K 5600-1-1 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-1は,塗料一般試験方法−通則に関する試験方法として,次の各節によって構成する。
JIS K 5600-1-1 第1部−第1節:試験一般(条件及び方法)
JIS K 5600-1-2 第1部−第2節:試料採取方法
JIS K 5600-1-3 第1部−第3節:試験用試料の検分及び調整
JIS K 5600-1-4 第1部−第4節:試験用標準試験板
JIS K 5600-1-5 第1部−第5節:試験板の塗装(はけ塗り)
JIS K 5600-1-6 第1部−第6節:養生並びに試験の温度及び湿度
JIS K 5600-1-7 第1部−第7節:膜厚
JIS K 5600-1-8 第1部−第8節:見本品
JIS K 5600-1-2, 1-4, 1-5, 1-7には,それぞれ次に示す附属書がある。
JIS K 5600-1-2 附属書A(参考) 参考文献
JIS K 5600-1-4 附属書A(参考) 試験板用軟鋼板
附属書B(参考) ブラスト洗浄による鋼板の調整に関する一般指針
JIS K 5600-1-5 附属書A(規定) 試験板の塗装(はけ塗り)
JIS K 5600-1-7 附属書A(規定) 測定法No.2 単位面積当たりの塗膜質量から算出する乾燥膜
厚の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-1-1 : 1999
塗料一般試験方法−
第1部:通則−
第1節:試験一般(条件及び方法)
Testing methods for paints−Part 1 : General rule−
Section 1 : General test methods (conditions and methods)
序文 この規格は,現在のISO塗料試験方法には含まれていない。塗料製品規格の制定並びに改正に当た
って必要とする試験の一般条件及び一般試験方法を規定した日本工業規格である。
1. 適用範囲 この規格は,塗料及びその関連製品の試料採取方法及び試験を取り扱う一連の規格の一つ
である。塗料及び塗膜の品質を評価する際の,試験の一般試験条件及び一般試験方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版(追補を含む。)を適用する。
JIS B 7410 石油類試験用ガラス製温度計
JIS B 7502 マイクロメータ
JIS B 7525 密度浮ひょう
JIS B 7601 上皿天びん
JIS B 7751 紫外線カーボンアーク灯式耐光性及び耐候性試験機
JIS B 7754 キセノンアークランプ式耐光性及び耐候性試験機
JIS B 9809 スプレーガン
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
JIS R 3503 化学分析用ガラス器具
JIS R 3505 ガラス製体積計
JIS R 6251 研磨布
JIS R 6252 研磨紙
JIS R 6253 耐水研磨紙
JIS Z 1522 セロハン粘着テープ
JIS Z 2371 塩水噴霧試験方法
JIS Z 8722 色の測定方法−反射及び透過物体色
2
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8741 鏡面光沢度−測定方法
JIS Z 8801 試験用ふるい
JIS Z 9041 測定値の処理方法
3. 試験の一般条件
3.1
試験の場所 試験を行う場所の条件は,次のとおりとする。
3.1.1
一般状態 一般状態の試験及び場所とは,常温 (5℃〜35℃) で直射日光を受けず,試験に影響を
与えるガス,蒸気,ほこりなどが少ない室内をいう。
備考 標準状態の試験及び養生の場所は,JIS K 5600-1-6による。
3.1.2
吹付け塗りの場所 吹付け塗りの場所は,温度20±5℃,湿度78%以下の場所(1)をいい,試験を行
うたびにそれらの記録を取り,以降の試験の参考にする。
注(1) 約0.7m/sの風速で排気しているスプレーブースの中で塗るのが望ましい。
3.2
共通事項 試験に用いるガラス器具・材料及び試薬,試験装置など並びにその管理方法,測定値の
処理方法,製品規格の規定条件などの共通事項については,次のとおりとする。
3.2.1
試験に用いる器具,材料及び試薬 試験に用いる器具,材料及び試薬は,それぞれ次に示す日本工
業規格に規定するものを用いる。
a) ガラス器具
JIS R 3503に規定する化学分析用ガラス器具を用いる。
JIS R 3505に規定するガラス製体積計を用いる。
b) 材料
JIS K 5600-1-4に規定する試験用標準試験板を用いる。
JIS R 6251に規定する研磨布を用いる。
JIS R 6252に規定する研磨紙を用いる。
JIS R 6253に規定する耐水研磨紙を用いる。
JIS Z 1522に規定するセロハン粘着テープを用いる。
c) 試薬 それぞれの日本工業規格に規定する最上級のものを用いる。
なお,脱イオン水は,導電率1μs/cm以下のものを用いる。
3.2.2
試験装置などとその管理方法 試験装置など(設備・機械・器具)の選定及びその管理方法は,試
験の結果に重大な影響を与えるため,次のような点に十分留意しなければならない。
a) 試験装置 試験装置(設備,機械,器具など)は,原則として次に示す日本工業規格に規定するもの
を用いる。
JIS B 7410に規定する石油類試験用ガラス製温度計を用いる。
JIS B 7502に規定する外側マイクロメータを用いる。
JIS B 7525に規定する密度浮ひょうを用いる。
JIS B 7601に規定する上皿天びんを用いる。
JIS B 7751に規定する紫外線カーボンアーク灯式耐光性及び耐候性試験機を用いる。
JIS B 7754に規定するキセノンアークランプ式耐光性及び耐候性試験機を用いる。
JIS B 9809に規定するスプレーガンを用いる。
JIS Z 2371に規定する塩水噴霧試験方法の塩水噴霧試験装置を用いる。
JIS Z 8722に規定する色の測定方法−反射及び透過物体色を用いる。
3
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8741に規定する鏡面光沢度−測定方法の鏡面光沢度測定装置を用いる。
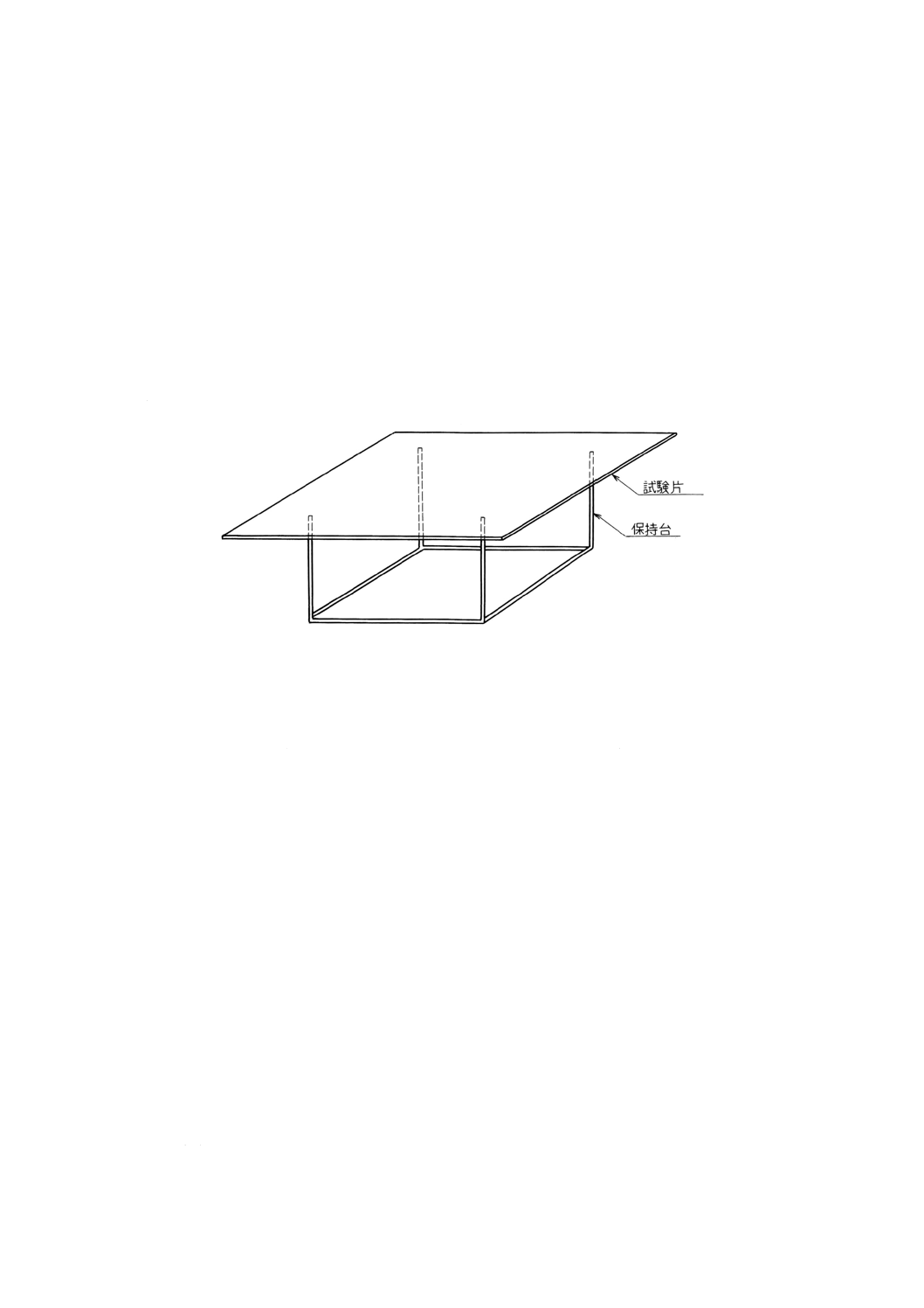
b) 恒温器 恒温器は,緩やかに換気ができる電気恒温器で,その容積は内部に入れる塗面100cm2に付い
て20l以上とする。試験片を置く部分は,試料の製品規格に規定した温度に保たれた空気が,静かに
均等に循環できるもので,恒温器に試験片を入れてから,5分間以内に規定した温度になるように調
節できるものでなければならない。
恒温器の発熱又は冷却部分からの熱線又は冷気の放射,試験片を保持する台からの伝導などの影響
で,試験片の加熱又は冷却が不均一にならないように注意しなければならない。恒温器の発熱又は冷
却部分から離れた位置に試験片を置き,加熱又は冷却された空気が恒温器の中を循環する構造のもの
とする。
試験片を保持する台は,針金で作った図1に示す形状のもので,この上に試験片を載せて恒温器に
入れる。
図1 試験片の保持台の一例
c) 試験装置の管理方法 試験に用いる装置(設備・機械・器具など)は,その機能及び精度を適切に維
持,管理するため,それぞれの点検項目,点検方法(校正方法),点検基準(許容範囲),点検時間(周
期)などを定めた管理基準を設けて,管理しなければならない。
参考 試験装置などの管理基準の例としては,財団法人日本塗料検査協会が定めた“塗料検査設備の
管理・取扱基準”がある。
3.2.3
測定値の処理方法 測定値の処理方法は,JIS Z 9041による。
3.2.4
製品規格の規定条件 それぞれの試験に必要な試験条件のうち,製品規格によって異なる試験条件
は“製品規格の規定条件”として,各試験方法の末尾に箇条書きにする。
3.3
試験片の作製 試験片の作製は,次のとおりとする。
3.3.1
要旨 試料から塗膜を作製するときの試験板への塗り方及び塗膜としての試験を行うための乾
燥・保持などの方法について規定する。
試料を試験板に塗って作ったものを試験片という。試験片を作るときは,試験板を固定又は保持して,
規定の方法で塗装して乾燥させ,さらに養生の必要な場合は,試料の製品規格に規定する時間だけ引き続
き保持する。試験するときに,試験片の周辺及び裏面に影響を受けるおそれがある場合には,規定の塗料
又は材料でその部分を塗り包む。
3.3.2
試料の準備 試料は,試験の都度よくかき混ぜて一様にした後,直ちに用いる。試料に皮が張って
いるときは,皮を取り除く。液状の塗料の場合,皮が薄く取り除きにくいとき,又は塗料の中に皮が混入
しているときは,初めに中身をかき混ぜて,一様にしてからJIS Z 8801に規定する標準ふるい500μmでふ
るい分けて試験に用いる。
4
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.3
試料の混合 幾つかの成分に分けて,別々の容器に入れて一組にした試料の場合には,試料の製品
規格に規定した割合及び方法で混合する。混合物は,製品規格に規定するポットライフの時間の範囲内に
使用しなければならない。
3.3.4
試料の薄め方 試料を薄めるときは,試料をかき混ぜながら,薄め液又はシンナーを少しずつ加え
て一様にする。薄め液又はシンナーは,試料の製品規格に規定するものを用い,試料の製品規格に規定し
た粘度になるように薄める。ここで得られた試料と薄め液又はシンナーとの割合は質量比で記録しておく。
3.3.5
塗装するときの試験板の固定 塗装するときの試験板の固定は,次のとおり行う。
a) 試験板が動くときは,適当な方法で試験板を挟んで固定するか,はり付けて固定する。
b) 試験板の寸法が200×150mmより小さく,手で持って塗る場合,又は試験板の両面に塗る場合は,短
辺の一方を指で挟むか又は器具で締め付けて固定し,固定した辺は幅約10mmを塗り残す。両面に塗
る場合は,塗り残しの一辺以外は縁まで塗り包むようにする。
3.3.6
塗り方 試験板に試料を吹き付け塗りするときの塗り方は,試料の製品規格の規定に従う。塗ると
きの環境条件・塗り方及び試験板の固定・保持は,表1に示す。
表1 塗るときの環境条件・塗り方と試験板の固定・保持
条件
0.1m2以上の試験板
0.1m2未満の試験板
試料を塗るときの試験
板の固定及び保持方法
長辺を水平に,短辺をほぼ垂直に立てる。
なるべく長辺を垂直に立てる。
塗るときの環境条件
温度20±5℃,湿度78%以下,風速0.7m/s以下。
塗り方
1.
長辺に平行。
2.
2回以上塗り重ねるときは前回の塗り方
向に対して直角にする。
3.
板の各辺の外側10cm以上までが均等に
塗り付けられるように吹き付ける。
4.
各回とも,行間の塗り重ねは塗り幅1/3
になるようにする。
左の方法に準じて塗膜が均等な厚さになるよ
うに注意する。
塗り終わってからの試
験試験片の保持
長辺を水平に,短辺を水平に対して約85度に
して立てる。
1.
水平に置く。
2.
液に浸す試験片は,浸す際の上端を下に
固定して立てて置く。
3.3.7
吹付け塗り 吹付け塗りは,次のとおり行う。
a) 装置 スプレーガンは,JIS B 9809に規定するものから,その試料に適したものを選ぶ。
b) 塗膜の厚さの測定 塗膜の厚さは,JIS K 5600-1-7によって測る。
c) 試料の準備 試料は,製品規格に規定した粘度に薄めて,必要があれば,ふるい,吉野紙などを用い
て,ろ過して容器に入れる。
d) スプレーを行う場所 スプレーを行う場所は,3.1.2による。
e) スプレーガンの種類及び吹付け条件 スプレーガンの種類・ノズル口径・吹付け空気圧力・試験板と
スプレーガンとの距離などは,塗り付け操作がよい状態で行われるように,その試料に適したものと
する。
f)
塗り方 塗り方は,次のとおり行う。
1) 試験板の面積が0.1m2以上の場合には,試験板の長辺を水平に,短辺をほぼ垂直になるように立て
掛けて,試料をスプレーガンで吹き付けて均等に塗る。試験板に試料を塗るには,空気キャップを
試験板の面に向け試験板との距離を20cm〜25cmの範囲に保ち,スプレーガンを試験板の長辺に平
行に等速に動かす。この間,スプレーガンから出る塗料の霧の主方向は,常に試験板の面に直角に
5
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なるようにする。また,霧の断面は,だ円パターンが出るようにして,だ円パターンの長径は,ス
プレーガンを動かす方向に直角になるようにしながら,試験板の周辺から外へ,それぞれ幅10cm
以上の部分までが均等に塗られるように,また各行の重ね合せが互いにパターン開きの1/3になる
ようにスプレーガンを動かす。
吹付け塗りで何回か重ねて塗り付ける場合は,毎回のスプレーガンを動かす方向は前回の方向に
対して,それぞれ常に直角になるようにする。ただし,短辺に平行に塗るときは,塗料の霧の垂直
断面が横長のだ円形に均等に出るように,空気キャップを調節する。
2) 試験板の面積が0.1m2未満の場合は,スプレーガンの選び方,試験板の立て方,スプレーの方法,
スプレーガンを動かす方向などは,1)の規定に従わなくてもよい。例えば,試験板の長辺を垂直に
固定する場合もある。
g) 試験片の養生 塗り終わった試験片は,標準状態に保った場所に移し,0.1m2以上の試験片は長辺を
水平に短辺を水平面に対し約85度になるように立て掛け,0.1m2未満の試験片は塗面を上向きにして
水平に置く。ただし,液に浸す試験片は,浸すときの上端を下にして立てておく。
3.3.8
乾燥方法 乾燥方法は,次のとおりとする。
a) 自然乾燥の場合 JIS K 5600-1-6による標準状態で乾燥する。乾燥時間及び養生時間は,試料の製品
規格の規定による。
b) 焼付乾燥の場合 3.2.2のb)に規定する恒温器で乾燥する。焼付温度及び焼付時間は試料の製品規格の
規定による。
3.3.9
試験片の周辺塗り包み及び保持 試験片の周辺塗り包みと保持は,次のとおりとする。
a) 周辺塗り包み 液に浸して試験する試験板に試料を塗るには,試験板がガラス板のときは片面に,ガ
ラス板以外のときは両面に試料を塗るか,又は表面に試料を塗り,裏面は試験液の影響を受けず,試
験に影響を与えない外の塗料又は材料で周辺を塗り包む。塗り包みのときの塗り重ねの幅は約5mm
とする。
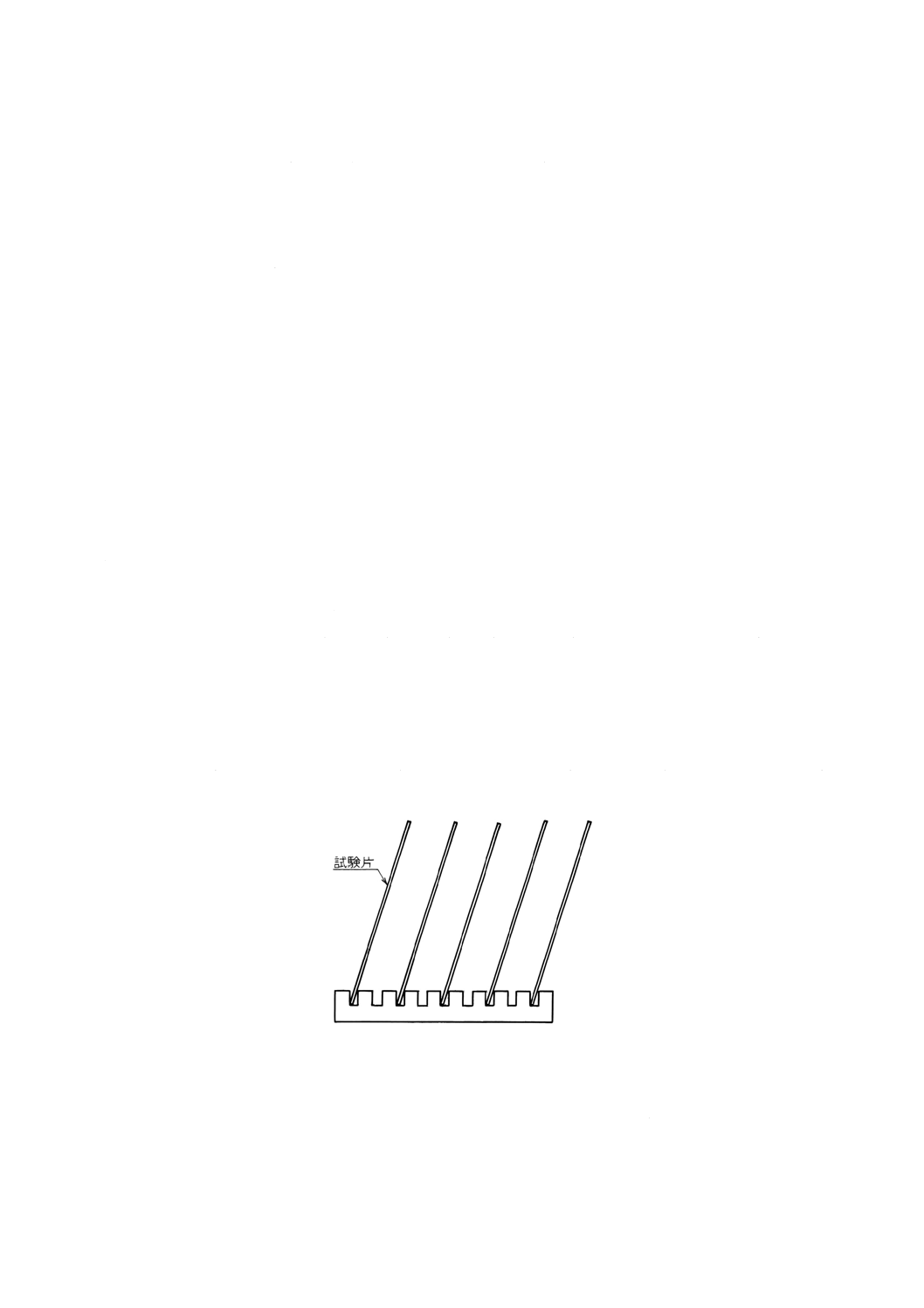
b) 試験片の保持 試験片を立て掛けて保持するには,図2の例に示すような試験片立てに立て掛けるか,
又は器具で締め付けて立てる。両面を塗った試験片を水平に固定するには,塗り残しの辺を器具で締
め付けておく。
図2 試験片立ての例
4. 一般試験方法
4.1
容器の中の状態
4.1.1
要旨 容器の中の塗料が使用に適する状態になるかを,へら又は棒など(2)でかき混ぜたときの触感
によって調べる。
6
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) 混合する試料の特性によって適宜選択してもよい。
4.1.2
操作及び評価 操作及び評価は,次のとおり行う。
a) 液状塗料の場合 容器の口を開き,表面に皮が張っている場合は,これを取り除いた後,へら又は棒
などで中身をかき混ぜて調べる。
容器の底に成分の一部が沈んでいても,特に堅い塊がなく,底の部分を少しずつこすって沈殿を溶
きほぐしてからかき混ぜ,中身全体が容易に一様になるときは“かき混ぜたとき,堅い塊がなくて一
様になる”とする。ただし,分散媒中にゲル相・固体相を分散した形の合成樹脂エマルション模様塗
料などの場合には,分散されているゲル粒子・固体粒子などの大きさと分散密度も含めて一様になる
かどうかを調べるものとする。
b) ペースト状塗料の場合 容器の口を開き,表面に皮が張っている場合は,これを取り除いた後,へら
又は棒などを差し込んで,動かして中身の状態を探ってみる。中身が軟らかくて塊が感じられず,お
よそ一様であれば,“塊がなくて一様である”とする。液状成分が上層に分離していても,中身全体を
かき混ぜて一様になるときは,同様に“塊がなくて一様である”とする。
c) 固形分が分離しやすい塗料の場合 容器の口を開き,表面に皮が張っている場合は,これを取り除く。
次に底に沈んだ成分をへら又は棒などで練り混ぜて一様になるかどうかを調べる。この操作で,底に
沈んだ成分が一様になるときは,“練り混ぜれば一様になる”とする。
4.2
塗装作業性
4.2.1
要旨 試料を製品規格に規定する方法で塗装して,塗装作業に支障がないかどうかを調べる。
4.2.2
器具及び材料 器具及び材料は,次のとおりとする。
a) 塗装器具 試料の製品規格に規定するものを用いる。
b) 試験板 製品規格に規定していない場合は,鋼板 (500×200×1mm) を用いる。
4.2.3
操作 操作は,次のとおりとする。
a) 1回塗りの場合 製品規格に規定する条件及び3.3によって試験板の片面に,規定の塗り付け量になる
ように塗って,塗装作業性に支障がないかどうかを調べる。この試験片は,試料の製品規格に規定す
る条件で乾燥・保持した後,“塗膜の外観”の試験又は2回塗りの“塗装作業性”の試験に用いる。
b) 2回塗りの場合 1回塗りした試験板を用い,1回塗りの場合と同様に試料を塗って,塗装作業に支障
がないかどうかを調べる。この試験片は,試料の製品規格に規定する条件で乾燥・保持した後,2回
塗りの“塗膜の外観”の試験に用いる。
4.2.4
評価 製品規格に規定する条件で試料を塗って,塗装作業に特に困難を感じないときは,塗り方に
応じて“塗装作業に支障がない”又“は2回塗りで塗装作業に支障がない”とする。
4.2.5
製品規格の規定条件 製品規格の規定条件は,次のとおりとする。
a) 試験板の材質及び寸法
b) 試料の塗装及び乾燥方法
4.3
乾燥時間
4.3.1
要旨 塗料が塗り付けられた後,粘着性を失い,塗膜を形成するまでの乾燥時間を求めて,乾燥の
速さの程度を調べる。
4.3.2
装置及び器具 装置及び器具は,次のとおりとする。
a) 恒温恒湿室 標準状態の温度23±2℃及び湿度 (50±5) %に保持できるもの。
b) 恒温器 製品規格に規定する温度範囲内に保持できるもの。
c) 低温恒温器 5±1℃に保持できるもの。
7
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 試験板 試験板の寸法は,200×100mmで,製品規格に規定する材質のもの。
4.3.3
試験片の作製 試料を試験板の片面に3.3に規定する方法及び試料の製品規格に規定する方法で塗
装したものを試験片とする。
4.3.4
操作 操作は,製品規格に規定する次のいずれかによって行う。
a) 常温乾燥 試験片の塗面を上向きに,板を水平に,ほこりが付かないようにして標準状態で規定の時
間乾かし,乾燥の程度を調べる。
b) 低温乾燥 試験片の塗面を上向きにして,直ちに温度5±1℃の低温恒温器に水平に入れて製品規格に
規定する時間乾燥し,低温恒温器から取り出して,標準状態に20分放置してから乾燥の程度を調べる。
c) 加熱乾燥 試験片の塗面を上向きに板を水平に,ほこりが付かないようにして室内に製品規格に規定
する時間置き,あらかじめ規定する温度に調節した恒温器の中に,水平に入れ(3)て,規定の時間焼き
付けし,恒温器から取り出して,室内で1時間放冷してから乾燥の程度を調べる。
注(3) 恒温器の中で試験片を同時に2枚以上加熱乾燥するときは,試験片の相互の間で加熱又は冷却が
起こらないように注意し,均一に換気する。
4.3.5
評価 製品規格に規定する乾燥時間を過ぎたとき,次のいずれかの方法によって乾燥の程度を調べ
る。
a) 指触乾燥 塗面の中央に指先で軽く触れて,指先が汚れない状態。
b) 半硬化乾燥 塗面の中央を指先で静かに軽くこすって塗面にすり跡が付かない状態。
c) 硬化乾燥 塗面の中央を親指と人差指とで強く挟んで,塗面に指紋によるへこみが付かず,塗膜の動
きが感じられず,また,塗面の中央を指先で急速に繰り返しこすって,塗面にすり跡が付かない状態。
4.3.6
製品規格の規定条件 製品規格の規定条件は,次のとおりとする。
a) 試験板の材質
b) 試料の塗装方法及び膜厚
c) 乾燥条件
d) 評価方法
4.4
塗膜の外観
4.4.1
要旨 塗膜の外観が,正常であるかどうかを目視によって調べる。
4.4.2
見本品 見本品は,製品規格に規定する塗料見本又は塗膜見本とする。
4.4.3
試験片の作製 試料の製品規格に規定する塗装作業性の試験を行い,製品規格に時間が規定されて
いないときは,試料を塗り終わったときから,乾燥時間を半硬化乾燥で調べる塗料で48時間,硬化乾燥を
調べる塗料で24時間,加熱乾燥の塗料では加熱し終わってから30分間放置したものを試験片とする。見
本品が塗料見本のときは,同様に試験片を作製する。
4.4.4
操作 拡散昼光のもとで,見本品の塗面と試験片の塗面とを比べ,試料の製品規格で規定する観察
項目について調べる。
4.4.5
評価 塗膜の外観が試料の製品規格の規定に適合したときは,“塗膜の外観が正常である”とする。
4.4.6
製品規格の規定条件 製品規格の規定条件は,次のとおりとする。
a) 塗装作業性の規定条件
b) 見本品
c) 乾燥条件
d) 観察項目 つや,むら,しわ,へこみ,はじき,つぶなど。
8
K 5600-1-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 内田 幹雄