K 5535:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本塗料
工業会(JPMA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによ
ってJIS K 5535 : 2002は改正され,この規格に置き換えられる。
K 5535:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 種類 ······························································································································ 2
5. 品質 ······························································································································ 2
6. 見本品 ··························································································································· 2
7. 試験方法 ························································································································ 2
7.1 サンプリング ················································································································ 3
7.2 試験用試料の検分及び調整······························································································· 3
7.3 試験の一般条件 ············································································································· 3
7.4 容器の中での状態 ·········································································································· 4
7.5 塗装作業性 ··················································································································· 4
7.6 乾燥時間 ······················································································································ 4
7.7 塗膜の外観 ··················································································································· 4
7.8 研磨容易性 ··················································································································· 4
7.9 上塗り適合性 ················································································································ 5
7.10 にじみ ························································································································ 5
7.11 耐衝撃性 ····················································································································· 5
7.12 耐屈曲性 ····················································································································· 6
7.13 耐水性 ························································································································ 6
7.14 加熱残分 ····················································································································· 6
8. 検査 ······························································································································ 6
9. 表示 ······························································································································ 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5535:2003
ラッカー系下地塗料
Lacquer undercoat
1. 適用範囲 この規格は,主としてラッカーエナメル塗装の際の下塗り又は中塗りに用いるラッカー系
下地塗料について規定する。
備考 ラッカー系下地塗料には,ホルムアルデヒド系防腐剤,ユリア系樹脂,フェノール系樹脂及び
メラミン系樹脂のいずれをも含まないものとする。
参考 ラッカー系下地塗料は,工業用ニトロセルロース・樹脂・可塑剤などを溶剤に溶かしたビヒク
ルに顔料を分散させた不透明・揮発乾燥性の液状又はペースト状の塗料で,工業用ニトロセル
ロースを主な塗膜形成要素とし,自然乾燥で短時間に塗膜を形成するものである。
2. 引用規格 次に掲げる規格は,この規格に引用されることによってこの規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS K 5500 塗料用語
JIS K 5531 ニトロセルロースラッカー
JIS K 5600-1-1 塗料一般試験方法−第1部:通則−第1節:試験一般(条件及び方法)
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
JIS K 5600-1-8 塗料一般試験方法−第1部:通則−第8節:見本品
JIS K 5600-2-2 塗料一般試験方法−第2部:塗料の性状・安定性−第2節:粘度
JIS K 5600-3-3 塗料一般試験方法−第3部:塗膜の形成機能−第3節:硬化乾燥性
JIS K 5600-3-4 塗料一般試験方法−第3部:塗膜の形成機能−第4節:製品と被塗装面との適合性
JIS K 5600-4-3 塗料一般試験方法−第4部:塗膜の視覚特性−第3節:色の目視比較
JIS K 5600-5-1 塗料一般試験方法−第5部:塗膜の機械的性質−第1節:耐屈曲性(円筒形マンドレ
ル法)
JIS K 5600-5-3 塗料一般試験方法−第5部:塗膜の機械的性質−第3節:耐おもり落下性
JIS K 5600-6-2 塗料一般試験方法−第6部:塗膜の化学的性質−第2節:耐液体性(水浸せき法)
JIS K 5601-1-1 塗料成分試験方法−第1部:通則−第1節:試験一般(条件及び方法)
JIS K 5601-1-2 塗料成分試験方法−第1部:通則−第2節:加熱残分
JIS R 6253 耐水研磨紙
2
K 5535:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,JIS K 5500による。
4. 種類 ラッカー系下地塗料の種類は,次による。
a) ラッカープライマー 主として金属の地肌塗りに用いる。
b) ラッカーパテ 主として下地修正塗りに用いる。
c) ラッカーサーフェーサー 主として中塗りに用いる。
5. 品質 品質は,7.によって試験し,表1を満足しなければならない。
表1 品質
項目
種類
ラッカープライマー
ラッカーパテ
ラッカーサーフェーサー
容器の中での状態 かき混ぜたとき,堅い塊がなく
て一様になるものとする。
塊がなくて一様であるもの
とする。
かき混ぜたとき,堅い塊がな
くて一様になるものとする。
塗装作業性
吹付け2回塗りで塗装作業に支
障があってはならない。
へら付けで塗装作業に支障
があってはならない。
吹付け2回塗りで塗装作業
に支障があってはならない。
乾燥時間
(硬化乾燥性)
2時間以内
1時間以内
塗膜の外観
塗膜の外観が正常であるものとする。
研磨容易性
−
水研ぎのときに研磨が容易であるものとする。
上塗り適合性
上塗りに支障があってはならない。
にじみ
にじみがあってはならない。
耐
衝
撃
性
(デュポン式) 衝撃による変形で,割れ及びは
がれが生じてはならない。
−
衝撃による変形で,割れ及び
はがれが生じてはならない。
(落球式)
−
おもりの衝撃で,割れ及びは
がれが生じてはならない。
−
耐屈曲性
直径10mmの折曲げに耐えるも
のとする。
−
直径10mmの折曲げに耐え
るものとする。
耐水性
40℃の水に1時間浸しても異常
がないものとする。
−
−
加熱残分 %
35以上
60以上
45以上
6. 見本品 見本品は,JIS K 5600-1-8に規定する区分によって,表2とする。
表2 見本品
項目
試験項目
観察項目
見本品の区分
形態
設定方式
品質水準
ラッカープライマー及び
ラッカーサーフェーサー
塗膜の外観 色・つや
塗膜見本
又は
塗料見本
協定見本品
又は
社内見本品
中心見本品
ゆず肌
限度見本品
ラッカーパテ
塗膜の外観 色
塗料見本
中心見本品
7. 試験方法
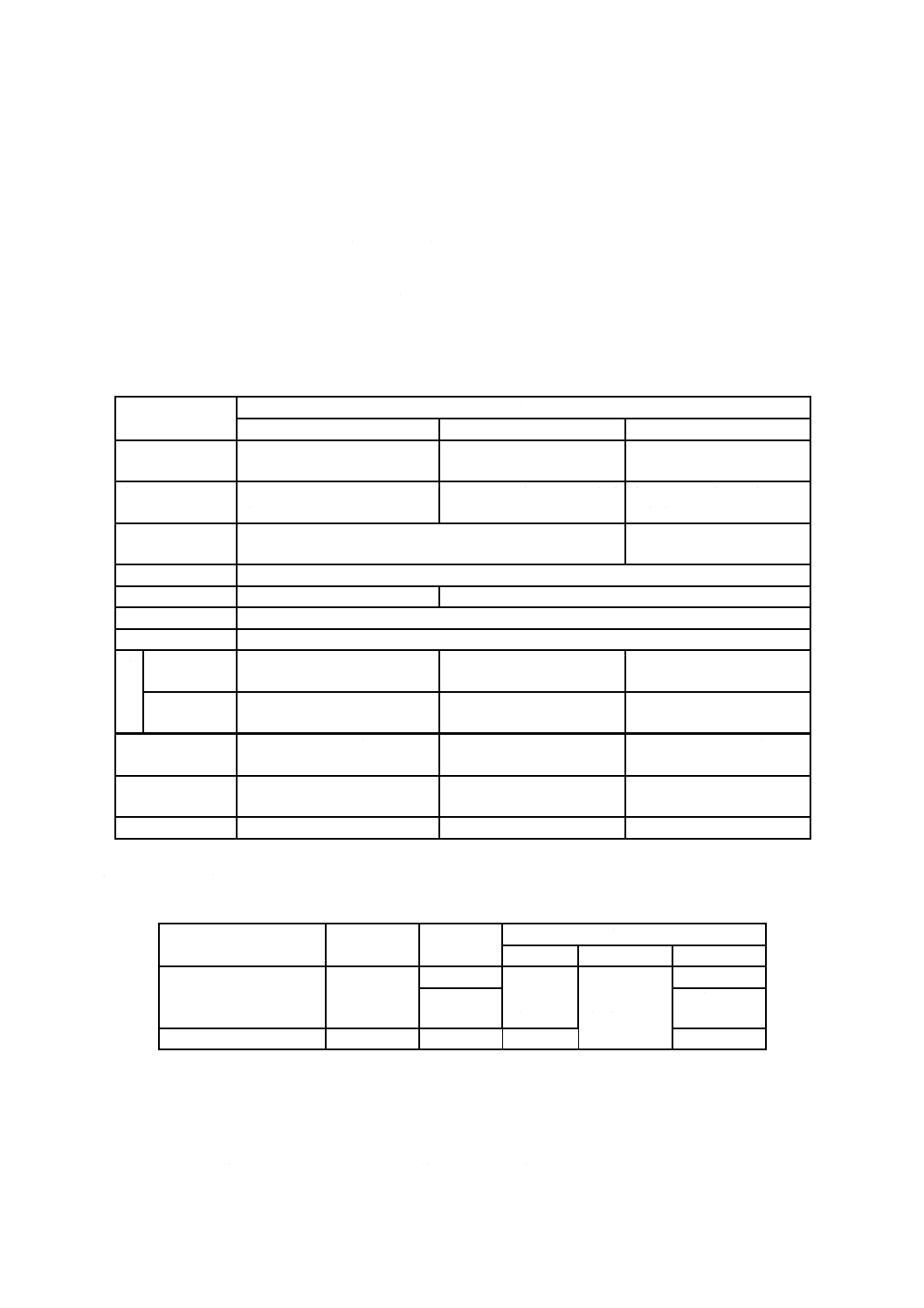
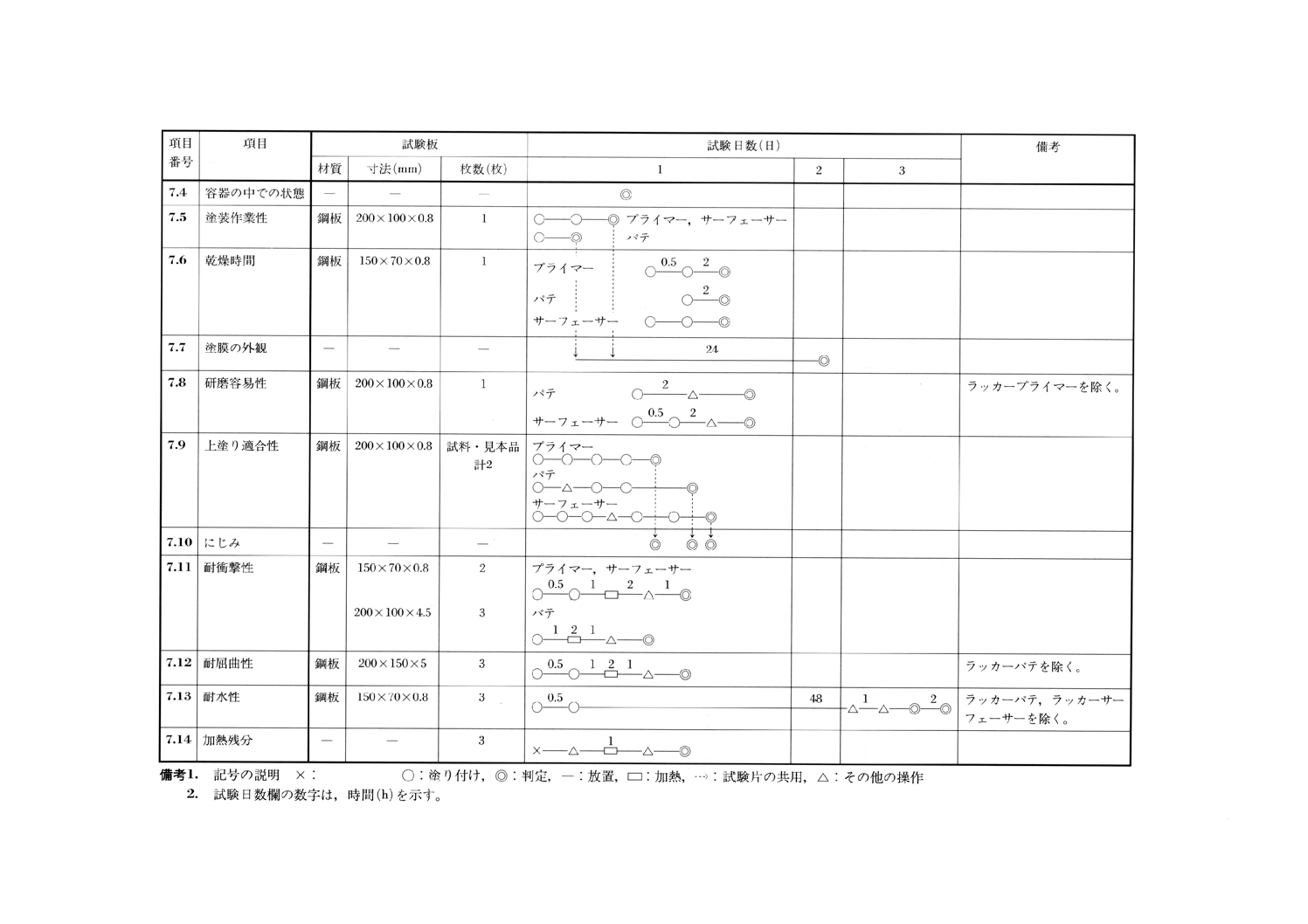
参考 この規格の品質の規定に示した項目の試験に必要な試験板の材質,寸法及び枚数並びに試験日
数は,参考表1による。また,この試験には,ラッカープライマー及びラッカーサーフェーサ
ーでは約300ml,ラッカーパテでは約500g必要である。
3
K 5535:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1
サンプリング サンプリングは,JIS K 5600-1-2による。
7.2
試験用試料の検分及び調整 試験用試料の検分及び調整は,JIS K 5600-1-3による。ただし,ラッカ
ープライマー及びラッカーサーフェーサーの場合,検分は5.(ペイントのような液体製品の予備手順)に
よって,調整は8.2(液体製品)によってそれぞれ行う。ラッカーパテの場合,検分は6.(パテ,マスチッ
クなどの粘ちゅう製品の予備手順)によって,調整は8.3(粘ちゅう製品)によってそれぞれ行う。
7.3
試験の一般条件 試験の一般条件は,JIS K 5600-1-1,JIS K 5600-1-6及びJIS K 5601-1-1によるほ
か,次による。
7.3.1
試験の場所
a) 養生及び試験を行う場所は,ほかに規定がない場合は,標準状態とし,JIS K 5600-1-6の4.1(標準条
件)で,直射日光を受けず,養生及び試験に影響を与えるガス・蒸気・ほこりなどがなく,通風の少
ない室内とする。
b) 一般状態の試験を行う場所は,JIS K 5600-1-1の3.1.1(一般状態)による。
c) 吹付け塗りの場所は,JIS K 5600-1-1の3.1.2(吹付け塗りの場所)による。
d) 拡散昼光は,JIS K 5600-4-3の5.2(自然昼光照明)による。ただし,JIS K 5600-4-3の5.3(色観察ブ
ースの人工照明)に規定する色観察ブースを用いても差し支えない。
7.3.2
試験片の作製
7.3.2.1
試験板 試験板は,JIS K 5600-1-4による。
備考 ほかに規定がない場合は,研磨によって調整した鋼板を用いる。鋼板は,JIS G 3141に規定す
るSPCC-SBの鋼板を用い,耐水研磨紙は,JIS R 6253のP280を用いる。大きさは,150×70
×0.8mmとする
7.3.2.2
試料の薄め方 試料の薄め方は,表3に規定する薄め液を用いて,ラッカープライマー及びラッ
カーサーフェーサーについては,JIS K 5600-2-2の3.(フローカップ法)によって流下時間を測定し,製
造業者の指定する秒数になるように薄める。ここで得られた試料と薄め液の割合は,質量比で記録してお
く。
表3 薄め液の組成
組成
配合割合(容量比)
酢酸エチル
15
酢酸ブチル
15
1-ブタノール
5
トルエン
65
7.3.2.3
試料の塗り方 試料の塗り方は,次による。
a) ラッカープライマー及びラッカーサーフェーサーの場合 試料の塗り方は,ほかに規定がない場合は,
JIS K 5600-1-1の3.3.7(吹付け塗り)によるほか,次による。
1) 7.3.2.2によって薄めた試料を試験板の片面に,2回に分けてスプレーガンで吹き付けて塗る。2回目
は,1回目を塗ってから一般状態に30分おいてから塗る。
2) 乾燥して得られる2回塗りの塗膜の厚さが,ラッカープライマーでは20〜30μm,ラッカーサーフ
ェーサーでは25〜40μmの範囲に入るようにする。
b) ラッカーパテの場合 試料の塗り方は,他に規定がない時は,へら付けとする。
1) 器具 へらは,ひのき・金属製又はプラスチック製で,へらの先はしなやかで幅約60mmのものを
用いる。新しいひのき製のへらは,溶剤を吸収するので試験には使い慣らしたへらを用いるとよい。
4
K 5535:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) へら付けの方法 試験板を水平に置き,へらを試験板に対して約45度傾けて,板の短辺に平行に動
かしながら,試料を均等な厚さに塗り付ける。次に,へらをやや立てて,板の長辺に平行に動かし
ながら,試料の面を平らにしごいてならす。このとき,へらは同じ早さで動かし,一方の短辺から
他の短辺まで通して運び,次の行をならすときには前の行との重ね合わせが約10mmになるように
する。塗付け量は,乾燥して得られる塗膜の厚さが100〜200μmの範囲になるようにへら付けして
塗る。
7.3.2.4
塗膜の厚さ 塗膜の厚さの測定は,JIS K 5600-1-7による。
7.4
容器の中での状態 容器の中での状態の試験は,ラッカープライマー及びラッカーサーフェーサー
についてはJIS K 5600-1-1の4.1.2a)(液状塗料の場合),ラッカーパテについてはJIS K 5600-1-1の4.1.2b)
(ペースト状塗料の場合)による。
7.5
塗装作業性 塗装作業性の試験は,ラッカープライマー及びラッカーサーフェーサーについてはJIS
K 5600-1-1の4.2.3b)(2回塗りの場合),ラッカーパテについてはJIS K 5600-1-1の4.2.3a)(1回塗りの場
合)による。ただし,試験板は溶剤洗浄によって調整した鋼板 (200×100×0.8mm) を用いる。この塗装作
業性の試験に使用した試験片は,ラッカープライマーは2時間,ラッカーサーフェーサー及びラッカーパ
テは1時間乾燥した後,塗膜の外観の試験に用いる。
7.6
乾燥時間 乾燥時間の試験は,JIS K 5600-3-3による。ただし,試験板は溶剤洗浄によって調整した
鋼板 (150×70×0.8mm) を用い,試料を7.3.2.3によってそれぞれ塗装し,乾燥時間は,ラッカープライマ
ー及びラッカーパテでは2時間,ラッカーサーフェーサーでは1時間とする。判定は硬化乾燥状態の評価
による。
7.7
塗膜の外観 塗膜の外観の試験は,JIS K 5600-1-1の4.4(塗膜の外観)による。ただし,判定は,
ラッカープライマー及びラッカーサーフェーサーについては,試験片に色むら・つやむらがなく,見本品
の塗面と比べて,塗膜の色・つやの差異が少なく・ゆず肌の程度が大きくないとき,また,ラッカーパテ
については,試験片に割れ・膨れ・はがれを認めず,見本品の塗面と比べて塗膜の色の差異が大きくない
とき,“塗膜の外観が正常である。”とする。
7.8
研磨容易性 研磨容易性の試験は,次による。
7.8.1
材料
a) 研磨紙は,JIS R 6253に規定する耐水研磨紙で,種類はP320を用いる。
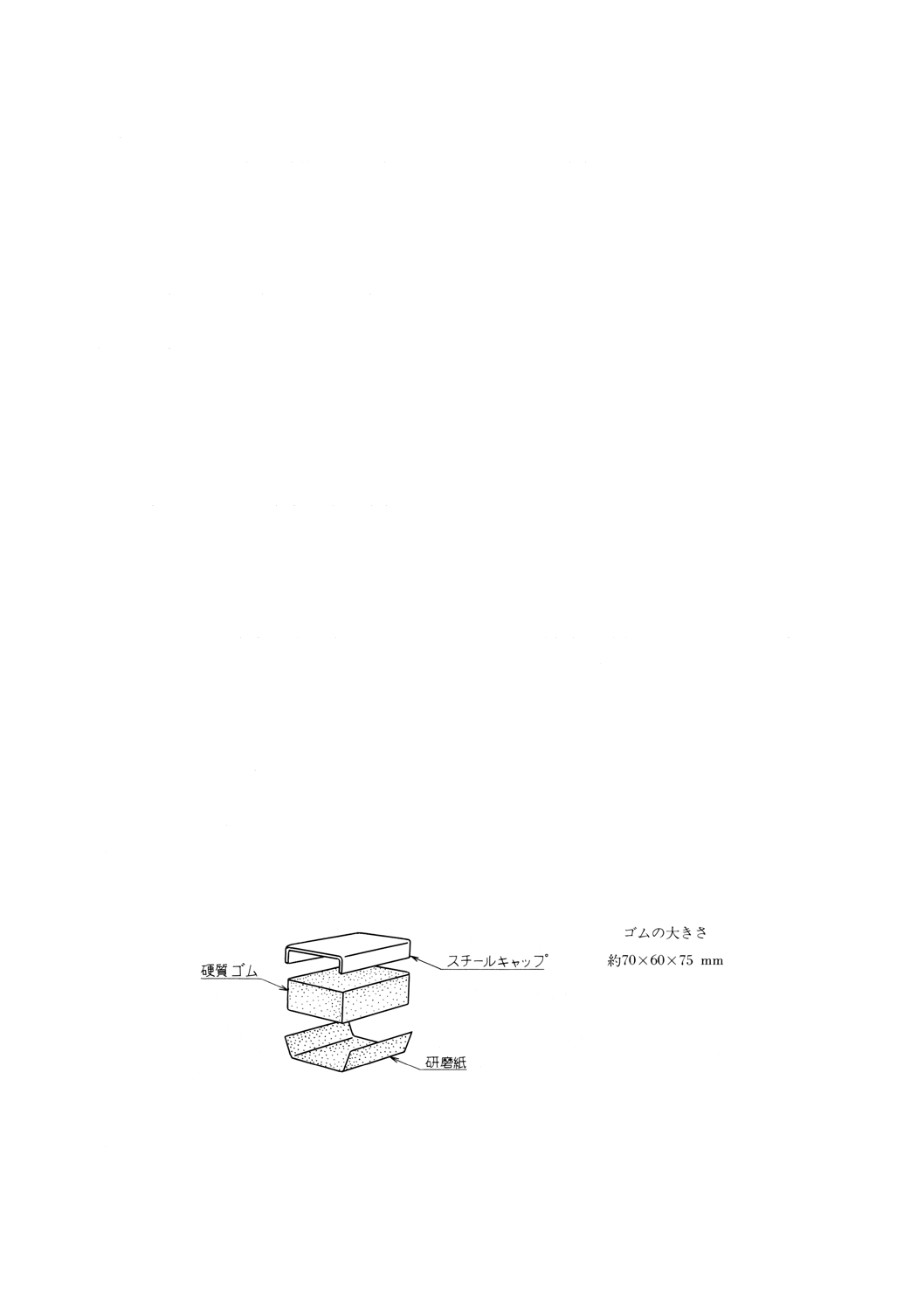
b) 研磨具は,研磨紙が研磨する面に対して均等な力が加わる構造のものとし,一例を図1に示す。
7.8.2
試験片の作製 試験板は,溶剤洗浄によって調整した鋼板 (200×100×0.8mm) とし,試料を7.3.2.3
によって塗り,2時間おいたものを試験片とする。
図1 研磨具の一例
7.8.3
操作 操作は,次による。
a) 試験片の長辺を台(1)の縦方向に置いて指で保持し,研磨具を使って研ぐ。この操作は,一般状態で試
5
K 5535:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
験してもよい。
注(1) 長辺を水平面に対して約30度の傾斜のある台が,研磨作業がしやすい。
b) 塗面に水を少し流しかけながら,研磨具を用いて耐水研磨紙を塗面に押し付けて前後に動かして,塗
面の約3/4以上を研ぐ。
c) この研磨動作を約10回繰り返す。
7.8.4
判定 研ぐ操作が容易で,研磨紙に目詰まり・からみが著しくなく,研いだ面が平らであるときは,
“水研ぎのときに研磨が容易である。”とする。
7.9
上塗り適合性 上塗り適合性の試験は,JIS K 5600-3-4によるほか,次による。
7.9.1
試験片の作製 試験片及び原状試験片の作製は,次による。ただし,試験板は,溶剤洗浄によって
調整した鋼板 (200×100×0.8mm) を用いる。
a) ラッカープライマーは,試料を試験板の片面に7.3.2.3によって2回塗った後,一般状態で1時間乾燥
したものを試験片とする。
b) ラッカーパテは,試料を試験板の片面に7.3.2.3によって1回塗った後,一般状態で1時間乾燥する。
次に,JIS R 6253に規定する耐水研磨紙P320で水研ぎをし,更に一般状態で2時間おいたものを試験
片とする。
c) ラッカーサーフェーサーは,試料を試験板の片面に7.3.2.3によって2回塗った後,一般状態で1時間
乾燥する。次に,JIS R 6253に規定する耐水研磨紙P320で水研ぎをし,更に一般状態で2時間おいた
ものを試験片とする。
7.9.2
操作 7.9.1で作製したそれぞれの試験片の片面に,JIS K 5531に規定するラッカーエナメル白を
JIS K 5531の7.3.2(試験片の作製)によって約30分間隔で2回吹き付けて塗り,立て掛けて1時間後に
塗面を調べる。上塗りするときに,同時に未塗装の試験板1枚の片面に同じ上塗り塗料を同じ方法で塗装
した後,乾燥したものを原状試験片とする。
7.9.3
判定 ラッカーエナメル白の塗面を目視によって観察し,次のとき,“上塗りに支障がない。”とす
る。
a) ラッカープライマーの場合 はじき・割れ・穴を認めず,原状試験片と比べてつやの差異・ゆず肌の
程度が大きくないとき。
b) ラッカーパテの場合 割れ・膨れ・穴を認めず,原状試験片と比べてつやの差異が大きくないとき。
c) ラッカーサーフェーサーの場合 はじき・しわ・割れ・膨れ・穴を認めず,研ぎ目の程度が著しくな
く,原状試験片と比べてつやの差異が大きくないとき。
7.10 にじみ にじみの試験は,次のとおりとする。
7.10.1 操作 7.9の試験を終了した試料の試験片を拡散昼光の下で,原状試験片の塗面と比較して調べる。
7.10.2 判定試験片のラッカーエナメル白の塗面に,にじみによる変色が認められないときは,“にじみが
ない。”とする。
7.11 耐衝撃性 耐衝撃性の試験は,JIS K 5600-5-3によるほか,次のとおりとする。
7.11.1 ラッカープライマー及びラッカーサーフェーサー JIS K 5600-5-3の6.(デュポン式)によるほか,
次による。
a) 試験板は,研磨によって調整した鋼板 (150×70×0.8mm) とする。
b) 試料を試験板2枚の片面に7.3.2.3によって塗ってから,塗面を上向き水平に置いて1時間乾燥し,50
±2℃に保った恒温器で2時間加熱し,一般状態に1時間おいたものを試験片とする。
c) おもりの質量は300±1gとし,おもりを落とす高さは300mmとする。
6
K 5535:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 判定は,試験片2枚について,試験板の衝撃的変形による塗膜の割れ・はがれを認めないときは,“衝
撃による変形で,割れ・はがれができない。”とする。
7.11.2 ラッカーパテ JIS K 5600-5-3の5.(落球式)によるほか,次による。
a) 試験板は,研磨によって調整した鋼板 (200×100×4.5mm) とする。
b) 試料を試験板3枚の片面に,7.3.2.3によってへらを用いて,乾燥した塗膜の厚さが約200μmになるよ
うに塗り付けた後,7.11.1のb)と同じ方法で処理したものを試験片とする。
c) おもりの質量は300±1gとし,おもりを落とす高さは500mmとする。
d) 判定は,3枚の試験片のうち2枚以上について,おもりの先端の衝撃による塗膜の割れ・はがれを認
めないときは,“おもりの衝撃で,割れ・はがれができない。”とする。
7.12 耐屈曲性 耐屈曲性の試験は,JIS K 5600-5-1によるほか,次による。
7.12.1 試験片の作製 試験板は,研磨によって調整した鋼板 (150×50×0.3mm) とし,試験板3枚の片面
に7.3.2.3によって試料を塗って,塗面を上向き水平に置いて1時間乾燥し,50±2℃に保った恒温器で2
時間加熱し,一般状態に1時間おいたものを試験片とする。
7.12.2 操作 JIS K 5600-5-1の3.1.2(タイプIの試験装置)を用い,試験片を直径10mmのマンドレルの
周りに沿って折り曲げ,塗膜の割れ及び素地からのはがれを目視によって調べる。
7.12.3 判定 判定は,試験片3枚について,塗膜に割れ・はがれを認めないとき,“直径10mmの折曲げ
に耐える。”とする。
7.13 耐水性 耐水性の試験は,JIS K 5600-6-2によるほか,次による。
7.13.1 試験片の作製 試験板は,研磨によって調整した鋼板 (150×100×0.8mm) を用い,7.3.2.3によっ
て試料を試験板の片面に塗って,48時間乾燥したものを試験片とする。試験片は4枚作製し,そのうちの
3枚は,周辺約5mm及び裏面をJIS K 5531に規定するラッカーエナメル白を用いて2回塗り包み,2時間
以上放置する。残りの1枚は,原状試験片として試験が終わるまで保管する。
7.13.2 操作 操作は,JIS K 5600-6-2の8.(手順)のほか,次による。
a) 容器に約150mmの深さまで脱イオン水を入れて,温度を40±1℃に保つ。
b) 試験片3枚を相互に30mm以上,容器の側面から30mm以上離した位置に,それぞれ電気的に絶縁で
きるクリップとひもを用いてつるし,約120mmの深さまで浸す。
c) 1時間おいてから取り出して,残存する水を吸収紙又は布で軽くたたいて除き,直ちに目視によって
塗膜を調べ,試験片を更に標準状態に2時間おいた後,再び塗膜を調べる。ただし,試験片の周辺及
び液面から約10mm以内の塗膜は,観察の対象外とする。
7.13.3 判定 試験片を取り出した直後及び2時間放置した後との観察で,試験片3枚の塗膜に,しわ・膨
れ・割れ・はがれを認めず,更に2時間放置した後,原状試験片と比べて,つやの変化・くもり・白化・
変色の程度が大きくないときは,“40℃の水に1時間浸しても異常がない。”とする。
7.14 加熱残分 加熱残分の試験は,JIS K 5601-1-2による。ただし,試験条件は,加熱温度105℃,加熱
時間1時間とする。
8. 検査 検査は,7.によって試験し,表1に適合しなければならない。
9. 表示 ラッカー系下地塗料の容器には,容易に消えない方法で,次の事項を表示しなければならない。
a) 名称
b) 種類
7
K 5535:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 正味質量又は正味容量
d) 製造業者名又はその略号
e) 製造年月又はその略号
f)
製造番号又はロット番号
g) ホルムアルデヒド放散等級分類記号(F☆☆☆☆)
参考 F☆☆☆☆は,塗装から7日後におけるJIS K 5601-4-1の3.(デシケータ法)による放散量が
0.12mg/L以下であることを示す。
8
K 5535:2003
参考表1 ラッカー系下地塗料
サンプリング,
2
K
5
5
3
5
:
2
0
0
3
2
K
5
5
3
5
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。