K 2288 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS K 2288-1993は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 2288 : 2000
石油製品−
軽油−目詰まり点試験方法
Petroleum products−Diesel fuel
−Determination of cold filter plugging point
1. 適用範囲 この規格は,軽油の目詰まり点を測定する方法について規定する。
備考 この規格は危険な試薬,操作及び装置を使うことがあるが,安全な使用方法をすべてにわたっ
て規定しているわけではないので,この試験方法の使用者は,試験に先立って,適切な安全上
及び健康上の禁止事項を決めておかなければならない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 2401 Oリング
JIS B 7184 測定投影機
JIS B 7410 石油類試験用ガラス製温度計
JIS K 2251 原油及び石油製品−試料採取方法
JIS K 2269 原油及び石油製品の流動点並びに石油製品曇り点試験方法
JIS K 8034 アセトン(試薬)
JIS K 8593 石油エーテル(試薬)
JIS K 8680 トルエン(試薬)
JIS K 9701 ヘプタン(試薬)
JIS P 3801 ろ紙(化学分析用)
JIS Z 8402-6 測定方法及び測定結果の精確さ(真度及び精度)−第6部:精確さに関する値の実用的
な使い方
JIS Z 8801 試験用ふるい
3. 定義 この規格で用いる主な用語の定義は,次による。
目詰まり点 規定の方法で試料を冷却しながら目開き45μmの金網を通して吸引ろ過したとき,試料
20mLのろ過時間が60秒を超えたときの温度又は試料が金網付きろ過器を通らなくなったときの温度。整
数値で表す。
参考 目詰まり点をCFPP(cold filter plugging pointの略)と呼ぶこともある。
2
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 試験の原理 45mLの試料を試験管にとり,規定の方法で冷却する。試料の温度が1℃下がるごとに,
水を柱にした場合の高さ200mmに相当する1.96kPa減圧下で,目開き45μmの金網付きろ過器を通して試
料を吸い上げ,試料20mLが金網付きろ過器を通過するのに要する時間を測定する。
このようにして,試料のろ過器通過時間が60秒を超えたときの温度又は試料がろ過器を通らなくなった
ときの温度を読みとり,目詰まり点とする。
備考 自動試験器を用いてもよい。ただし,自動試験器で得られた試験結果に疑義が生じた場合には,
この試験方法で得られた結果による。
参考 この試験方法は,IP 309/96 (Diesel and domestic heating fuels−Determination of cold filter plugging
point) を基に作成した。
5. 試薬 試薬は次による。
a) トルエン JIS K 8680に規定するもの。
b) ヘプタン JIS K 9701に規定するもの。
c) 石油エーテル JIS K 8593に規定するもの。
d) アセトン JIS K 8034に規定するもの。
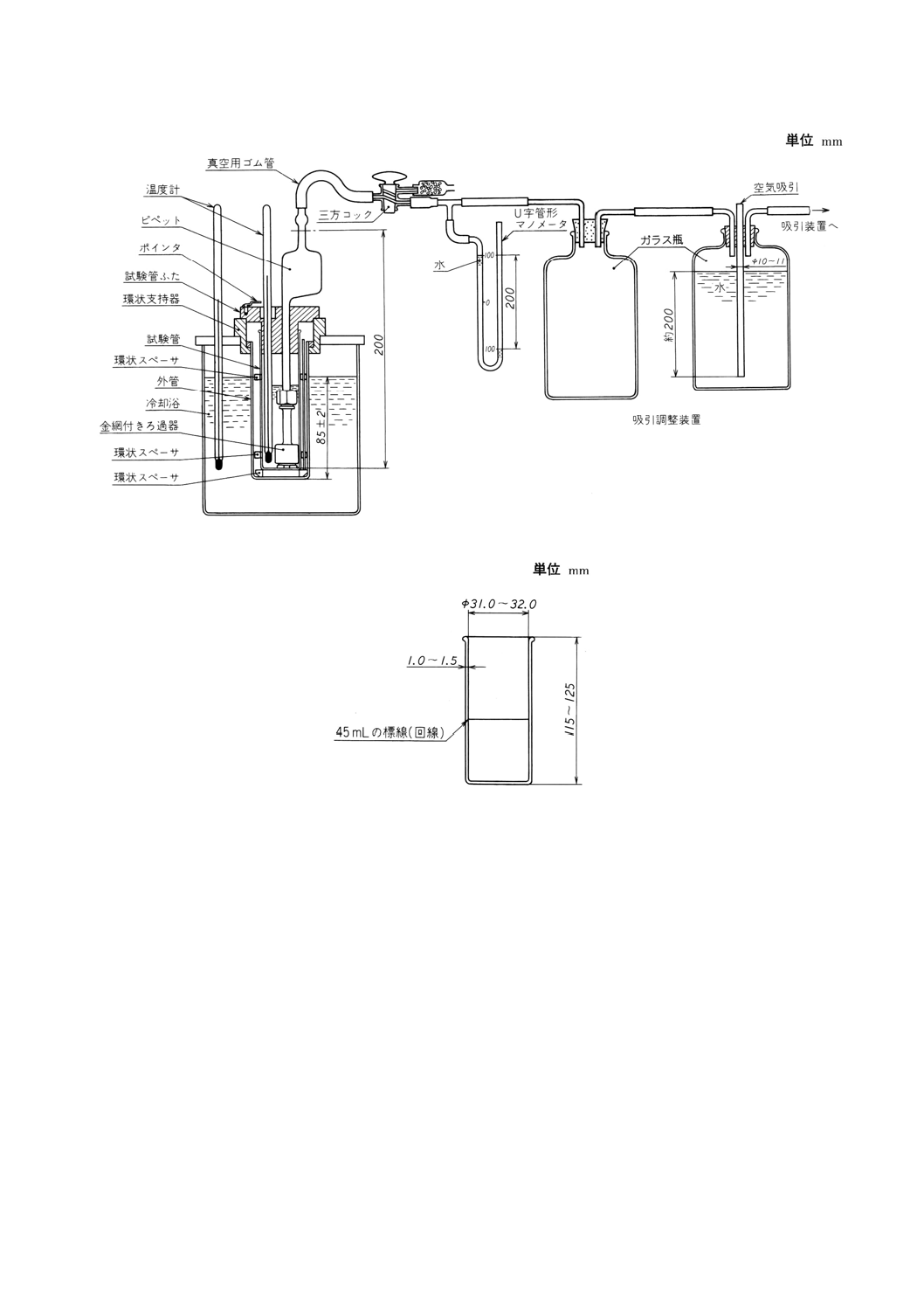
6. 試験器 目詰まり点試験器は,次のa)〜m)からなる。その一例を図1に示す。
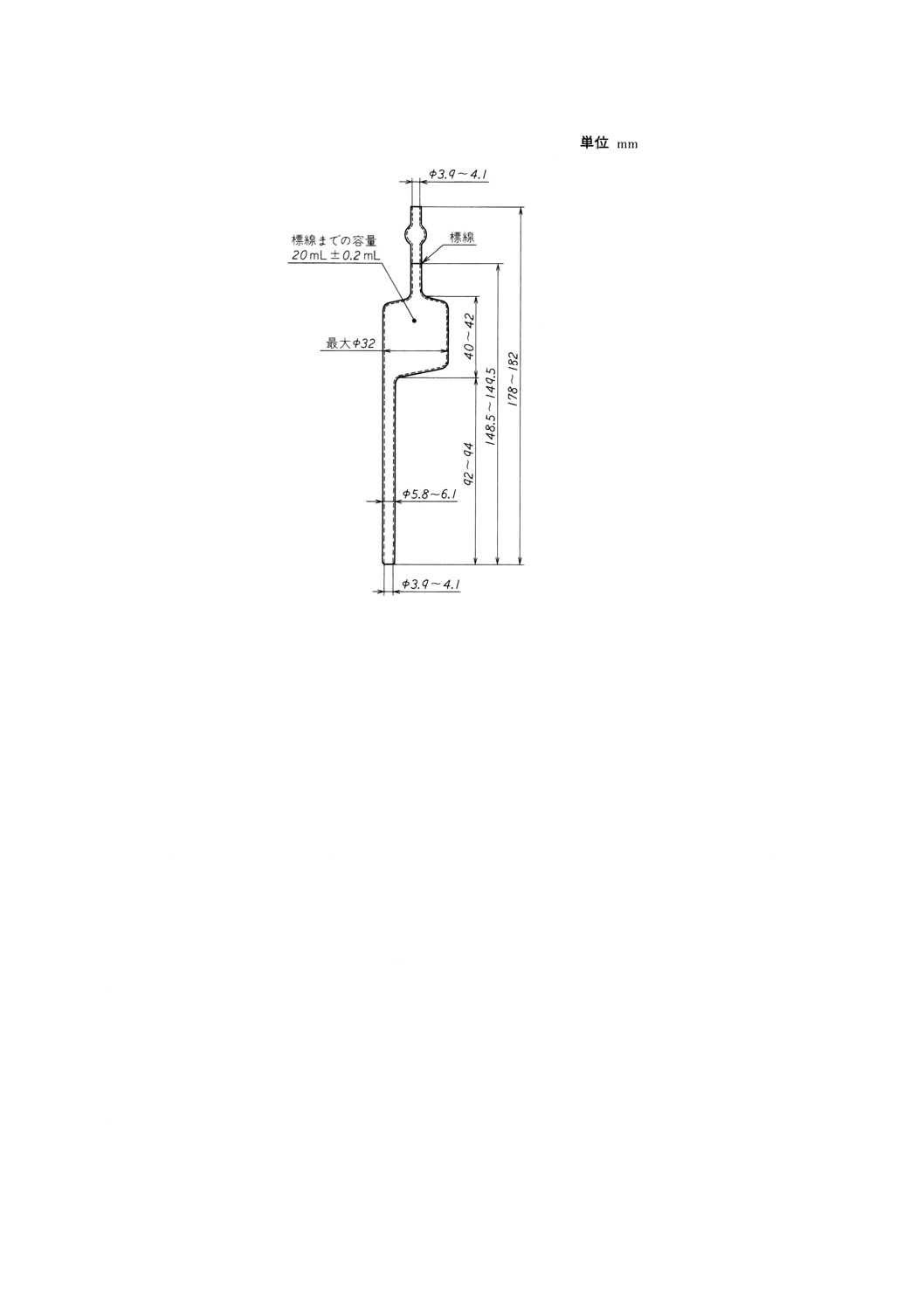
a) 試験管 透明ガラス製平底円筒形で,図2に示す形状・寸法で,容量45mLの位置に標線を付けたも
の。
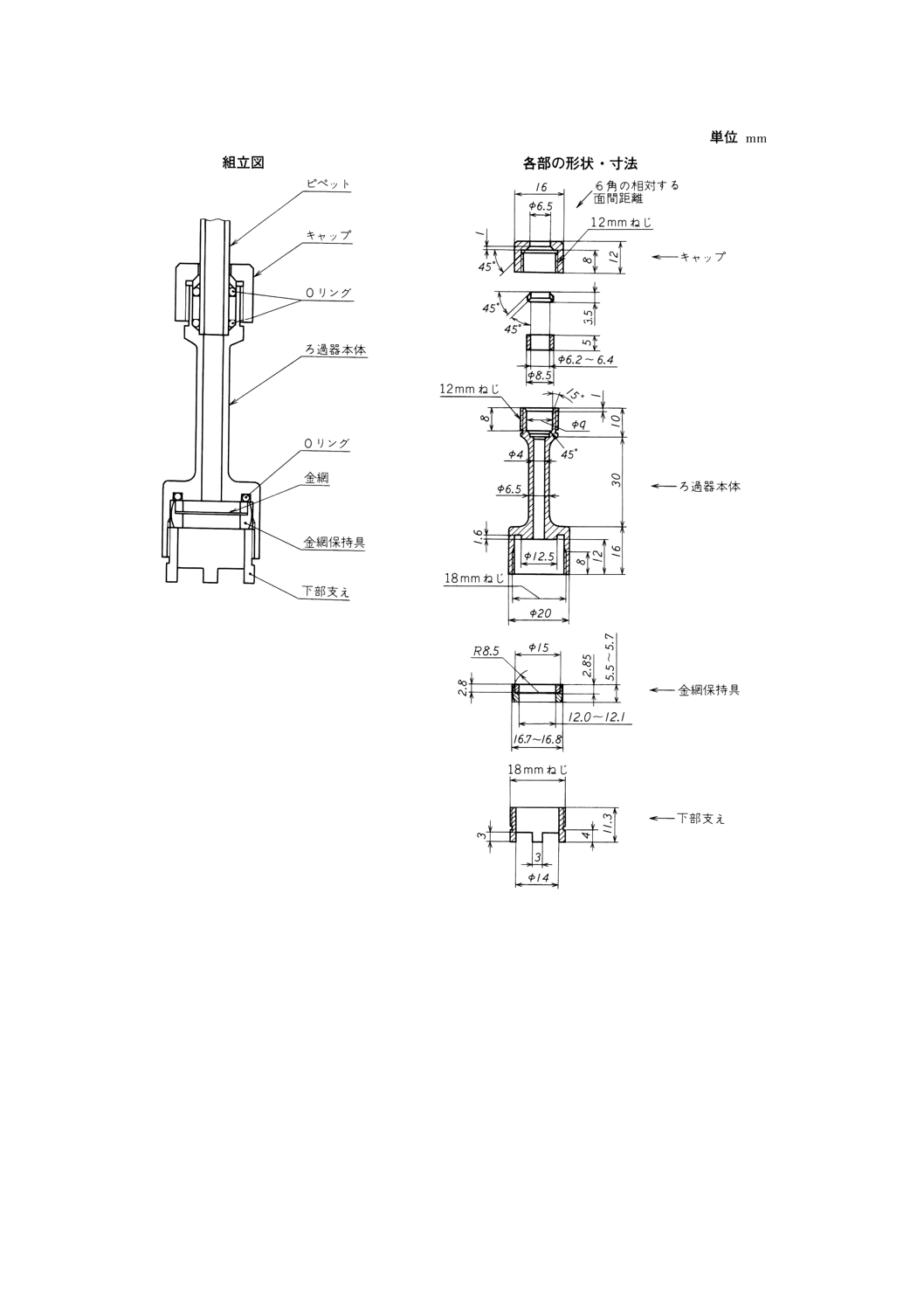
b) 金網付きろ過器 金網,金網保持具,ろ過器本体,キャップ,下部支え,Oリングなどからなり,組
立図及び各部の形状・寸法を図3に示す。
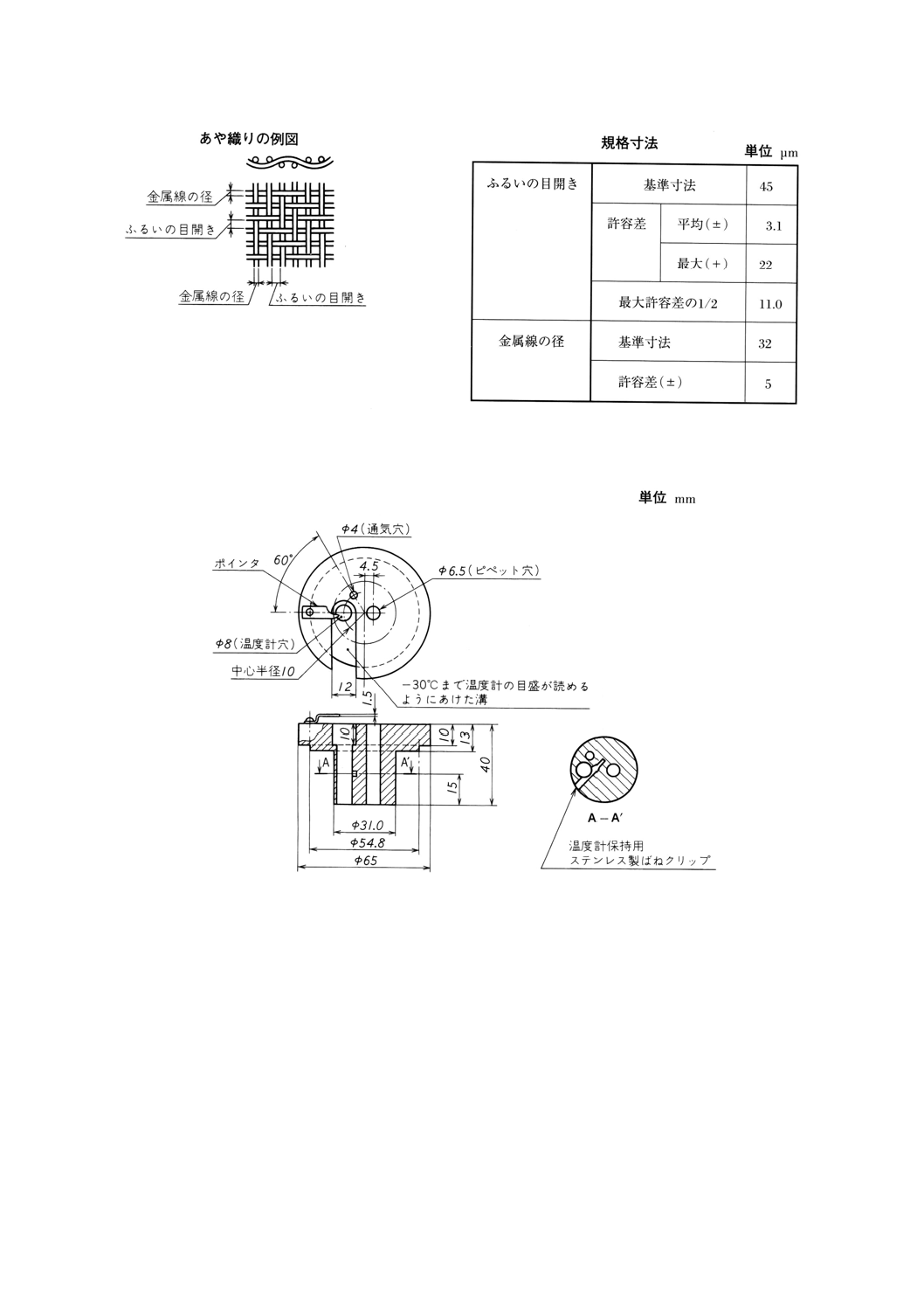
金網は,JIS Z 8801に規定するステンレス鋼製網ふるい45μmのあや織りを直径14〜15mmに切断
して用いる。
Oリングの材質は,JIS B 2401に規定する2種とする。
備考1. 金網の検査方法 金網の目開き及び金属線の径は,JIS B 7184に規定する測定投影機又はこ
れと同等以上の性能をもつものを用い,80〜100倍に拡大し検査したとき,基準寸法は参考図
1に示す許容差以内でなければならない。
2. 金網保持具は,はめ込み式又はねじ式などの構造で,金網付きろ過器を組み立てたときに金
網がよれずに正しく保持できるもの。
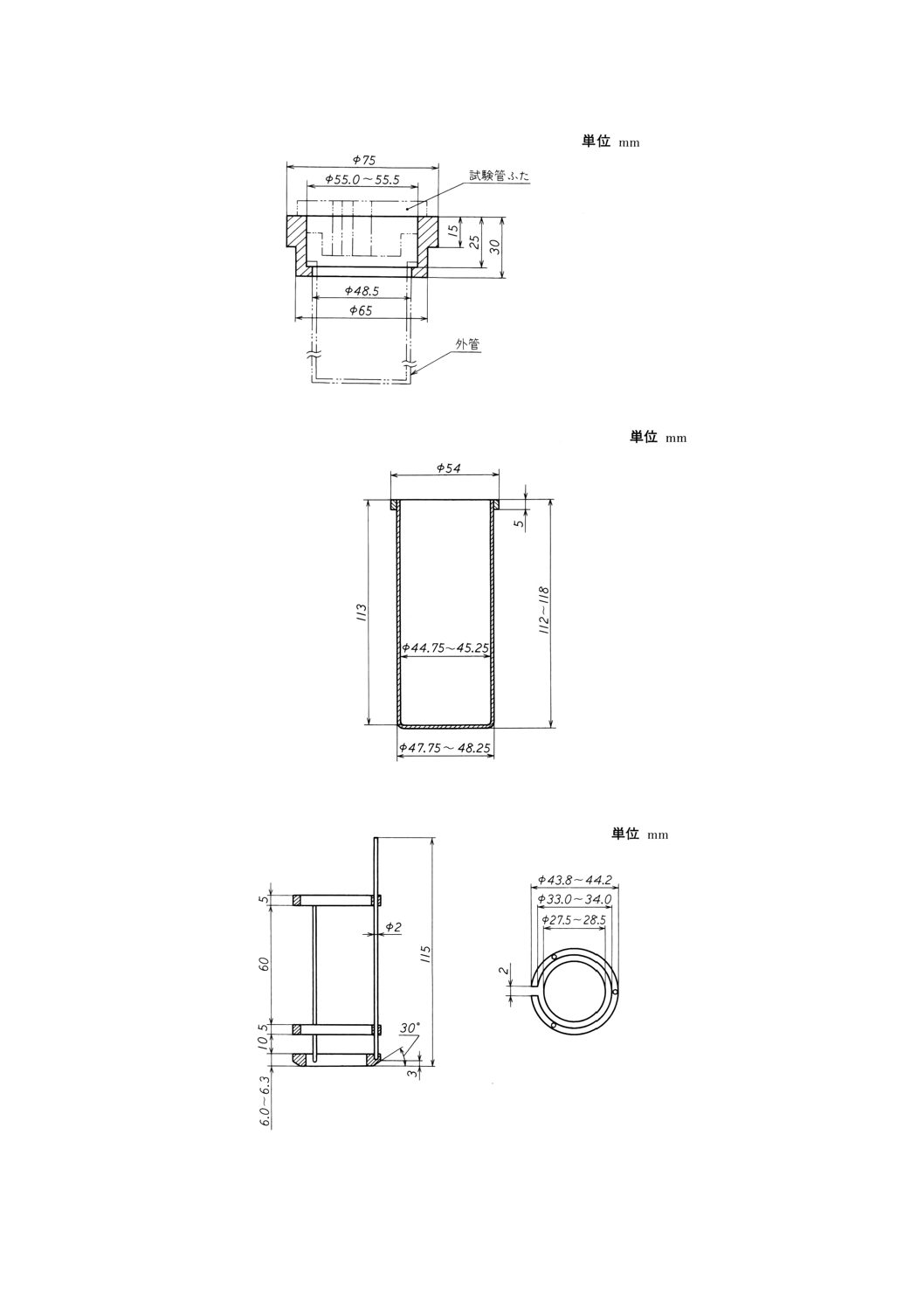
c) 試験管ふた 耐油プラスチック製の図4に示す形状・寸法のもので,ポインタを備え,更に温度計を
固定できる構造のもの。
備考 ポインタは,目詰まり点試験器を組み立てた状態で,温度計の下端を試験管の底面から1.5mm
±0.2mmの位置に設定するのを容易にするために用いる。
d) 環状支持器 耐油プラスチック製のもので,その一例を図5に示す。
なお,環状支持器は,外管を冷却浴中に安定した垂直位置につり下げ,また,試験管ふたを同芯位
置に設定できる構造でなければならない。
e) 外管 図6に示す寸法で,黄銅製又はステンレス鋼製などの平底円筒形で水の漏らないもの。
f)
環状スペーサ 耐油プラスチック製で,図7に示す形状・寸法のもの。
環状スペーサは,試験管を外管の底面及び側面から一定の間隔を保って保持するためのものなので,
試験管に密着し,外管の内壁に緩めに接するものでなければならない。
3
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) ピペット 無色透明のガラス製で,図8に示す形状・寸法のもの。
h) 温度計 JIS B 7410に規定する温度計番号9 (PP) 及び10 (PP) のもの。
i)
吸引装置 吸引調整装置を通る空気流量を一定に保てる真空ポンプ又は水ポンプ。
備考 空気流量は15L±1L/hが望ましい。また,複数の試料を同時に測定する装置の場合は,1個当
たり15L±1L/hになるように空気流量を調節する。
j) 吸引調整装置 1.96kPaの一定減圧で試料を吸引できるもの。その一例として次に示すものが望ましい。
高さ350mm以上で容量5L以上のガラスびん2本及び水マノメータからなり,一方のガラスびんに
は適切な量の水が入っているもの。この水の入っているガラスびんは空気吸引用のガラス管を備え,
ガラス管の下端までの深さを調節し,水マノメータの減圧を1.95〜1.97kPaに調節できるようにしてお
く。また,このガラスびんと水マノメータとの間にもう一方の5L空ガラスびんをつなぎ,一定減圧
を確保するための真空貯槽の機能を持たせる。その一例を図1に示す。
k) 秒時計 0.2秒まで読取りのできるもの。
l)
ろ紙 JIS P 3801に規定する定性分析用2種のもの。
m) 冷却浴 外管を冷媒中に85mm±2mmの深さに浸すことができ,かつ,垂直に保持できるもので,浴
温を表1に示す温度に保持できるもの。
なお,2個掛け以上の冷却浴の場合には,外管の壁間距離を50mm以上離す。また,冷却浴は,表
1に示す予期目詰まり点に応じた冷却浴を用意する。
表1 冷却浴
予期目詰まり点
冷却浴の種類及び規定温度
−20℃以上
第1冷却浴 (−34℃±0.5℃)
−21〜−35℃
第1冷却浴及び第2冷却浴 (−51℃±1℃)
−36℃以下
第1冷却浴,第2冷却浴及び第3冷却浴 (−67℃±2℃)
備考1. 第2冷却浴,第3冷却浴の代わりに,第1冷却浴を速やかに(5分程度)
第2冷却浴又は第3冷却浴の浴温に調節できる構造のものでもよい。
2. 冷却浴は,JIS K 2269に規定する冷却浴で,表1の規定温度を保持
できる性能をもつものは使用してもよい。
4
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 目詰まり点試験器(一例)
図2 試験管
5
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 金網付きろ過器(材質 黄銅製)
6
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 目開きの最大許容差の1/2を超えるふるい目
の個数が5%以上あってはならない。
参考図1 JIS Z 8801の45μmの金網
図4 試験管ふた
7
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 環状支持器(一例)
図6 外管
図7 環状スペーサ
8
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 ピペット
7. 試料採取方法及び調製方法 試験用試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料
の調製方法によるか,又はそれらに準じた方法によって採取及び調製する。
8. 試料の準備 JIS P 3801に規定する乾燥したろ紙を用い,試料を15℃以上の常温でろ過し,水分及び
きょう雑物を取り除く。
9. 試験器の準備 試験器の準備は,次による。
a) 試験前に金網付きろ過器を分解し,トルエン,ヘプタン又は石油エーテル,アセトンの順に各部を洗
浄し,空気などで乾燥する(1)。ピペットの洗浄は,ピペットを減圧にして溶剤をピペット標線より上
に吸い上げて洗浄し,空気などで乾燥する。
注(1) 洗浄する際ブラシで金網をこすってはならない。洗浄には超音波洗浄器を用いるとよい。また,
長時間の溶剤洗浄でOリングを傷めないようにする。
b) 金網とOリングの汚れ及び損傷を検査し,取り除けない汚れ又は損傷が認められた場合には,新品と
取り替える。
参考 金網の汚れ及び損傷の検査は,JIS B 7184に規定する投影検査器又はこれと同等以上の性能を
もつものを用いて80〜100倍に拡大して行うとよい。
c) 温度計は,約0℃の恒温槽を用いて水銀柱やトルエン柱が切れていないことを,使用直前に確認する。
d) 試験管ふたにピペットを挿入し,ピペットと金網付きろ過器を図3に示すように組み立てた後,温度
計(2)を取り付ける。
9
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) 試料の予期目詰まり点が−30℃以上の場合は温度計番号9 (PP) のものを用い,−30℃より低い
場合は温度計番号10 (PP) のものを用いる。
なお,試験中に温度計を取り替えてはならない。
e) 第1冷却浴の浴温を−34℃±0.5℃に調節する。
f)
吸引調整装置を図1に示すように組み立てる。
10. 試験の手順 試験の手順は,次による。
a) あらかじめ乾燥した外管の底に環状スペーサを置く。
b) 試料を試験管の標線まで入れ,試験管の外側をぬぐって清浄にする。
c) 試料の入った試験管に9.d)で準備した試験管ふたを取り付ける。このとき,温度計の球部が試験管内
壁及び金網付きろ過器に接触していないことを確認する。
d) c)で組み立てた試験管と環状支持器を外管に取り付けた後,第1冷却浴に垂直に入れる(3)。
次によって金網付きろ過器及び温度計の位置を設定する。
1) 金網付きろ過器の下部支えを試験管底部に接触させる。
2) 温度計の下端を試験管の底面に接触させ,ポインタ下面における温度計の目盛りを読み取る。次に,
この温度計目盛りがポインタ上面と一致するまで温度計を引き上げる。
注(3) 冷却浴の液面から外管の下端まで85mm±2mmになるようにする。
備考 2)の操作によって,温度計の下端が試験管の底面から1.3〜1.7mmに調節される。
e) 真空用ゴム管でピペットの頂部と吸引調整装置を接続する。三方コックの流路を大気開放側に開いて
から吸引装置を作動させて,吸引調整装置系内を1.96kPaの一定減圧にする。
f)
試験管内の試料の温度を読み取り,直ちに三方コックの流路を切り換え,ピペットと吸引調整装置を
通気させ,金網付きろ過器を通して試料をピペット内へ吸い上げる。
吸引開始から試料がピペットの標線に達するまでの時間を秒時計で測定した後,三方コックの流路
を切り換え,ピペットと大気を通気させ,ピペット内を大気圧に戻して試料を試験管に戻す。
備考 試料の曇り点が既知の場合には,試料を曇り点より5℃以上高い温度まで冷却してからこの1
回目の吸引操作を行ってもよい。ただし,吸引開始温度は−20℃以下であってはならない。
g) f)の操作を試料の温度が1℃下がるごとに行い,試料が次の1)〜3)のいずれかの状態になったら,この
ときの温度を目詰まり点として記録する。
1) 吸引開始から試料がピペットの標線に達するまでの時間が60秒を超えたとき。
2) 吸引時に試料が金網付きろ過器を通らなくなったとき。
3) ピペットの標線に達するまでの時間は60秒以下であっても,ピペット内を大気圧に戻したとき,試
料が試験管に戻らない場合。
備考 試料の冷却速度が速すぎて1℃ごとに吸引操作ができない場合,すなわち,ある温度で目詰ま
り点に達せず1℃飛び越えて次の温度で目詰まり点に達したときは,飛び越えて測定できなか
った温度を目詰まり点とする。
参考 一部の試料の中にはピペットの標線に達する時間が突然短くなり,その後再び徐々に長くなる
特殊な吸引時間を示すものがある。
h) 試料温度が−20℃に達しても目詰まり点に達しない場合には,第2冷却浴に移すか(3),又は第1冷却
浴の浴温を速やかに−51℃±1℃に調節してf)及びg)の操作を続ける。試料温度が−35℃に達しても目
詰まり点に達しない場合には,試験を中止してもよい。
10
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,目詰まり点が−36℃以下の試験を行う場合には,第3冷却浴に移すか(3),又は,第2冷却浴
の浴温を速やかに−67℃±2℃に調節してf)及びg)の操作を行う。
11. 結果10 g)で読み取った温度を目詰まり点とする。
なお,−35℃で試験を中止した場合には,結果を−35℃以下とする。
12. 精度 この試験方法によって得られた試験結果の許容差(確率0.95)は,次のとおりである。
備考 試験結果が許容差をはずれた場合には,JIS Z 8402−6によって処理する。
a) 室内併行精度 同一試験室において,同一人が同一試験器で,引き続き短時間内に,同一試料を2回
試験したとき,試験結果の差の許容差を表2に示す。
b) 室間再現精度 異なる試験室において,別人が別の試験器で,同一試料をそれぞれ1回ずつ試験して
求めた2個の試験結果の差の許容差を表2に示す。
表2 精度
単位 ℃
室内併行許容差
室間再現許容差
2
4
13. 試験結果の報告 試験結果には,次の事項を記載する。
a) JISの規格番号:JIS K 2288
b) 試料名,試料採取場所及び採取年月日
c) 試験方法の名称・箇条番号及び11.によって得られた結果
d) 特記事項
11
K 2288 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平成10年度 石油試験方法工業標準原案作成委員会 構成表
氏名
所属
(委員長)
小 西 誠 一
元防衛大学校教授
八 田 勲
工業技術院標準部材料規格課
福 水 健 文
資源エネルギー庁石油部精製課
高 橋 千 晴
工業技術院計量研究所熱物性部
近 藤 輝 男
工業技術院資源環境技術総合研究所エネルギー資源部
有 賀 正 夫
社団法人石油学会
中 村 麒久男
社団法人日本海事検定協会理化学研究所
高 野 敏 夫
社団法人自動車技術会事務局
寺 岡 憲 吾
防衛庁装備局管理調達補給室標準化管理官
福 嶋 信一郎
日本鋼管株式会社鉄鋼技術センター環境エネルギー部
中 村 準
菱日エンジニアリング株式会社本牧事業所システム開発部
新 倉 正 美
いすゞ自動車株式会社材料開発部
船 橋 信 之
東京電力株式会社火力部火力技術センター
君 島 孝 尚
石川島播磨重工業株式会社技術研究所機械要素研究部
金 子 吉 人
東燃株式会社開発部
生 明 清
日本石油株式会社中央技術研究所
清 宮 健
出光興産株式会社中央研究所物性構造センター
土 谷 哲 夫
昭和シェル石油株式会社研究開発部
矢 野 恭 治
株式会社ジャパンエナジー精製部
下 平 武
日本科学機器団体連合会(田中科学機器製作株式会社)
山 村 修 蔵
財団法人日本規格協会
西 川 輝 彦
石油連盟技術環境部
平成10年度 石油試験方法工業標準原案作成分科会 構成表
氏名
所属
鴨志田 直 史
工業技術院標準部材料規格課
小 林 貞 美
出光興産株式会社中央研究所物性構造センター
近 藤 修
日本石油株式会社中央技術研究所
(分科会長)
谷 口 宏
三菱石油株式会社開発研究所
(前任)
鈴 木 繁
東燃株式会社総合研究所分析センター
(後任)
角 田 淳
東燃株式会社総合研究所分析センター
長 田 秀 実
富士石油株式会社袖ヶ浦製油所生産技術部
山 添 誠 吾
株式会社コスモ総合研究所
鈴 木 秀 雄
株式会社ジャパンエナジー分析センター
中 田 亜洲生
昭和シェル石油株式会社中央研究所
大 森 道 昭
日本科学機器団体連合会(株式会社離合社)
下 平 武
日本科学機器団体連合会(田中科学機器製作株式会社)
鈴 木 和 彦
社団法人潤滑油協会潤滑油中央研究技術部
近 義 彦
社団法人日本海事検定協会理化学研究所
村 谷 茂 典
財団法人新日本検定協会中央研究所
伊 藤 正 保
社団法人全国石油協会品質管理事業部
橋 本 進
財団法人日本規格協会
(事務局)
広 瀬 晋 也
石油連盟技術環境部