試験板の塗装(はけ塗り)
ISO 7877 : 塗料−規定塗布量での試験板の塗装−はけ塗り
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格の相違点
(V) JISと国際規格との一
致が困難な理由及び今
後の対策
(1) 適用範囲
○
ISO 7877
○
≡
(2) 用語・記号
○
ISO 7877
○
≡
(3) 試験(分析)の種類
○
ISO 7877
○
≡
(4) 試験(分析)の項目
○
ISO 7877
○
≡
(5) 共通的条件(試験状
態,試験条件)
○
ISO 7877
○
≡
(6) 装置・器具
○
= JISははけの材質を試験板のサイズと塗料別にきめ細か
く規定されており,合理的なので附属書A(規定)として追
加した。ただし,次の改正時には見直すこととする。
・はけの材質
○ 豚剛毛又はナイロン単繊維
で幅50mm,追加で
ISO 7877
・試験板のサイズ
○ 0.1m2以上: 水系は山羊
他は馬の毛
0.1m2以下: すべて馬の毛
−
ADP
(7) 材料・試料
○
ISO 7877
○
≡
(8) 手順・方法
○
ISO 7877
○
≡
(9) 記録方法・様式
○
ISO 7877
○
≡
(10) その他
○
ISO 7877
○
≡
備考1. 対比項目(I)及び(III)の小欄で,“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“≡”:JISと国際規格との技術的内容は同等である。
“=”:JISと国際規格との技術的内容は同等であるただし,軽微な技術上の差異がある。
“ADP”:JISは,国際規格と対応する部分を国際規格そのまま変更なしで採用している。