K 2220:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 グリースの種類 ················································································································ 5
5 品質及び性能 ··················································································································· 6
5.1 一般用グリース ············································································································· 6
5.2 転がり軸受用グリース ···································································································· 7
5.3 自動車用シャシーグリース ······························································································ 8
5.4 自動車用ホイールベアリンググリース················································································ 9
5.5 集中給油用グリース ······································································································· 9
5.6 高荷重用グリース ········································································································· 11
5.7 ギヤコンパウンド ········································································································· 12
6 試験方法の種類 ··············································································································· 12
7 ちょう度試験方法 ············································································································ 13
7.1 試験の原理 ·················································································································· 13
7.2 試験器 ························································································································ 13
7.3 試料の採取方法及び調製方法 ·························································································· 20
7.4 標準円すいを用いる不混和ちょう度試験の手順 ··································································· 20
7.5 標準円すいを用いる混和ちょう度試験の手順 ······································································ 22
7.6 標準円すいを用いる多回混和ちょう度試験の手順 ································································ 22
7.7 標準円すいを用いる固形ちょう度試験の手順 ······································································ 23
7.8 1/2又は1/4円すいを用いる不混和ちょう度試験の手順 ························································· 23
7.9 1/2又は1/4円すいを用いる混和ちょう度試験の手順 ···························································· 24
7.10 計算方法及び精度 ········································································································ 24
7.11 試験結果の報告 ··········································································································· 25
8 滴点試験方法 ·················································································································· 25
8.1 試験の原理 ·················································································································· 25
8.2 試験器 ························································································································ 25
8.3 試料の採取方法及び調製方法 ·························································································· 26
8.4 試験の手順 ·················································································································· 26
8.5 計算方法及び精度 ········································································································· 29
8.6 試験結果の報告 ············································································································ 30
9 銅板腐食試験方法 ············································································································ 30
9.1 試験の原理 ·················································································································· 30
K 2220:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
9.2 試薬 ··························································································································· 30
9.3 試験器 ························································································································ 30
9.4 試験片その他 ··············································································································· 31
9.5 試料の採取方法及び調製方法 ·························································································· 31
9.6 試験の準備 ·················································································································· 31
9.7 試験の手順 ·················································································································· 32
9.8 試験結果 ····················································································································· 32
9.9 試験結果の報告 ············································································································ 32
10 蒸発量試験方法 ············································································································· 32
10.1 試験の原理 ················································································································· 32
10.2 試験器 ······················································································································· 32
10.3 試料の採取方法及び調製方法 ························································································· 34
10.4 試験の手順 ················································································································· 34
10.5 計算方法及び精度 ········································································································ 34
10.6 試験結果の報告 ··········································································································· 35
11 離油度試験方法 ············································································································· 35
11.1 試験の原理 ················································································································· 35
11.2 試験器 ······················································································································· 35
11.3 試料の採取方法及び調製方法 ························································································· 36
11.4 試験の手順 ················································································································· 36
11.5 計算方法及び精度 ········································································································ 36
11.6 試験結果の報告 ··········································································································· 37
12 酸化安定度試験方法 ······································································································· 37
12.1 試験の原理 ················································································································· 37
12.2 試薬及び材料 ·············································································································· 37
12.3 試験器 ······················································································································· 37
12.4 試料の採取方法及び調製方法 ························································································· 40
12.5 試験の準備 ················································································································· 40
12.6 試験の手順 ················································································································· 41
12.7 計算方法及び精度 ········································································································ 41
12.8 試験結果の報告 ··········································································································· 42
13 きょう雑物試験方法 ······································································································· 42
13.1 試験の原理 ················································································································· 42
13.2 試験器 ······················································································································· 42
13.3 試料の採取方法及び調製方法 ························································································· 42
13.4 試験の手順 ················································································································· 42
13.5 計算方法及び精度 ········································································································ 43
13.6 試験結果の報告 ··········································································································· 44
14 灰分試験方法 ················································································································ 44
K 2220:2013 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
14.1 試験の原理 ················································································································· 44
14.2 試薬 ·························································································································· 44
14.3 試験器 ······················································································································· 44
14.4 試料の採取方法及び調製方法 ························································································· 44
14.5 試験の手順 ················································································································· 44
14.6 計算方法及び精度 ········································································································ 45
14.7 試験結果の報告 ··········································································································· 45
15 混和安定度試験方法 ······································································································· 45
15.1 試験の原理 ················································································································· 45
15.2 試験器 ······················································································································· 45
15.3 試料の採取方法及び調製方法 ························································································· 46
15.4 試験の手順 ················································································································· 46
15.5 計算方法及び精度 ········································································································ 47
15.6 試験結果の報告 ··········································································································· 47
16 水洗耐水度試験方法 ······································································································· 47
16.1 試験の原理 ················································································································· 47
16.2 試薬 ·························································································································· 47
16.3 試験機 ······················································································································· 47
16.4 試料の採取方法及び調製方法 ························································································· 49
16.5 試験の準備 ················································································································· 49
16.6 試験の手順 ················································································································· 49
16.7 計算方法及び精度 ········································································································ 50
16.8 試験結果の報告 ··········································································································· 51
17 漏えい度試験方法 ·········································································································· 51
17.1 試験の原理 ················································································································· 51
17.2 試薬 ·························································································································· 51
17.3 試験機 ······················································································································· 51
17.4 試料の採取方法及び調製方法 ························································································· 56
17.5 試験の準備 ················································································································· 57
17.6 試験の手順 ················································································································· 57
17.7 計算方法及び精度 ········································································································ 57
17.8 試験結果の報告 ··········································································································· 57
18 低温トルク試験方法 ······································································································· 58
18.1 試験の原理 ················································································································· 58
18.2 試薬 ·························································································································· 58
18.3 試験機 ······················································································································· 58
18.4 試料の採取方法及び調製方法 ························································································· 59
18.5 試験の準備 ················································································································· 59
18.6 試験の手順 ················································································································· 60
K 2220:2013 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
18.7 計算方法及び精度 ········································································································ 63
18.8 試験結果の報告 ··········································································································· 63
19 見掛け粘度試験方法 ······································································································· 63
19.1 試験の原理 ················································································································· 63
19.2 試験機 ······················································································································· 63
19.3 校正 ·························································································································· 64
19.4 試料の採取方法及び調製方法 ························································································· 64
19.5 試験の手順 ················································································································· 64
19.6 計算方法及び精度 ········································································································ 67
19.7 低ずり速度における見掛け粘度の測定方法 ······································································· 69
19.8 計算結果の報告 ··········································································································· 69
20 チムケン式耐荷重能試験方法 ··························································································· 69
20.1 試験の原理 ················································································································· 69
20.2 試薬 ·························································································································· 70
20.3 試験機 ······················································································································· 70
20.4 試料の採取方法及び調製方法 ························································································· 70
20.5 試験の準備 ················································································································· 70
20.6 試験の手順 ················································································································· 71
20.7 結果及び精度 ·············································································································· 71
20.8 試験結果の報告 ··········································································································· 71
21 湿潤試験方法 ················································································································ 71
21.1 試験の原理 ················································································································· 71
21.2 試薬 ·························································································································· 71
21.3 試験器 ······················································································································· 71
21.4 試料の採取方法及び調製方法 ························································································· 71
21.5 試験の準備 ················································································································· 71
21.6 試験の手順 ················································································································· 72
21.7 計算及び精度 ·············································································································· 72
21.8 試験結果の報告 ··········································································································· 72
22 水分試験方法 ················································································································ 72
23 動粘度試験方法 ············································································································· 72
24 引火点試験方法 ············································································································· 72
25 四球式耐荷重能試験方法 ································································································· 72
26 高速四球試験方法 ·········································································································· 72
27 製品の呼び方 ················································································································ 72
28 表示 ···························································································································· 72
附属書A(規定)ISOによるグリースの分類 ············································································ 74
附属書JA(参考)貯蔵ちょう度試験方法 ················································································· 78
附属書JB(参考)遊離酸,遊離アルカリ及び不溶性炭酸塩試験方法 ············································· 80
K 2220:2013 目次
(5)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書JC(参考)開放式蒸発量試験方法 ················································································· 83
附属書JD(参考)硫酸灰分試験方法 ······················································································· 86
附属書JE(参考)JISと対応国際規格との対比表 ······································································ 89
K 2220:2013 目次
(6)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本グリース協会
(JGI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS K 2220:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
K 2220:2013
グリース
Lubricating grease
序文
この規格は,2007年に第3版として発行されたISO 2137,1995年に第2版として発行されたISO 2176,
2003年に第2版として発行されたISO 6743-9,2000年に第1版として発行されたISO 11009及び2010年
に第1版として発行されたISO 12924を基とし,国内の実情に合わせるため,技術的内容を変更して作成
した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JEに示す。
1
適用範囲
この規格は,主として各種機械部品の潤滑剤として用いるグリース(ギヤコンパウンドを含む。)につい
て規定する。
警告 この規格に基づいて試験を行う者は,通常の実験室での作業に精通していることを前提とする。
この規格は,その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。
この規格の利用者は,各自の責任において安全及び健康に対する適切な措置をとらなければな
らない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2137:2007,Petroleum products and lubricants−Determination of cone penetration of lubricating
greases and petrolatum
ISO 2176:1995,Petroleum products−Lubricating grease−Determination of dropping point
ISO 6743-9:2003,Lubricants,industrial oils and related products (class L)−Classification−part
9:Family X (Greases)
ISO 11009:2000,Petroleum products and lubricants−Determination of water washout characteristics of
lubricating greases
ISO 12924:2010,Lubricants, industrial oils and related products (Class L)−Family X (Greases)−
Specification(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
2
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 1521 転がり軸受−深溝玉軸受
JIS B 7410 石油類試験用ガラス製温度計
JIS B 7505-1 アネロイド型圧力計−第1部:ブルドン管圧力計
JIS G 3459 配管用ステンレス鋼鋼管
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4053 機械構造用合金鋼鋼材
JIS G 4303 ステンレス鋼棒
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS H 3100 銅及び銅合金の板並びに条
JIS H 3250 銅及び銅合金の棒
JIS K 0557 用水・排水の試験に用いる水
JIS K 1101 酸素
JIS K 2238 マシン油
JIS K 2246 さび止め油
JIS K 2251 原油及び石油製品−試料採取方法
JIS K 2265-4 引火点の求め方−第4部:クリーブランド開放法
JIS K 2275 原油及び石油製品−水分試験方法
JIS K 2283 原油及び石油製品−動粘度試験方法及び粘度指数算出方法
JIS K 2519 潤滑油−耐荷重能試験方法
JIS K 6323 一般用Vベルト
JIS K 8034 アセトン(試薬)
JIS K 8102 エタノール(95)(試薬)
JIS K 8594 石油ベンジン(試薬)
JIS R 6111 人造研削材
JIS R 6251 研磨布
JIS R 6252 研磨紙
JIS T 3201 ガラス注射筒
JIS Z 8401 数値の丸め方
JIS Z 8402-6 測定方法及び測定結果の精確さ(真度及び精度)−第6部:精確さに関する値の実用的
な使い方
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
ISO 8681,Petroleum products and lubricants−Method of classification−Definition of classes
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
グリース(grease)
原料基油中に増ちょう剤を分散して半固体又は固体状にしたもの。特殊な性質を与える他の成分が含ま
れる場合もある。
3
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
ギヤコンパウンド
鉱油の中にアスファルトなどの粘ちょうな物質を溶解・分散させたもの。主として開放歯車用の潤滑剤
として用い,特殊な性質を与える他の成分が含まれる場合もある。
3.3
原料基油
グリースの原料となる潤滑油。原料基油には,大別すると精製鉱油,合成潤滑油及びそれらの混合油が
ある。
3.4
増ちょう剤
原料基油中にコロイド状に分散して原料基油を半固体又は固体状にする物質,大別すると金属石けん型
と非石けん型とがある。前者の代表的なものは,リチウム,カルシウム,ナトリウムなどの金属石けんで,
後者の代表的なものは,ベントナイト,シリカゲルなどの無機化合物及び尿素誘導体,フタロシアニンな
どの有機化合物がある。グリースの性能は,用いる増ちょう剤の種類によって大きく支配される。
3.5
耐水性
グリースが湿度又は水と接触した場合,グリースの性能に悪影響なく耐えられる性能。
3.6
機械的安定性
グリースに機械的せん断作用が加わったときの硬さの変化に抵抗する性能。せん断安定性ともいう。
3.7
圧送性
グリースが給油システムの配管,ノズル及び附属品中を圧送するときの流動性能。
3.8
耐荷重能
グリースを油膜の破断の起こりやすい条件下で用いるとき,軸受やしゅう(摺)動面が焼付・融着など
の損傷を起こさずに潤滑を持続できる最大の力(荷重)又は圧力。
3.9
ちょう度(cone penetration)
力(荷重),時間及び温度の規定条件において,7.2 b) 1)の標準円すい及びオプション円すいが試料に進
入する距離。0.1 mm 単位で測定した数値を10倍して表す。
3.10
混和(working)
グリース混和器でせん断作用をグリースに与える操作。
3.11
混和ちょう度(worked penetration)
試料をグリース混和器で規定回数往復混和した後の試料のちょう度。
4
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.12
不混和ちょう度(unworked penetration)
試料容器からグリース混和器のつぼへ,測定に影響を与えないようにできるだけ混ぜないように移した
試料のちょう度。
3.13
多回混和ちょう度(prolonged worked penetration)
混和ちょう度における往復混和の規定回数を超えて混和した試料のちょう度。
3.14
固形ちょう度(block penetration)
十分な硬さをもち,容器なしで形状を保持できる試料について測定したちょう度。
3.15
1/4及び1/2ちょう度(one quarter scale and one half scale penetrations)
7.2 b) 1)の標準円すい又はオプション円すいを1/4及び1/2に縮尺した規定円すいを用いて測定したちょ
う度。
3.16
ちょう度番号
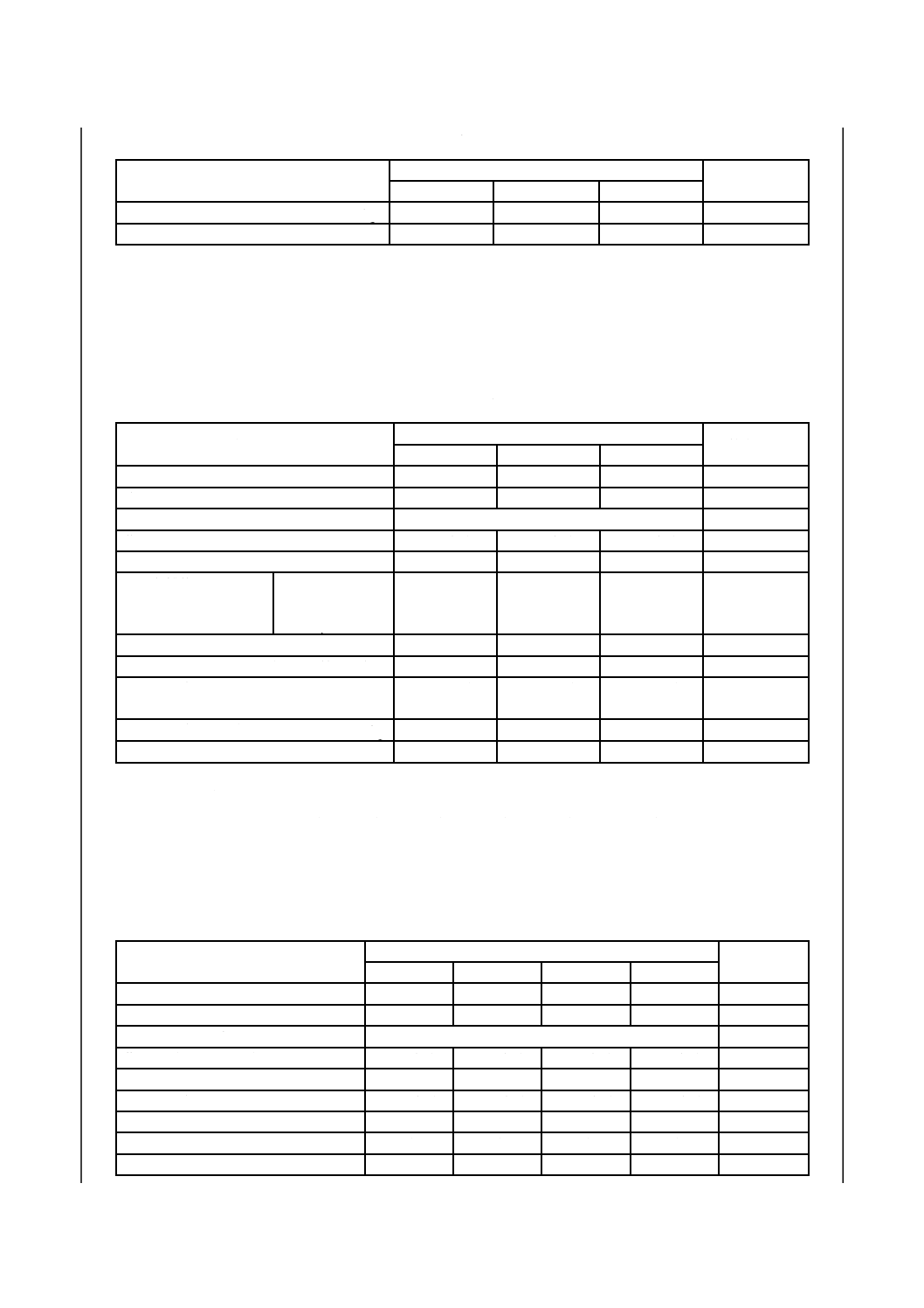
グリースを混和ちょう度の範囲によって分類した番号。次の表1がちょう度番号の分類を示している。
表1−ちょう度番号
ちょう度番号
混和ちょう度範囲
000号
445〜475
00号
400〜430
0号
355〜385
1号
310〜340
2号
265〜295
3号
220〜250
4号
175〜205
5号
130〜160
6号
85〜115
3.17
滴点(dropping point)
この規格の試験条件で,規定のカップの底部からグリースの滴(しずく)が滴下する温度。ある種のグ
リース[8.4 g)参照]では,カップから押し出されたグリースの先端部が,カップを保持している試験管底
部に達したときの温度を滴点とする。
3.18
混和安定度
試料を規定のグリース混和器で10万回混和した後,25 ℃に保ってから,60往復混和した直後のちょう
度。
3.19
低温トルク
5
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料を詰めた規定の開放形玉軸受の内輪を,規定の温度及び回転数(毎分1 rpm)で回転したとき,そ
の軸受の外輪を制止させるのに必要な力。次の二つのトルクで表す。
a) 起動トルク 回転起動時に得られる最大トルク。
b) 回転トルク 規定時間回転した後に得られるトルクの平均値。
3.20
見掛け粘度
ポアズイユの式で計算するずり速度(せん断率)に対するずり応力(せん断応力)の比。グリースは,
非ニュートン流体であるため,その比は,ずり速度によって変化する。
3.21
ずり速度(せん断率)
グリースの相隣接する一連の層が互いに動く割合。
4
グリースの種類
グリースは,用途によって次のa)〜g)に示す7種類に分類する。さらに,種別(成分及び性能)及びち
ょう度番号(混和ちょう度範囲又は動粘度範囲)によって表2のとおり細分する。
なお,ISOによるグリースの分類を附属書Aに示す。
a) 一般用グリース
1) 1種 主に原料基油と増ちょう剤としてのカルシウム石けんとからなり,耐水性が良好なもの。
2) 2種 主に原料基油と増ちょう剤としてのナトリウム石けんとからなり,耐熱性が良好なもの。
b) 転がり軸受用グリース
1) 1種 主に原料基油と増ちょう剤とからなり,機械的安定性,耐水性及び防せい性が良好なもの。
2) 2種 主に原料基油と増ちょう剤とからなり,低温性,耐水性,機械的安定性及び防せい性が良好
なもの。
3) 3種 主に原料基油と増ちょう剤とからなり,低温性,耐熱性,機械的安定性,耐水性及び防せい
性が良好なもの。
c) 自動車用シャシーグリース1種 主に原料基油と増ちょう剤としてのカルシウム石けんとからなり,
耐荷重性,圧送性が良好なもの。
d) 自動車用ホイールベアリンググリース1種 主に原料基油と増ちょう剤とからなり,耐熱性,耐水性,
機械的安定性及び耐漏えい性が良好なもの。
e) 集中給油用グリース
1) 1種 主に原料基油と増ちょう剤としてのカルシウム石けんとからなり,圧送性が良好なもの。
2) 2種 主に原料基油と増ちょう剤とからなり,圧送性,耐熱性及び機械的安定性が良好なもの。
3) 3種 主に原料基油と増ちょう剤としてのカルシウム石けん及び極圧添加剤とからなり,圧送性及
び耐荷重性が良好なもの。
4) 4種 主に原料基油,増ちょう剤及び極圧添加剤とからなり,圧送性,耐熱性,耐荷重性及び機械
的安定性が良好なもの。
f)
高荷重用グリース1種 主に原料基油,増ちょう剤及び二硫化モリブデンなどの固体潤滑剤とからな
り,耐荷重性,機械的安定性及び耐熱性が良好なもの。
g) ギヤコンパウンド1種 主に原料基油とアスファルトとからなるもの。
6
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−グリースの種類
種類
使用温度
範囲
℃
使用条件に対する適否
適用例
用途別
種別
ちょう度番号a)
力(荷重)
水との
接触
低
高
衝撃
一般用グリース
1種
1号,2号,3号,4号 −10〜 60
適
否
否
適
一般低荷重用
2種
2号,3号
−10〜100
適
否
否
否
一般中荷重用
転がり軸受用
グリース
1種
1号,2号,3号
−20〜100
適
否
否
適
汎用
2種
0号,1号,2号
−40〜 80
適
否
否
適
低温用
3種
1号,2号,3号
−30〜130
適
否
否
適
広温度範囲用
自動車用
シャシーグリース
1種
00号,0号,1号2号 −10〜 60
適
適
適
適
自動車シャシー用
自動車用
ホイールベアリン
ググリース
1種
2号,3号
−20〜120
適
否
否
適
自動車ホイール
ベアリング用
集中給油用
グリース
1種
00号,0号,1号
−10〜 60
適
否
否
適
集中給油式中荷重用
2種
0号,1号,2号
−10〜100
適
否
否
適
集中給油式中荷重用
3種
0号,1号,2号
−10〜 60
適
適
適
適
集中給油式高荷重用
4種
0号,1号,2号
−10〜100
適
適
適
適
集中給油式高荷重用
高荷重用グリース
1種
0号,1号,2号,3号 −10〜100
適
適
適
適
衝撃高荷重用
ギヤコンパウンド
b)
1種
1号,2号,3号
−10〜100
適
適
適
適
オープンギヤ及びワ
イヤロープ用
注a) ちょう度番号000号,5号及び6号のグリースについては,用途が特殊なため,用途の分類は行わないが,受渡
当事者間の協定によって品質性能及び試験方法を規定する。
b) ギヤコンパウンドについては,動粘度範囲によって分類する。
5
品質及び性能
5.1
一般用グリース
5.1.1
一般用グリース1種
一般用グリース1種は,箇条7〜箇条9,箇条14,箇条16及び箇条22によって試験を行ったとき,表3
の規定に適合しなければならない。原料基油は,動粘度(40 ℃)6.12〜74.8 mm2/sのものとし,必要に応
じて,原料基油の動粘度を試験成績書に付記する。
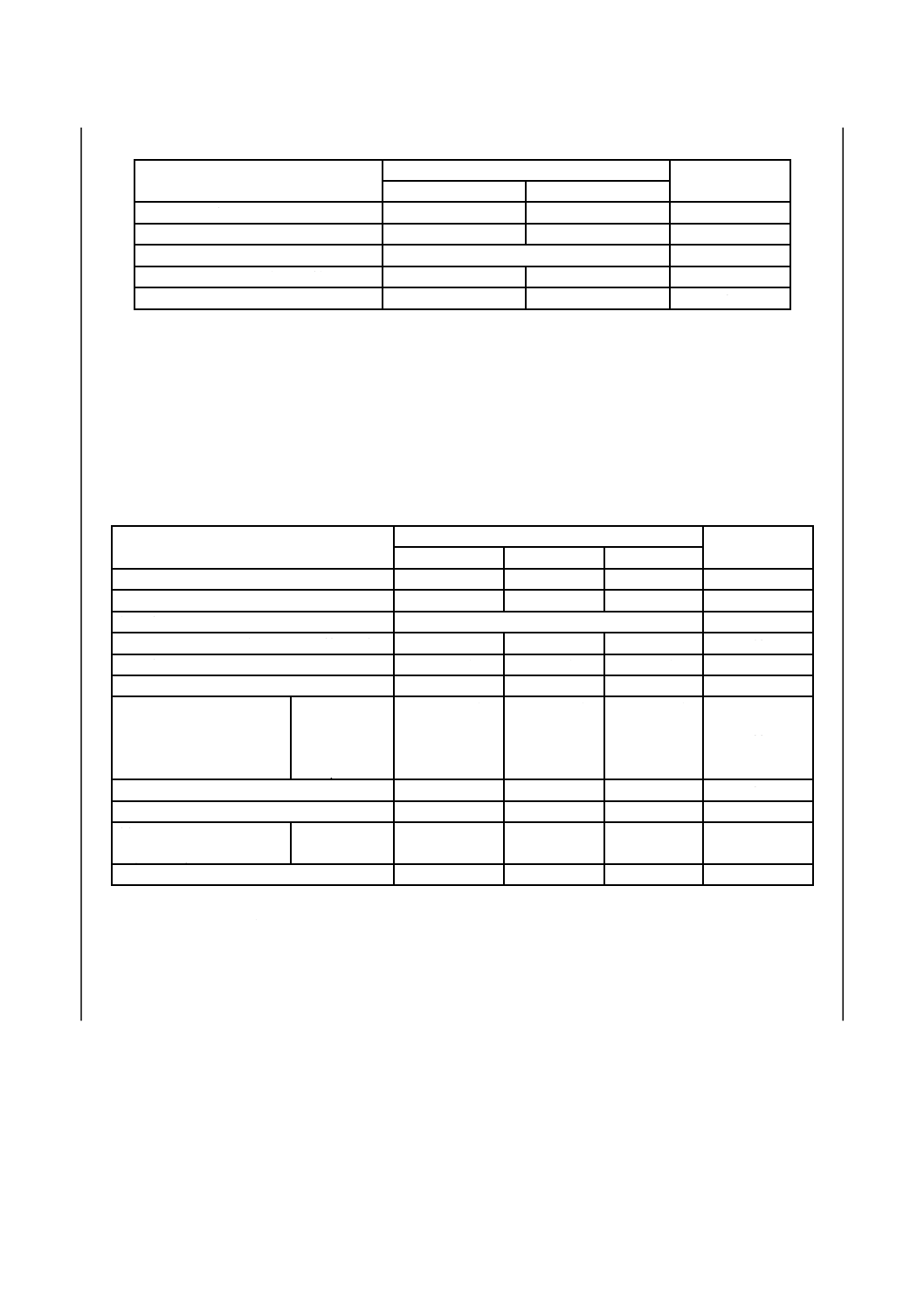
表3−一般用グリース1種
試験項目
ちょう度番号
箇条番号
1号
2号
3号
4号
混和ちょう度
310〜340
265〜295
220〜250
175〜205
7.5
滴点
℃
80以上
85以上
85以上
90以上
8
銅板腐食(室温,24 h)
銅板に緑色又は黒色変化なし
9(A法)
灰分
質量分率%
3.0以下
3.5以下
4.0以下
4.5以下
14
水洗耐水度(38 ℃,1 h) 質量分率%
20以下
20以下
20以下
20以下
16
水分
質量分率%
2.0以下
2.5以下
2.5以下
3.0以下
22
5.1.2
一般用グリース2種
一般用グリース2種は,箇条7〜箇条10及び箇条15によって試験を行ったとき,表4の規定に適合し
なければならない。原料基油は,動粘度(40 ℃)41.4〜242 mm2/sのものとし,必要に応じて,原料基油
の動粘度を試験成績書に付記する。
7
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−一般用グリース2種
試験項目
ちょう度番号
箇条番号
2号
3号
混和ちょう度
265〜295
220〜250
7.5
滴点
℃
170以上
170以上
8
銅板腐食(室温,24 h)
銅板に緑色又は黒色変化なし
9(A法)
蒸発量(99 ℃,22 h)
質量分率%
2.0以下
2.0以下
10
混和安定度
375以下
375以下
15
5.2
転がり軸受用グリース
5.2.1
転がり軸受用グリース1種
転がり軸受用グリース1種は,箇条7〜箇条13,箇条15,箇条16,箇条18及び箇条21によって試験を
行ったとき,表5の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増ちょう剤の
種類を試験成績書に付記する。
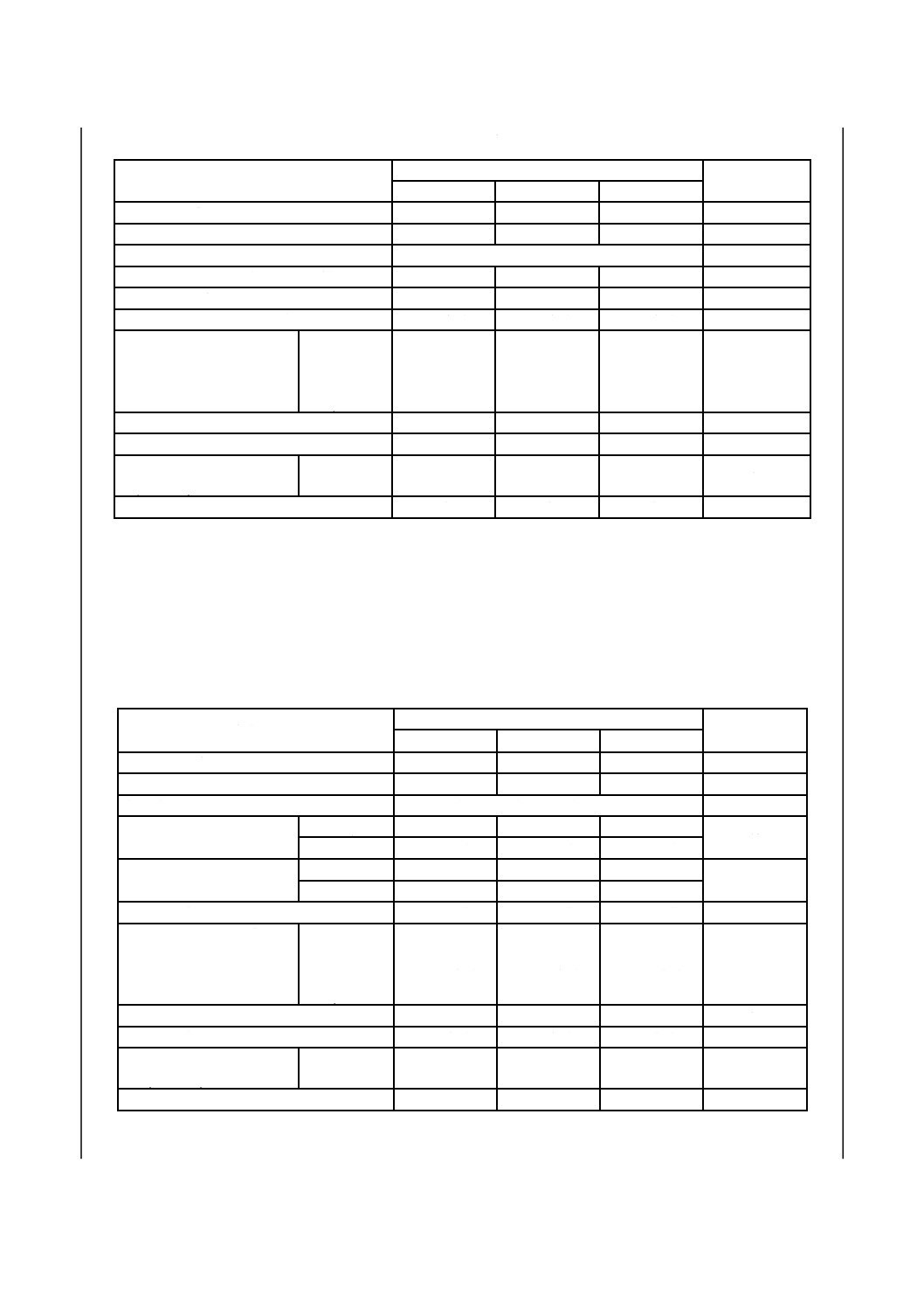
表5−転がり軸受用グリース1種
試験項目
ちょう度番号
箇条番号
1号
2号
3号
混和ちょう度
310〜340
265〜295
220〜250
7.5
滴点
℃
170以上
175以上
175以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量(99 ℃,22 h)
質量分率%
2.0以下
2.0以下
2.0以下
10
離油度(100 ℃,24 h)
質量分率%
10以下
5以下
5以下
11
酸化安定度(99 ℃,100 h)
kPa
70以下
70以下
70以下
12
きょう雑物 個/cm3
10 µm以上
25 µm以上
75 µm以上
125 µm以上
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
13
混和安定度
400以下
375以下
350以下
15
水洗耐水度(38 ℃,1 h)
質量分率%
10以下
10以下
10以下
16
低温トルク
(−20 ℃) mN・m
起動トルク
回転トルク
490以下
250以下
590以下
290以下
790以下
390以下
18
湿潤(14日)
A級
A級
A級
21
5.2.2
転がり軸受用グリース2種
転がり軸受用グリース2種は,箇条7〜箇条13,箇条15,箇条16,箇条18及び箇条21によって試験を
行ったとき,表6の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増ちょう剤の
種類を試験成績書に付記する。
8
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−転がり軸受用グリース2種
試験項目
ちょう度番号
箇条番号
0号
1号
2号
混和ちょう度
355〜385
310〜340
265〜295
7.5
滴点
℃
145以上
150以上
150以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量(99 ℃,22 h)
質量分率%
10.0以下
10.0以下
10.0以下
10
離油度(100 ℃,24 h)
質量分率%
−
12以下
10以下
11
酸化安定度(99 ℃,100 h)
kPa
70以下
70以下
70以下
12
きょう雑物 個/cm3
10 µm以上
25 µm以上
75 µm以上
125 µm以上
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
13
混和安定度
430以下
400以下
375以下
15
水洗耐水度(38 ℃,1 h)
質量分率%
−
10以下
10以下
16
低温トルク
(−40 ℃) mN・m
起動トルク
回転トルク
390以下
200以下
490以下
250以下
590以下
290以下
18
湿潤(14日)
A級
A級
A級
21
5.2.3
転がり軸受用グリース3種
転がり軸受用グリース3種は,箇条7〜箇条13,箇条15,箇条16,箇条18及び箇条21によって試験を
行ったとき,表7の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増ちょう剤の
種類を試験成績書に付記する。
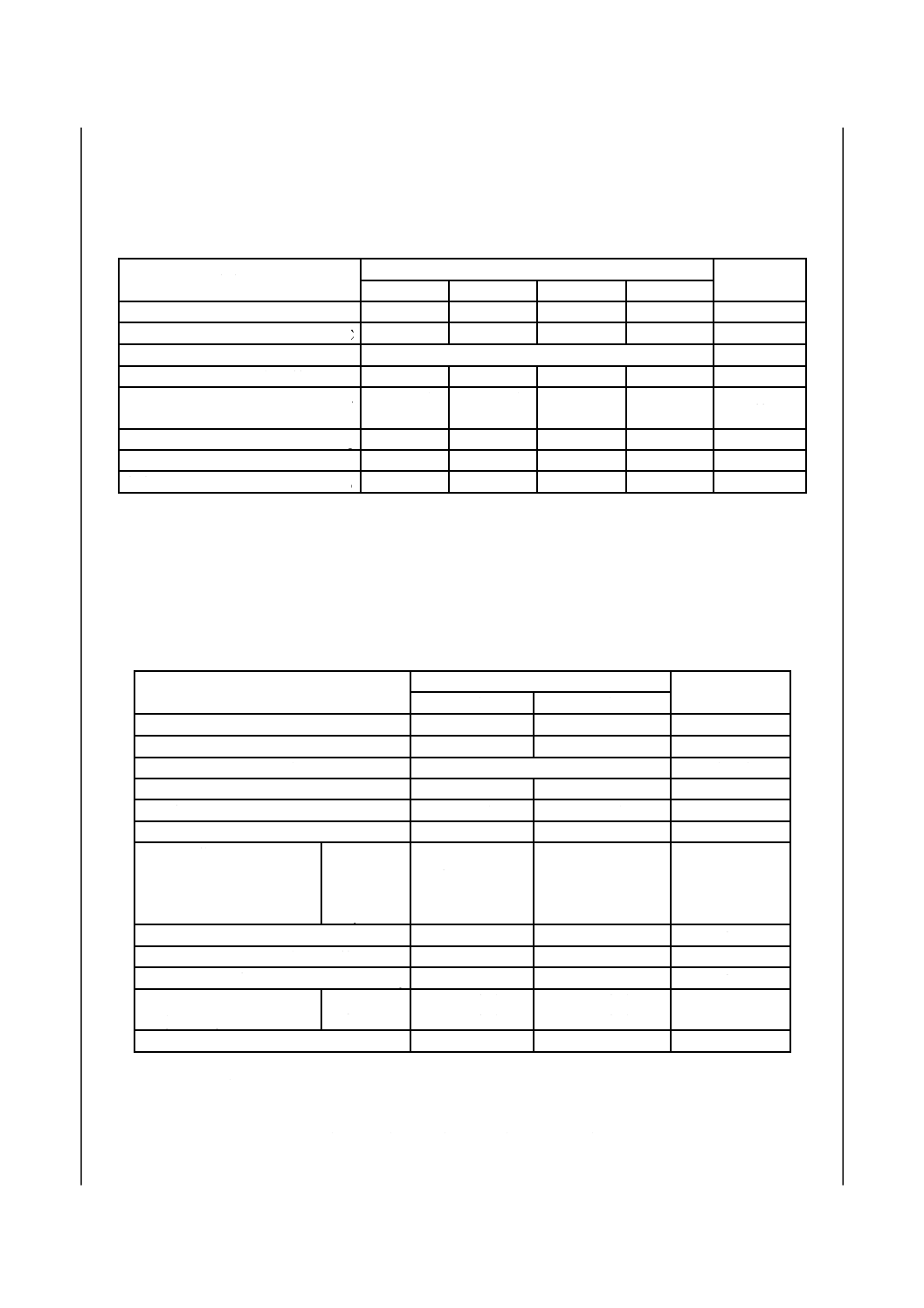
表7−転がり軸受用グリース3種
試験項目
ちょう度番号
箇条番号
1号
2号
3号
混和ちょう度
310〜340
265〜295
220〜250
7.5
滴点
℃
180以上
185以上
185以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量
質量分率%
99 ℃, 22 h
1.5以下
1.5以下
1.5以下
10
130 ℃, 22 h
5.0以下
5.0以下
5.0以下
離油度
質量分率%
100 ℃, 24 h
10以下
5以下
5以下
11
130 ℃, 24 h
12以下
8以下
8以下
酸化安定度(99 ℃,100 h)
kPa
50以下
50以下
50以下
12
きょう雑物 個/cm3
10 µm以上
25 µm以上
75 µm以上
125 µm以上
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
13
混和安定度
400以下
375以下
350以下
15
水洗耐水度(38 ℃,1 h)
質量分率%
10以下
10以下
10以下
16
低温トルク
(−30 ℃) mN・m
起動トルク
回転トルク
490以下
250以下
590以下
290以下
790以下
390以下
18
湿潤(14日)
A級
A級
A級
21
5.3
自動車用シャシーグリース
9
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
自動車用シャシーグリース1種は,箇条7〜箇条9,箇条16及び箇条19〜箇条22によって試験を行っ
たとき,表8の規定に適合しなければならない。必要に応じて,原料基油の動粘度を試験成績書に付記す
る。
表8−自動車用シャシーグリース1種
試験項目
ちょう度番号
箇条番号
00号
0号
1号
2号
混和ちょう度
400〜430
355〜385
310〜340
265〜295
7.5
滴点 ℃
80以上
85以上
90以上
90以上
8
銅板腐食(室温,24 h)
銅板に緑色又は黒色変化なし
9(A法)
水洗耐水度(38 ℃,1 h) 質量分率%
−
−
20以下
10以下
16
見掛け粘度 Pa・s
(−10 ℃,ずり速度10 s−1)
100以下
200以下
−
−
19
チムケン式耐荷重能 O K値 kg
4.08以上
4.08以上
4.08以上
4.08以上
20
湿潤(14日)
−
−
A級
A級
21
水分 質量分率%
2.0以下
2.0以下
2.0以下
2.0以下
22
5.4
自動車用ホイールベアリンググリース
自動車用ホイールベアリンググリース1種は,箇条7〜箇条13,箇条15〜箇条18及び箇条21によって
試験を行ったとき,表9の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増ちょ
う剤の種類を試験成績書に付記する。
表9−自動車用ホイールベアリンググリース1種
試験項目
ちょう度番号
箇条番号
2号
3号
混和ちょう度
265〜295
220〜250
7.5
滴点
℃
175以上
175以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量(99 ℃,22 h)
質量分率%
2.0以下
2.0以下
10
離油度(100 ℃,24 h)
質量分率%
5以下
5以下
11
酸化安定度(99 ℃,100 h)
kPa
70以下
70以下
12
きょう雑物 個/cm3
10 µm以上
25 µm以上
75 µm以上
125 µm以上
5 000以下
3 000以下
500以下
0
5 000以下
3 000以下
500以下
0
13
混和安定度
375以下
375以下
15
水洗耐水度(79 ℃,1 h)
質量分率%
10以下
10以下
16
漏えい度(104 ℃,6 h)
g
10以下
10以下
17
低温トルク
(−20 ℃) mN・m
起動トルク
回転トルク
790以下
390以下
990以下
490以下
18
湿潤(14日)
A級
A級
21
5.5
集中給油用グリース
5.5.1
集中給油用グリース1種
集中給油用グリース1種は,箇条7〜箇条9,箇条19,箇条20及び箇条22によって試験を行ったとき,
表10の規定に適合しなければならない。必要に応じて,原料基油の動粘度を試験成績書に付記する。
10
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−集中給油用グリース1種
試験項目
ちょう度番号
箇条番号
00号
0号
1号
混和ちょう度
400〜430
355〜385
310〜340
7.5
滴点
℃
80以上
85以上
90以上
8
銅板腐食(室温,24 h)
銅板に緑色又は黒色変化なし
9(A法)
見掛け粘度
Pa・s
(−10 ℃,ずり速度10 s−1)
150以下
200以下
400以下
19
チムケン式耐荷重能 OK値
kg
2.72以上
2.72以上
2.72以上
20
水分
質量分率%
2.0以下
2.0以下
2.0以下
22
5.5.2
集中給油用グリース2種
集中給油用グリース2種は,箇条7〜箇条11,箇条13,箇条15,箇条16及び箇条19〜箇条21によっ
て試験を行ったとき,表11の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増ち
ょう剤の種類を試験成績書に付記する。
表11−集中給油用グリース2種
試験項目
ちょう度番号
箇条番号
0号
1号
2号
混和ちょう度
355〜385
310〜340
265〜295
7.5
滴点
℃
170以上
170以上
170以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量(99 ℃,22 h)
質量分率%
2.0以下
2.0以下
2.0以下
10
離油度(100 ℃,24 h)
質量分率%
−
10以下
5以下
11
きょう雑物 個/cm3
25 µm以上
75 µm以上
125 µm以上
3 000以下
500以下
0
3 000以下
500以下
0
3 000以下
500以下
0
13
混和安定度
430以下
400以下
375以下
15
水洗耐水度(38 ℃,1 h)
質量分率%
−
20以下
10以下
16
見掛け粘度
Pa・s
(−10 ℃,ずり速度10 s−1)
150以下
250以下
500以下
19
チムケン式耐荷重能 OK値
kg
2.72以上
2.72以上
2.72以上
20
湿潤(14日)
A級
A級
A級
21
5.5.3
集中給油用グリース3種
集中給油用グリース3種は,箇条7〜箇条9及び箇条19,箇条20及び箇条22によって試験を行ったと
き,表12の規定に適合しなければならない。必要に応じて,原料基油の動粘度を試験成績書に付記する。
表12−集中給油用グリース3種
試験項目
ちょう度番号
箇条番号
0号
1号
2号
混和ちょう度
355〜385
310〜340
265〜295
7.5
滴点
℃
80以上
85以上
90以上
8
銅板腐食(室温,24 h)
銅板に緑色又は黒色変化なし
9(A法)
見掛け粘度
Pa・s
(−10 ℃,ずり速度10 s−1)
200以下
400以下
700以下
19
11
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
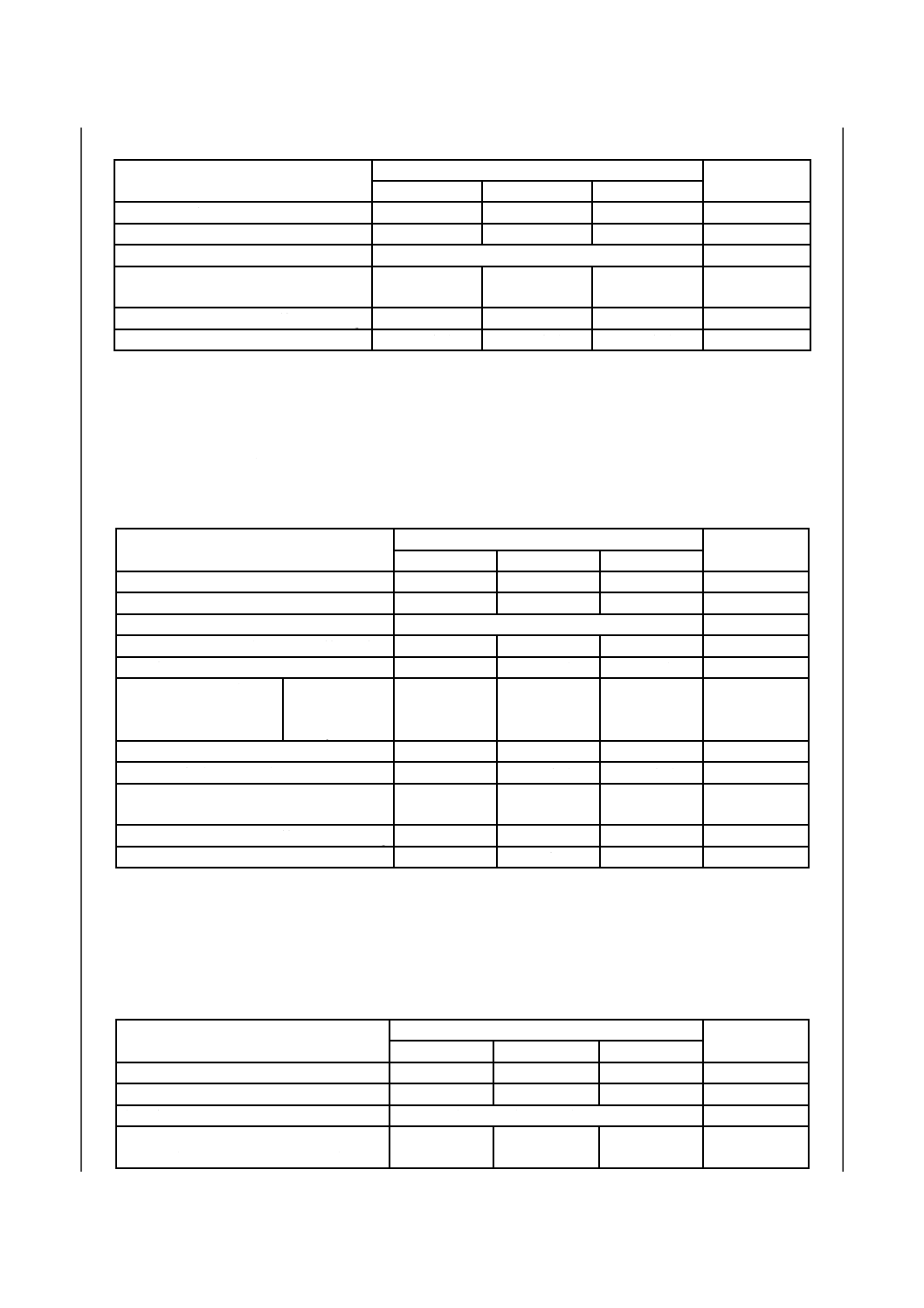
表12−集中給油用グリース3種(続き)
試験項目
ちょう度番号
箇条番号
0号
1号
2号
チムケン式耐荷重能 OK値
kg
9.53以上
9.53以上
9.53以上
20
水分
質量分率%
2.0以下
2.0以下
2.0以下
22
5.5.4
集中給油用グリース4種
集中給油用グリース4種は,箇条7〜箇条11,箇条13,箇条15,箇条16及び箇条19〜箇条21によっ
て試験を行ったとき,表13の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増
ちょう剤の種類を試験成績書に付記する。
表13−集中給油用グリース4種
試験項目
ちょう度番号
箇条番号
0号
1号
2号
混和ちょう度
355〜385
310〜340
265〜295
7.5
滴点
℃
170以上
170以上
170以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量(99 ℃,22 h)
質量分率%
2.0以下
2.0以下
2.0以下
10
離油度(100 ℃,24 h)
質量分率%
−
10以下
5以下
11
きょう雑物 個/cm3
25 µm以上
75 µm以上
125 µm以上
3 000以下
500以下
0
3 000以下
500以下
0
3 000以下
500以下
0
13
混和安定度
430以下
400以下
375以下
15
水洗耐水度(38 ℃,1 h)
質量分率%
−
20以下
10以下
16
見掛け粘度
Pa・s
(−10 ℃,ずり速度10 s−1)
150以下
250以下
500以下
19
チムケン式耐荷重能 OK値
kg
10.9以上
10.9以上
10.9以上
20
湿潤(14日)
A級
A級
A級
21
5.6
高荷重用グリース
高荷重用グリース1種は,箇条7〜箇条11,箇条15,箇条16,箇条21及び箇条26によって試験を行っ
たとき,表14の規定に適合しなければならない。必要に応じて,原料基油の動粘度及び増ちょう剤の種
類を試験成績書に付記する。
表14−高荷重用グリース1種
試験項目
ちょう度番号
箇条番号
0号
1号
2号
3号
混和ちょう度
355〜385
310〜340
265〜295
220〜250
7.5
滴点
℃
170以上
170以上
170以上
175以上
8
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
蒸発量(99 ℃,22 h)
質量分率%
2.0以下
2.0以下
2.0以下
2.0以下
10
離油度(100 ℃,24 h) 質量分率%
−
10以下
5以下
5以下
11
混和安定度
430以下
400以下
375以下
350以下
15
水洗耐水度(38 ℃,1 h) 質量分率%
−
20以下
10以下
10以下
16
湿潤(14日)
A級
A級
A級
A級
21
高速四球試験 融着力(荷重)
N
2 452以上
2 452以上
2 452以上
2 452以上
26
12
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.7
ギヤコンパウンド
ギヤコンパウンド1種は,箇条9,箇条14及び箇条23〜箇条25によって試験を行ったとき,表15の規
定に適合しなければならない。
表15−ギヤコンパウンド1種
試験項目
ちょう度番号
箇条番号
1号
2号
3号
銅板腐食(100 ℃,24 h)
銅板に緑色又は黒色変化なし
9(B法)
灰分
質量分率%
4.0以下
4.0以下
4.0以下
14
動粘度(100 ℃)
mm2/s
50〜120
121〜360
361〜720
23
引火点(COC式)
℃
150以上
150以上
150以上
24
四球式耐荷重能
MPa
0.2以上
0.2以上
−
25
注記 ちょう度番号は,動粘度範囲によって分類したものである。
6
試験方法の種類
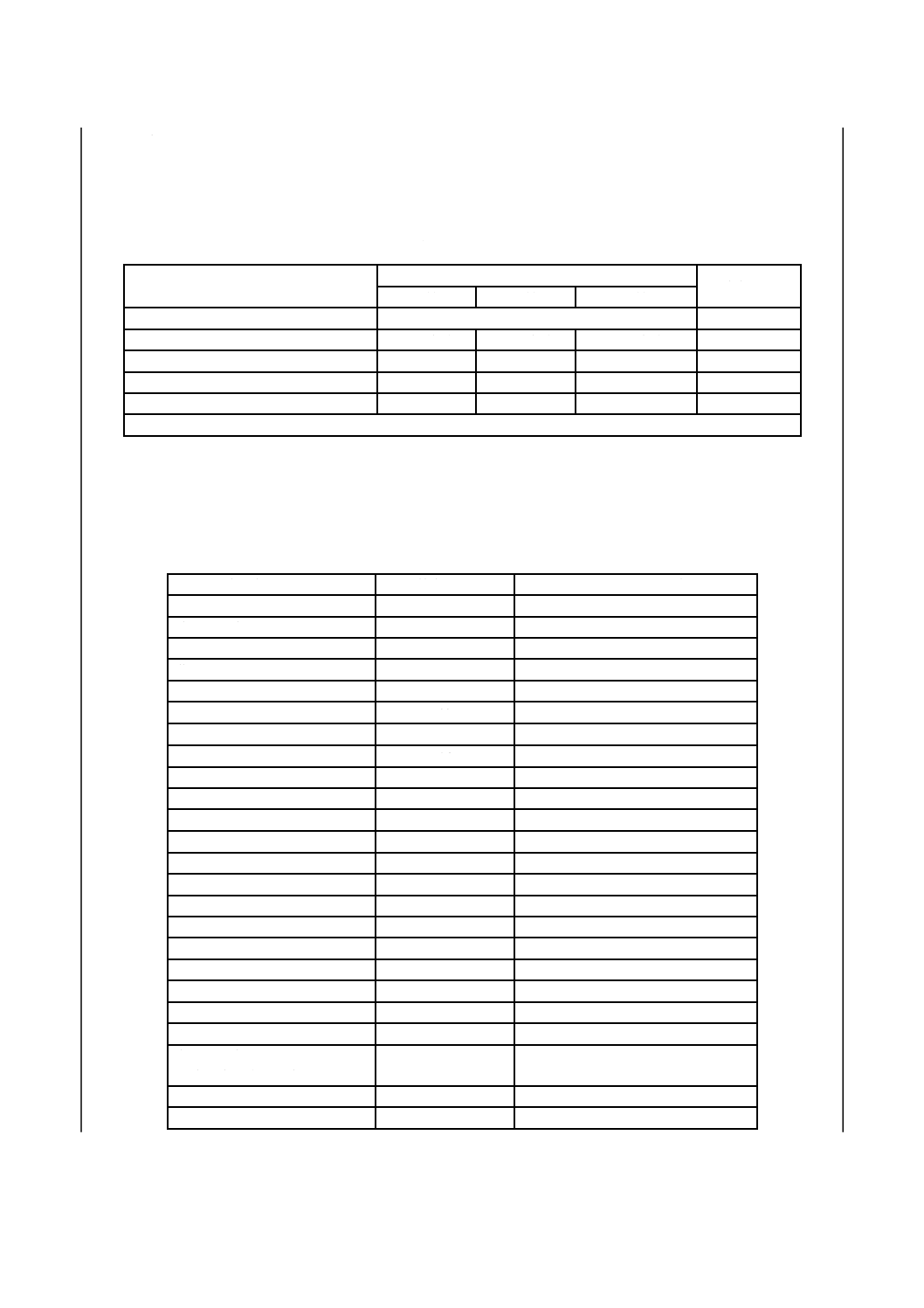
試験方法の種類を表16に示す。
表16−試験方法の種類
試験方法の名称
箇条番号
対応する国際規格
ちょう度試験方法
7
ISO 2137
滴点試験方法
8
ISO 2176
銅板腐食試験方法
9
−
蒸発量試験方法
10
−
離油度試験方法
11
−
酸化安定度試験方法
12
−
きょう雑物試験方法
13
−
灰分試験方法
14
−
混和安定度試験方法
15
−
水洗耐水度試験方法
16
ISO 11009
漏えい度試験方法
17
−
低温トルク試験方法
18
−
見掛け粘度試験方法
19
−
チムケン式耐荷重能試験方法
20
−
湿潤試験方法
21
−
水分試験方法
22
−
動粘度試験方法
23
−
引火点試験方法
24
−
四球式耐荷重能試験方法
25
−
高速四球試験方法
26
ISO 12924の4.4
貯蔵ちょう度試験方法
附属書JA(参考)
−
遊離酸,遊離アルカリ及び
不溶性炭酸塩試験方法
附属書JB(参考)
−
開放式蒸発量試験方法
附属書JC(参考)
−
硫酸灰分試験方法
附属書JD(参考)
−
13
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
ちょう度試験方法
7.1
試験の原理
グリースのちょう度は,25 ℃で,ちょう度計に取り付けた円すいを,つぼに満たした試料に落下させ,
5秒間進入した深さを読み取って求める。
この試験方法は,標準円すいを用いた場合,620までのちょう度に適用する。また,1/2及び1/4円すい
を用いたちょう度試験方法は,試料が少なく,標準円すいを用いることができない場合で,かつ,ちょう
度が175〜385の試料に適用する。また,1/2及び1/4円すいを用いたちょう度試験方法は,標準円すいを
用いたちょう度試験方法の代わりに用いることを目的としていない。
a) 不混和ちょう度は,試験に適した容器にできるだけかき混ぜないでとった試料について測定する。不
混和ちょう度は,使用中のグリースの硬さを混和ちょう度ほど効果的に表さない。グリースの検査に
は,一般的には,混和ちょう度の方が適している。
b) 混和ちょう度は,試料を規定の混和器で60往復混和した直後に測定する。
c) 多回混和ちょう度は,60往復を超えて混和した試料について測定する。
d) 固形ちょう度は,規定の切断器を用いてグリースの塊から切り出した立方体の新しい面について測定
する。
注記 形状を保持するのに十分な硬さの固形グリースのちょう度は,通常,85未満である。
7.2
試験器
ちょう度試験器は,次のa)〜i)からなる。
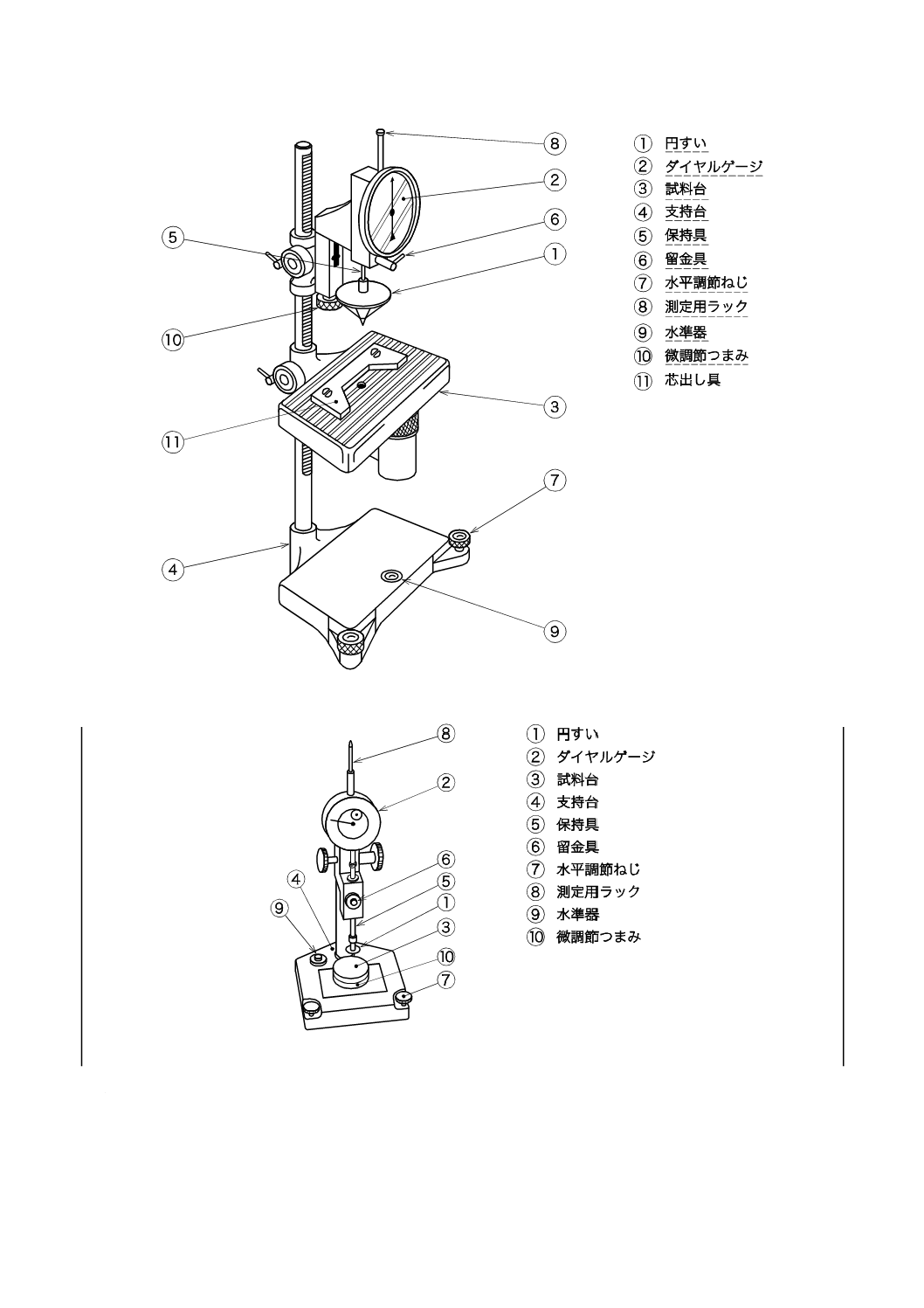
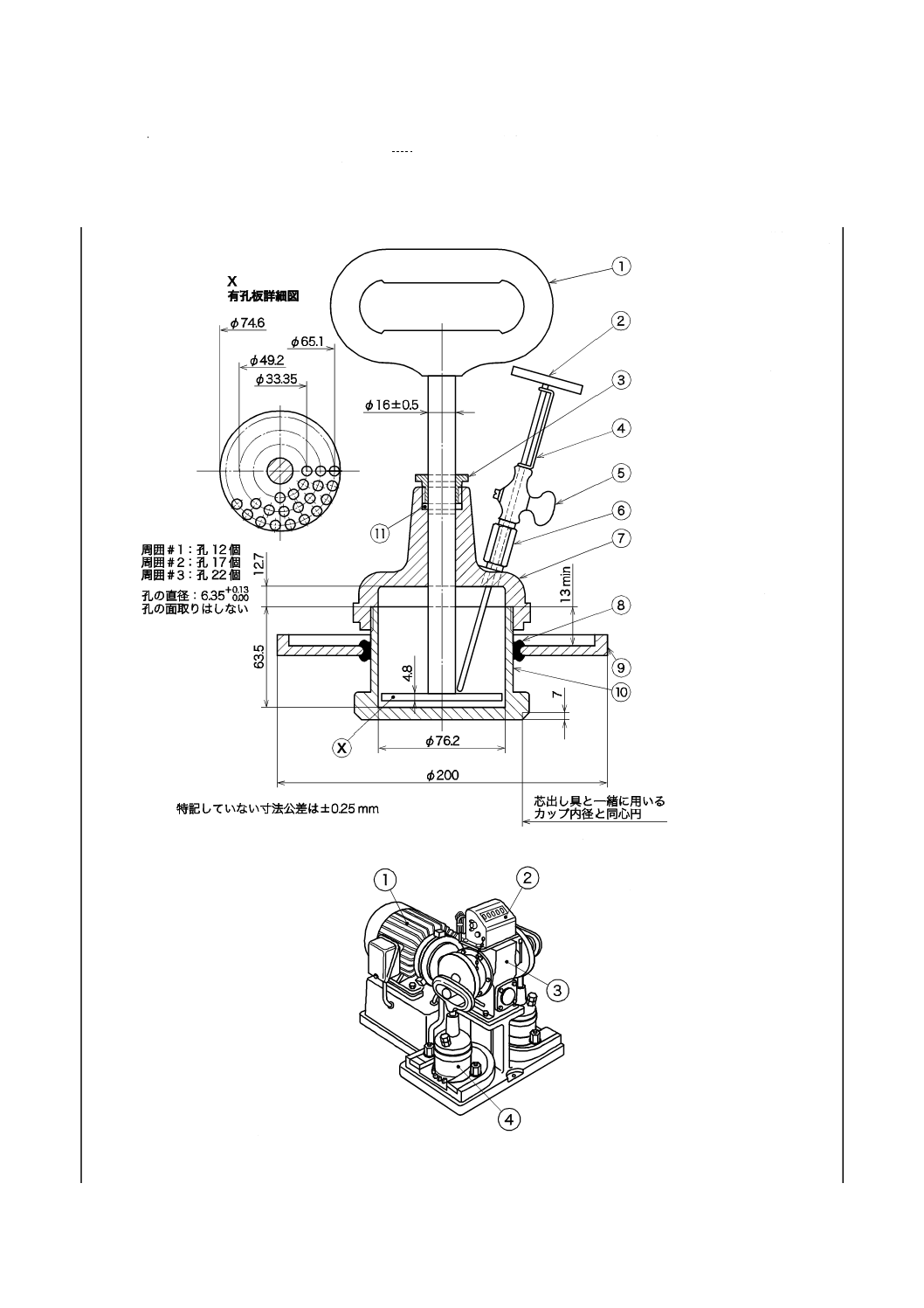
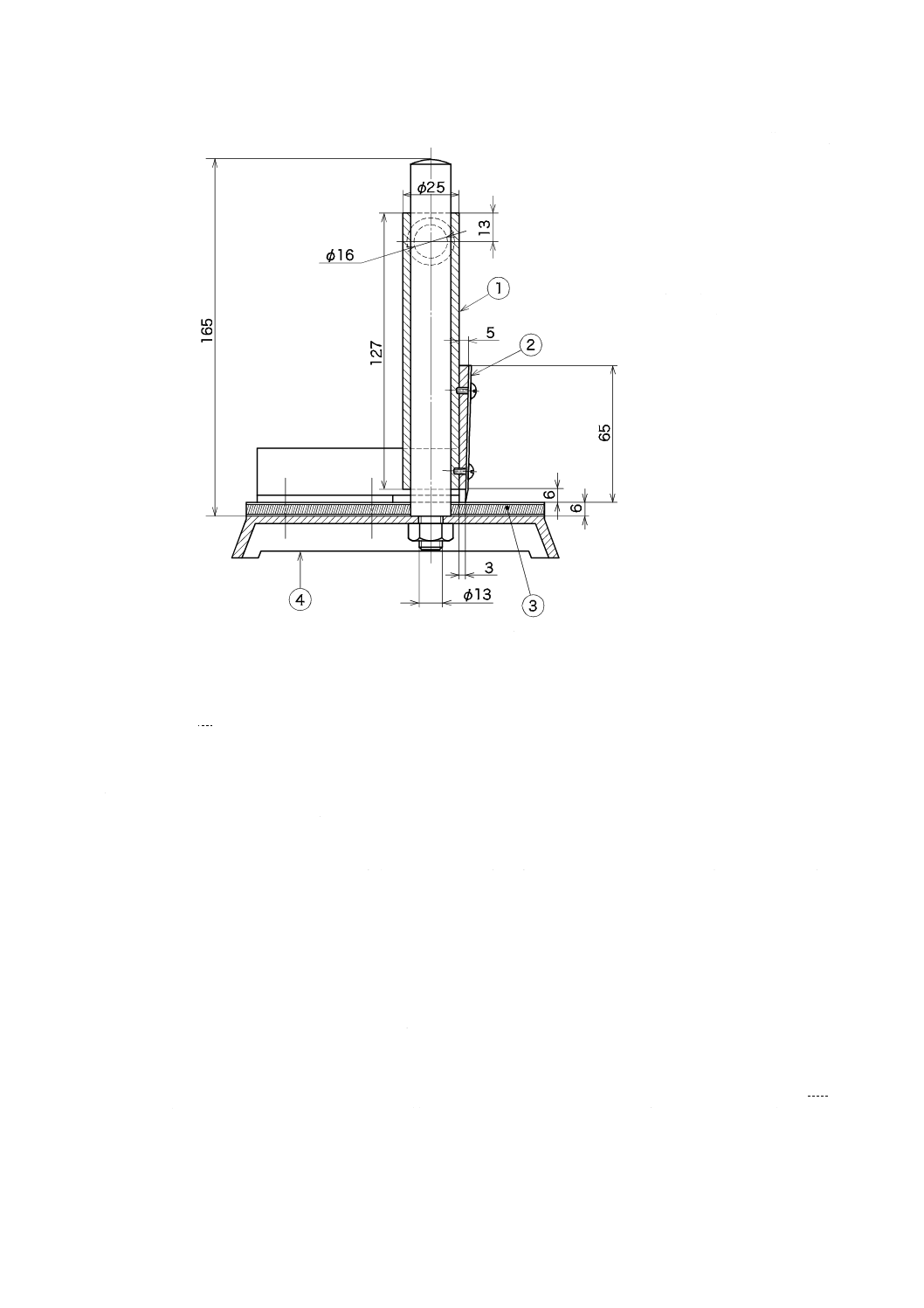
a) ちょう度計 図1にちょう度計の例を示す。ちょう度計は,試料への円すいの進入を0.1 mm単位で
測定できるように設計したもので,円すい部又はちょう度計の試料台は,ダイヤルゲージの読みをゼ
ロに維持しながら,試料の水平面に円すいの先端を正確に接触するように調節できなければならない。
円すいは,ちょう度計に固定した状態から放したときに,ほとんど摩擦なしに62 mm以上落下し,
円すいの先端は,容器の底に当たってはならない。ちょう度計には,円すいの保持具を鉛直に維持す
るための水平調節ねじ及び水準器を備えていなければならない。
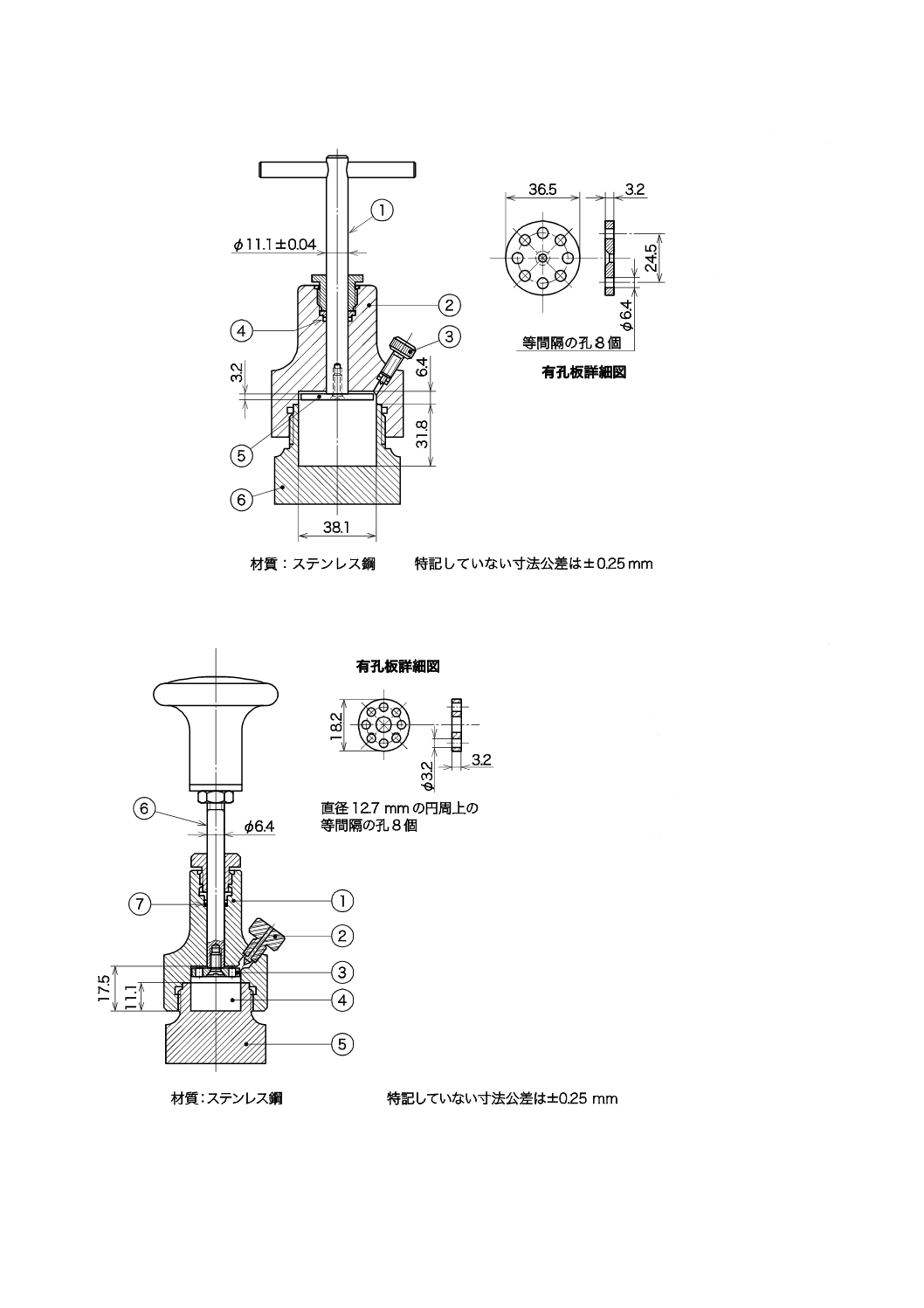
図2に1/2又は1/4ちょう度計の例を示す。1/2及び1/4ちょう度計の円すいは,ほとんど摩擦なし
に20 mm以上落下しなければならない。
14
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−ちょう度計の例
図2−1/2又は1/4ちょう度計の例
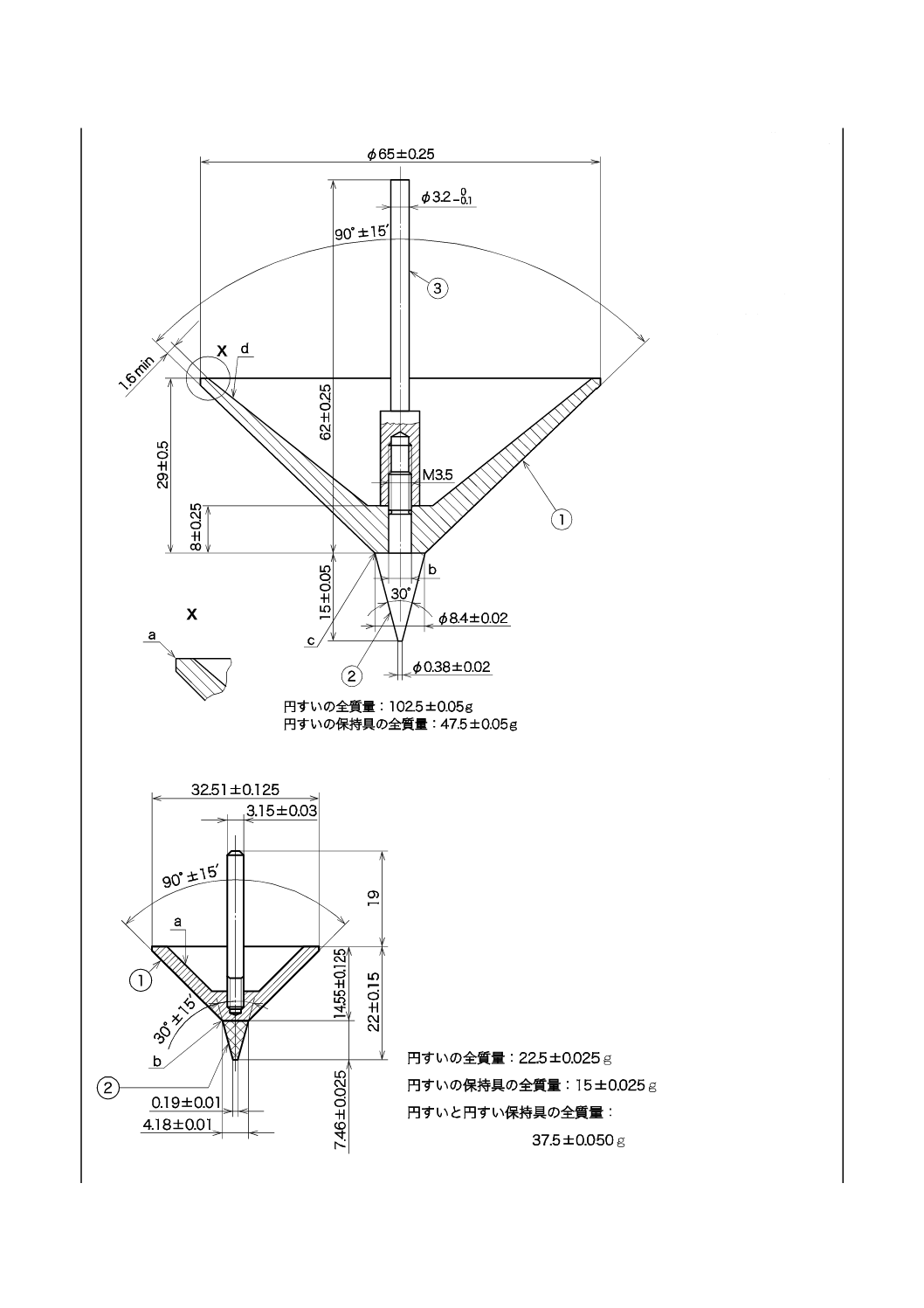
b) 円すい
1) 標準円すい マグネシウム又は他の適切な金属の円すい形の本体に,取外し可能な焼入鋼製先針が
付いたもの。寸法及び公差は,図3による。円すいの全質量は,102.5±0.05 gで,円すいの保持具
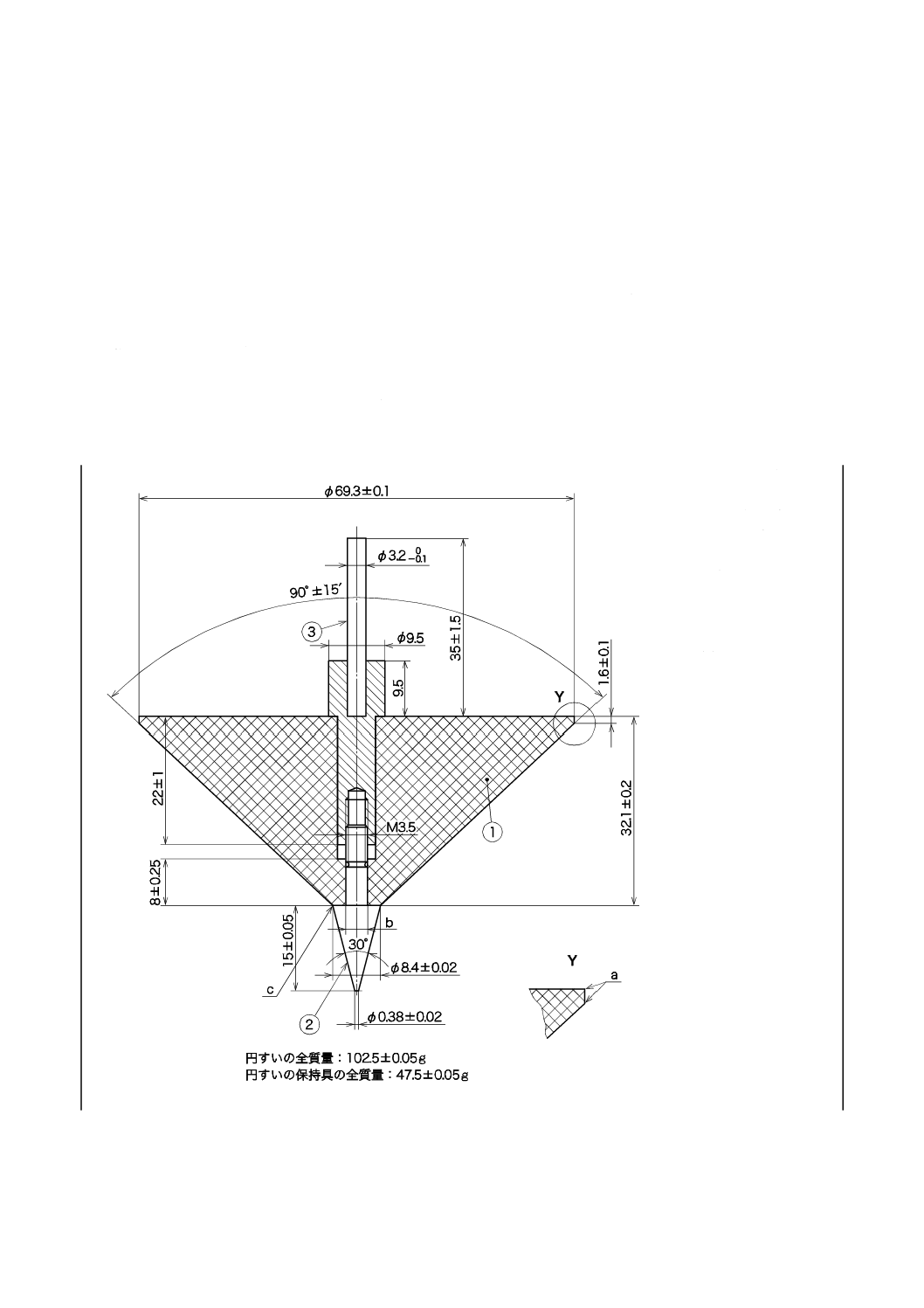
15
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の質量は,47.5±0.05 gでなければならない。保持具は,上端に止めが付き,下端に円すいと連結す
る適切な手段が施されている。形状及び質量分布を変えない場合は,規定の質量に合わせるために
内部構造を変えてもよい。また,外面を研磨して,十分滑らかに仕上げなければならない。ちょう
度が400以下の試料の測定には,オプション円すい(図4)を用いることができる。
2) 1/2円すい及び保持具 鋼製,ステンレス製又は黄銅製で,硬さがロックウェルCスケールの45〜
50の焼入鋼製先針が付き,図5に示す寸法及び公差に適合する構造のもの。保持具は,ステンレス
鋼製でもよい。円すい及び保持具の全質量は,37.5±0.05 gでなければならない。円すいの質量は,
22.5±0.025 g,保持具の質量は,15±0.025 gでなければならない。
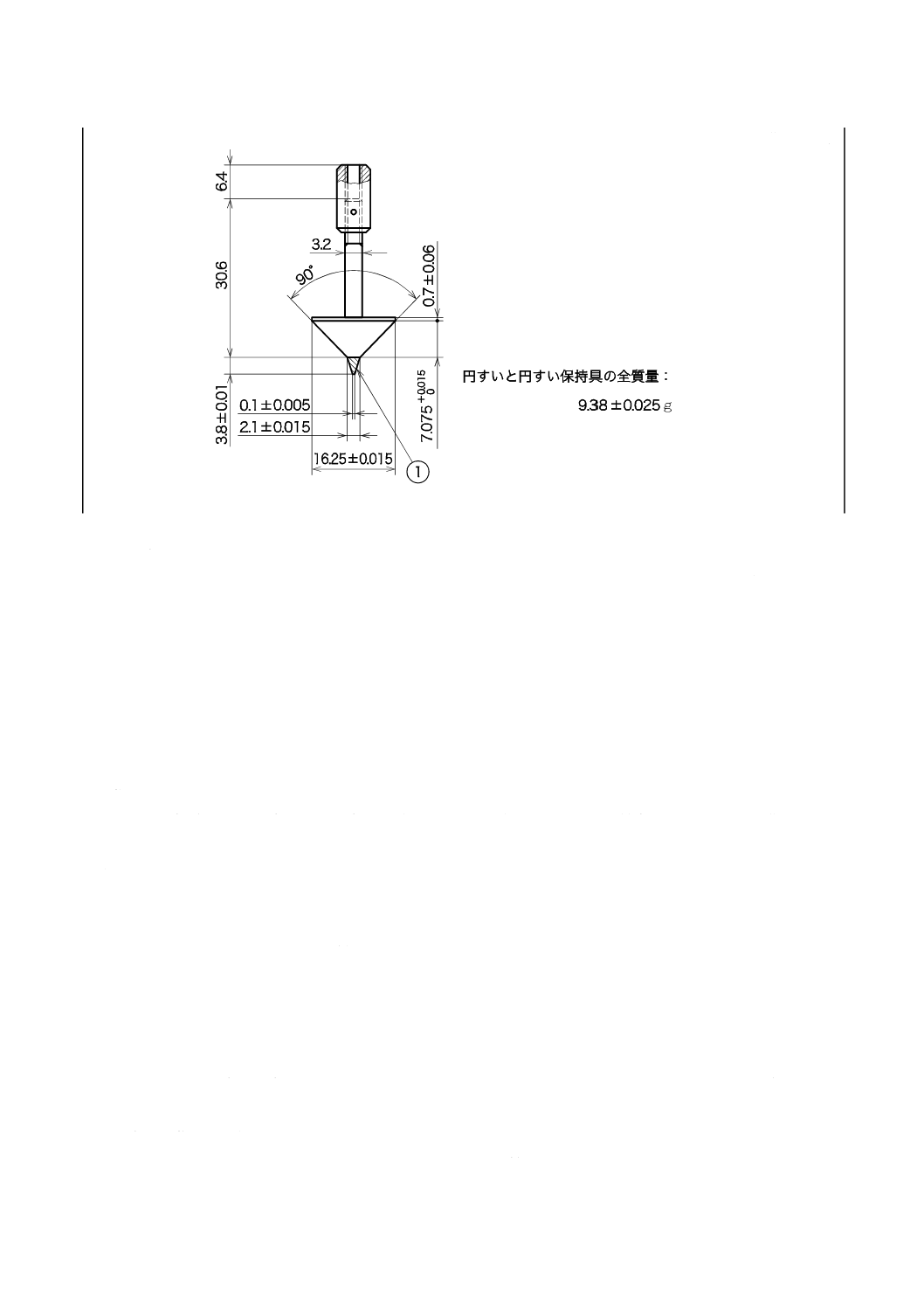
3) 1/4円すい及び保持具 プラスチック又は他の低密度の材料でできた円すい本体に,硬さがロック
ウェルCスケールの45〜50の焼入鋼製先針が付き,図6に示す寸法及び公差に適合する構造とす
る。保持具は,マグネシウム合金製でもよい。円すい及び保持具の全質量は,9.38±0.025 gでなけ
ればならない。円すい及び保持具の全質量は,保持具の空洞に小さいおもりを入れて調整できる。
単位 mm
① 円すい(マグネシウム
又は他の適切な金属
製,表面は,平滑な仕
上げを施したもの)
② 先針(焼入鋼製)
③ シャフト(ステンレス
鋼)
a
端部を丸めてはなら
ない
b
φ4 max締りばめ
c
くい違いがない
図3−標準円すい
16
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① 円すい(黄銅又は
耐食鋼,表面は,
平滑な仕上げを施
したもの)
② 先針(焼入鋼製)
③ シャフト(ステン
レス鋼)
a
鋭い端部は全てと
る
b
φ4 max締りばめ
c
くい違いがない
d
機械加工して質量
を調整する
図4−オプション円すい
単位 mm
① 円すい(表面は,平
滑な仕上げを施した
もの)
② 先針(焼入鋼製)
a
規定質量に内面仕上
げする
b
鋭角部
図5−1/2円すい
17
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① 先針(焼入鋼製)
図6−1/4円すい
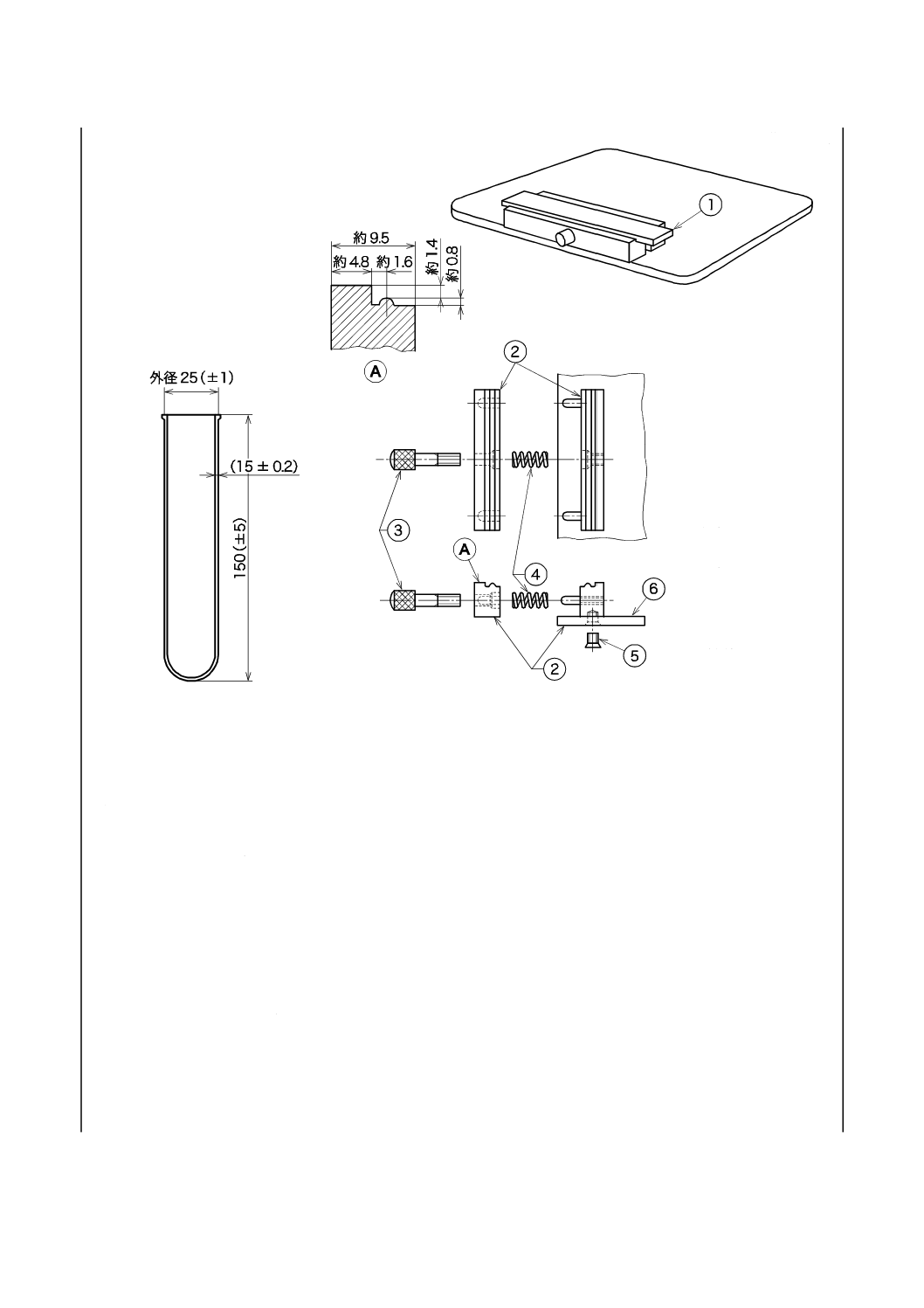
c) 混和器
1) 1/1混和器 図7に示す寸法のもの。寸法を示していない部品の大きさは重要でなく,個々の要求
事項に従って変えることができ,また,蓋の締付け及び混和器の固定に他の方法を用いてもよい。
混和操作は,手動式又は機械式のいずれでもよい。毎分60±10回,67 mm〜71 mmの長さの往復運
動が維持できる設計になっていなければならない。25 ℃を基準の温度とした適切な温度計を通気弁
に差し込めるようになっていなければならない。また,図8に電動混和装置の例を示す。
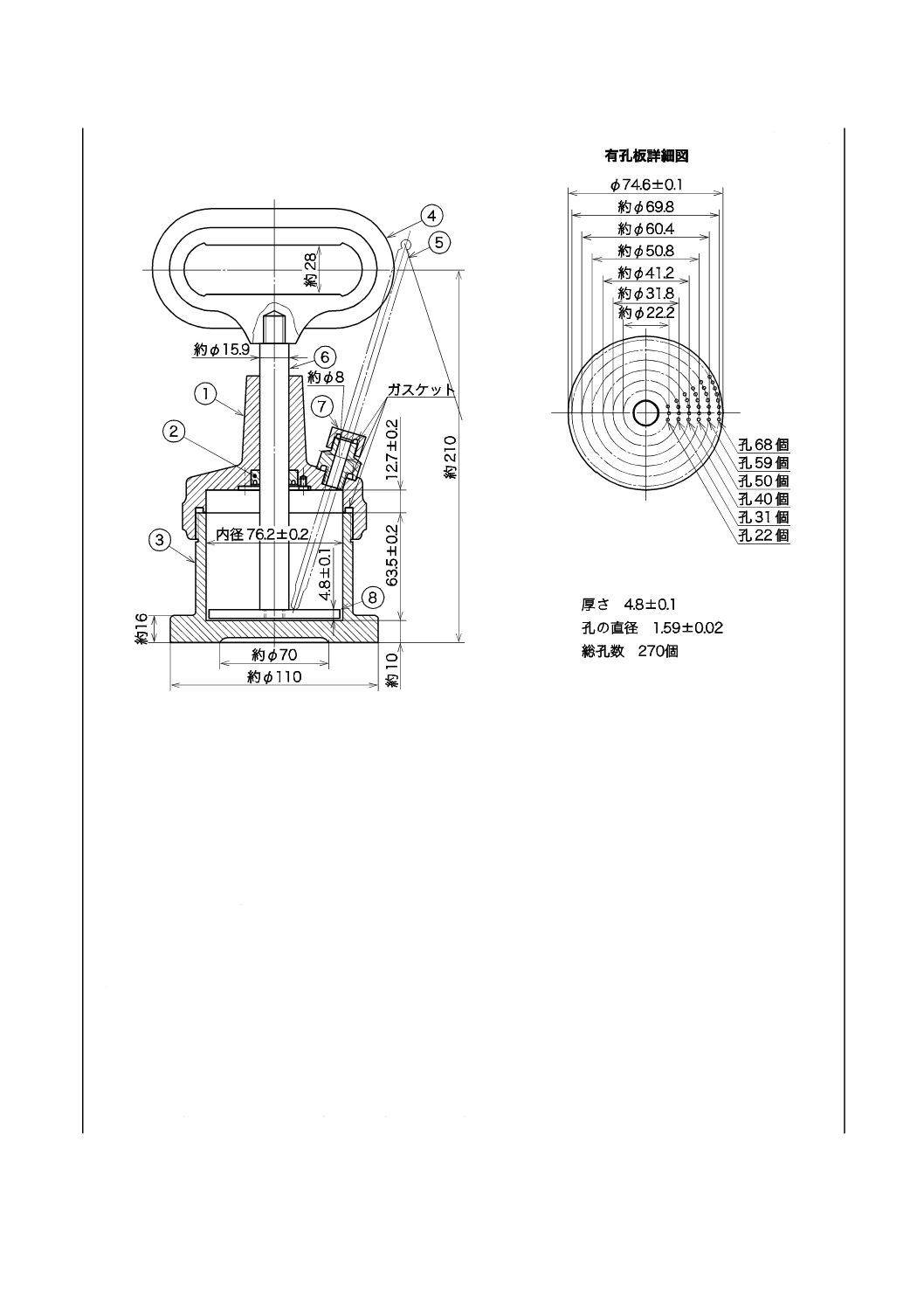
2) 1/2混和器 図9に示す寸法のもの。蓋の締付け及び混和器の固定に他の方法を用いてもよい。混
和の操作は,手動式又は機械式のいずれでもよい。毎分60±10回,最大35 mmの距離の往復運動
が維持できる設計になっていなければならない。
3) 1/4混和器 図10に示す寸法のもの。蓋の締付け及び混和器の固定に他の方法を用いてもよい。混
和の操作は,手動式又は機械式のいずれでもよい。毎分60±10回,最大14 mmの長さの往復運動
が維持できる設計になっていなければならない。
d) オーバーフローリング(任意) オーバーフローリングは,一般的には図7に適合するもので,押し
出された試料を1/1混和器のつぼに戻すのに役立つ。ちょう度を測定している間,つぼの縁から13 mm
以上下側に取り付けて用いる。
e) 切断器 図11に示すように,鋭く面取りした刃が堅く取り付けてあるもの。刃は,まっすぐで,研い
であることが必要である。図11には刃先部の一例も示す。
f)
恒温水浴 25±0.5 ℃に保持でき,組み立てた混和器を入れられるもの。恒温水浴を不混和ちょう度
測定用の試料に用いる場合は,試料表面に水の浸入を防ぐようにし,試料の上の空気温度を25 ℃に
保つためのカバーを取り付けなければならない。
固形ちょう度の測定には,25±0.5 ℃に保持できる空気浴が必要だが,恒温水浴を用いる場合には,
試料を密封容器に入れて,恒温水浴中に浸さなければならない。また,恒温試験室又は空気浴を恒温
水浴の代わりに用いてもよい。
g) 温度計 恒温水浴又は空気浴に用いるもので,25 ℃で校正してあるもの。
18
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h) へら 端部が角形で耐食性があり,幅約32 mmで,長さが150 mm以上の堅い刃がついているもの。
1/2又は1/4円すいを用いる場合は,刃幅が約13 mm必要である。
i)
ストップウォッチ 0.1秒の単位まではかれるもの。
単位 mm
① ハンドル
② 温度計
③ ナット
④ 温度計スペ
ーサ
⑤ 通気弁
⑥ アダプタ
⑦ 蓋
⑧ ゴムリング
(つぼに取
り付けて用
いる)
⑨ オーバーフ
ローリング
(任意)
⑩ つぼ
⑪ パッキン
図7−混和器及びオーバーフローリングの例
① 電動機
② 積算計
③ 減速機
④ 混和器
注記 この図は,ASTM D 217-97のFig.A1.5を基に作成している。
図8−電動混和装置の例
19
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① シャフト
② 蓋
③ 栓
④ Oリング
⑤ 有孔板
⑥ つぼ
(容量:約50 mL)
図9−1/2混和器の例
単位 mm
① 蓋
② 栓
③ 有孔板
④ 直径19.0 mm×長さ17.5 mm
の室
⑤ つぼ
(有孔板を含めた容量:
約4 mL)
⑥ シャフト
⑦ Oリング
図10−1/4混和器の例
20
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① パイプ
② 65×185の刃(焼入鋼)
両面を研磨し,厚さ1.2 mm
にし,下端を研磨し,刃を
付ける。
③ 合板(上面の木目が刃に対
して直角)
④ リングスタンド
図11−切断器の例
7.3
試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
7.4
標準円すいを用いる不混和ちょう度試験の手順
a) 試料の準備
1) 試料は,1/1混和器のつぼにあふれ出るほど満たすのに十分な量(0.5 kg以上)を用意する。
ちょう度が200を超える場合,つぼを満たす量の3倍(1.5 kg以上)が必要である。
2) 組み立てた空の1/1混和器又は内径が同じ寸法の金属容器を準備し,必要な量の試料を入れた蓋付
きの金属容器とともに25 ℃の恒温水浴中に入れ,この中で十分な時間保持して,試料の温度を25
±0.5 ℃にする。この容器の中の試料を,できれば一塊で,1/1混和器のつぼ又は内径が同じ寸法の
金属容器へ移してあふれ出るほど満たす。このつぼ又は金属容器を適切な台などにたたきつけるよ
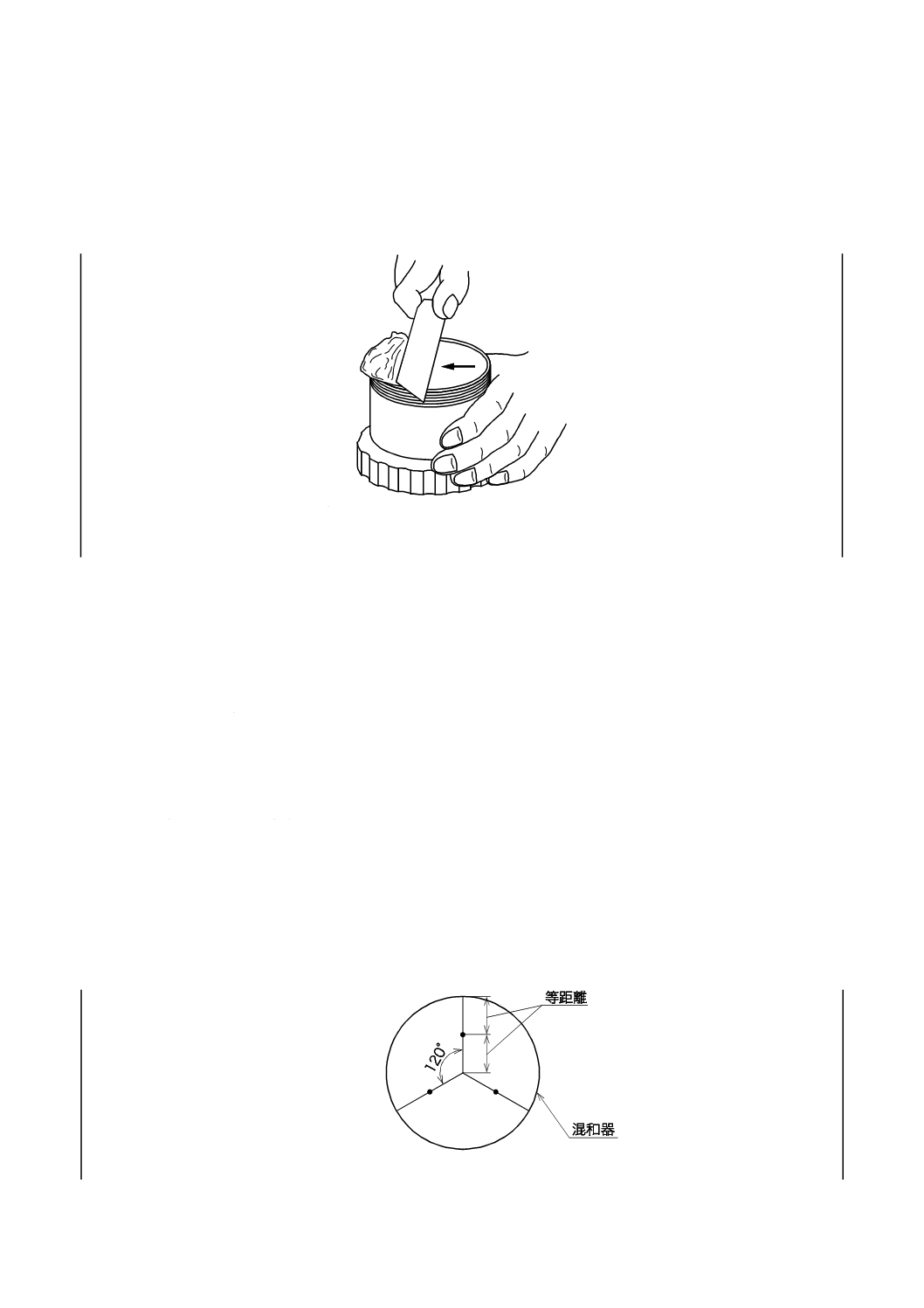
うに落として試料に混入した空気を除き,再度,へらでつぼ又は金属容器いっぱいに試料を詰める。
このとき,試料をかき混ぜないように,また,試料中に空隙ができないように注意する。へらの面
を移動させる方向に約45°傾け,つぼ又は金属容器の上縁に沿ってへらを動かし,過剰の試料を除
いて試料の表面を平らにする。へらの動かし方の一例を図12に示す。以後,測定前に試料の表面に
へらなどで触れてはならない。また,速やかに測定を行わなければならない。試料の温度が17 ℃
以下,33 ℃以上又は試料を25 ℃に調節するために別の方法を用いる場合は,試験を行う前に十分
な時間をかけ,25±0.5 ℃にする。試料が0.5 kgより多い場合も十分な時間をかけ,25±0.5 ℃にす
る。試料の温度が,均一に25±0.5 ℃に保たれている場合に試験を行う。
21
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 標準円すいと保持具の清掃 試験前に,標準円すいを注意深く清浄にする。保持具を高い位置にしっ
かり固定すると清掃中の保持具の曲がりを防げる。保持具に付いたグリース及び油は,落下装置の動
きを遅くすることがあるので,全て取り除く。落下装置に摩耗を生じることがあるので,円すいを回
転してはならない。ちょう度が400以下の場合は,オプション円すい(図4)を用いることができる。
注記 この図は,ASTM D 217-97のFig.2を基に作成している。
図12−へらの動かし方の例
c) ちょう度の測定
1) 水平位置に調節したちょう度計の試料台上につぼを置いて揺れないようにする。円すいの位置をダ
イヤルゲージのゼロ点に合わせた後,円すい部又は試料台のいずれかを上下に動かし,先端が2)及
び3)に定める位置で試料の表面に接触するように調節する。円すいの針先の影を見ると,正確に調
節しやすい。ちょう度が400を超える試料では,つぼの中心を円すいの針先から0.3 mm以内に合
わせる。つぼの中心に合わせる一方法は,図1に示す芯出し具を用いることである。次に,留金具
を迅速に押して,円すいを5±0.1秒間進入させる。落下装置部で保持具が滑らかに動かなければな
らない。測定用ラックが止まるまで静かに押し下げ,指針の示度を整数で読み取る。
2) 試料のちょう度が200を超える場合,つぼ又は金属容器の中で円すいの心出しを注意深く行う。こ
の試料は,1回の試験にだけ用いる。
3) 試料のちょう度が200以下の場合,一つのつぼ又は金属容器で3回の試験を行う。測定箇所は,約
120°間隔の半径上で容器の中心と縁との中間点とする。ちょう度測定位置の例を図13に示す。そ
の結果,円すいがつぼ又は金属容器の縁に当たらず,前の測定位置に突き当たることもない。
4) 3個のつぼ又は金属容器又は1個のつぼ又は金属容器中の試料に対して合計3回の測定を行い,得
られた値を記録する。
図13−ちょう度測定位置,●点の例
22
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5
標準円すいを用いる混和ちょう度試験の手順
a) 試料の準備
1) 試料は,1/1混和器のつぼにあふれ出るほど満たすのに十分な量の試料(0.5 kg以上又は1.5 kg以上)
を用意する。
2) 試料を,空気の混入を避けながらへらを用いて清浄な1/1混和器のつぼにあふれ出るほど満たす(中
心部を約13 mm盛り上げる)。つぼを適切な台などに時々たたきつけるように落として,試料に混
入した空気を除く。有孔板を上げた状態で1/1混和器を組み立て,次に,通気弁を開けた状態で有
孔板をつぼの底部まで押し下げる。温度計を通気弁に通して挿入し,その先端を試料の中心に置く。
組み立てた1/1混和器を25 ℃に保持した恒温水浴内に浸し,試料に挿入した温度計の示度が25±
0.5 ℃になるまで放置する。
なお,混和器のつぼより上の部分を浸す必要がある場合は,混和器への浸水を防ぐために,つぼ
に防水対策を施す。
3) 次に,混和器を恒温水浴から取り出し,表面に付着した水を拭き取る。温度計を抜き取って通気弁
を閉じる。有孔板を試料内で約1分間に60往復させてから,頂部に戻す。通気弁を開けて蓋及び有
孔板を取り外し,付着している試料をできるだけ多くかき集めてつぼに戻す。
混和ちょう度は,放置すると測定値が著しく変わることがあるので速やかにb)及びc)に従って操
作を進める。
b) 試料の調製
1) 混和したつぼの中の試料を,均質で再現性のある試料が得られるように調製する。
2) つぼを机,床などに強くたたきつけるように落として,再度,つぼにへらで試料を詰めて有孔板で
試料中に生じた孔及び空隙を満たす。試料がはね飛ばないように注意しながら,つぼを適切な台な
どに激しくたたきつけて混入した空気を除く。この操作では,試料を必要以上にこねまわさないよ
うに注意する。過度のかくはんは,規定回数以上の混和を与える可能性があるので注意する。
3) へらの面を移動させる方向に約45°傾け,容器の上縁に沿ってへらを動かし,過剰の試料を除いて
試料の表面を平らにする。取り除いた試料は取っておく。軟らかい試料を試験する場合,特に,つ
ぼからかき取った試料を別の容器に取っておく。つぼの縁の外部を清浄に保ち,ちょう度計の円す
いによってつぼからあふれた試料は,次の測定に備え,つぼに戻す。
c) ちょう度の測定
1) 7.4 b)及び7.4 c)に従って試料のちょう度を測定する。
2) 直ちに,同じ試料について連続2回の測定を行う。まず,へらを用い,取り除いておいた試料をつ
ぼに戻し,7.5 b)に従って試料の調製を行う。次に,7.4 b)及び7.4 c)に規定する操作を繰り返す。得
られた3個の値を記録する。
7.6
標準円すいを用いる多回混和ちょう度試験の手順
a) 試験器及び試料の準備
1) 試験を行う試験室の温度を15 ℃〜30 ℃の範囲に維持する。混和器に対するこれ以上の温度制御は
不要だが,試料は,試験開始前からこの試験室に十分な時間放置し,試料の温度を15 ℃〜30 ℃の
範囲に保つ。
2) 清浄な混和器に試料を満たし,混和器を組み立てる。試料を規定又は受渡当事者間で合意した往復
回数だけ混和する。混和中の漏れを最小にするために,混和器蓋のパッキン押さえに特別な注意を
払う必要がある。
23
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ちょう度の測定 混和終了後,直ちに混和器を規定温度の恒温水浴又は空気浴の中に入れ,試料の温
度を15時間以内に25±0.5 ℃にする。混和器を浴から取り出し,試料を更に60回混和する。7.5 a)
及び7.5 b)に従って試料を調製し,7.5 c)によって,ちょう度を測定する。
7.7
標準円すいを用いる固形ちょう度試験の手順
a) 試料の準備
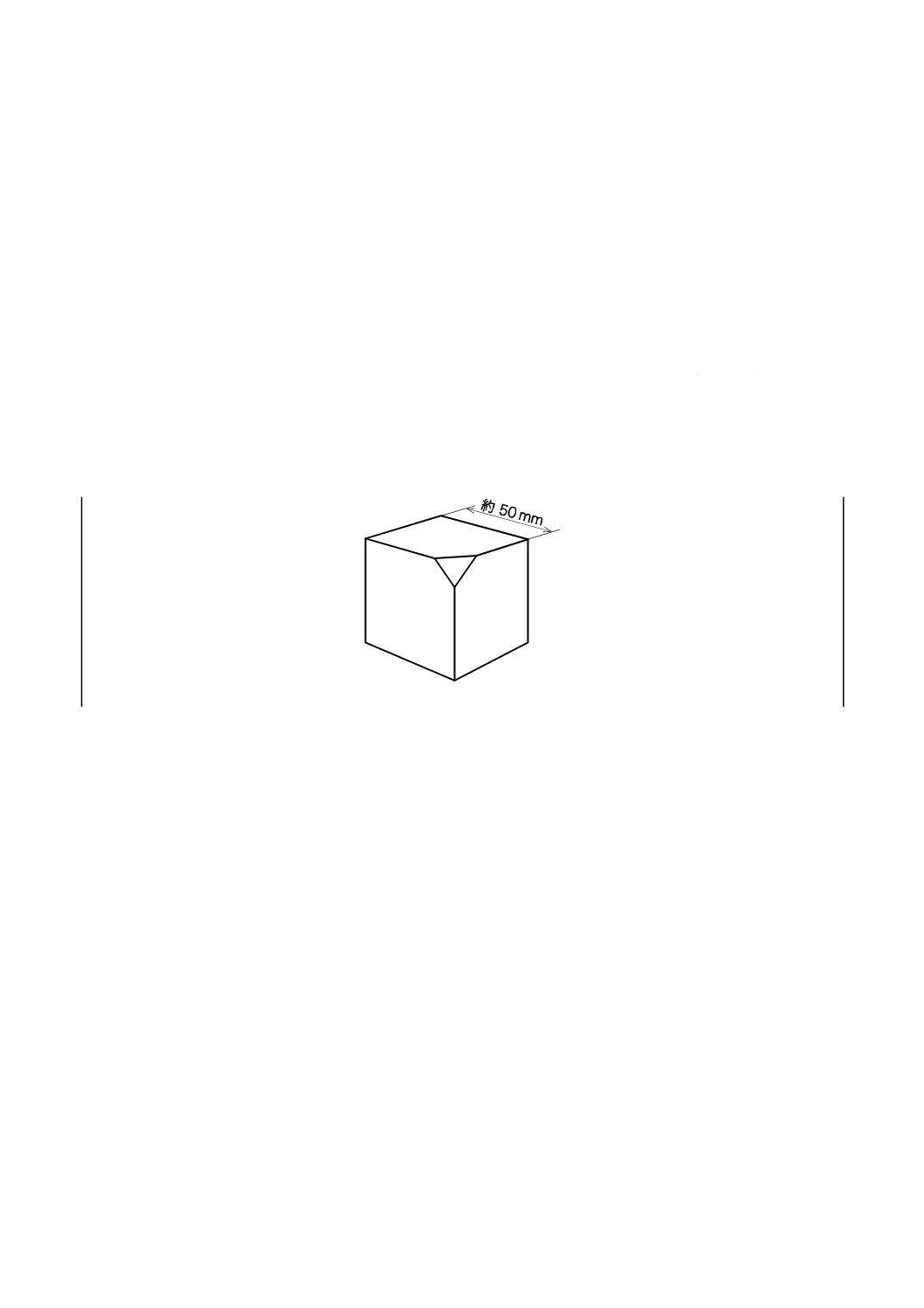
1) 一辺が約50 mmの立方体より大きく,かつ,形を保つのに十分な硬さの試料を用意する。
2) 切断器を用いて,試料として一辺が約50 mmの立方体を室温で切り出し,更に任意の1頂点を共有
する3面をそれぞれ厚さ約1.5 mmだけ削り取って,これを測定面にする。この先端を切って目印
としてもよい。試験に用いる予定の新しく露出させた面に,手が触れないように,また,切断器の
試料台及び案内用側板に触れないように注意する。調製した試料を25 ℃に保持した空気浴中に1
時間以上放置して,試料の温度を25±0.5 ℃にする。固形ちょう度測定用試料の例を図14に示す。
3面で試験する目的は,繊維質グリースの試験における繊維の向きの影響を最終値で均等化するこ
とである。木目(きめ)が滑らかな非繊維質グリースは,受渡当事者間の合意がある場合は,1面
だけの試験でよい。
図14−固形ちょう度測定用試料の例
b) ちょう度の測定 水平に調節したちょう度計の試料台の上に,調製した面の一つを上に向けて試料を
置き,試料を軽く押し付けて水平にし,測定中動かないことを確かめる。円すいの位置をダイヤルゲ
ージのゼロ点に合わせた後,円すい部又は試料台のいずれかを上下に動かし,円すいの先端が試料の
測定表面の中心で僅かに接触するように注意深く調節する。7.4 b)及び7.4 c)の手順に従って,ちょう
度を測定する。同一測定面について合計3回の試験を行う。測定箇所は,縁から6 mm以上離し,ま
た,既に触れた箇所,気孔又は裂け目に当たらないようにできるだけ離す。この測定値のいずれかが,
残りの値と3を超えて異なる場合には,3以内におさまる3個の値が得られるまで測定を繰り返す。
同一測定面について,3個の値を平均する。
c) 他の二つの面についてb)の手順を繰り返し,得られた平均値を記録する。
7.8
1/2又は1/4円すいを用いる不混和ちょう度試験の手順
a) 試料の準備 十分な量の試料をとって,1/2又は1/4混和器のつぼにあふれ出るほど満たす。1/4円す
いを用いたちょう度が47を超える場合又は1/2円すいを用いたちょう度が97を超える場合は,つぼ
を満たす量の3倍以上が必要である。以後は,7.4 a) 2)の手順に従う。
b) 円すい及び保持具の清掃 試験前に,円すいを注意深く清浄にする。保持具を高い位置にしっかり固
定すると清掃中の保持具の曲がりを防げる。保持具に付いたグリース及び油は,落下装置の動きを遅
くすることがあるので,全て取り除く。落下装置に摩耗を生じることがあるので,円すいを回転して
はならない。
24
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) ちょう度の測定
1) 円すいを試料表面の中央に合わせてちょう度の予備測定を行う。ちょう度の概略値が既知の場合,
予備測定を省略できる。
2) 1/4円すいを用いたちょう度が47を超える試料又は1/2円すいを用いたちょう度が97を超える試料
の場合は,円すいを注意深くつぼの中心に合わせる。したがって,この試料は1回の試験にしか使
用できない。
3) 1/4円すいを用いたちょう度が47以下の試料又は1/2円すいを用いたちょう度が97以下の試料の場
合は,一つのつぼで3回試験を行う。測定箇所は,円すいがつぼの縁に当たらず,また,前の試験
の測定位置に突き当たらないように,約120°間隔の半径上でつぼの中心と縁との中間点とする。
4) 7.4 c) 1)及び7.4 c) 4)に従って測定を行う。
7.9
1/2又は1/4円すいを用いる混和ちょう度試験の手順
a) 試料の準備
1) 十分な量の試料をとって,1/2又は1/4混和器のつぼにあふれ出るほど満たす。
2) 7.5 a)の2)及び3)に従って操作を行うが,試料の盛り上げは約6 mmとし,混和器に温度計を差し込
まない。
b) 試料の調製 7.5 b)による。
c) ちょう度の測定
1) 7.4 c) 1)に従って試料のちょう度を測定する。
2) 同じ試料について連続2回の測定を行う。まず,へらを用いて,取り除いておいた試料をつぼに戻
す。次に,7.5 c)及び7.4 c) 1)に従ってちょう度を測定し,得られた3個の値を記録する。
7.10 計算方法及び精度
a) 計算方法 いずれかのちょう度試験方法で測定し,記録したちょう度の平均値をJIS Z 8401によって
丸めの幅1に丸める。
b) 1/2及び1/4円すいを用いたちょう度の換算 1/2及び1/4円すいを用いて得られたちょう度を,次の
式によって標準円すい又はオプション円すいを用いた場合のちょう度へ換算できる。
1) 1/4円すいを用いたちょう度から換算する場合
P=3.75p+24
ここに,
P: 求めるちょう度
p: 1/4円すいを用いて得られたちょう度
2) 1/2円すいを用いたちょう度から換算する場合
P=2r+5
ここに,
P: 求めるちょう度
r: 1/2円すいを用いて得られたちょう度
c) 精度 この試験方法によって得られた試験結果の許容差(確率0.95)は,次による。
1) 室内併行精度 同一試験室において,同一人が同一試験器で引き続き短時間内に同一試料を2回試
験したとき,試験結果の差の許容差は,表17及び表18による。
2) 室間再現精度 異なる試験室において,別人が別の試験器で,同一試料をそれぞれ1回ずつ試験し
て求めた2個の試験結果の差の許容差は,表17及び表18による。
25
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表17−標準円すいを用いた場合
ちょう度
ちょう度a)範囲
室内併行許容差
室間再現許容差
不混和ちょう度
混和ちょう度
多回混和ちょう度
固形ちょう度
85〜475
130〜475
130〜475
85未満
6
5
7b)
3
18
14
23b)
7
注a) 475を超えるちょう度についての精度は,確認していない。
b) 21 ℃〜29 ℃の大気温度範囲で6万回混和して測定し,求めた。
表18−1/2及び1/4円すいを用いた場合
ちょう度
縮尺
室内併行許容差
室間再現許容差
不混和ちょう度
混和ちょう度
1/2
1/2
5 (10)a)
3 (6)a)
13 (26)a)
10 (20)a)
不混和ちょう度
混和ちょう度
1/4
1/4
3 (11)a)
3 (11)a)
10 (38)a)
7 (26)a)
注a) ( )内の値は,標準円すいを用いた場合に換算した値。
7.11 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 7.10によって得られた結果
d) 試験年月日
e) 特記事項
8
滴点試験方法
8.1
試験の原理
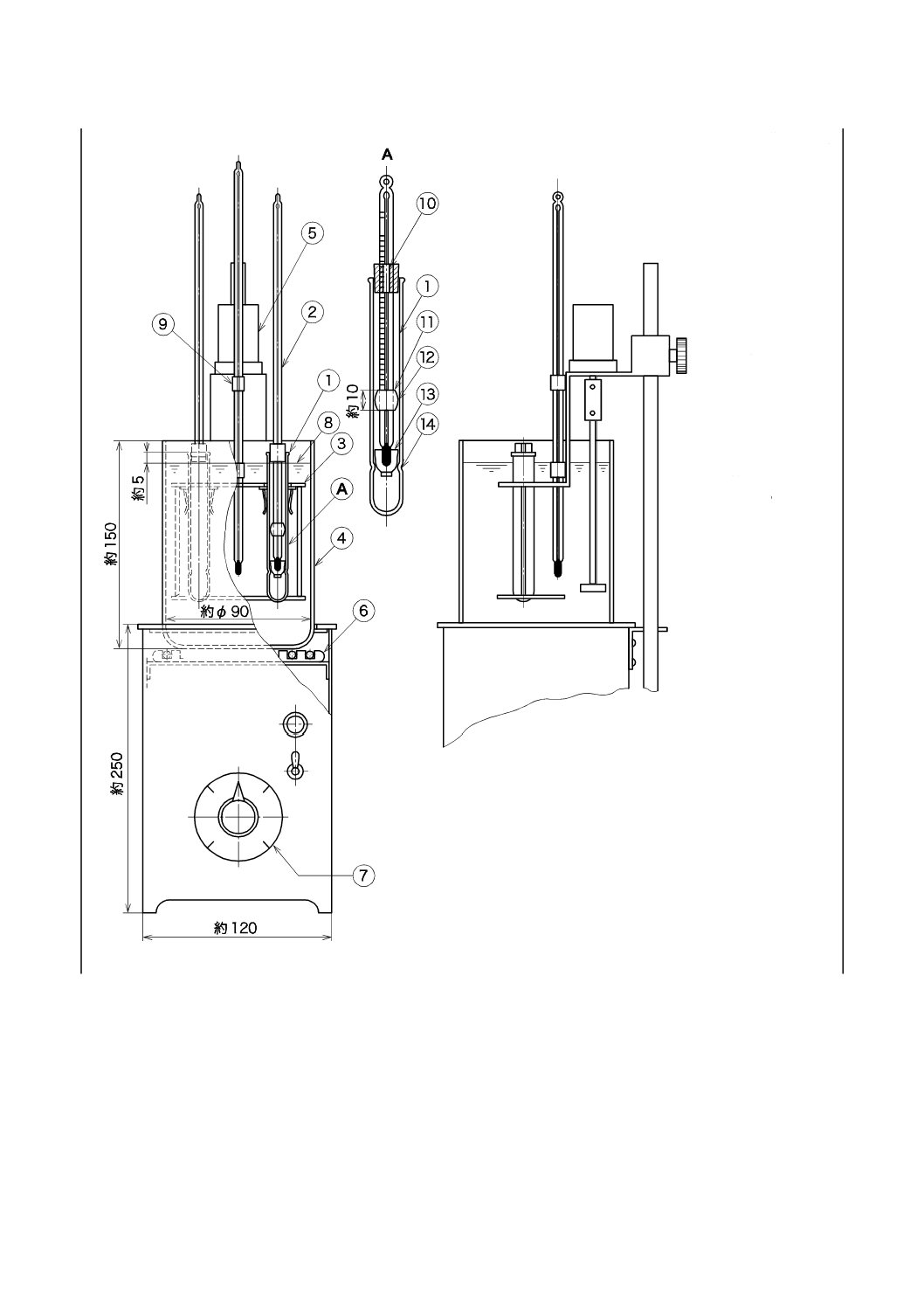
試料を充塡したカップを試験管に入れ,温度計を差し込む。これを加熱浴の中に入れて規定条件で加熱
し,試料がカップ底部の開口部から滴下したときの温度計の示度から滴点を求める。滴点試験の結果は,
グリースが過度の油分離又は完全な液状化を起こさずに使用できる最高温度の指標として用いることがで
きる。また,グリースを分類する目安になり,製造管理及び品質管理に用いることもできる。しかし,こ
れらのような相関関係が確立していない場合は,滴点と実用性能との間に,直接,関係があるとみなすこ
とはできない。
注記 一般的に,グリースの滴点は,規定の試験条件で,グリースが半固体から液状に変わる温度を
いう。このような状態の変化は,増ちょう剤として,従来タイプの石けんを含有しているグリ
ースの特徴であるが,従来タイプの石けん以外の増ちょう剤を含有している場合は,状態の変
化は起こらず,油分離を示すことがある。
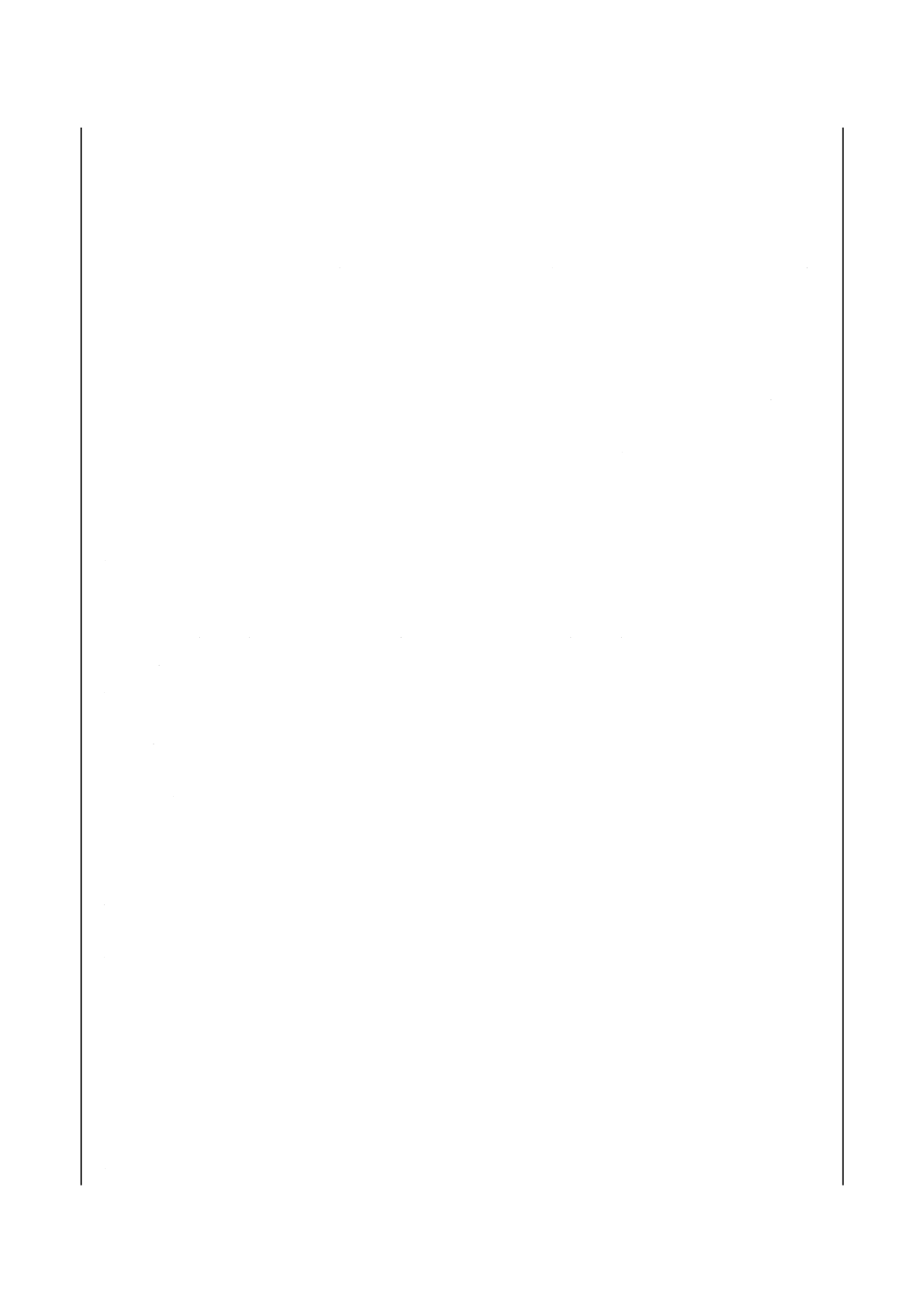
8.2
試験器
滴点試験器は,次のa)〜m)からなる。構成図の例を図15に示す。また,この規格に準じた自動試験器
を用いてもよい。ただし,自動試験器で得られた試験結果に疑義が生じた場合には,この試験方法で得ら
れた結果による。
a) カップ 図16に示す形状・寸法のもので,材質は,クロムめっきの黄銅製のもの。
26
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
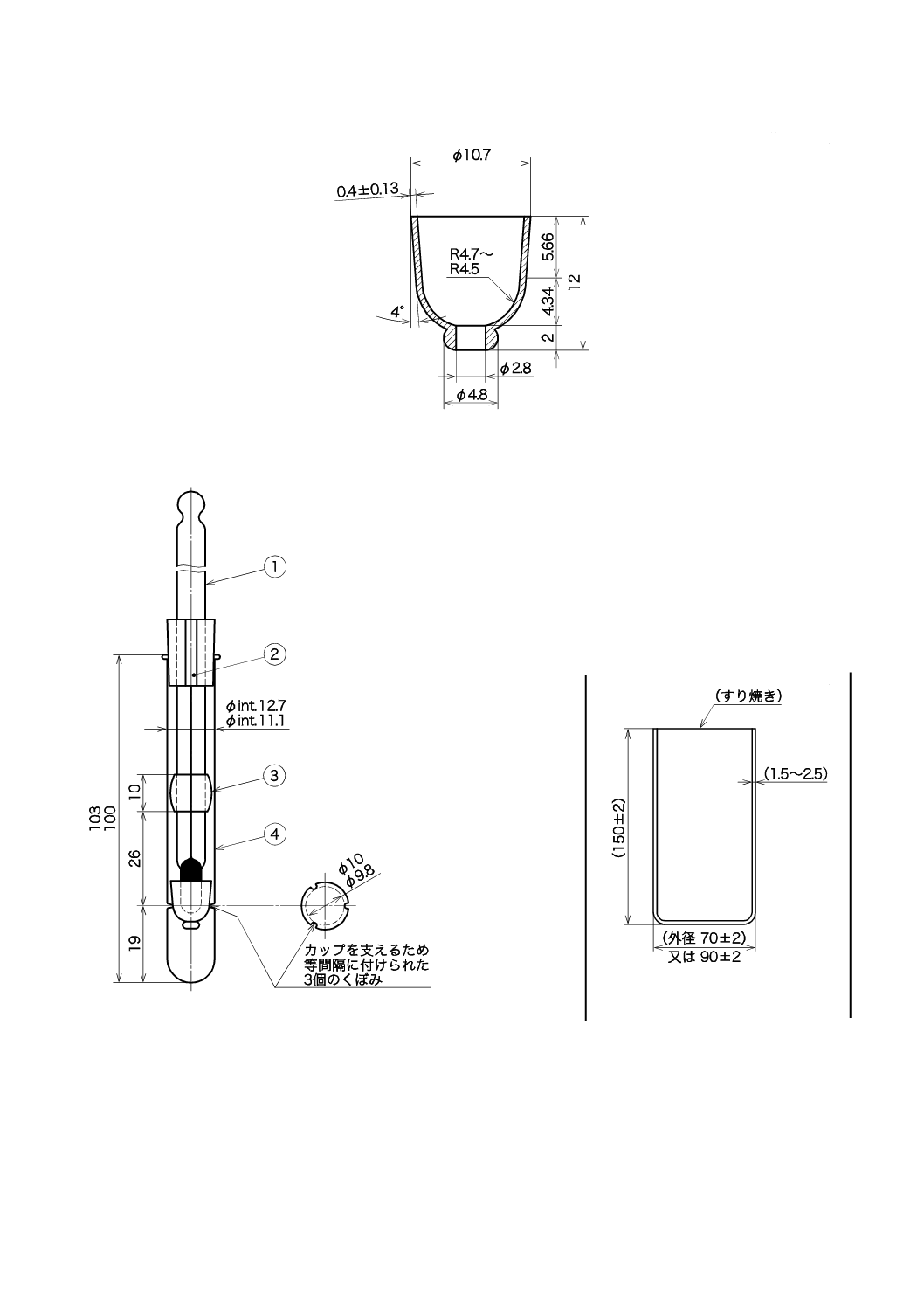
b) 試験管 図17に示す形状・寸法のもので,材質は,リム付きの耐熱性のほうけい酸ガラス製のもの。
試験管には,その周囲に三つのくぼみがあり,図17に示す箇所でカップを保持できるようになってい
なければならない。
c) 温度計 JIS B 7410に規定する温度計番号DP-38のもの。試験管用と加熱浴用とがある。
d) 加熱浴 試験管を適切な深さに保持できる適量の油を満たした容量400 mL以上のビーカ。ただし,
油の最高温度での膨張を考慮して用いる。加熱浴の例を図18に示す。
e) 試験管保持具 試験管を加熱浴に保持するもの。例を図15の③に示す。
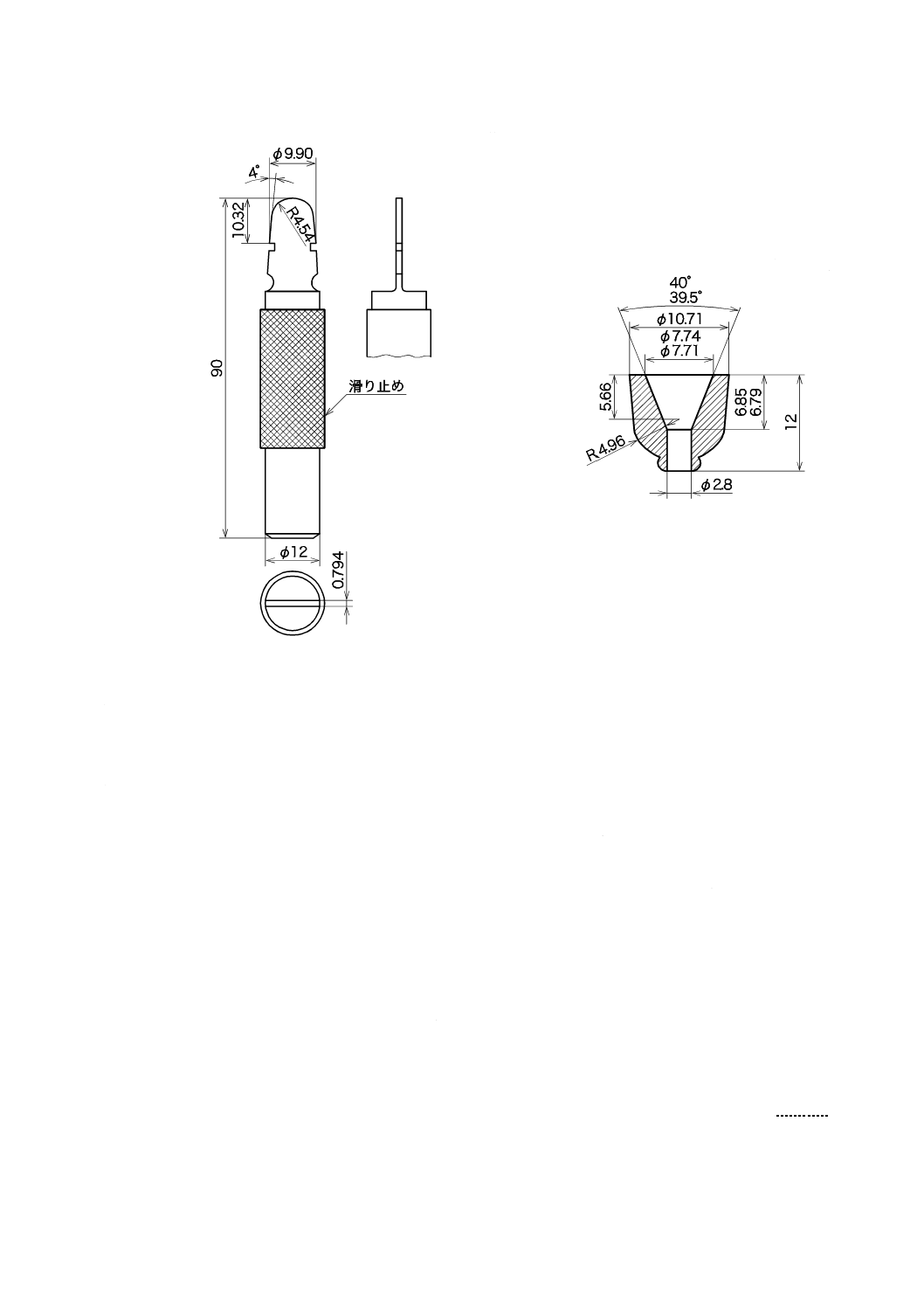
f)
カップ差込みゲージ 図19に示す形状・寸法のもの。
g) 棒ゲージ 直径が,2.78 mm及び2.82 mmの金属棒でカップ底部の開口部の直径を確認するもの。
h) 温度計深さゲージ 図20に示す形状・寸法のもの。
i)
温度計保持具 加熱浴用温度計を保持するもの。
j)
コルク 試験管用温度計を試験管内の上部で保持する栓及び下部で保持する案内環(図17に示すも
の。)。
k) 金属棒 直径は,1.2 mm〜1.6 mmで,長さは,約150 mmの研磨仕上げしたもの。
l)
加熱器 電圧調整によって制御できるもの。
m) かき混ぜ器 適切な回転数を維持できるもの。
8.3
試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
8.4
試験の手順
試験の手順は,次による。
a) カップ差込みゲージ(図19)を用いて,先端を丸めたゲージの寸法に合ったカップを選択する。直径
2.78 mm及び2.82 mmの棒ゲージを用いて,カップ底部の開口部の直径を確認する。直径2.78 mmの
棒ゲージは開口部を容易に通過できなければならないが,直径2.82 mmの棒ゲージは通過できてはな
らない。開口部が小さい場合は,リーマ(拡孔器)で孔を大きくして適切な寸法にするか,カップを
廃棄しなければならない。開口部が大きすぎる場合は,カップを廃棄しなければならない。
b) カップの大きい方の開口部から試料を押し込み,カップに試料を満たす。余分な試料はへらで取り除
く。金属棒をカップ底部の開口部から差し込んで,約25 mm突き出す。金属棒をカップに押し付けて,
金属棒がカップの上部及び下部外縁の両方に接触するようにする。この接触状態を維持して,人差し
指に沿って金属棒上でカップをらせん状に回し,カップから円すい状に試料を取り除く。カップが金
属棒の端部に近づいたら,金属棒をカップから慎重に引き出す。カップの内側に残った試料は,気泡
がなく,一定の厚さで,表面は滑らかでなければならない。
c) コルクを図17に示すように取り付ける。図20に示す温度計深さゲージを試験管の規定の位置に取り
付け,上部のコルク位置を調節して,温度計の球部が温度計深さゲージの底部にしっかりと接触する
ようにする。温度計に対する上部コルクの上端の位置を観察する。また,同様に上部コルクに対する
試験管の上端の位置を観察する。カップを規定の位置に取り付けて,器具を再び組み付けたときに,
温度計が同じ深さに挿入されるようにする。
d) 温度計深さゲージを試料の入ったカップと交換して,温度計をc)で設定したゲージ深さまで挿入する。
適切に挿入した場合,温度計の球部は試料及びカップのいずれにも接触しない。
27
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① 試験管
② 温度計
③ 試験管保持具
④ 加熱浴
⑤ 電動かき混ぜ器
⑥ 電熱器
⑦ 電圧調節器
⑧ 浴液の液面
⑨ 温度計保持具
⑩ コルク栓溝(通
気用)
⑪ 案内環
⑫ 案内環と試験管
との隙間
約1.5 mm
⑬ カップ
⑭ カップ保持用く
ぼみ
図15−滴点試験器の構成(2個がけ)の例
28
K 2220:2013
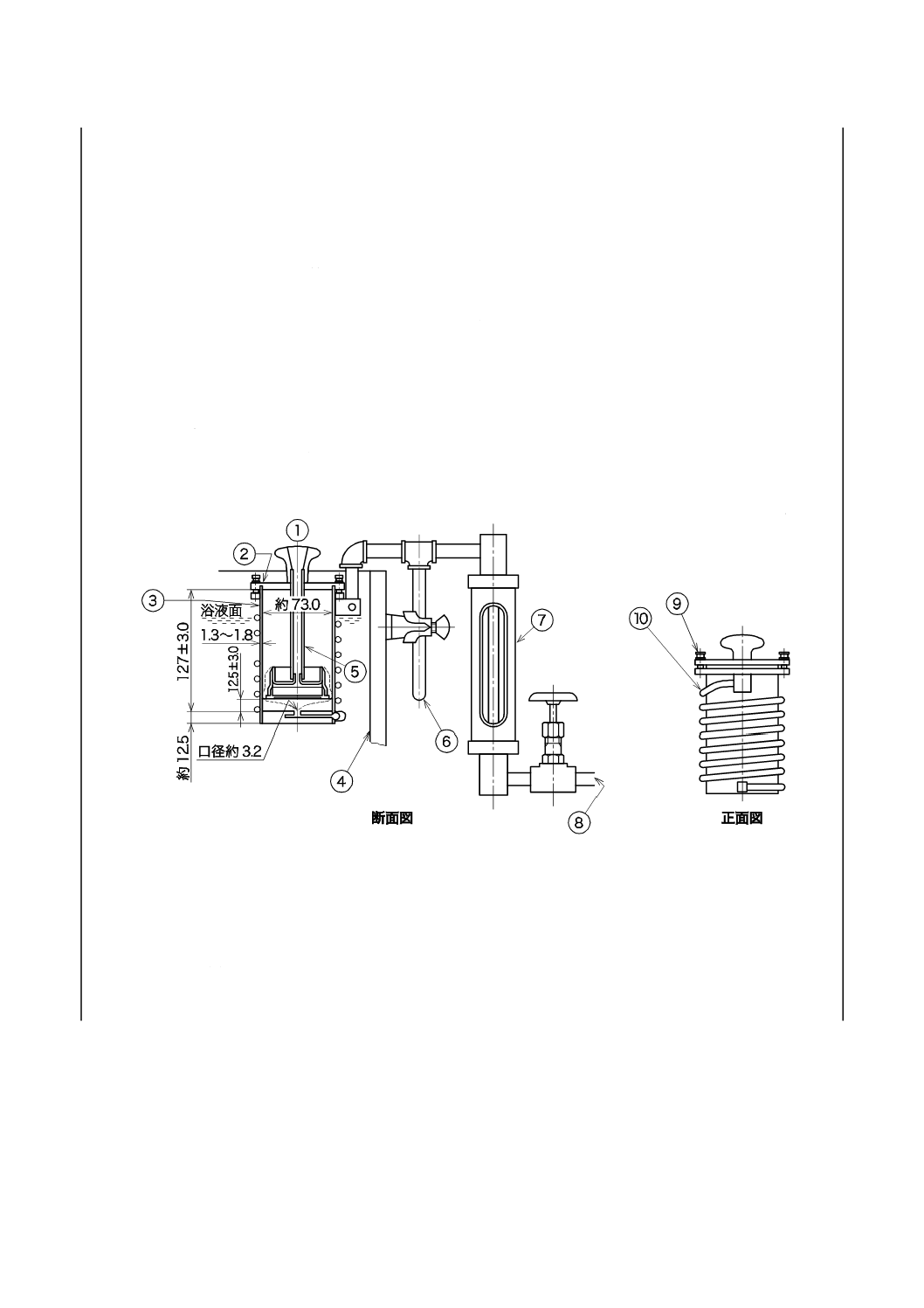
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図16−カップ
単位 mm
単位 mm
図17−試験管組立図
図18−加熱浴の例
① 温度計
② 通気用に空けられたコ
ルクの切欠き部
③ 案内環(コルク)と試
験管との間の全隙間は
1.5
④ 試験管,ほうけい酸ガ
ラス製
29
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
単位 mm
図20−温度計深さゲージ
図19−カップ差込みゲージ
e) 試験管を加熱浴に取り付ける。取付け深さは,温度計の76 mmの浸没線に対応した深さである。この
とき,試験管の上端は,少なくとも液面の約6 mm上になるようにする。
f)
温度計を加熱浴に取り付け,その球部が試験管温度計の球部とほぼ同じ高さになるようにする。
g) 加熱浴をかき混ぜながら加熱を始め,加熱浴の温度が試料の予期滴点より約17 ℃低い温度に達する
まで4 ℃/min〜7 ℃/minの上昇速度で加熱する。この温度に達したら,加熱を弱め,試験管と加熱浴
との温度差が2 ℃となるようにする。その後,加熱浴の温度を1.0 ℃/min〜1.5 ℃/minの速さで上昇
させる。試料がカップの開口部から滴下したときの加熱浴の温度計及び試験管の温度計の示度を整数
で読み取り記録する。ある種のグリースの滴点,特に単純なアルミニウム石けんを含むグリースの滴
点は,経時変化によって下がる。その変化は,異なる試験室で得られた結果が許容される偏差を大き
く超えることが判明している。したがって,試験室間での比較試験を行う場合は,6日以内に行うよ
うにする。ある種のグリースは,溶解すると糸状となる。その糸状となったグリースは,試験管の底
部に達するまでに切れるか,又は切れずにつながっている。いずれの場合も,試料が試験管の底部に
達したときの温度を滴点とする。滴点がほぼ同じグリースについては,複数の試料を同じ加熱浴で,
同時に測定できる。
8.5
計算方法及び精度
a) 計算方法 8.4 g)で記録した加熱浴の温度計の示度と試験管の温度計の示度との平均値をJIS Z 8401
によって丸めの幅1に丸める。
30
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 精度 この試験方法によって得られた試験結果の許容差(確率0.95)は,次による。
試験結果が許容差を外れた場合には,JIS Z 8402-6によって処理する。
1) 室内併行精度 同一試験室において,同一人が同一試験器で引き続き短時間内に同一試料を2回試
験したとき,試験結果の差の許容差は,次による。
許容差 7 ℃
2) 室間再現精度 異なる試験室において,別人が別の試験器で,同一試料をそれぞれ1回ずつ試験し
て求めた2個の試験結果の差の許容差は,次による。
許容差 13 ℃
8.6
試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 8.5によって得られた結果
d) 試験年月日
e) 特記事項
9
銅板腐食試験方法
9.1
試験の原理
研磨した銅板を試料中に浸し,室温(A法)又は100 ℃(B法)で24時間保持した後,銅板の変色の
有無を調べる。
9.2
試薬
試薬は,次による。
a) 洗浄用溶剤 JIS K 8034に規定するアセトン。
b) 水 JIS K 0557に規定するA3の水。
9.3
試験器 銅板腐食試験器は,次のa)〜d)からなる。
a) 試験容器 図21に規定する試験管又はビーカで,ほうけい酸ガラスのもの。
b) 恒温空気浴 100±1 ℃に保つことができる電熱式恒温空気浴。試験管を用いる場合には,試験管を垂
直に保持できる適切な支持器を備えたもの。試験管を用いる場合は,液浴又はアルミニウムブロック
を用いてもよい。液浴の場合には,浴液中に試験管を垂直な状態で約100 mm浸すことができ,試料
に直接光が当たらない構造のもの。アルミニウムブロックの場合は,ブロック中に試験管が垂直な状
態で約100 mm入るような穴を備えたもの。
c) 研磨用保持具 図22に研磨用保持器の一例を示す。試験片を研磨するときに固定するもの(JIS K 2513
参照)。
d) 温度計 JIS B 7410に規定する温度計番号42(比重浮ひょう法用温度計)のもの。
31
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
単位 mm
図21−試験管
図22−研磨用保持具
9.4
試験片その他
試験片その他は,次による。
a) 試験片 JIS H 3100に規定するC1100P,C1201P又はC1220Pの長さ約75 mm,幅約12.5 mm,厚さ
1.5 mm〜3.0 mmのもの。試験片は繰り返し用いてもよいが,取り除くことのできない深いきずのある
もの又は表面の変形しているものは,用いてはならない。
b) 予備研磨材 予備研磨材は,次のいずれかを用いる。
1) JIS R 6251に規定する炭化けい素質又はアルミナ質研削材のもので粒度P240の研磨布。
2) JIS R 6252に規定する炭化けい素質又はアルミナ質研削材のもので粒度P240の研磨紙。
c) 仕上研磨材
JIS R 6111に規定するF150の炭化けい素質研削材(C又はGC)及び日本薬局方脱脂綿。
9.5
試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
9.6
試験の準備
試験の準備は,次による。
① 試験片
② 鋼製クランプ
③ 締付けねじ
④ 鋼製ばねBS21
外径 約6.4
⑤ 皿ねじ
⑥ フェノール樹脂
積層板
32
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験片の予備研磨 適切な粒度の研磨布又は研磨紙を用いる。研磨布又は研磨紙を平板上に置き,洗
浄用溶剤で浸し,その上に試験片を置き,無灰ろ紙で押さえ,円運動をしながら試験片を研磨し,試
験片全表面のきずを取り除く。次に,FP240の研磨布又は研磨紙で試験片を磨き,この試験片を洗浄
用溶剤中に浸して洗浄した後,直ちに仕上げ研磨に移る。引き続いて仕上げ研磨を行えない場合は,
洗浄用溶剤中に浸しておく。
b) 試験片の仕上げ研磨 洗浄用溶剤中から試験片を取り出し,無灰ろ紙で挟んで手に持ち,洗浄用溶剤
を僅かに湿した脱脂綿にF150の炭化けい素質研削材を付けて,まず両端面を磨き,次に,両側面を
磨く。さらに,新しい脱脂綿だけで強くこする。その後は試験片をステンレス鋼製のピンセットで取
り扱い,直接指を触れてはならない。試験片を研磨用保持器に固定し,脱脂綿にF150の炭化けい素
研削材を付け,試験片の両表面をその長軸の方向に平行に研磨する。このとき試験片の一端から他端
までの間を均一に磨き,縁を丸めないように注意する。最後に,脱脂綿だけで強くこすり,新しい脱
脂綿に汚れが付かなくなるまで磨き,1分以内に試料中に入れる。
c) 試験管の洗浄 洗浄用溶剤に浸して洗浄し,洗浄液がなくなるまで水道水で十分に洗い,次に9.2 b)
に規定する水ですすいだ後,乾燥する。
9.7
試験の手順
試験の手順は,次による。
a) 試料を約90 mmの深さになるように試験容器に入れ,試料中に試験片をその上端が没するまで気泡が
入らないように差し込む1)。
注1) あらかじめ試験片の全面に同一試料を塗布しておくとよい。
b) A法の場合は,試験容器を室温で24時間放置する。B法の場合は,試験容器を垂直に保ち,これを
100±1 ℃に保った恒温空気浴に入れ,24時間保持した後,取り出して室温まで放冷する。
c) 試験容器から試験片をステンレス鋼製のピンセットで抜き出し,洗浄用溶剤で洗浄する。
9.8
試験結果
試験結果は,次による。
銅板を観察し,銅板の緑色変化又は黒色変化の有無を報告する。
9.9
試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 9.8によって得られた結果
d) 試験年月日
e) 特記事項
10 蒸発量試験方法
10.1 試験の原理
試料を試験容器にはかりとり,蒸発器に取り付け,規定温度に保った恒温浴に入れる。試料表面に規定
流量の清浄な加熱空気を22時間流した後,試料の減失量から蒸発量を算出する。
10.2 試験器
蒸発量試験器は,次のa)〜f)からなり,構成図の一例を図23に示す。
a) 蒸発器 外筒,蓋,排出管及び排出口は,JIS G 3459に規定する配管用ステンレス鋼鋼管でSUS304
33
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製のもので,空気予熱管は,すずめっき銅製のもの。
b) 試験容器及び覆い 図24に試験容器及び覆いの例を示す。材質は,ステンレス鋼製で,試験容器の質
量は,200 g以下のもの。試料をはかりとるとき,試験容器を外しやすいように,試験容器,覆い及び
排出管は,全てねじ込み式とする。
c) 空気供給装置 ろ過装置を通し,規定流量の空気を蒸発器に供給できるもの。ろ過装置は,直径約
25 mm,長さ約400 mmの管にガラス綿を詰めたもの又は同等の性能をもつもの。
d) 恒温油浴 蒸発器の空気予熱管を十分に浸すことができる深さのもので,規定温度に対し±0.5 ℃の
範囲に保ち,かつ,浴内の温度を0.5 ℃以内で調節できる装置を備えたもの。浴液は,シリコーン油
のような熱安定性のよいものを用いる。
e) 温度計 JIS B 7410に規定する温度計番号6のもの。99 ℃を超えて試験を行うときは,他の適切な温
度計を用いる。
f)
流量計 15 ℃〜29 ℃で2.58±0.02 g/min(2 L/min)の通気量をはかることができる流量計(ロータ
メータなど)で,空気調節弁を備えたもの。
単位 mm
① 排出口
② はめ込み式蓋
③ 外筒
④ 浴壁
⑤ 排出管
⑥ 支持棒
⑦ 流量計
⑧ 空気入口
⑨ 密閉用ねじ
⑩ 空気予熱管
外径 約6.3,長さ 1 830以上 鋼管(約7周り)
注記 この図は,ASTM D 972-97 のFig.1及びFig.1aを基に作成している。
図23−蒸発器の構成の例
34
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① 覆い
② 試験容器
注記 この図は,ASTM D 972-97 のFig.2を基に作成している。
図24−試験容器及び覆いの例
10.3 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
10.4 試験の手順
試験の手順は,次による。
a) 清浄な試験容器及び覆いを1 mgの桁までひょう量し,空気が入らないように注意しながら試料を試
験容器に詰める。刃のまっすぐなへらで試験容器の縁に沿って表面を平らにし,縁やねじに付着した
試料を清浄な布で拭い取る。この平らな表面を損傷しないようにして,試験容器に覆いをねじ込む。
これをひょう量して試料の質量を1 mgの桁まで求める。
b) 蒸発器を入れた恒温浴を試験温度±0.5 ℃に調節し,蒸発器に2.58±0.02 g/min(2 L/min)の割合で清
浄な空気を送りながら,少なくとも30分間放置する。次に,蓋を外し,その排出管にひょう量済みの
試験容器及び覆いを取り付けて再び蓋をし,蓋の下から空気が漏れないように,数個の締付けねじを
堅く締める。空気は,22時間±5分,蒸発器中に送る。
c) 22時間後,覆いを付けたまま試験容器を取り出し,乾燥剤を入れないデシケータ中で室温まで放冷す
る。これをひょう量し,試料の質量を1 mgの桁まで求め,減失量を算出する。
10.5 計算方法及び精度
a) 計算方法 次の式によって算出し,同一試料について10.4で得られた2個の測定結果の平均値をJIS Z
8401によって丸めの幅0.01に丸めて試験結果とする。
100
s
s
1
×
W
W
W
W
−
=
ここに,
W1: 蒸発量(質量分率%)
Ws: 試験前の試料の質量(g)
W: 試験後の試料の質量(g)
b) 精度 この試験方法によって得られた試験結果の許容差(確率0.95)は,次による。
試験結果が許容差を外れた場合には,JIS Z 8402-6によって処理する。
1) 室内併行精度 同一試験室において,同一人が同一試験器で引き続き短時間内に同一試料を2回試
35
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
験したとき,試験結果の差の許容差は,次による。
許容差 平均値の10 %
2) 室間再現精度 異なる試験室において,別人が別の試験器で,同一試料をそれぞれ1回ずつ試験し
て求めた2個の試験結果の差の許容差は,次による。
許容差 平均値の35 %
10.6 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 10.5によって得られた結果
d) 試験年月日
e) 特記事項
11 離油度試験方法
11.1 試験の原理
試料を金網円すいろ過器にはかりとり,規定温度で規定時間,恒温空気浴内で保持した後,試料から分
離した油の質量を測定し,離油度を算出する。
11.2 試験器
離油度試験器は,次のa)〜e)からなる。
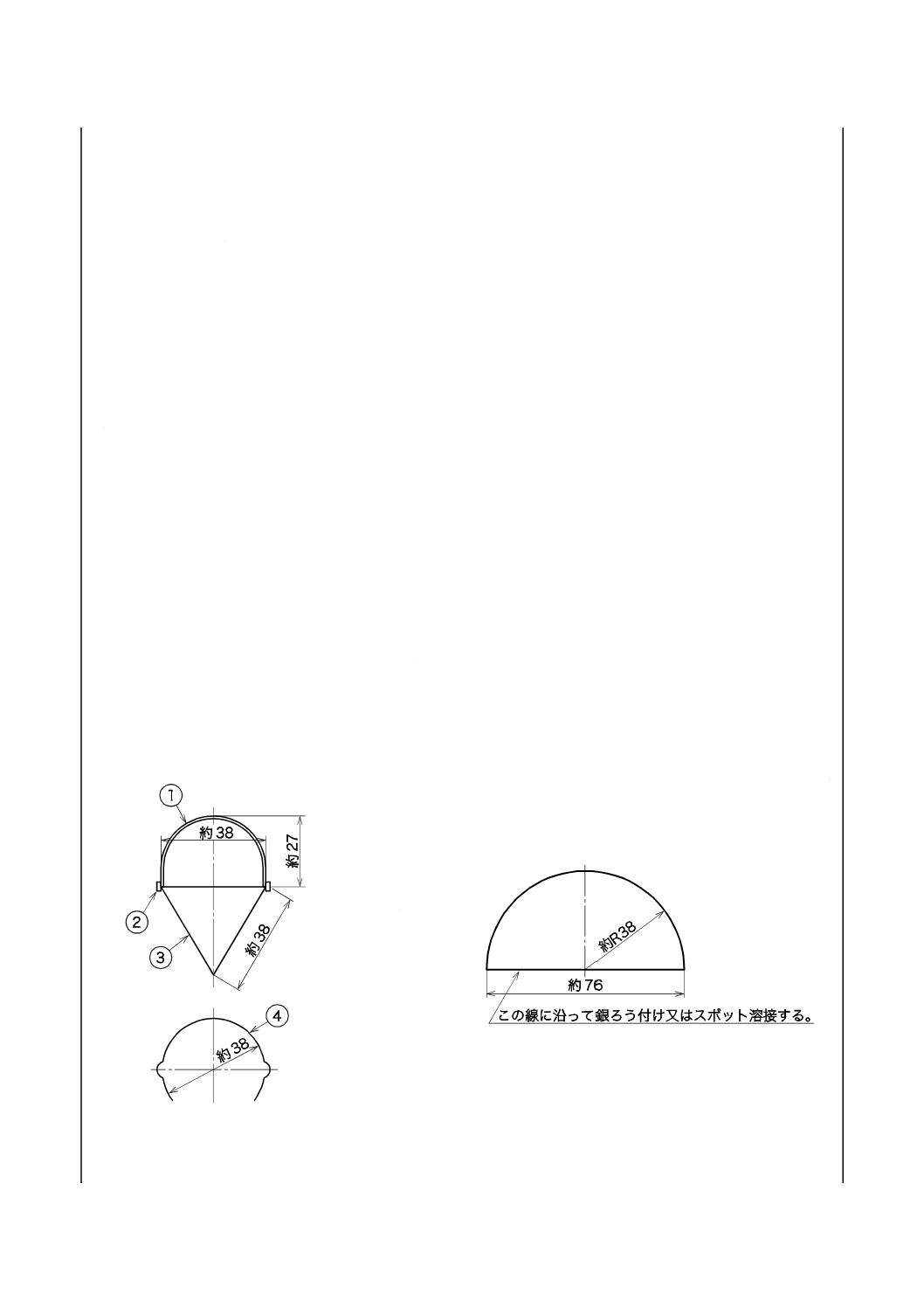
a) 金網円すいろ過器(以下,ろ過器という。) 図25及び図26に示す形状・寸法のもので,円すい部は,
JIS Z 8801-1に規定する目開き250 µm(線径160 µm)のステンレス金網で,その上縁の外周に直径約
0.8 mmのニッケル線をろう付けし,これに同径のニッケル線つり手を付けたもの。
b) ビーカ ほうけい酸ガラス製のもの。例を図27に示す。
単位 mm
単位 mm
① つり手
② つり手差込み口
③ ステンレス金網
④ 径約 0.8ニッケ
ル線ろう付け
注記 この図は,ASTM D 6184-98のFig.1を基に作成し
ている。
注記 この図は,ASTM D 6184-98のFig.1を基に作成し
ている。
図25−金網円すいろ過器の例
図26−金網円すい展開図の例
36
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
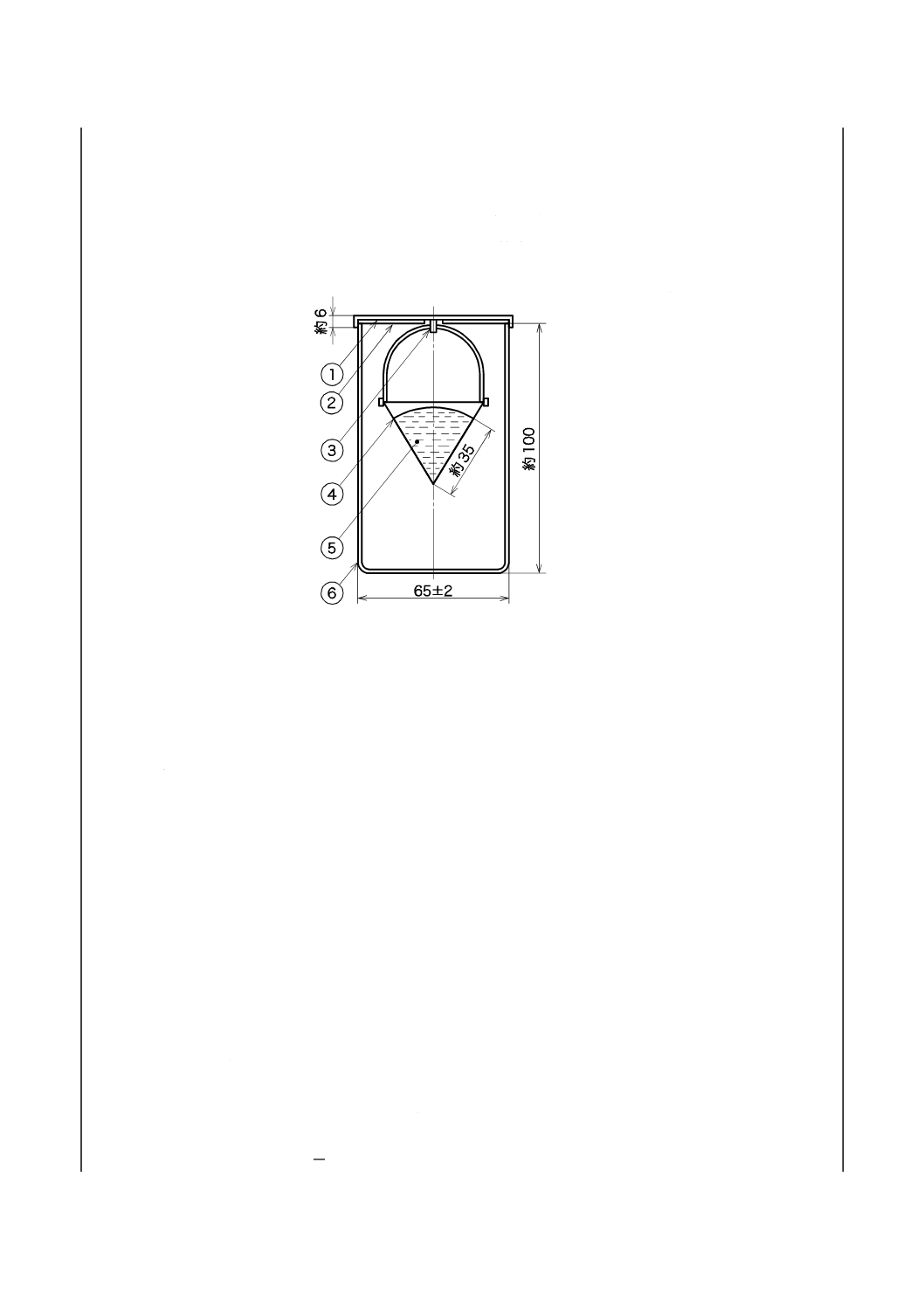
c) 蓋 図27に示す形状・寸法のもので,材質は,厚さ約1 mmの銅又は黄銅製でそのほぼ中央部の内面
に,直径約1.5 mmの銅又は黄銅製のかぎをろう付けにしたもの。
d) ガスケット 直径が蓋の内径と同寸法で,厚さ1.5 mmのニトリルゴム又はこれと同等の耐油, 耐熱性
をもつ合成ゴム製のもの。中央部に約20 mmの孔をあけて用いる。
e) 恒温空気浴 規定温度±0.5 ℃に保つことができる電熱式のもの。
単位 mm
① 蓋
② ガスケット
③ かぎ
④ 試料周縁
⑤ ろう付け
⑥ ビーカ
注記 この図は,ASTM D 6184-98のFig.1を基に作成している。
図27−離油度試験器組立図の例
11.3 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
11.4 試験の手順
試験の手順は,次による。
a) 清浄な質量既知のろ過器の先端から長さ約35 mmの位置まで,網目から試料がはみ出すように試料を
内面に均一にへらで押し付けた後,気泡が入らないように注意しながら試料を徐々に詰める。次に,
試料表面に分離油がたまらないように試料の表面を盛り上げ,へらで滑らかにする。ろ過器の網目か
らはみ出した試料を指で取り除いて,試料の全量が約10 gとなるようにした後,その質量を0.01 gの
桁まではかる。
b) 試料の入った金網円すいろ過器を蓋のかぎにつるし,清浄な質量既知のビーカ中に納め,これを規定
温度±0.5 ℃に保った恒温空気浴中に規定時間入れる。次に,ビーカを恒温空気浴から取り出し,乾
燥剤を入れないデシケータ中で室温まで放冷し,ろ過器の先端をビーカ内縁に軽く当てて,円すいの
先端に付着している油をビーカに移し,この質量を0.01 gの桁まではかり,分離油の質量を求める。
11.5 計算方法及び精度
a) 計算方法 次の式によって算出し,同一試料について11.4で得られた2個の測定結果の平均値をJIS Z
8401によって丸めの幅0.1に丸めて試験結果とする。
100
×
B
C
A=
37
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
A: 離油度(質量分率%)
B: 試料の質量(g)
C: 分離油の質量(g)
b) 精度 精度は,規定しない。
11.6 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 11.5によって得られた結果
d) 試験年月日
e) 特記事項
12 酸化安定度試験方法
12.1 試験の原理
試料を酸素圧755 kPaのボンベ中で99 ℃に加熱し,一定時間ごとに圧力降下を記録し,100時間後の酸
素圧の減少を読み取る。
12.2 試薬及び材料
試薬及び材料は,次による。
a) 水 JIS K 0557に規定するA3の水。
b) 石油ベンジン JIS K 8594に規定するもの。
c) 酸素 JIS K 1101に規定するもの。
12.3 試験器
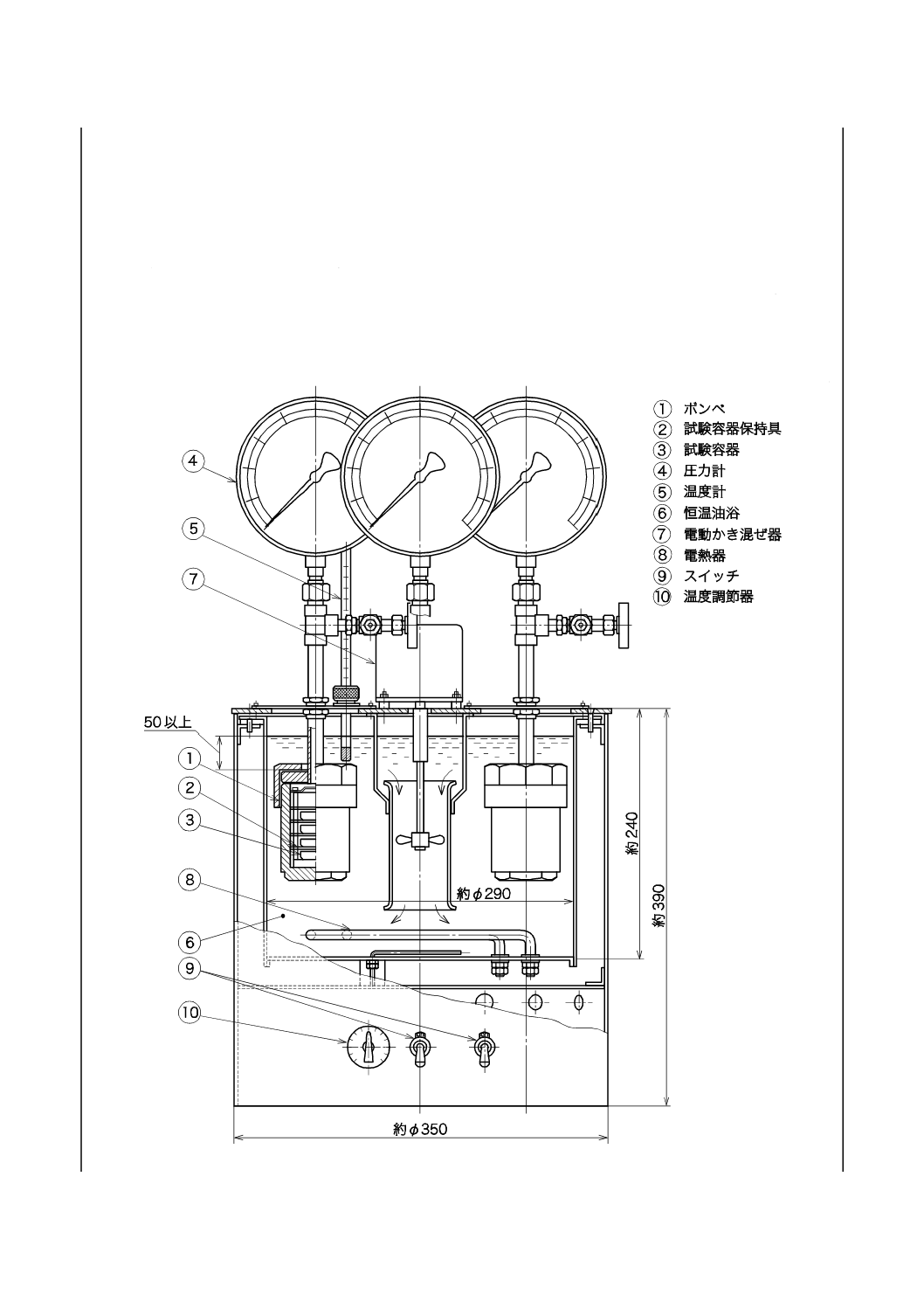
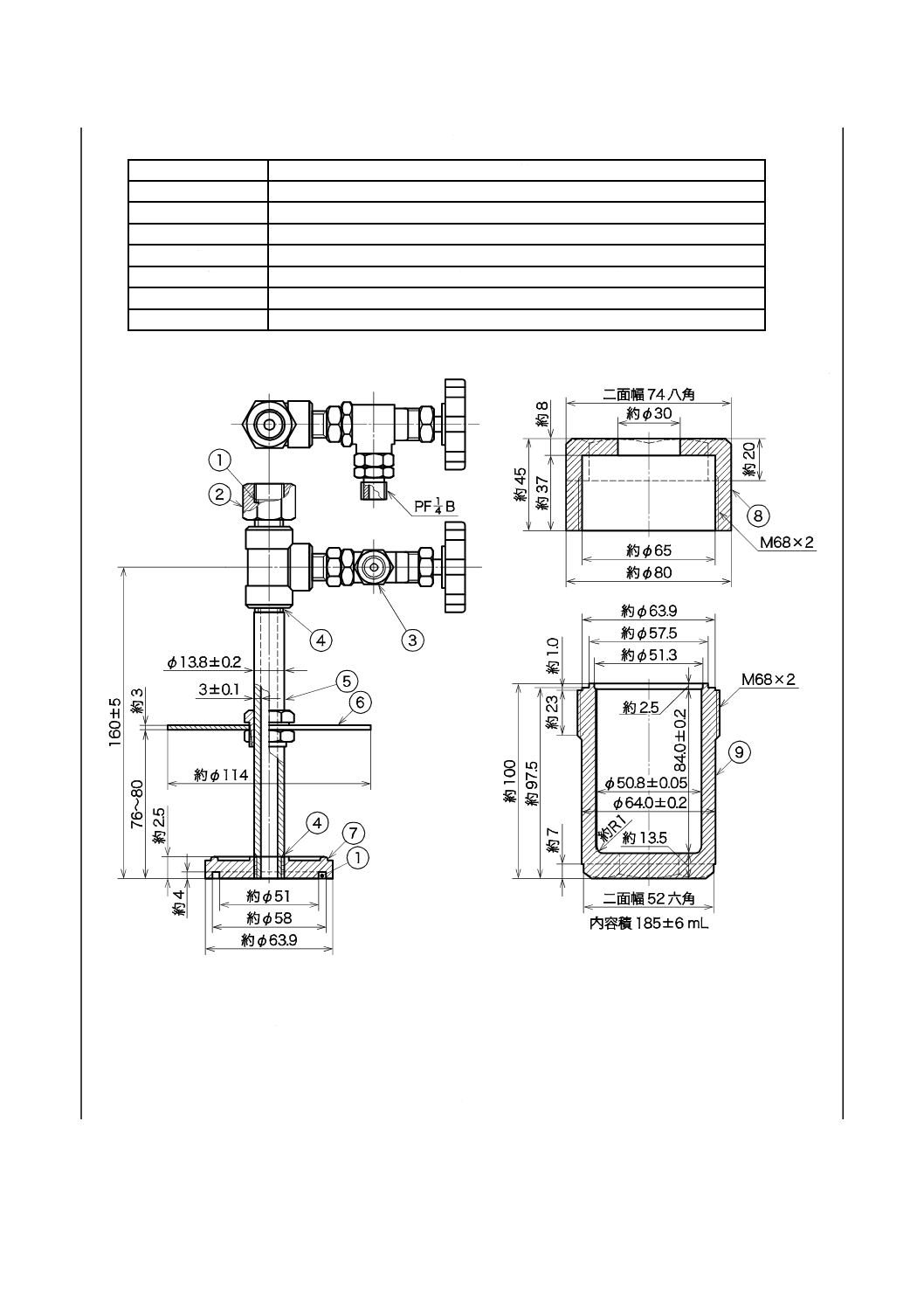
酸化安定度試験器は,次のa)〜h)からなる。図28に酸化安定度試験器の構成の例を示す。
a) ボンベ 図29にボンベの例を示す。耐食金属製耐圧気密容器で,ボンベ本体,ニードル弁,圧力計取
付管の付いた蓋,ボンベ締付ナット及びガスケットからなり,その材質は,表19又はこれと同等のも
ので,3 920 kPaの水圧試験に耐え,酸素圧755 kPaで100時間以上99±0.5 ℃の恒温浴中に静置した
とき,圧力低下が認められないもの。
ボンベ本体,蓋及び圧力計取付管の内面は,洗浄しやすい構造で,その容積は,試験容器及びその
保持器を入れないで,圧力計ソケットのガスケット当たり面まで185±6 mLでなければならない。そ
の組立図の例を図28に示す。
b) 圧力計 JIS B 7505-1に規定する圧力計(禁油と表示したもの。)で,級別0.6級,大きさ150 mm,接
続ねじPF3/8,圧力範囲0 kPa〜1 000 kPa,最小目盛10 kPaのもの。また,同じ精度の指示式又は記録
式のものを用いてもよい。圧力計の検査には油類を用いてはならない。
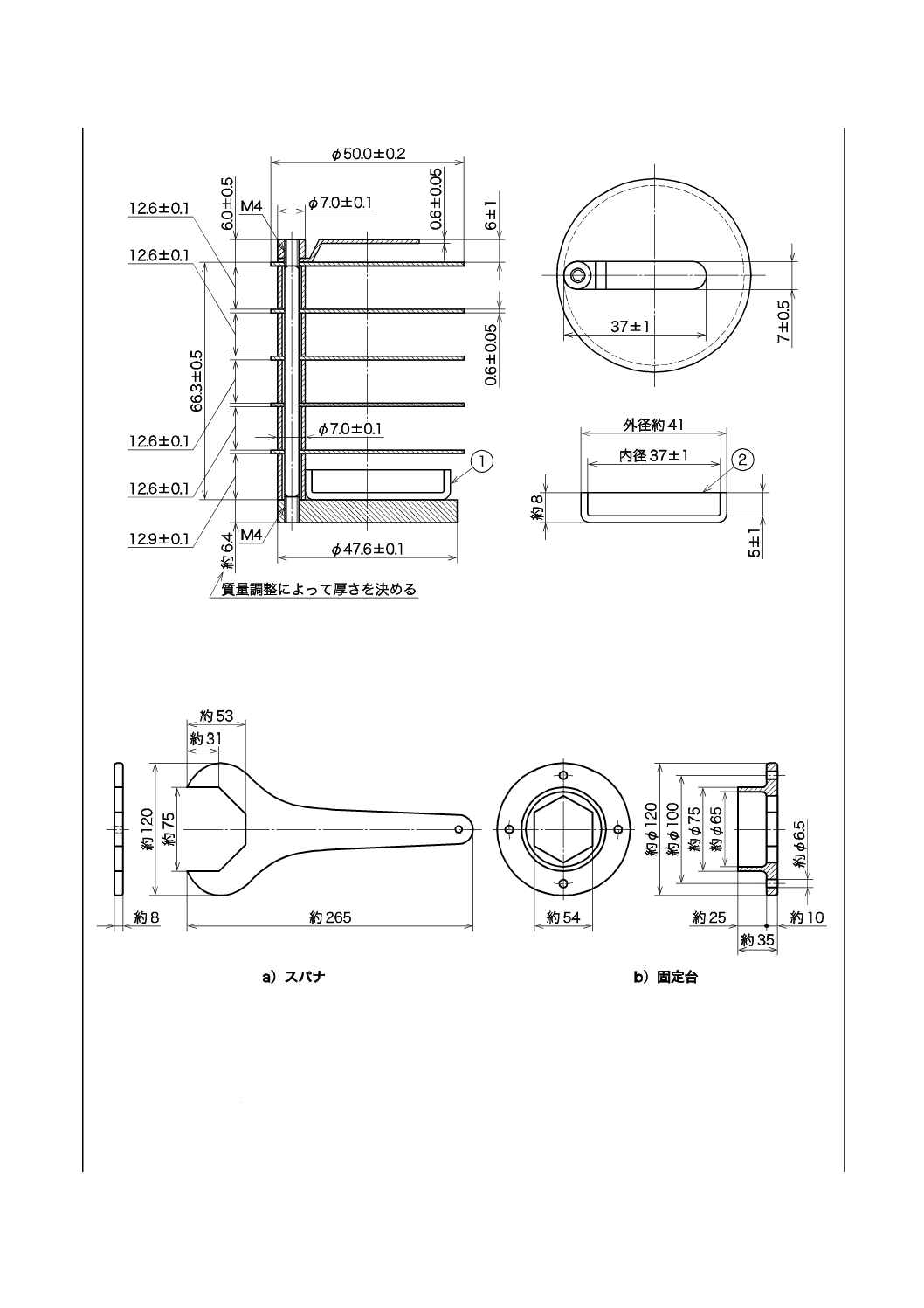
c) 試験容器保持器 図30に示す形状・寸法のもので,棒状部分の材質は,JIS G 4303のSUS304,板状
部分の材質は,JIS G 4305のSUS304とする。
d) 試験容器 図30に示す形状・寸法のもので,材質は,ほうけい酸ガラスとする。
e) ボンベ締具 ボンベ締付ナットを締め付けるためのスパナ及び固定台で,例を図31に示す。
f)
酸素導入管 ボンベと酸素容器とを連結し,ボンベに酸素を導入させるための金属又は他の適切な材
質のたわみ管で,その両端に,ボンベ及び酸素容器に接続できる金具を備えているもの。
38
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 恒温油浴 図28に恒温油浴の一例を示す。電動かき混ぜ器,電熱器及び温度調節器を備えたものとし,
浴温を99 ℃〜150 ℃の範囲で±0.5 ℃に保つことができるもの。
浴槽の蓋は,ボンベ挿入孔,温度計保持具を備え,ボンベ挿入孔にはボンベ支持板のガイドを備え
たものとし,ボンベを挿入したとき,ボンベ上面から浴液面まで約50 mm以上あるもので,溶液は,
シリコーン油のような熱安定性のよいものを用いる。
注記 恒温油浴には,過熱防止装置を取り付けるとよい。
h) 温度計 JIS B 7410に規定する温度計番号6のもの。99 ℃を超えて試験を行うときは,他の適切な温
度計を用いる。
単位 mm
図28−酸化安定度試験器の構成の例
39
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表19−ボンベの材質
品名
材質
ボンベ本体
JIS G 4303のSUS304
締付ナット
JIS H 3250のC3602
圧力計ソケット
JIS H 3250のC3602
ニードル弁
JIS G 4303のSUS304
圧力計取付管
JIS G 3459のSUS304TP呼び径1/4B5,呼び厚さスケジュール80
ボンベ支持板
JIS H 3100のC2600P
ガスケット
ニトリルゴム又はこれと同等以上の耐油,耐熱性をもつ合成ゴム製
単位 mm
① ガスケット
② 圧力計ソケット
③ ニードル弁
④ ろう付け
⑤ 圧力計取付管
⑥ ボンベ支持板
⑦ 蓋
⑧ 締付ナット
⑨ ボンベ本体
図29−ボンベの例
40
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 この図は,ASTM D 6184-98のFig.1を基に作成している。
図30−試験容器保持器及び試験容器
単位 mm
図31−ボンベ締具の例
12.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
12.5 試験の準備
試験の準備は,次による。
① 試験容器
② 平面すり
41
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験容器を適切な溶剤で洗浄し,温石けん水で洗った後,水道水,水の順でよくすすいでから,乾燥
器中で乾燥する。その後,試験容器は直接手で触れてはならない。
b) ボンベ内面,試験容器保持器,蓋及び圧力計取付管の内面を石油ベンジンで洗い,よく乾燥する。
12.6 試験の手順
試験の手順は,次による。
a) 試料4.00±0.01 gずつを気泡が入らないように5個の試験容器にはかりとり,試料の表面を滑らかに
して,試験容器保持器の棚に置く。ボンベを組み立てる場合,圧力計取付管の底部には,丸めたガラ
ス綿を緩やかに詰めておく。
b) ボンベ中に試験容器保持器を入れ,蓋及び締付ナットで閉じる。ボンベ中にJIS K 1101に規定する酸
素を,圧力が685 kPaになるまで徐々に導入した後,徐々に放出する。この操作を4回繰り返す。5
回目の酸素導入で,圧力が685 kPaに達した後,ニードル弁をしっかり閉め,ボンベを数時間静置す
るか,又は水中に没してガス漏れの有無を調べる。
c) ボンベに漏れのないことを確かめた後,ボンベを99±0.5 ℃に保った恒温油浴に入れる。ボンベの圧
力は,恒温油浴に入れた当初は上昇するから,ときどき酸素を放出し,圧力が755±5.0 kPaに安定す
るよう約2時間この操作を続ける。
d) ボンベを恒温油浴に入れてから100時間後の酸素圧の減少を,5 kPaの単位で読み取る。この間,24
時間ごとに圧力を記録する。
12.7 計算方法及び精度
a) 計算方法 酸化安定度は,同一試料について12.6で得られた2個の測定結果(圧力降下kPa)の平均
値を,JIS Z 8401によって5 kPaの整数倍で表して試験結果とする。
b) 精度 この試験方法で得られた試験結果の許容差(確率0.95)は,次による。ただし,精度は,酸素
が時間にほぼ比例して吸収される試料だけに適用し,酸素吸収が中途から急速に進むような試料には
適用しない。試験結果が許容差を外れた場合には,JIS Z 8402-6によって処理する。
1) 室内併行精度 同一試験室において,同一人が同一試験器で,引き続き短時間内に同一試料を2回
試験したとき,試験結果の差の許容差は,表20による。
表20−室内併行許容差
圧力降下 kPa
許容差 kPa
35未満
15
35以上
70未満
30
70以上
135未満
40
135以上
380未満
70
2) 室間再現精度 異なる試験室において,別人が別試験器で,同一試料をそれぞれ1回ずつ試験して
求めた2個の試験結果の差の許容差は,表21による。
表21−室間再現許容差
圧力降下 kPa
許容差 kPa
35未満
40
35以上
70未満
55
70以上
135未満
85
135以上
380未満
135
42
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.8 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 12.7によって得られた結果
d) 試験年月日
e) 特記事項
13 きょう雑物試験方法
13.1 試験の原理
清浄な環境で,規定のテンプレートの切込みに試料を満たし,顕微鏡を用いてきょう雑物の大きさごと
にその数を計測する。
13.2 試験器
きょう雑物試験器は,次のa)〜d)からなる。
a) 顕微鏡 約100倍の倍率に拡大できる顕微鏡で,接眼マイクロメータ及びメカニカルステージを備え
たもの。
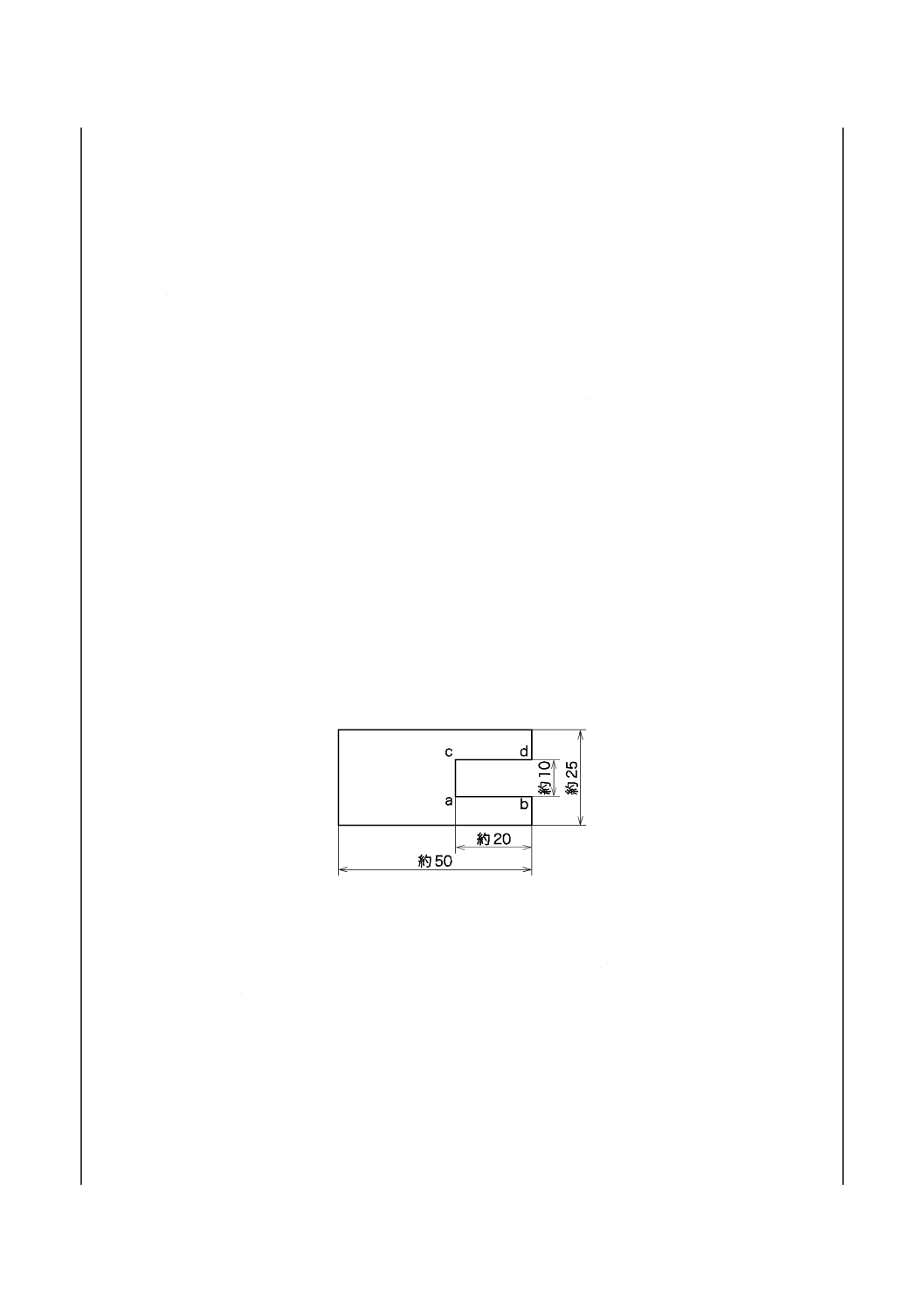
b) テンプレート 図32に示す形状・寸法の厚さ0.1±0.01 mmの金属板で,幅約10 mm,長さ約20 mm
の切込みがあるもの。
c) デシケータ 顕微鏡のスライドガラスを入れることのできる適切な大きさのもので,真空ポンプで減
圧できるもの。
d) 真空ポンプ デシケータ中の圧力を1.33 kPa以下までに急速に排気できるもの。
単位 mm
図32−テンプレートの例
13.3 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
13.4 試験の手順
試験の手順は,次による。
a) 試料の表面をへらで取り除く。テンプレートをスライドガラス上に置き,切込みのない端を手で押さ
える。試料をテンプレートの上面より少し盛り上がるように切込みに満たす。
なお,必要な場合は,前処理によって空気を除く。
b) テンプレートの切込み内部に満たした試料に気泡がある場合には,デシケータにスライドガラスとと
43
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
もに入れ,10分〜15分間1.33 kPa以下に保ち,減圧処理する。テンプレートの切込みの開いた方の端
から過剰の試料を,削り取るようにカバーガラスを滑らせてテンプレートに押し付ける。
c) スライドガラスを顕微鏡のステージ上に置き,マイクロメータの目盛がテンプレートの切込み線a-b
にくるように接眼レンズ及びステージを調節する。
d) きょう雑物粒子に焦点を合わせながらステージをテンプレートの切込み線a-cに沿って動かして接眼
マイクロメータの目盛を横切る試料中のきょう雑物粒子ごとに,その最大寸法によって,10 µm以上
25 µm未満,25 µm以上75 µm未満,75 µm以上125 µm未満,125 µm以上の四つに分けてその数を
記録し,接眼マイクロメータの目盛がテンプレートの切込み線c-dに達するまで測定を続け,これを
第1区分とする。
なお,繊維状のきょう雑物は,長さでなく,幅を寸法とし,計測する。また,10 µm未満の粒子は,
数えない。
e) 第1区分に接してマイクロメータの目盛の長さに等しい距離だけ,ステージを切込み線c-dに沿って
動かし,切込み線a-bに達するまでd)に従い,粒子の数を数えて記録する。この操作を,切込み線a-b
又はc-d上で約10 mmになるまで繰り返す。
13.5 計算方法及び精度
a) 計算方法 次の式によって各大きさごとの試料1 cm3当たりの粒子数を算出し,同一試料について13.4
で得られた3回の測定結果の平均値をJIS Z 8401によって丸めの幅1に丸める。
N
S
T
D
C
B
A
A
×
×
′
)
(
000
1
+
+
+
=
N
S
T
D
C
B
B
×
×
′
)
(
000
1
+
+
=
N
S
T
D
C
C
×
×
′
)
(
000
1
+
=
N
S
T
D
D
×
×
′
000
1
=
ここに,
A′: 試料1 cm3当たり,最大寸法が10 µm以上の粒子数
(個/cm3)
B′: 試料1 cm3当たり,最大寸法が25 µm以上の粒子数
(個/cm3)
C′: 試料1 cm3当たり,最大寸法が75 µm以上の粒子数
(個/cm3)
D′: 試料1 cm3当たり,最大寸法が125 µm以上の粒子数
(個/cm3)
A: 10 µm以上25 µm未満の全粒子数(個)
B: 25 µm以上75 µm未満の全粒子数(個)
C: 75 µm以上125 µm未満の全粒子数(個)
D: 125 µm以上の全粒子数(個)
T: テンプレートの切込みの断面積(mm2)2)
S: 接眼マイクロメータの目盛長さ(mm)
N: 測定区分の数
注2) テンプレートの厚さ及び切込みの幅を測定し,その断面積(mm2)を算出する。
b) 精度 精度は,規定しない。
44
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.6 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 13.5によって得られた結果
d) 試験年月日
e) 特記事項
14 灰分試験方法
14.1 試験の原理
試料るつぼにはかりとり,試料が灰及び炭素質物質になるまで燃焼した後,電気炉に入れ,600 ℃で加
熱する。炭素質物質が完全に灰になった後,デシケータ中で放冷して質量をはかり,灰分を求める。
14.2 試薬
試薬は,次による。
a) エタノール JIS K 8102に規定するもの。
14.3 試験器
灰分試験器は,次のa)〜d)による。
a) るつぼ 磁性,石英製又は白金製で,容量15 mL3)のもので,試料中に鉛,亜鉛,その他高温で白金と
反応する物質を含む場合は,白金製のものは用いない。
注3) 試料の予期灰分量又は試料を燃焼させたときの熱膨張を考慮して,異なる容量のものを用い
てもよい。
b) 電気炉 炉内の温度を600±25 ℃に調節できるもの。
c) デシケータ 適切な大きさのもので,乾燥剤を入れないで用いる。
d) 天びん(秤) るつぼ及び試料の合計質量を測定することができ,0.01 gの桁まではかれるもの。
14.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
14.5 試験の手順
試験の手順は,次による。
a) るつぼを600±25 ℃に保った電気炉に入れて加熱し,デシケータ中で室温まで放冷後,その質量を
0.01 gの桁まではかる。
b) このるつぼに試料を2 g〜5 gはかりとり,その質量を0.01 gの桁まで読み取る。
c) 試料をはかりとったるつぼをガスバーナで加熱し,試料を徐々に燃焼する。燃焼中に試料が発泡して
飛散するような場合には,加熱する前にエタノールを1 mL〜2 mL加えておく。
d) 試料が燃え始めたら,以後はできるだけ一定の状態で燃え続けるように加熱を調節する。
注記 ホットプレートなどの電気加熱器を用いてもよい。
e) 試料の燃焼が終わり,るつぼの内容物が炭素質物質になった後,るつぼを600±25 ℃に保った電気炉
に入れ,炭素質物質が観察されなくなるまで加熱する。
f)
るつぼを電気炉から取り出し,デシケータ中で室温になるまで放冷した後,質量を0.01 gの桁までは
かる。
45
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.6 計算方法及び精度
a) 計算方法 灰分は,次の式によって算出し,同一試料について14.5で得られた2個の測定結果の平均
値をJIS Z 8401によって丸めの幅0.1に丸めて試験結果とする。
100
s
r×
W
W
A=
ここに,
A: 灰分(質量分率%)
Wr: 灰の質量(g)
Ws: 試料の質量(g)
b) 精度 精度は,規定しない。
14.7 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 14.6によって得られた結果
d) 試験年月日
e) 特記事項
15 混和安定度試験方法
15.1 試験の原理
試料を規定の混和器で10万回混和した後,25 ℃で規定時間保持し,更に60回混和してちょう度を測定
する。
15.2 試験器
混和安定度試験器は,次のa)〜f)からなる。
a) 混和安定度用混和器 図33に混和安定度用混和器の例を示す。滑り軸の先端に取り付けた有孔板を上
下に往復動させることができるもので,滑り軸の軸封部,つぼと蓋との接合部などは,10万回の上下
往復動に対して,つぼ内部の試料の漏れが,極めて少ない構造をもつものとする。
b) 電動混和装置 図8に示す電動混和装置と同じような構造のもので,混和安定度用混和器の有孔板を
1分間に60往復±10往復の速さで,67 mm〜71 mmの行程を上下することができるもの。ただし,上
下動機構は,混和安定度試験に十分に耐えるものとし,電動機は,0.75 kWのものが適切である。
c) ちょう度計 7.2 a)に規定するちょう度計。
d) 円すい 7.2 b) 1)に規定する円すい。
e) へら 7.2 h)に規定するへら。
f)
恒温水浴 7.2 f)に規定する恒温水浴。
46
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
① 蓋(黄銅製又は鋼製)
② パッキン
③ つぼ(黄銅製又は鋼製)
④ ハンドル(黄銅製)
⑤ 温度計
⑥ 滑り軸(鋼製)
⑦ 栓
⑧ 有孔板(黄銅製又は鋼製)
図33−混和安定度用混和器の例
15.3 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
15.4 試験の手順
試験の手順は,次による。
a) 混和器のつぼを満たすのに十分な量の試料(0.5 kg以上)を用意し,試料の温度が試験場所の室温と
一致するまで放置する。試験場所の温度は,15 ℃〜30 ℃の範囲に保つ。
b) 試料を試験場所に十分な時間放置する。清浄な混和器のつぼに空気が入らないように,試料をへらで
詰め,中央部を縁から約10 mm以上高くなるように山形に盛り上げ,混和器の蓋の栓を開いて混和器
を組み立てる。次に,有孔板をつぼの底部まで押し込み,栓を閉じて,混和器を電動混和装置に取り
付け,連続10万回(約28時間)に達するまで試料を混和する。
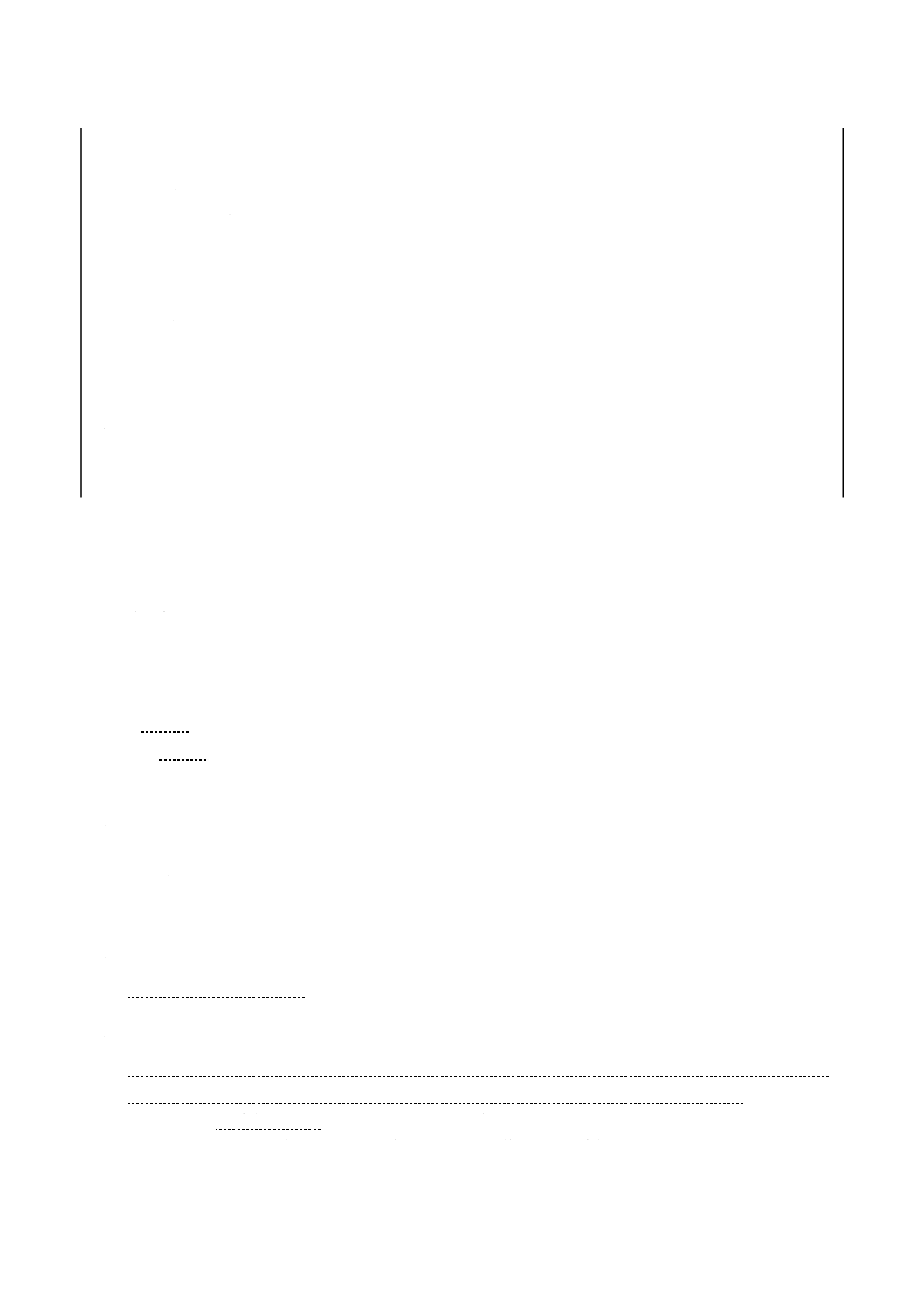
47
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 混和後,直ちに混和器を電動混和装置から取り外し,25±0.5 ℃に保った恒温水浴中に2時間放置し
た後,7.5 a) 3)によって試料を準備する。このとき,有孔板は,15.2に規定するものを用いる。
d) 7.5 b)及び7.5 c)によって試料のちょう度を測定する。
15.5 計算方法及び精度
a) 計算方法 同一試料について,15.4で得られた3回の測定結果の平均値を,JIS Z 8401によって丸め
の幅1に丸めて試験結果とし,これを混和安定度とする。
b) 精度 精度は,規定しない。
15.6 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 15.5によって得られた結果
d) 試験年月日
e) 特記事項
16 水洗耐水度試験方法
16.1 試験の原理
試料を詰めた玉軸受をハウジングに組み込み,毎秒63±3 rad/sで回転させながら,38 ℃又は79 ℃に保
った水を毎秒5±0.5 mLの割合で玉軸受ハウジングに60分間噴射する。60分間に洗い流された試料の量
を,水の洗い流しに対する試料(グリース)の抵抗度を評価する目安量とする。
16.2 試薬
試薬は,次による。
a) 水 JIS K 0557に規定するA3の水。
b) 溶剤 JIS K 8594に規定する石油ベンジン。
16.3 試験機
水洗耐水度試験機は,次のa)〜i)からなる。図34に水洗耐水度試験機の構成の例を示す。
a) 試験用玉軸受回転機構 図35に示すハウジングの試験用玉軸受を毎秒63±3 rad/sで回転させるため
のもので,ハウジング,試験用玉軸受及び適切な駆動機構からなる。
1) 試験用玉軸受 JIS B 1521に規定する6204開放形で,等級は0級,隙間はC3のもの。
2) ハウジング及び軸 図35に示す形状・寸法のもので,その材質は黄銅又はステンレス鋼(SUS304)
とし,恒温水槽に容易に取付け・取外しができるもの。
b) 恒温水槽 図34に示す形状・寸法のもので,電熱器,温度調節器,適切な蓋及び架台を備え,水温を
38±1.7 ℃又は79±1.7 ℃に保つことができるもの。水槽は,ハウジング及び噴射ノズルを図34に示
す位置に容易に取り付けられるもの。
c) 噴射機構 噴射ノズル,バイパス弁,流量調節弁,ポンプ,電動機などからなり,水槽の温水をハウ
ジングに毎秒5±0.5 mL/sで循環噴射させることができるもの。噴射流量は,噴射ノズルの先端にゴ
ム管をつなぎ,ゴム管の他端をメスシリンダに受けて10秒間の流量を測定して求める。
1) 噴射ノズル 内径1.0±0.1 mmのノズル。恒温水槽に取り付けたとき,水流が広がらないで図35に
規定する細管の中心線の延長(外輪押さえの放水標線箇所)に噴射できるもの。
2) ポンプ 温水を噴射ノズルから規定の流量で,脈流がなく噴射することができるもの。
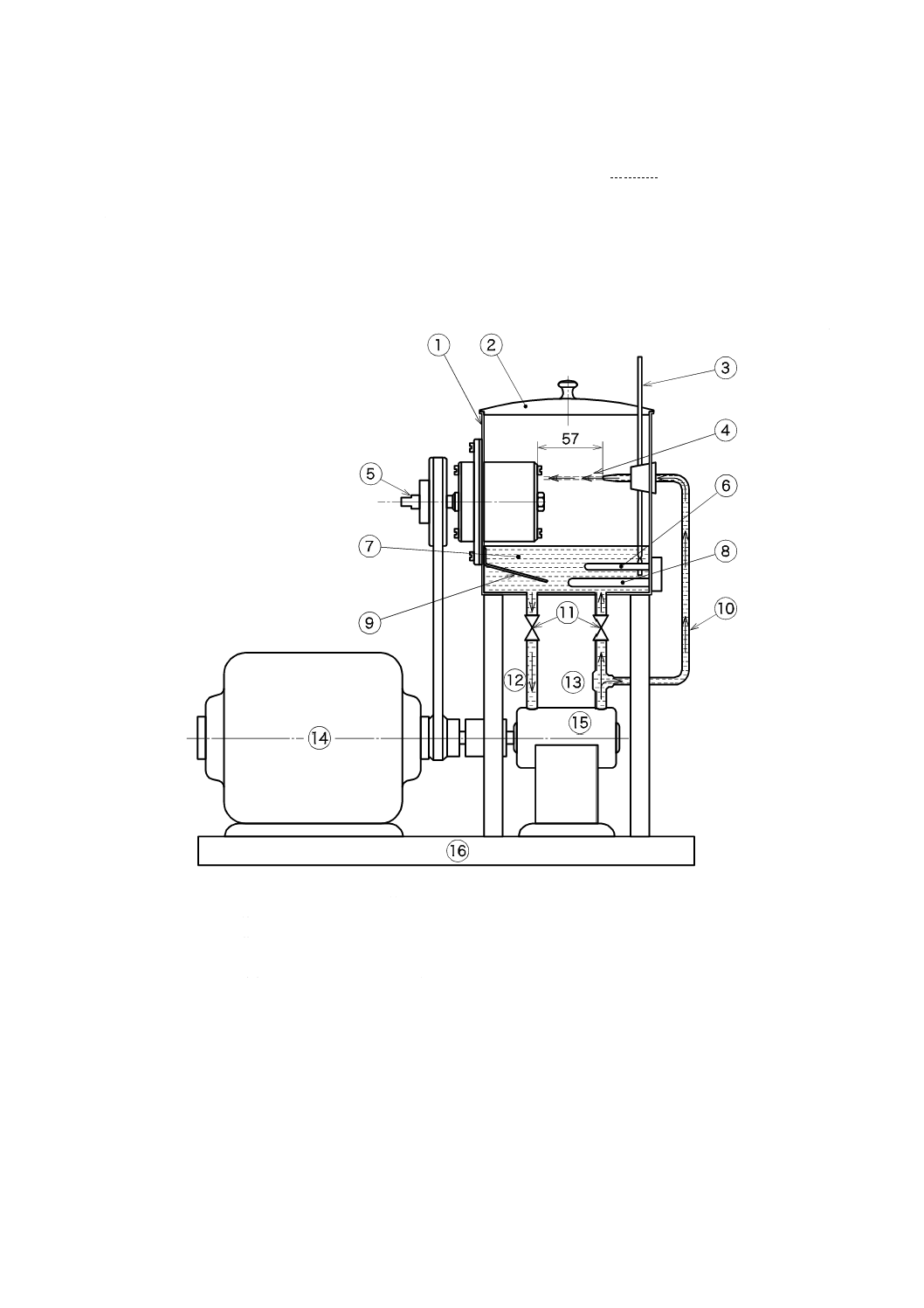
48
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 温度計 38 ℃及び79 ℃が読み取れる目量1 ℃以下のガラス製温度計又はこれと同等の熱電対。
e) 恒温空気浴 自然対流式で規定温度に対し±3 ℃に保つことができる電熱式のもの。
f)
ストップウォッチ 0.1秒の単位まではかれるもの。
g) 時計皿 試験用玉軸受,外輪受け,外輪押さえ及び内輪押さえを入れるのに適した大きさのもの。
h) メスシリンダ 呼び容量100 mLのもの。
i)
はかり 1 mgまで測定できるもの。
単位 mm
① 恒温水槽
(大きさ:約150 mm×約150 mm×
約150 mm)
② 蓋
③ 温度計
④ 噴射ノズル(直径1 mmの細管)
(流量:5±0.5 mL/s)
⑤ 玉軸受(回転速度:63±3 rad/s)
⑥ 温度調節器(サーモスタットなど)
⑦ 恒温水槽内の水(最小量:750 mL)
⑧ 電熱器
⑨ 整流板
⑩ 給水管
⑪ 流量調節弁及びバイパス弁
⑫ 戻り管
⑬ バイパス
⑭ 電動機
⑮ 給水ポンプ
⑯ 架台
図34−水洗耐水度試験機の構成の例
49
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図35−ハウジングの構成図の例
16.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
16.5 試験の準備
試験の準備は,次による。
a) 試験には2個の試験用玉軸受に充塡するのに十分な量のグリースが必要である(1個につき約4 g)。
少なくとも15 gの試料を準備する。試料を観察し,油分離,相変化,異物混入などの不均一な状態で
の場合は,新しい試料を用意する。
b) 恒温水槽及び水の循環部分を水で洗浄し,恒温水槽内壁に付着した油分を拭い取る。
c) 試験用玉軸受を石油ベンジンで洗浄し,乾燥する。
d) 一時間の試験の間,水の流量が規定の範囲に確実に入るようにする。
16.6 試験の手順
試験の手順は,次による。
a) 試験は2回ずつ行う。試験用玉軸受と試験用玉軸受外輪押さえ(図35⑤),試験用玉軸受外輪受け(図
35④)及び試験用玉軸受内輪押さえ(図35⑥)の質量を0.01 gの単位まで記録する。試験用玉軸受に
試料4.00±0.05 gを詰める。試料を詰めた試験用玉軸受と試験用玉軸受外輪押さえ,試験用玉軸受外
輪受け及び試験用玉軸受内輪押さえの質量を0.01 gの単位まで記録する。この軸受と外輪押さえ,外
輪受け及び内輪押さえとを図35のようにハウジングに取り付ける。
50
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 予熱した水750 mL以上を恒温水槽に入れ,電動機を始動する。このとき,水が直接ハウジングにか
からないように噴射管の先端にゴム管をつないで水中に導き,水温を38±1.7 ℃又は79±1.7 ℃に調
節する。水の水面は,ハウジングの下端より下位でなければならない。
c) 水温の調節が終わったら,ゴム管の端をメスシリンダに入れて水の流量を毎秒5±0.5 mL/sになるよ
うに,ストップウォッチを用いて10秒間の流量をメスシリンダで測定し,調節する。
d) 噴射管からゴム管を外し,噴射水が外輪押さえと内輪押さえの隙間の上端より上6.4±0.05 mmの放水
標線に当たるように調節した後,試験用玉軸受を毎秒63±3 rad/sで60±5分間回転させる。
e) 電動機及び電熱器を停止し,ハウジングから試験用玉軸受,外輪受け,外輪押さえ及び内輪押さえを
外し,質量既知の時計皿に載せ,77±6 ℃に保った恒温空気浴で15時間乾燥する。この場合,外輪受
け,外輪押さえ及び内輪押さえは試験用玉軸受から離し,内側を上向きにして時計皿に載せる。低粘
度基油を含むグリースの場合は,乾燥中の油成分の蒸発によって,ある程度の質量損失を伴うことが
ある。高粘度基油を含むグリースでは,乾燥温度を93±3 ℃に上げ,規定の時間内で水分が除去でき
るようにする。
f)
乾燥後,デシケータ中で室温まで放冷し,試験用玉軸受,外輪押さえ,外輪受け,内輪押さえ及び時
計皿の質量を0.01 gの桁まではかり,試料の減失量を求める4)。
注4) 外輪受け,外輪押さえ,内輪押さえ及び時計皿に付着している試料及び乾燥中に発生した漏
れは,減失量とみなさない。
16.7 計算方法及び精度
a) 計算方法 水洗耐水度は,各々の試験結果を次の式によって算出し,2個の試験結果の平均値をJIS Z
8401によって丸めの幅1に丸める。また,試験用玉軸受,外輪受け,外輪押さえ及び内輪押さえ及び
試料を乾燥した温度を明記する。
Δme=m2−m1
Δma=m3−m1
100
e
a
e
×
Δm
Δm
Δm
w
−
=
ここに,
w: 水洗耐水度(質量分率%)
m1: 試験用玉軸受,外輪受,外輪押さえ及び内輪押さえの質
量(g)
m2: 試験前の試料と試験用玉軸受,外輪受,外輪押さえ及び
内輪押さえの質量(g)
m3: 試験後の試料と試験用玉軸受,外輪受,外輪押さえ及び
内輪押さえの質量(g)
b) 精度 この試験方法によって得られた試験結果の許容差(確率0.95)は,次による。
試験結果が許容差を外れた場合には,JIS Z 8402-6によって処理する。
1) 室内併行精度 同一試験室において,同一人が同一試験器で引き続き短時間内に同一試料を2回試
験したとき,試験結果の差の許容差は,次による。
38 ℃のとき r=0.8(X+2)
79 ℃のとき r=0.6(X+4.6)
r:室内併行精度 X:2回の試験結果の平均値
2) 室間再現精度 異なる試験室において,別人が別の試験器で,同一試料をそれぞれ1回ずつ試験し
て求めた2個の試験結果の差の許容差は,次による。
51
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
38 ℃のとき R=1.4(X+2)
79 ℃のとき R=1.1(X+4.6)
R:室間再現精度 X:2個の試験結果の平均値
16.8 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 16.7によって得られた結果
d) 試験年月日
e) 特記事項
17 漏えい度試験方法
17.1 試験の原理
ホイールハブ及び軸受にそれぞれ規定量の試料を充塡し,規定の条件で回転した後,漏えいしたグリー
ス及び油分の合計質量を求める。
17.2 試薬
試薬は,次による。
a) 溶剤 JIS K 8594に規定する石油ベンジン。
17.3 試験機
漏えい度試験機は,次のa)〜g)からなる。図36に漏えい度試験機の構成の例を示す。
a) 恒温空気浴 図36に示す形状・寸法のもので,浴内の温度を113±2 ℃に保つことができる加熱器,
温度調節器及びファンを備え,加熱器は,浴内の温度を15±5分の間に113 ℃まで昇温できるもの。
浴内にb)のホイールベアリング回転機構を収める。
b) ホイールベアリング回転機構 ホイールハブを毎分660±30 rpmで回転させるための機構で,図36に
示すスピンドル,ホイールハブ,軸受,ハブプーリ,伝動プーリ,Vベルト,電動機などからなる。
1) スピンドル及びホイールハブ 図37及び図38に示す形状・寸法のもので,材質は,次に示すもの。
スピンドル JIS G 4053に規定するクロムモリブデン鋼。
ホイールハブ JIS G 4051に規定するもの。
2) 軸受 表22に示す2種類の円すいころ軸受を用いる。
表22−円すいころ軸受
単位 mm
軸受内径
軸受外径
組立幅
内輪の幅
外輪の幅
大軸受
30.213
63.500
20.638
20.638
15.875
小軸受
19.050
49.225
23.020
21.539
17.463
注記1 大軸受は,チムケンの呼び番号15118/15250Xに相当する。
注記2 小軸受は,チムケンの呼び番号09074/09196に相当する。
3) ハブプーリ及び伝動プーリ ハブプーリは,図39に示す形状・寸法の鋼板製のもので,ホイールハ
ブにボルト,リベットなどで固定する。伝動プーリは,ハブプーリを毎分660±30 rpmで回転する
ことができる金属製プーリとする。
52
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 電動機及びベルト 電動機は,ホイールハブ及び恒温空気浴のファンを駆動するもので0.2 kW程度
が適切である。ベルトは,JIS K 6323のA形に規定するもの。
5) ファン 図40に示す形状・寸法の軽合金製のもので,電動機軸に直結して,加熱器に吹き付ける方
向に回転する。
c) ハブキャップ 図41に示す形状・寸法のもので金属製のもの。
d) リーケージコレクタ 図42に示す形状・寸法のもので軽合金製のもの。
e) 受け皿 ステンレス鋼製の四角形の受け皿で,縦約220 mm,横約280 mm,深さ約13 mmのものが適
切である。
f)
トルクレンチ 図36に示すスピンドルナットを6.8±0.2 N・mのトルクで締め付けることができるも
の。
g) 温度計 JIS B 7410に規定する温度計番号34のもの。
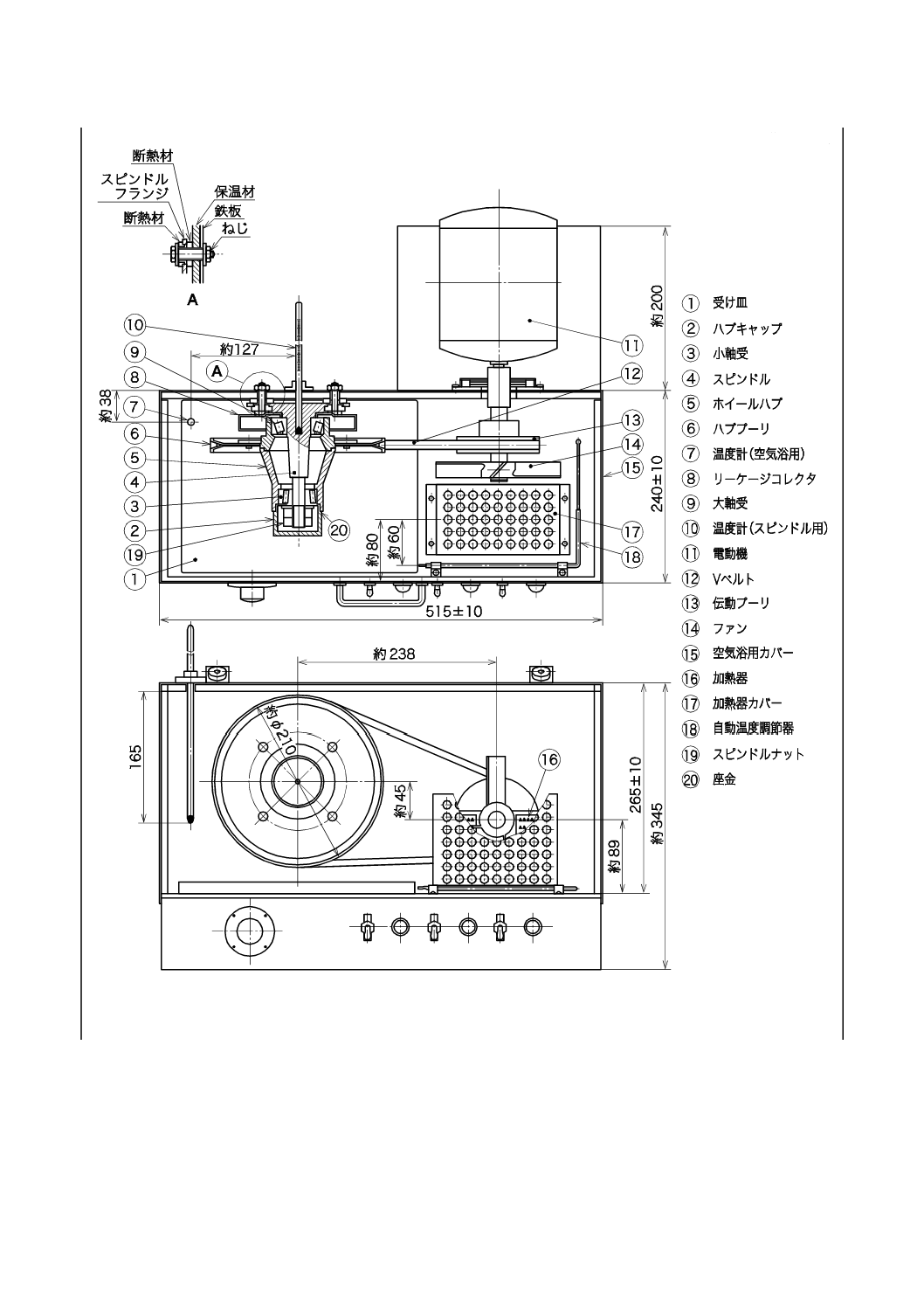
53
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 この図は,ASTM D 1263-94のFig.2を基に作成している。
図36−漏えい度試験機の構成の例
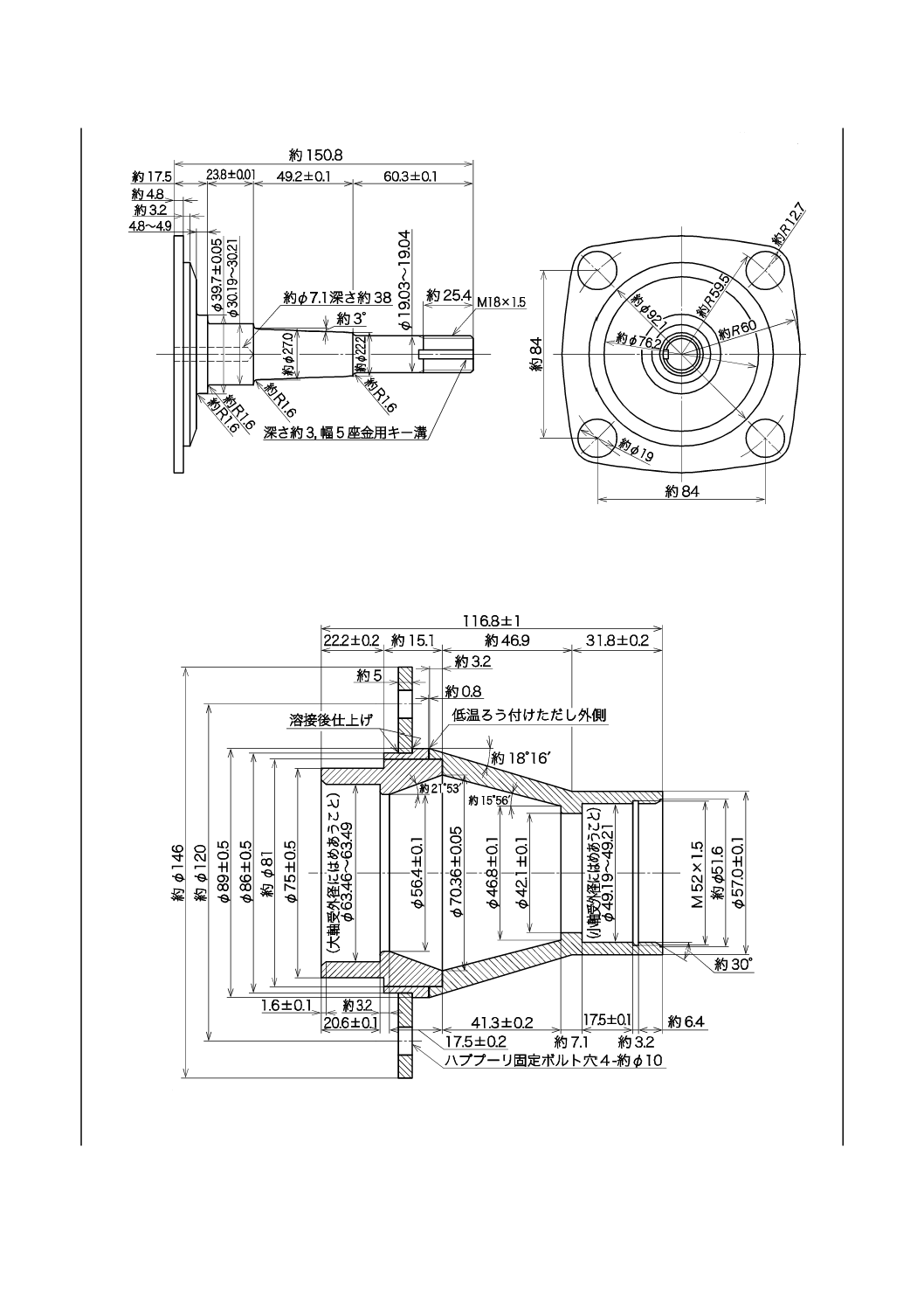
54
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 この図は,ASTM D 1263-94のFig.A1.1を基に作成している。
図37−スピンドルの例
単位 mm
注記 この図は,ASTM D 1263-94のFig.A1.2を基に作成している。
図38−ホイールハブの例
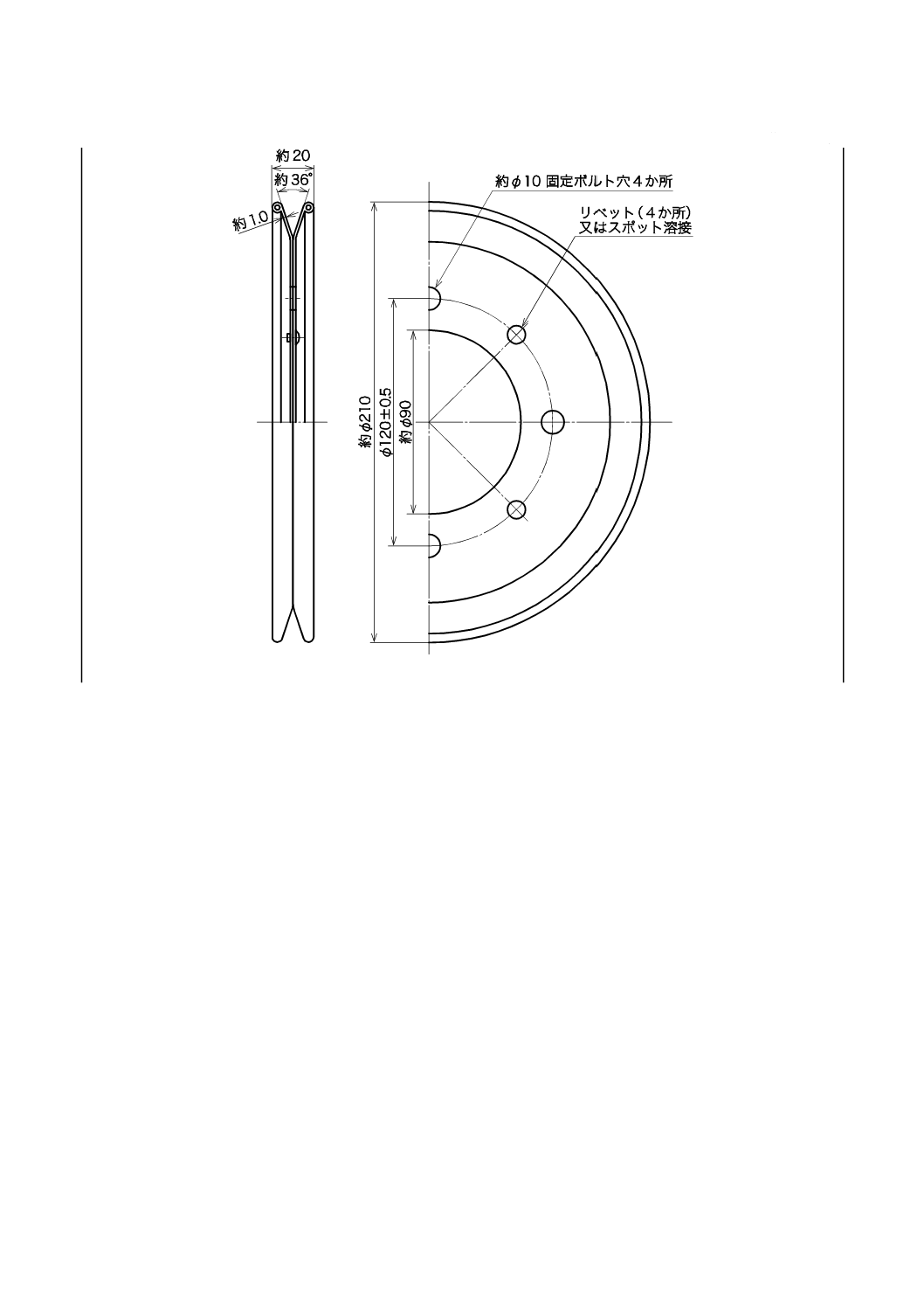
55
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図39−ハブプーリの例
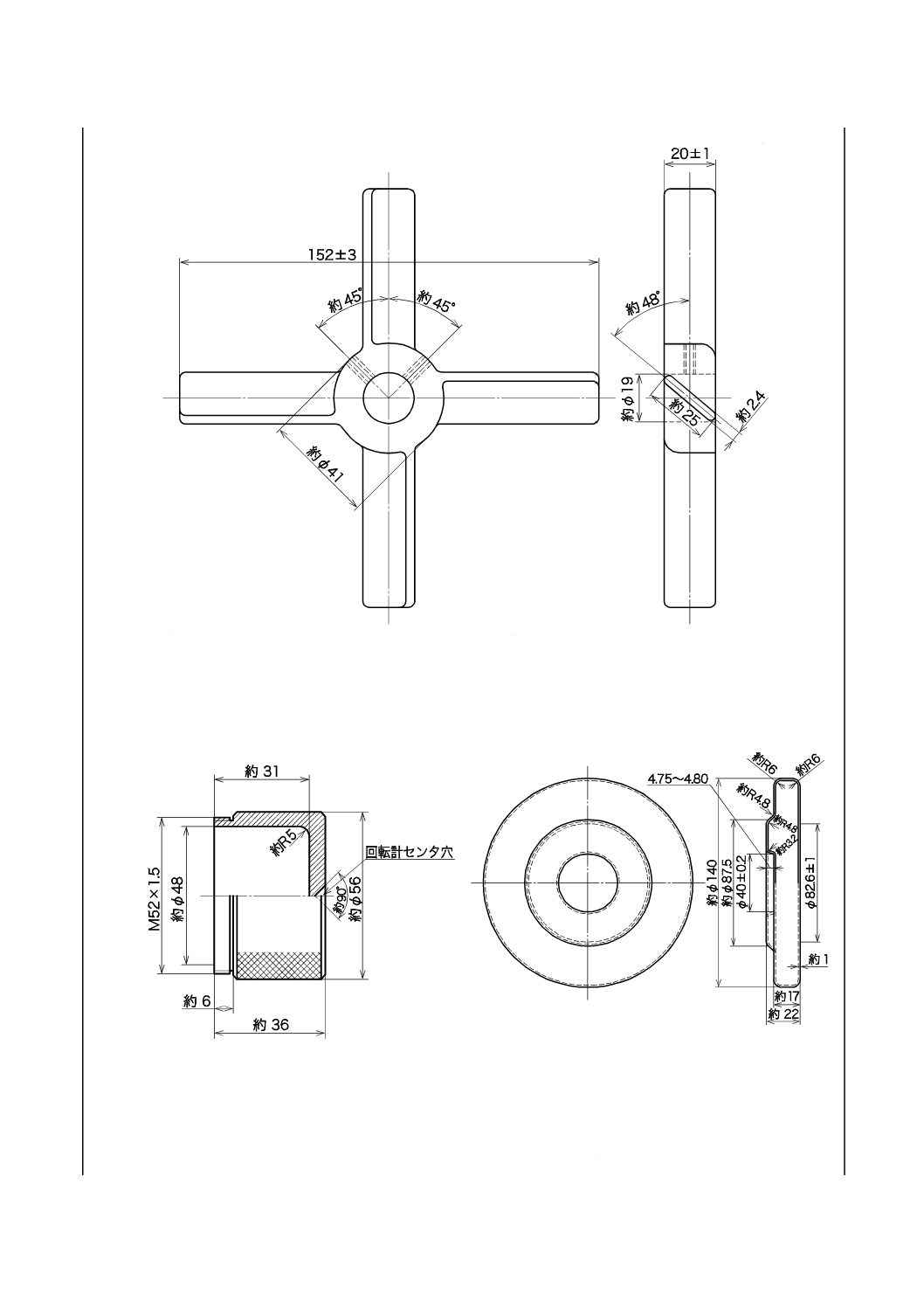
56
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 この図は,ASTM D 1263-94のFig.A1.4を基に作成している。
図40−ファンの例
単位 mm
単位 mm
注記 この図は,ASTM D 1263-94のFig.A1.3を基に作成
している。
図41−ハブキャップ
図42−リーケージコレクタの例
17.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
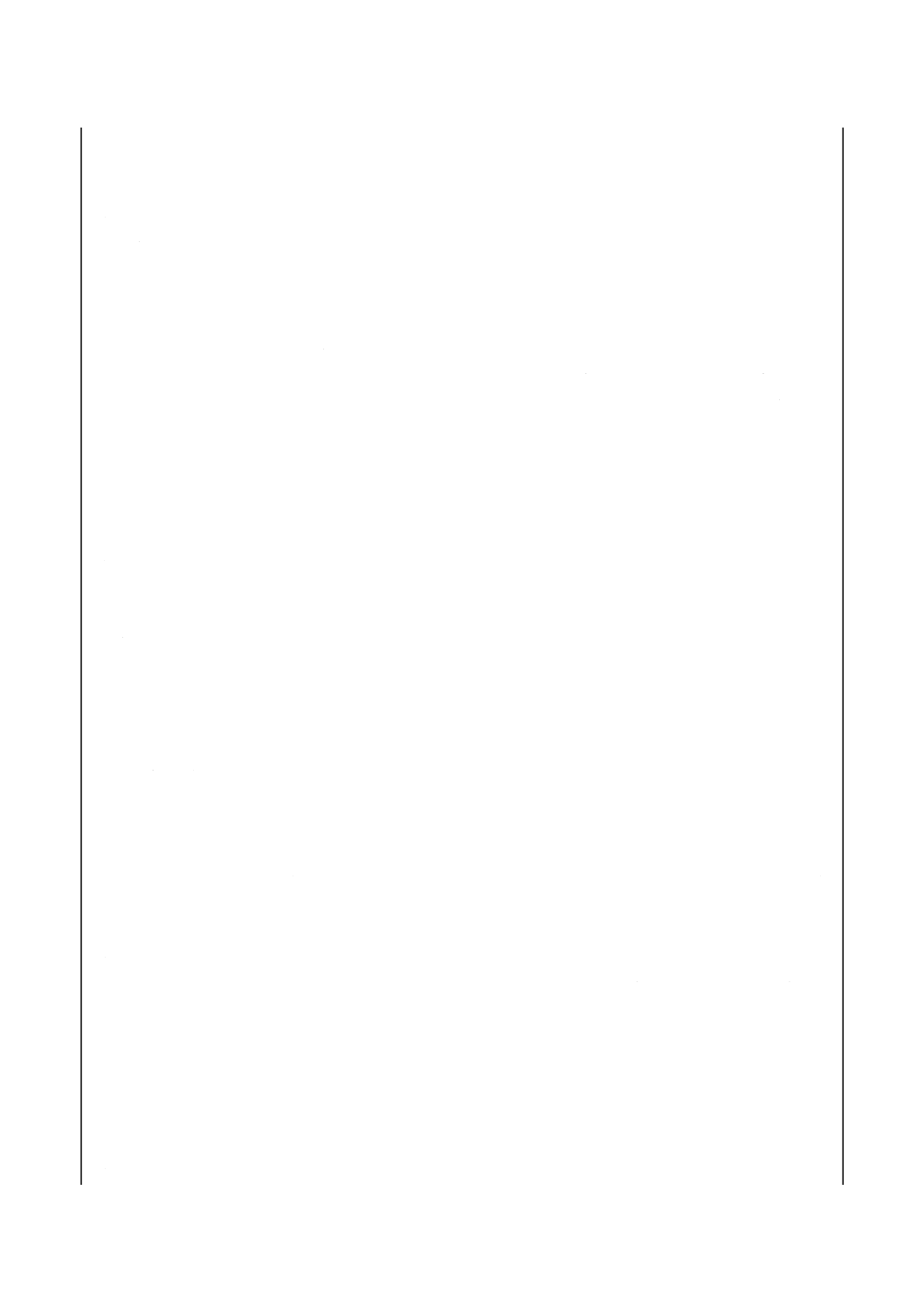
57
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
によって採取及び調製する。
17.5 試験の準備
試験の準備は,次による。
a) 細長いくさび形のへらを用いて,小軸受に2.0±0.1 g,大軸受に3.0±0.1 gの試料を充塡し,残りの試
料85±1 gをホイールハブの内側に均一な層になるように詰め,次に,大小軸受の外輪軌道面に試料
を薄く塗る。残りの試料をホイールハブに詰めるには,適切なへらを用いて,試料の表面がホイール
ハブの大小軸受の外輪軌道と同じ高さになるように詰める。試料が残るような場合には,この試料を
ホイールハブ中央部に盛り上げるように詰める。
なお,へらの代わりにJIS T 3201に規定する10 mL又は20 mLのシリンジを用いてもよい。
b) リーケージコレクタ,ハブキャップ及び受け皿をそれぞれ0.1 gの桁まではかり,リーケージコレクタ
をスピンドルの規定の位置にはめ込み,大軸受をスピンドルに取り付け,次に,ホイールハブと小軸
受とをはめ込む。このとき,充塡した試料がスピンドルに触れないように注意する。次に,小軸受の
先に座金を置き,1番目の六角ナットをはめ込み,トルクレンチを用いて6.8±0.2 N·mの力で締め付
けた後,60±5°戻し,2番目の六角ナットを締め付けて1番目の六角ナットを固定する。
なお,軸受,ホイールハブ及びスピンドルは,試験ごとに十分に観察し,摩耗その他の損傷のない
ことを確かめる。また,軸受は,試験回数が250回を超えて用いてはならない。
c) 六角ナットをスピンドルに固定した後,ハブキャップをホイールハブに取り付け,Vベルトとプーリ
とが一線になるようにプーリにVベルトをかけ,受け皿を所定の位置に置き,空気浴カバーを閉じる。
17.6 試験の手順
試験の手順は,次による。
a) 17.5による試験の準備が終了後,電動機及び加熱器のスイッチを入れ,ホイールハブを毎分660±
30 rpmで回転させ,試験を開始する。試験開始後,15±5分で空気浴の温度を113±3 ℃まで上昇さ
せる。スピンドルの温度を60±10分で104±1.5 ℃に達するようにし,試験終了までスピンドル温度
を保持する。
b) 6時間が経過した後,直ちに電動機及び加熱器のスイッチを切り,空気浴カバーを開き,スピンドル
からハブキャップ,大小の軸受,ホイールハブ及びリーケージコレクタをそれぞれ取り外し,リーケ
ージコレクタ及びハブキャップを室温まで放冷し,それぞれの質量を0.1 gの桁まではかる。
c) b)において,スピンドルから取り外した大小二つの軸受は,室温で石油ベンジンを入れたビーカ中に
2分間浸し,軸受に付着している試料を除去し,軸受表面のワニス,ガム又はラッカー状生成物の有
無を調べる。
17.7 計算方法及び精度
a) 計算方法 漏えい度は,リーケージコレクタ及びハブキャップの両方に漏えいした試料の合計質量
(g)を求め,JIS Z 8401によって丸めの幅0.1に丸める。また,受け皿に試料がたまっている場合は,
これを漏えい度に加算する。この場合,ワニス,ガム又はラッカー状の生成物が,軸受の表面に付着
しているか否かを併記しなければならない。
b) 精度 精度は,規定しない。
17.8 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
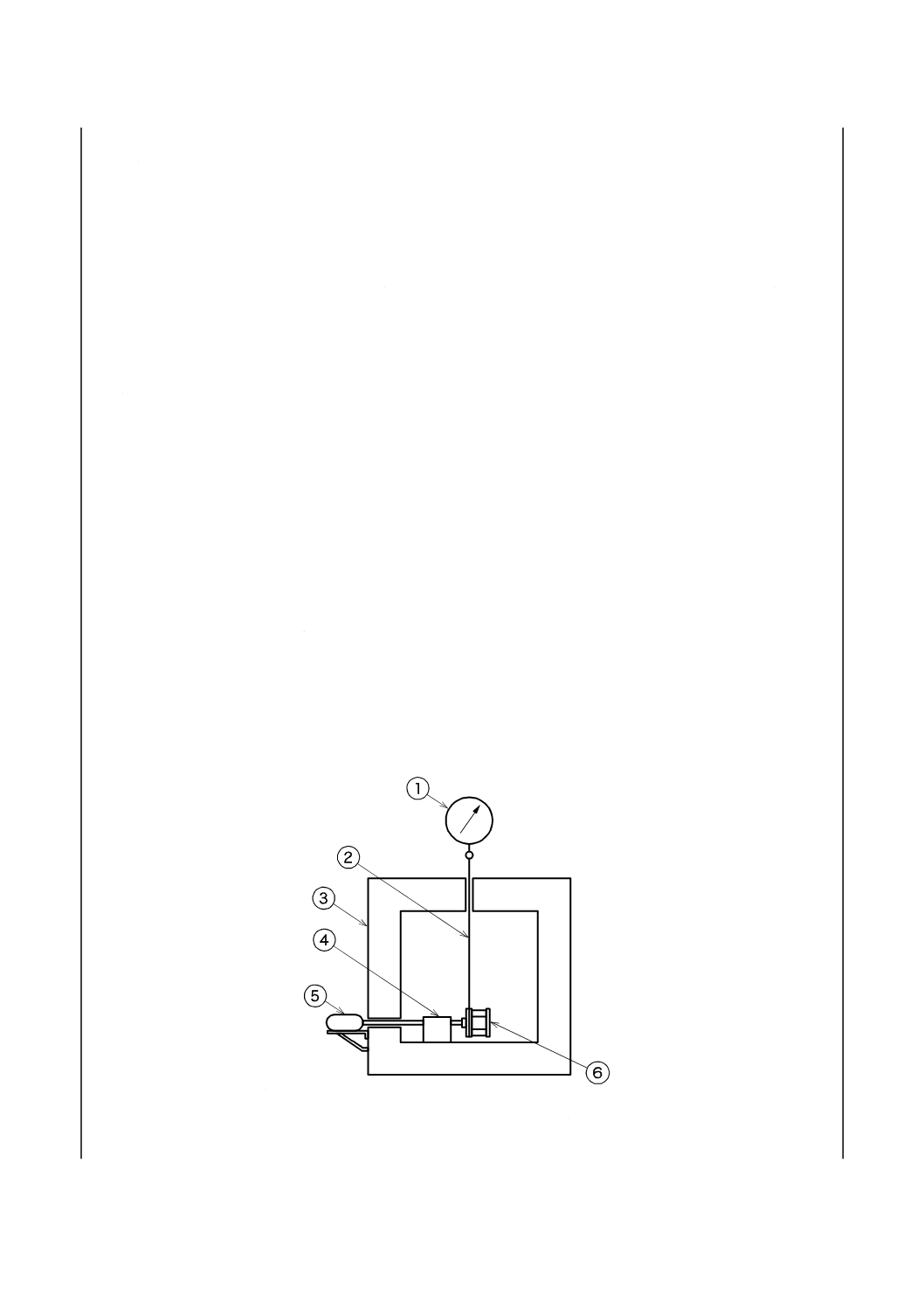
58
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 17.7によって得られた結果
d) 試験年月日
e) 特記事項
18 低温トルク試験方法
18.1 試験の原理
軸受に試料を詰め,あらかじめ規定温度に保った低温空気浴内に取り付ける。低温空気浴の温度が,再
度,規定温度に達してから2時間保つ。次に,軸受の内輪を1 rpmで回転させ,外輪の制止力(トルク)
を測定する。
18.2 試薬
試薬は,次による。
a) 溶剤 JIS K 8594に規定する石油ベンジン。
18.3 試験機
低温トルク試験機は,次のa)〜f)からなり,図43に低温トルク試験機の構成の例を示す。
a) 低温空気浴 内容積が0.03 m3以上のもので,浴内の温度を規定温度±1 ℃に調節できるもの。駆動
装置を外部に付けるか,又は浴内に直接付けてもよい。試験軸受と冷媒槽との直接的な熱ふく射を避
けるため,その間に隔壁を設ける。また,駆動装置を外部に設けた場合,試験軸受と低温空気浴内壁
間の駆動軸の表面温度は,規定温度より1 ℃以上高くなってはならない。
b) 軸受 試験用軸受は,JIS B 1521に規定する6204開放形玉軸受で,等級は0級,ラジアル内部隙間は
普通隙間,保持器は鋼板製打抜き品とする。
c) 駆動装置 図44に駆動装置の例を示す。電動機,減速機,駆動軸などからなり,駆動軸に試験ジグの
スピンドルを固定し,1±0.05 rpmで回転できるもの。
d) 試験ジグ 図45及び図46に示す形状・寸法のもので,材質は,ステンレス鋼SUS304又は黄銅製の
もの。
① 指針型ばねばかり
(0 mN〜39 000 mN)
② 糸
③ 低温空気浴
④ 減速機
⑤ 電動機
⑥ 試験ジグ
注記 この図は,ASTM D 1478-91のFig.1を基に作成している。
図43−低温トルク試験機の構成(1個がけ)の例
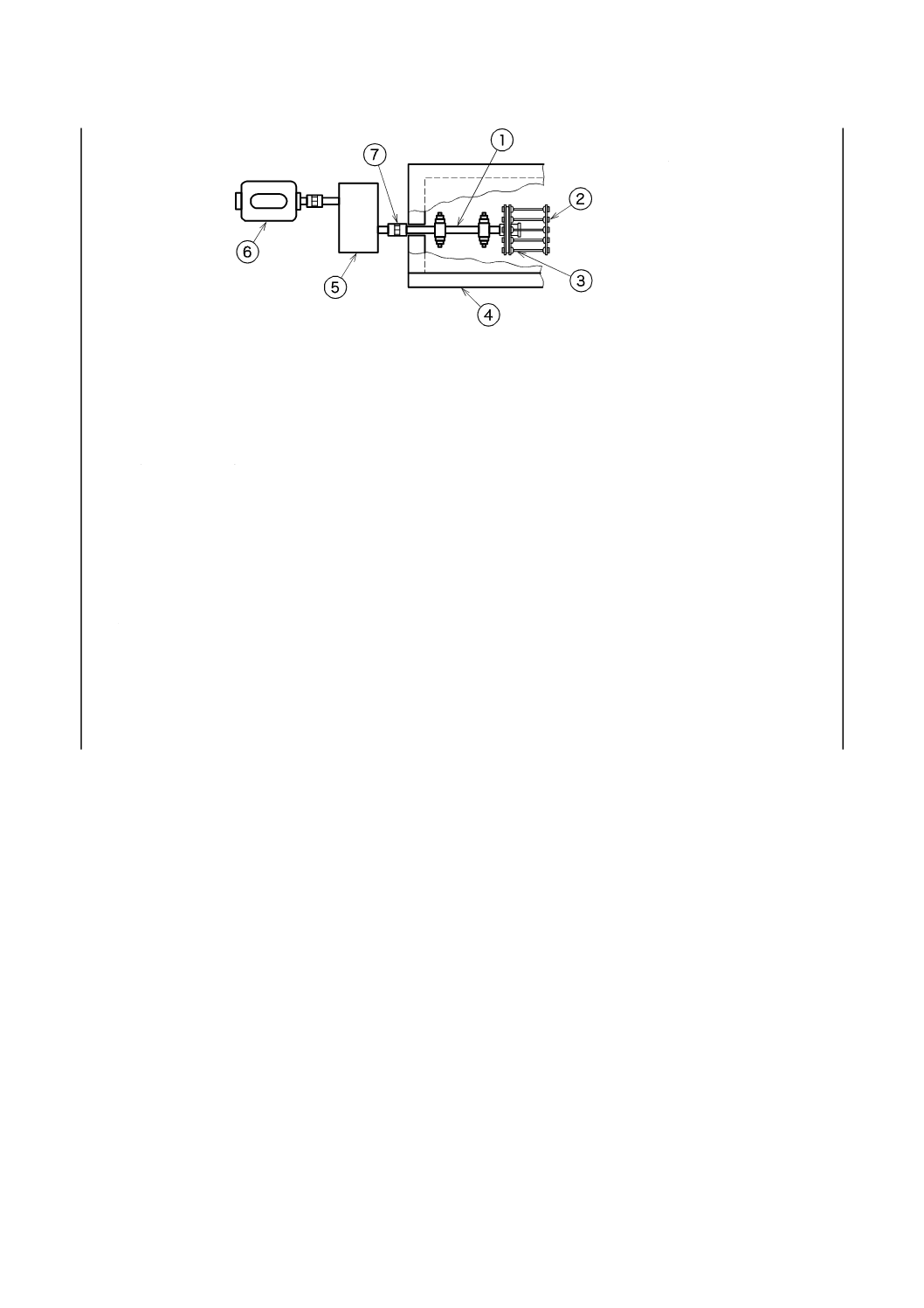
59
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
① 駆動軸
② 荷重板
③ 試験軸受ハウジング
④ 低温空気浴
⑤ 減速機
⑥ 電動機
⑦ 断熱軸継手
注記 この図は,ASTM D 1478-91のFig.2を基に作成している。
図44−駆動装置の例
e) トルク測定装置 0 mN〜39 000 mNの負荷が測定できるもの(指針型ばねばかり,電子式はかりなど
がある)。
f)
グリースカップ 図47に示す形状・寸法のもので,材質は,黄銅製とする。
18.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
18.5 試験の準備
軸受は,18.6 a)に従って洗浄し,乾燥した後,軸受を指でラジアル方向及びスラスト方向にそれぞれ軽
い負荷をかけながら回転させたとき,滑らかに回転するものとする。次に,軸受にJIS K 2238に規定する
ISO VG 460又はこれに相当する粘度の適切な潤滑油を数滴塗り,18.6 i)に従って,室温における回転トル
クの試験を行い,平均トルク及び最大トルクを測定する。平均トルクは,1.96 mN·m,最大トルクは,
2.45 mN·m以上あってはならない。トルク測定値がこれらの数値以下であれば,その軸受を試験に用いて
よい。
60
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 この図は,ASTM D 1478-91のFig.3を基に作成している。
図45−試験ジグの構成の例
18.6 試験の手順
試験の手順は,次による。
a) 軸受を石油ベンジンで洗浄する。これを100 ℃を超えない温度で乾燥し,室温まで冷却して用いる。
b) 乾燥した清浄な軸受をスピンドル[図46 f)]にはめ,内輪押さえとねじで軸受の内輪を止める。清浄
な鋼製へらを用いて試料をグリースカップに約3/4量詰める。
c) 軸受全体に試料を詰めるために,内輪とスピンドルを回し,次に,逆方向にゆっくり回転させながら
軸受を試料の中に押し込む。軸受がグリースカップの底に達した後,これを取り出してスピンドルか
ら外し,軸受を裏返してスピンドルに付け直す。再びグリースカップに試料を詰め直し,前と同様に
軸受をグリースカップの底に達するまで押し込む。スピンドルを付けたまま,軸受をグリースカップ
から外し,軸受の両側にはみ出した試料をへらでかき除き,試料の充塡されていない隙間がある場合
は,これに試料を詰める。試料を詰めた軸受は,i)によってトルクを測定するまで回転させてはなら
ない。
d) 試料を詰めた軸受をハウジングの中にはめ込み,外輪押さえ[図46 d)]で軸受が動かないように止め,
図45のように試験ジグを組み立てる。
e) あらかじめ規定温度に保った低温空気浴を開き,駆動軸の端まで試験ジグのスピンドルを滑り込ませ
る。
f)
糸をハウジングの外面にねじで止める。トルク測定装置に糸を連結し,糸の緩みがほとんどなくなる
までスピンドルを回転させた後,その位置でスピンドルを固定ボルトで駆動軸に固定する。このとき,
軸受が回転しないように操作する。ハウジング外面のねじの位置は,垂線と少なくとも90°以上でな
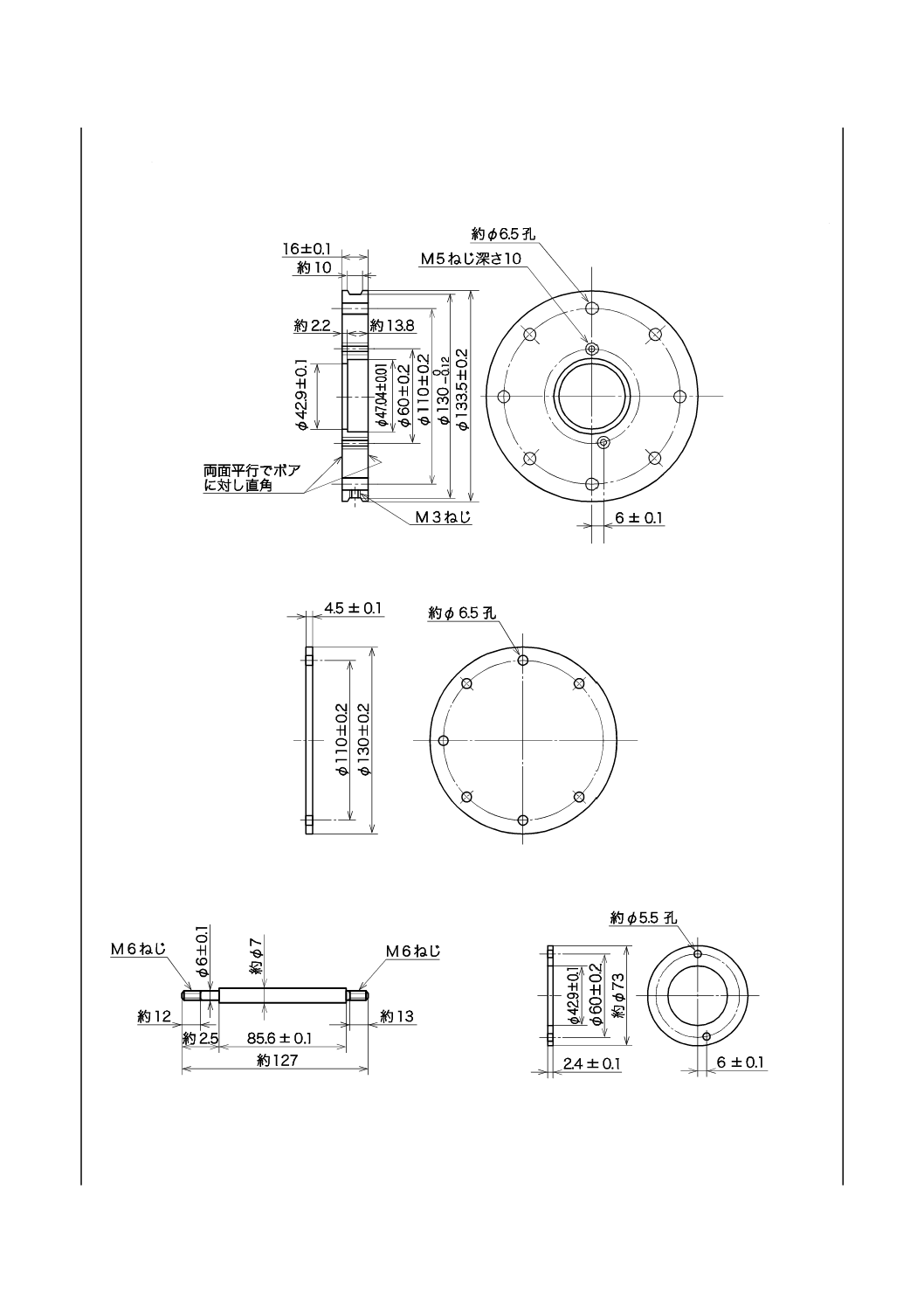
61
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ければならない。また,低温空気浴の湿気が低温で糸を硬化させないように,糸にシリコーンオイル
を塗る。
単位 mm
a) 軸受ハウジング
b) 荷重板
c) 連結棒
d) 軸受外輪押さえ
図46−試験ジグの構成部品図の例
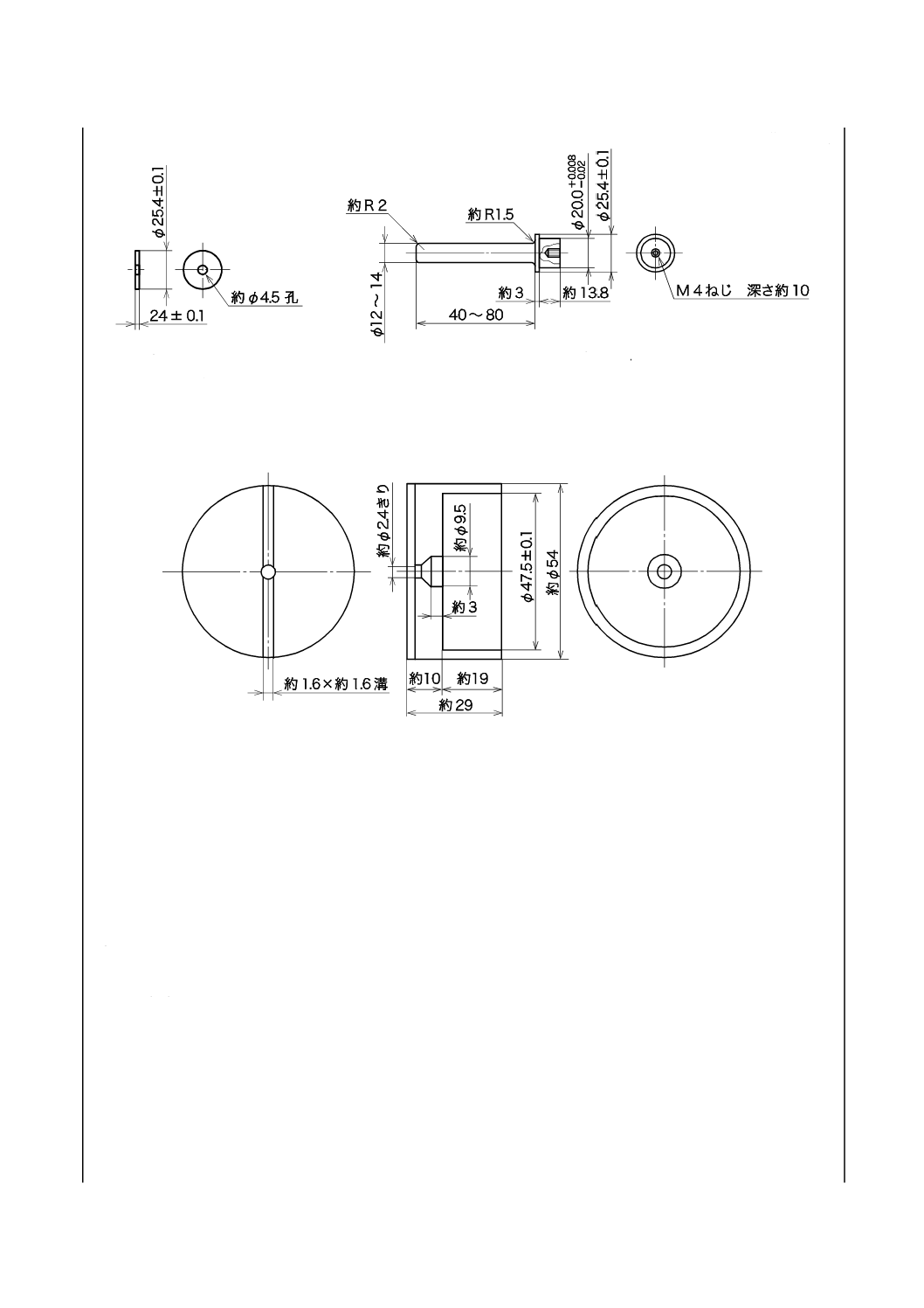
62
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
e) 軸受内輪押さえ
f) スピンドル
注記 この図は,ASTM D 1478-91のFig.3及びFig.4を基に作成している。
図46−試験ジグの構成部品図の例(続き)
単位 mm
注記 この図は,ASTM D 1478-91のFig.5を基に作成している。
図47−グリースカップの例
g) 低温空気浴を閉じ,低温空気浴内を規定の温度まで下げ,この温度で2時間保つ。この冷却時間中,
軸受を動かしてはならない。動いたときは,この試験は無効とする。
注記 空気湿度が高いとき,低温空気浴の内面に水分が凝縮するおそれがあるので,このような場
合は,あらかじめ低温空気浴の底部に活性アルミナのような乾燥剤を広げた適切な薄い皿を
置くとよい。
h) 測定に先立って糸に氷片が付いていないか,また,糸が浴壁に接触していないか調べる。冷却中,糸
及び糸の通路の氷結を防止するために,割れ目を付けたゴム栓又は綿で通路孔を塞ぐとよい。トルク
測定時には,これを外す。
i)
トルク測定装置を注視しながら電動機を起動させ,到達した最大値を読み取り記録する5)。回転を10
分間続け,最後の15秒間におけるトルク測定装置の読みの平均値を記録する。回転試験中,低温空気
浴の温度は,規定温度に対し±1 ℃に保持しなければならない。
注5) 最大値は,回転開始後,数秒以内に現れる。
j)
同一試料で繰り返し試験をするときは,毎回a)に従って軸受を洗浄し,b),c)に従って新しい試料を
再充塡しなければならない。

63
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18.7 計算方法及び精度
a) 計算方法 起動トルク(mN・m)及び回転トルク(mN・m)は,次の式によって算出し,有効数字2
桁に丸める。
S=A×r
R=B×r
ここに,
S: 起動トルク
R: 回転トルク
A: 起動開始直後のトルク測定装置の読みの最大値(mN)
B: 回転10分間の最後の15秒間におけるトルク測定装置の
読みの平均値(mN)
r: ハウジングのトルク半径(0.065 m)
b) 精度 精度は,規定しない。
18.8 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 18.7によって得られた結果
d) 試験年月日
e) 特記事項
19 見掛け粘度試験方法
19.1 試験の原理
シリンダ内のグリースを油圧によって毛管を通して押し出し,このとき系統内に発生する圧力を測定す
る。あらかじめ求めた流量,毛管の半径及び長さと測定圧力とから19.6に規定するポアズイユの式を用い
て見掛け粘度を算出する。この試験方法は,−55 ℃〜40 ℃において,ずり速度(せん断率)が0.1 s−1で
2.5 Pa・s〜10 000 Pa・s,15 000 s−1で0.1 Pa・s〜10 Pa・sの範囲の測定が可能である。
19.2 試験機
見掛け粘度試験機は,次のa)〜e)からなり,図48に例を示す。
試験を室温以外の温度で行う場合は,グリース系統[図48 b)]を試験温度±0.5 ℃に保つことができる
恒温液浴又は空気浴に入れて行う。
a) 動力系統 200 W程度の誘導電動機並びに適切な減速機及び流量変換歯車からなる。流量変換歯車は,
歯数40及び64の2個を交換して用いる。ただし,b) 1)の流量を満たす場合はその歯数にこだわらな
い。
b) 油圧系統(a) 歯車ポンプ,歯数42の駆動歯車及び油圧系配管(a)からなる。ただし,1)の流量を
満たす場合はその歯数にこだわらない。
1) 歯車ポンプ 吐出量0.584 mL/回転又は1.168 mL/回転に相当するもので,その作動油の動粘度は,
試験室内温度で約2 000 mm2/sのものを用いる。また,吐出圧力の変動に対し,吐出量変化が少な
く,脈流のない定量歯車ポンプとし,その流量は,約4.8 mL/minと約7.6 mL/minに可変できるもの。
2) 油圧系配管(a) グリースシリンダに油圧装置から作動油変換シリンダを介し,油圧系統(b)を
通じて油圧を加えるための配管で,戻り弁を備える。油圧系配管は,27.5 MPaの油圧に対し漏れが
なく,また,系内に気泡が滞留しない配管経路とする。

64
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 油圧系統(b) 油圧系配管(b)及び圧力計分岐管からなる。
1) 油圧系配管(b) 作動油変換シリンダを介し,油圧系配管(a)からの圧力を受け,グリースシリ
ンダに圧力を加える。油圧系配管(b)は,27.5 MPaの油圧に対し漏れがなく,また,系内に気泡
が滞留しない配管経路とする。
なお,用いる作動油の動粘度は,試験温度で2 000 mm2/s以下である。
2) 圧力計分岐管 図48 a)のように1か所で取り付ける形式でも,図48 b)のように多管式に取り付け
る形式でもよい。ただし,多管式に圧力計を固定する場合,それぞれに開閉弁を備える。
3) 圧力計 JIS B 7505-1に規定する1.6級以上のもの。例として,0 MPa〜0.4 MPa,0 MPa〜1 MPa,
0 MPa〜4 MPa,0 MPa〜25 MPaのものを備える。
なお,圧力計は,表示最大圧力の2/3以下で用いる。
d) グリースの系統 グリースシリンダ部及び毛管からなる。
1) グリースシリンダ部 図49にグリースシリンダ部の一例を示す。27.5 MPaの動圧に耐えるもの。
ピストンは,シリンダ内を動かしたとき,感知できる摩擦がないものを用いる。Aエンドキャップ
[図48 b)]は,油圧系配管に接続でき,Bエンドキャップ[図48 b)]は,毛管及び測温体が取り
付けられるもの。図49に表示したシリンダ内径及びピストン外径寸法は,標準値であり,多少寸法
が異なってもよい。ただし,シリンダ内径とピストン外径との隙間は,0.012 mm〜0.063 mmとする。
ガスケットには,銅ガスケット,合成ゴム製Oリングなどを用いて試験中の油圧で漏れないガスケ
ット締付構造とする。また,その締付けは,袋ナット締付けでもよい。
2) 毛管 図50に毛管の例を示す。内径の異なった8種類の毛管を一組とする。各毛管の直径は,図
50に示す寸法にほぼ等しいもので,長さ(B)は,実測直径(A)の40倍±0.02 mmでなければな
らない。
e) 温度計 グリースシリンダ内の試料温度を測定する温度計で,熱電対,サーミスタなどの測温体をグ
リースシリンダのBエンドキャップに固定できるものとする。
19.3 校正
a) 油圧系統の流量の校正 油圧系統(a)[図48 b)参照]を試験室内温度で約2 000 mm2/sの動粘度の作
動油で満たす。次に,油圧系統(b)[図48 b)参照]に取り付けたグリースシリンダを取り外し,ニー
ドル弁[図48 b)⑱]を取り付ける。
b) 試験温度で2 000 mm2/s以下の動粘度をもつ作動油で油圧系統(b)を満たし,気泡を除去する。図48
b)の油圧系統(b)を試験温度に保持し,圧力0 MPaでポンプを作動させ,手早く油圧ポンプ流量補
正用受器を吐出口の下に置き,同時にストップウォッチを押す。作動油が,60 mL流出する時間を測
定し,流量(cm3/s)を算出する。次に,ニードル弁を調節して2.9 MPa,6.9 MPa,9.8 MPa及び9.8 MPa
以上の圧力で流量を測定し,図51のような補正曲線を作成する。この曲線は,試料測定時の流量を補
正するのに用いる。この油圧系統の校正は,試験に用いるグリースでその流量を測定してもよい。こ
の校正は,ポンプの摩耗によって流量が変化するので,一定運転期間ごとに行わなければならない。
19.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
19.5 試験の手順
試験の手順は,次による[図48 b)参照]。
a) 油圧系統(a)及び油圧系統(b)に,それぞれ規定の作動油を,気泡が混入しないように注意しなが
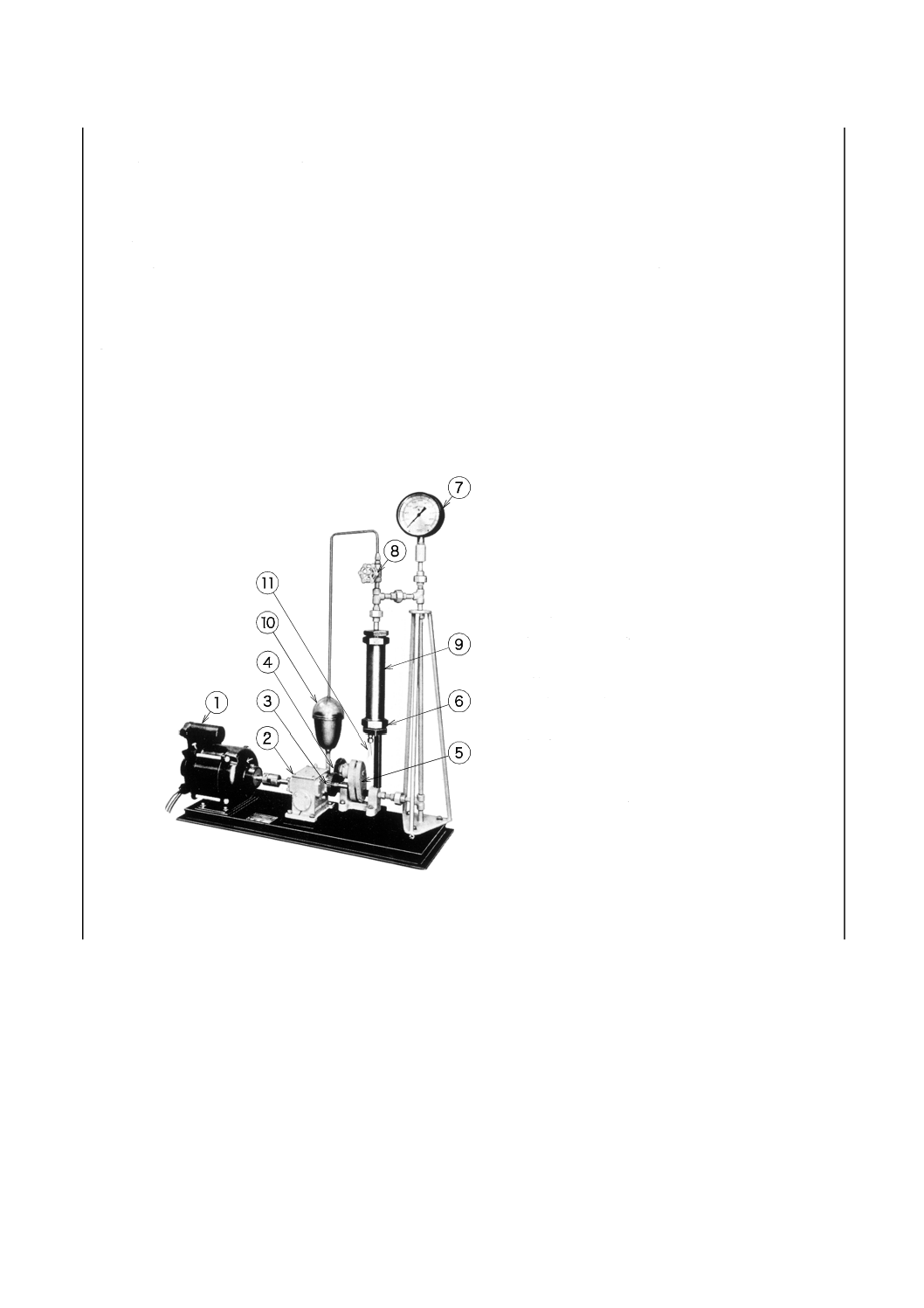
65
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ら満たす。
b) 試料は,0.3 kg以上を用意する。
c) 試料を気泡が入らないように注意しながら,グリースシリンダに詰める。グリースシリンダのAエン
ドキャップ側にピストンをはめ込んだ後,Aエンドキャップ,Bエンドキャップ及び1号毛管を取り
付ける。
d) 連結部を作動油で満たしながら,Aエンドキャップと油圧系統(b)とを連結する。
e) 戻り弁を開き,ポンプを作動して作動油を循環させ,油圧系統内の空気を除去する。次に,ポンプを
停止し,戻り弁を閉じる。
f)
試料の温度を,Bエンドキャップに差し込んだ熱電対,サーミスタなどで測定し,試験温度に対し
±0.5 ℃に調節する6)。
注6) 試験温度に到達するまでの時間は,例えば,−50 ℃の場合,液浴で2時間,空気浴で8時間
程度必要である。
① 誘導電動機
② 減速機
③ 流量変換歯車
④ 駆動歯車
⑤ 歯車ポンプ
⑥ 油圧系配管(b)
⑦ 圧力計
⑧ 戻り弁
⑨ グリースシリンダ
⑩ 作動油受器
⑪ 毛管
⑫ 測温体(熱電体,サーミスタなど)
⑬ 試料(グリース)
⑭ ピストン
⑮ 作動油
⑯ Aエンドキャップ
⑰ Bエンドキャップ
⑱ ニードル弁取付位置
⑲ 作動油変換シリンダ
⑳ 油圧系配管(a)
注記 この図は,ASTM D 1092-99のFig.2を基に作成している。
a) 見掛け粘度試験機の構成
図48−見掛け粘度試験機の例
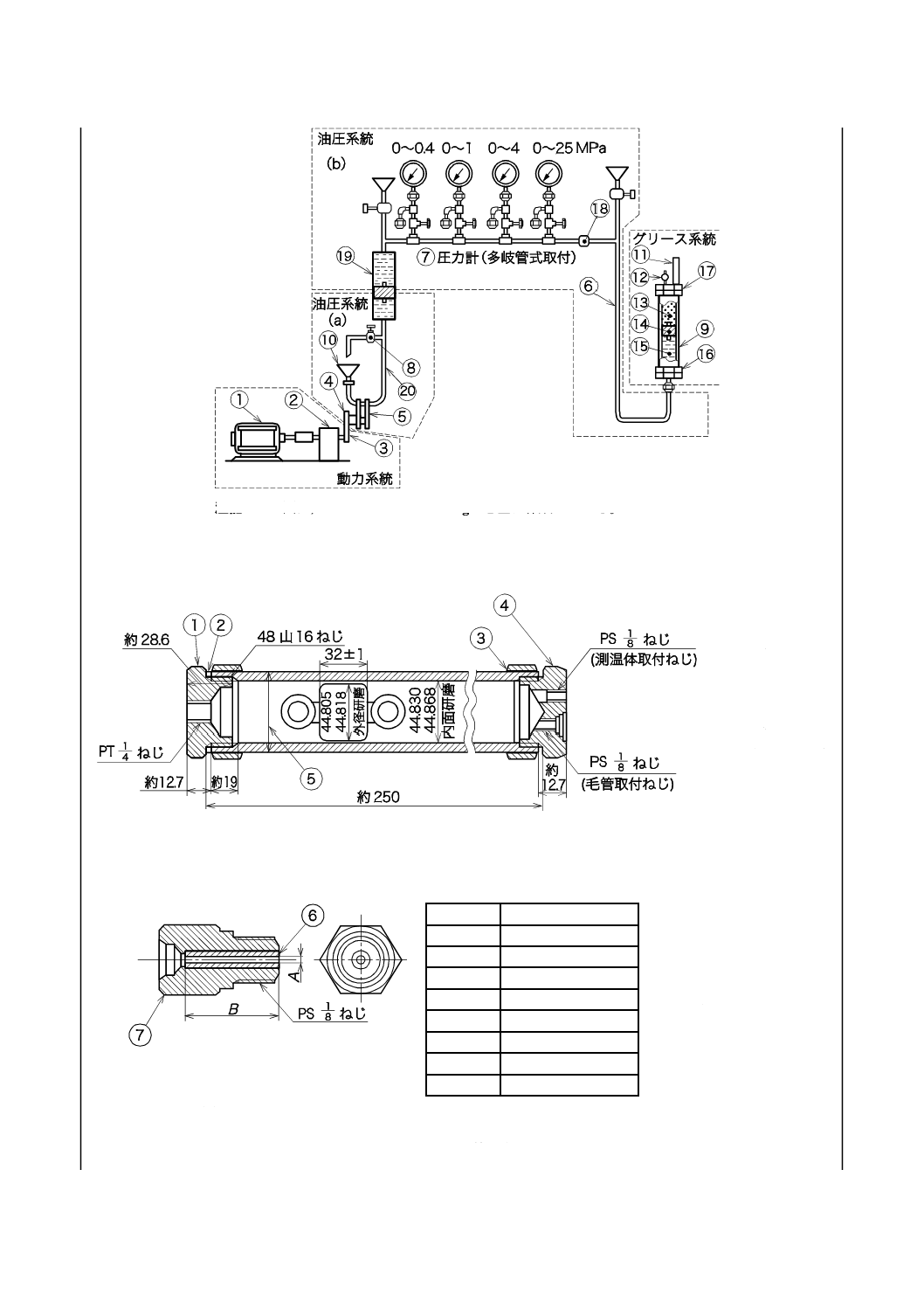
66
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この図は,ASTM D 1492-99のFig.1を基に作成している。
b) 見掛け粘度試験機のグリース系統及び油圧系統
図48−見掛け粘度試験機の例(続き)
① Aエンドキャ
ップ
② 銅ガスケット
③ 工作前溶接
④ Bエンドキャ
ップ
⑤ 外径 約54継
目無鋼管
注記 この図は,ASTM D 1092-99のFig.A1.1を基に作成している。
図49−グリースシリンダ部の例
40×A(直径実測値)=B(長さ)±0.02mm
管番号
直径(近似値)mm
1
3.8
2
2.4
3
1.85
4
1.5
5
1.2
6
1
7
0.65
8
0.45
⑥ ステンレス継目無鋼管
⑦ 六角ナット
注記 この図は,ASTM D 1092-99のFig.A1.2を基に作成している。
図50−毛管の例
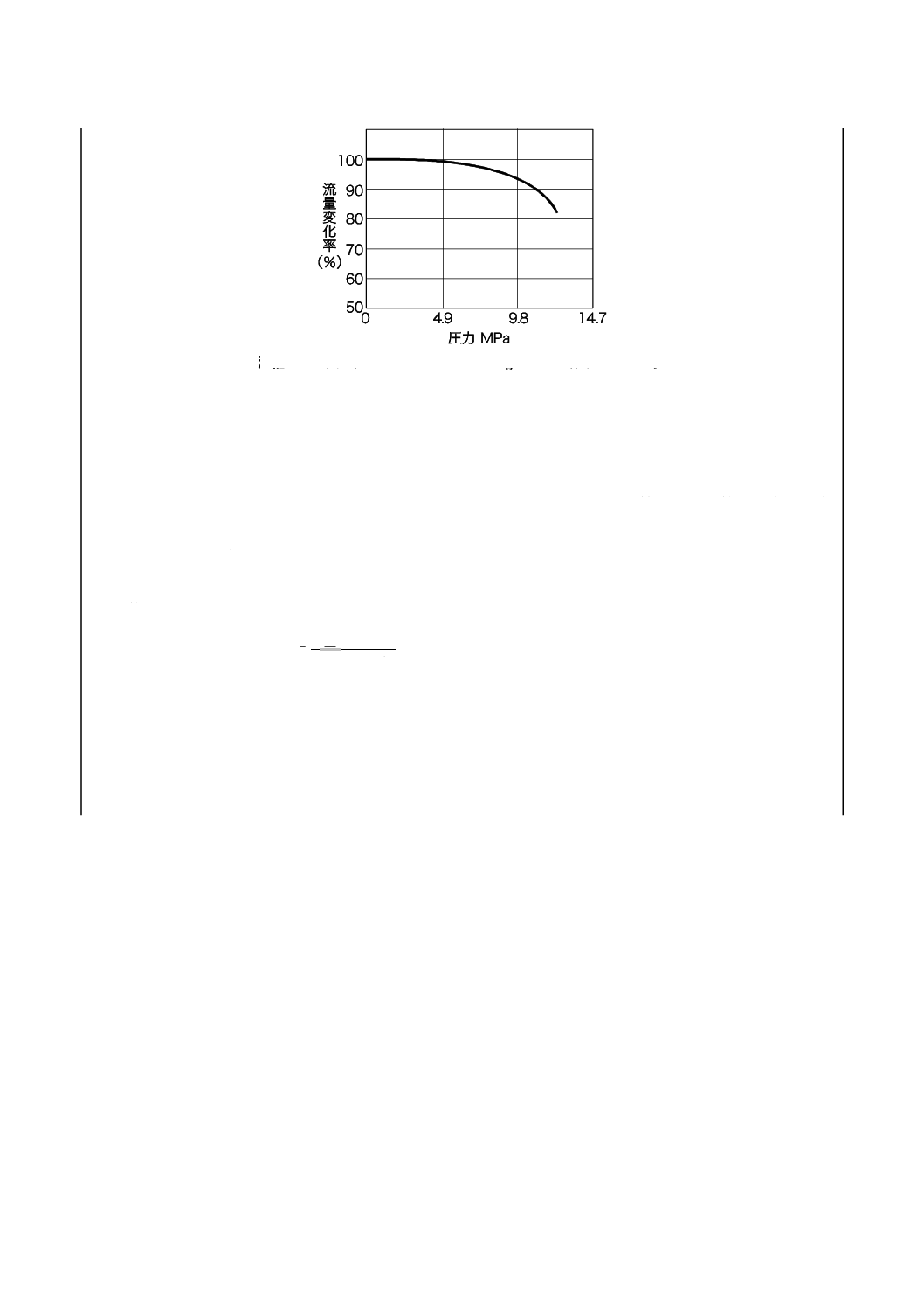
67
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この図は,ASTM D 1092-99のFig.3を基に作成している。
図51−ポンプ流量補正曲線の例
g) 試料が試験温度になったとき,歯数40の流量変換歯車を連結する。ポンプを作動し,平衡圧になった
とき,その圧力を記録する。次に,流量変換歯車を歯数64の流量変換歯車と交換し,再び平衡圧を求
める。この圧力を記録し,戻り弁を開いて,系統内の圧力を抜く。1号毛管を2号毛管と交換し,前
記の操作を繰り返す。各毛管について,同様に二つの流量での平衡圧を求め,その圧力を記録する。
19.6 計算方法及び精度
a) 計算方法 グリースの見掛け粘度は,次の式によって算出し,有効数字3桁に丸める。また,その計
算例を表23に示す。
t
Lv
P
R
S
F
/
8
π
10
4
6
=
=
η
ここに,
η: 見掛け粘度(Pa・s)
F: ずり応力(せん断応力)(N/m2)
S: ずり速度(せん断率)(s−1)
P: 圧力計の読み(MPa)
R: 毛管の半径(cm)
L: 毛管の長さ(cm)
v/t: 補正流量(cm3/s)
68
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表23−見掛け粘度の計算表の例
毛
管
流量変換
歯車の
歯数
圧力計の
読み
P (MPa)
t
Lv
R
K
/
8
π
10
4
6
=
見掛け粘度
η(Pa・s)
=P×K
ずり速度a)
3
1
π
/
4
)
s(
R
t
v
S
=
−
ずり応力
F(N/m2)=η×S
1
40
0.175
410
71.8
15
1 080
2
40
0.263
102
26.8
61
1 630
3
40
0.335
52.5
17.6
120
2 110
4
40
0.431
27.8
12.0
230
2 760
5
40
0.657
13.1
8.61
480
4 130
6
40
0.853
8.50
7.25
755
5 470
7
40
1.96
2.03
3.98
3 140
12 500
8
40
3.73
0.679
2.53
9 320
23 600
1
64
0.206
253
52.1
24
1 250
2
64
0.314
62.1
19.5
98
1 910
3
64
0.412
32.9
13.6
195
2 650
4
64
0.569
17.2
9.79
370
3 620
5
64
0.892
8.12
7.24
770
5 570
6
64
1.13
5.31
6.00
1 220
7 320
7
64
2.65
1.26
3.34
5 020
16 800
8
64
4.90
0.426
2.09
14 900
31 100
注記 この表は,ASTM D 1092-99のTable.1を基に作成している(試料:グリースA 試験温度:25 ℃)。
注a) この欄に記載したずり速度は,あらかじめ計算して求めたものである。
b) 精度 精度は,規定しない。
c) ずり速度は,次の式によって算出する。
3
π
/
4
R
t
v
S=
ここに,
S: ずり速度(せん断率)(s−1)
v/t: 補正流量(cm3/s)
R: 毛管の半径(cm)
注記 16個のずり速度の値は,8個の毛管と二つの流量とから計算によって求めることができる。
d) 図52に示す両対数方眼紙上に見掛け粘度対ずり速度の曲線を作成する。この図から,規定するずり速
度での見掛け粘度を求める。
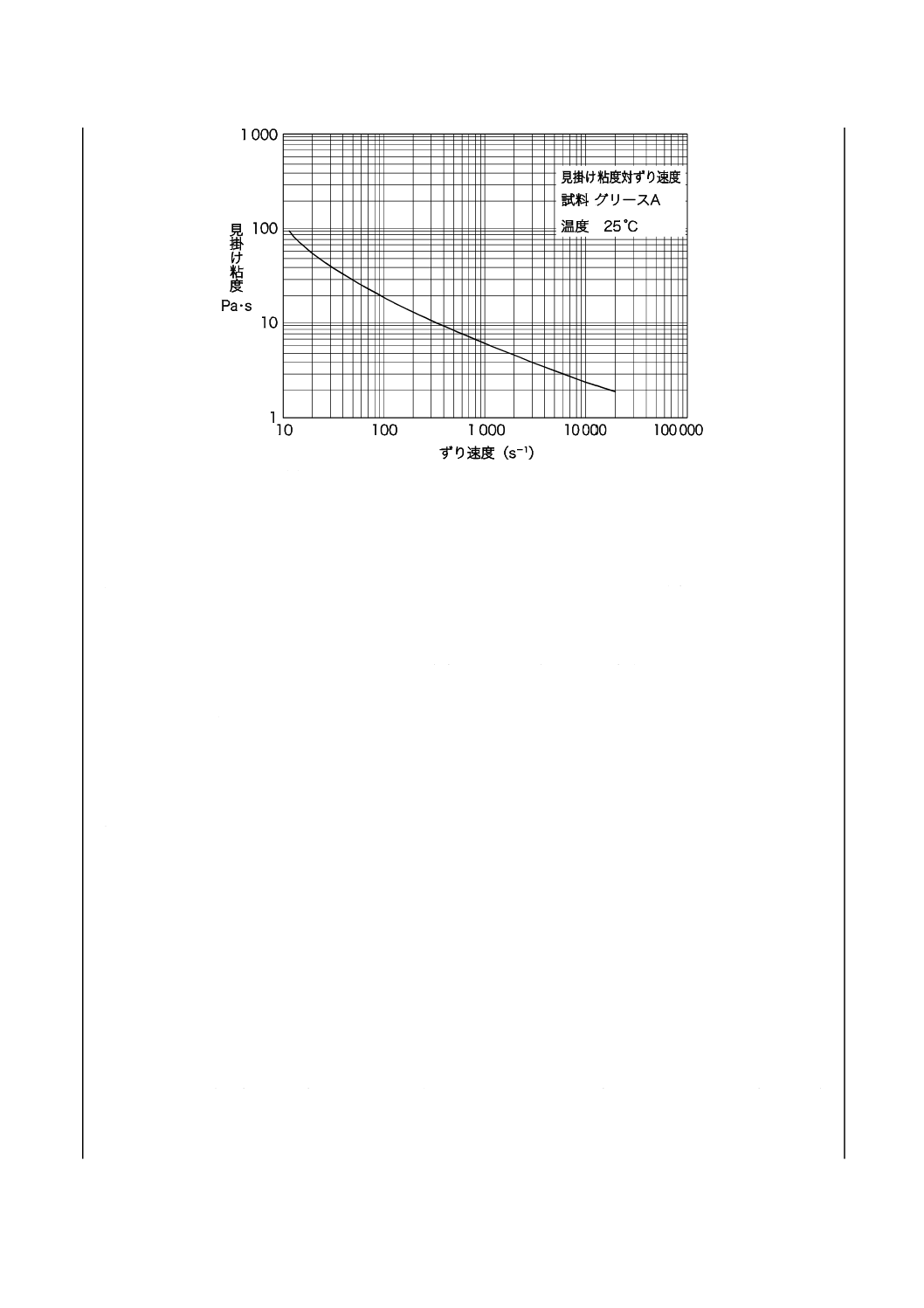
69
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この図は,ASTM D 1092-99のFig. 4を基に作成している。
図52−ポンプ流量補正曲線の例
19.7 低ずり速度における見掛け粘度の測定方法
a) 装置 装置は,19.2による。ただし,毛管は,0号毛管(直径9.525±0.025 mm,長さ381.000±0.025 mm)
を用いる。低ずり速度での測定の場合,圧力が低いので,装置の検定を十分に行って作動状態を良好
にし,誤差を小さくしなければならない。
b) 試験の手順 19.5による。1 s−1以下のずり速度の測定の場合は,流量変換可能なポンプを用いた方が
よい。
c) 計算方法及び精度 19.6による。
19.8 計算結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 19.6によって得られた結果
d) 試験年月日
e) 特記事項
20 チムケン式耐荷重能試験方法
20.1 試験の原理
試験カップと試験ブロックとの間に試料を一定の割合で供給しながら,設定した力(荷重)をかけ,規
定の回転速度で,規定時間,試験機を駆動した後,試験ブロックの摩耗痕の状態からOK値及びスコア値
を求める。
注記 この試験方法は,グリースの耐荷重能をJIS K 2519の5.に規定するチムケン法で測定する場合
に必要となる事項を規定したものであって,用語の定義,試験器及び試験の手順の大要は,JIS
K 2519を参照するとよい。
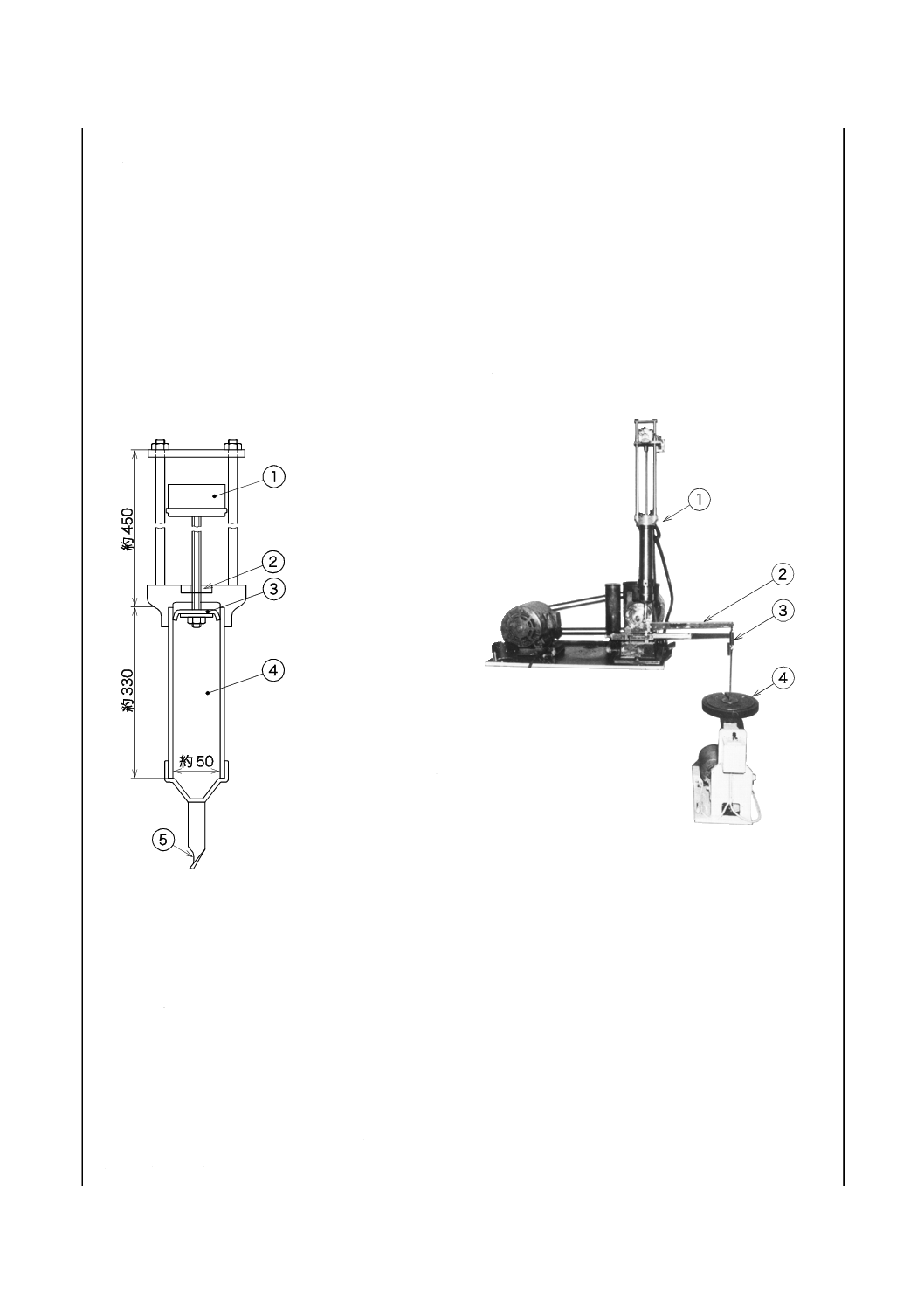
70
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20.2 試薬
試薬は,JIS K 2519の5.3(洗浄用溶剤)による。
20.3 試験機
試験機は,JIS K 2519の5.2(チムケン式極圧試験機)に規定するチムケン式極圧試験機,自動負荷装置,
拡大鏡又は顕微鏡及びストップウォッチを用いる。さらに,次のグリース供給装置並びに試験カップ及び
試験ブロックを用いる。
グリース供給装置は,1回の測定に十分な量の試料を入れられる容器で,45±9 g/minの割合で試料を供
給できる適切なピストン機構を備えたものを用いる。図53にグリース供給装置の例を示す。この供給装
置は,チムケン式極圧試験機の上部試料槽を外し,図54のように取り付ける。
試験カップ及び試験ブロックはJIS K 2519の5.2に規定するもの,又はこれに準じるものを用いる。
単位 mm
① 電動機(減速機付)
回転数12 min−1
② 送りねじ機構
③ ピストン
④ グリース
⑤ グリース供給口
図53−グリース供給装置の例
図54−グリース供給装置組立図の例
20.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
20.5 試験の準備
試験の準備は,次による。
a) チムケン式極圧試験機の上部試料槽を外し,グリース供給装置を取り付ける。グリースを試験する場
合はポンプを用いないので,ポンプが空運転のため摩耗しないように回転軸との連結を外す。
注記 ポンプの摩耗を避けるため,あらかじめチムケン式極圧試験機の油循環系統の一部に三方コ
ックと油だめを付けた配管系統を設置しておくとよい。
b) 以後の手順は,JIS K 2519の5.5(試験の準備)による。
① グリース供給装置
② 負荷レバー
③ ばね
④ おもり及び荷重皿
71
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20.6 試験の手順
試験の手順は,次による。
a) 試料は,24±6 ℃に維持したものを用いる。試料をグリース供給装置に気泡が混入しないように注意
しながら充塡する。試験カップとブロックにも試料を薄く塗り付ける。
b) グリース供給装置を作動し,45±9 g/minの割合で試料を試験面へ供給する。次に,試験機の回転軸を
駆動させて約30秒間のならし運転を行う。
c) 以後の手順は,JIS K 2519の5.6.1(試料の測定)に従って行い,OK値及びスコア値を求める。
20.7 結果及び精度
a) 結果 JIS K 2519の5.7(結果)に従ってOK値及びスコア値を求め,必要な場合,OK値の得られた
ときの試験カップと試験ブロックとの間の接触圧力を算出する。
b) 精度 精度は,規定しない。
20.8 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 20.7によって得られた結果
d) 試験年月日
e) 特記事項
21 湿潤試験方法
21.1 試験の原理
試料を塗布した鋼板を,温度49 ℃,相対湿度95 %以上の湿潤箱内につり下げ,規定時間後のさび発生
度を計測する。
21.2 試薬
試薬は,次による。
a) 溶剤 JIS K 8594に規定する石油ベンジン。
21.3 試験器
試験器は,次のa)〜c)からなる。
a) 試験片 JIS K 2246の6.3.1(試験片)による。
b) 湿潤試験装置 JIS K 2246の6.34.2 b)(湿潤試験装置)による。
c) さび発生度測定板 JIS K 2246の6.4.2(測定板)による。
21.4 試料の採取方法及び調製方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法
によって採取及び調製する。
21.5 試験の準備
試験の準備は,次による。
a) 試験片の調製方法 JIS K 2246の6.3.1及び6.3.2(試験片の調製)による。
b) 被覆試験片の作り方 a)で調製した試験片に,適切な方法で,片面の塗布量が0.30±0.05 gになるよ
うに試験片全面に試料を均一に塗布する。試料は,事前に十分に脱泡したものを用いる。適切な量の
試料を試験片の片面に載せ,へらで強く押しながらこすりつけるようにして少量ずつ塗布するとよい。
72
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21.6 試験の手順
試験の手順は,次による。
a) JIS K 2246の6.34.4(試験の手順)b)による。
b) 規定時間後,試験片を取り出し,試験片架台の回転方向に向いている試験面を測定面とし,試料を清
浄な布で拭き取り,更に石油ベンジンで拭き取る。
21.7 計算及び精度
a) 計算方法 JIS K 2246の6.4.3(さび発生の数え方)によってさび発生度(%)を計測する。同一試料
について,3枚の試験片の測定値を平均して平均さび発生度とし,0 %,1 %〜10 %,11 %〜25 %,26 %
〜50 %,51 %〜100 %に分け,それぞれA級,B級,C級,D級,E級として表す(JIS K 2246の表
11参照)。
b) 精度 精度は,規定しない。
21.8 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220)
c) 21.7によって得られた結果
d) 試験年月日
e) 特記事項
22 水分試験方法
JIS K 2275の3.(蒸留法)による。
23 動粘度試験方法
JIS K 2283による。
24 引火点試験方法
JIS K 2265-4のクリーブランド開放法による。
25 四球式耐荷重能試験方法
JIS K 2519の4.(曾田式四球法)による。
26 高速四球試験方法
ISO 12924の4.4 Symbol 4による。
27 製品の呼び方
製品の呼び方は,種類(用途別,種別及びちょう度番号)による。
例 一般用グリース 1種2号
28 表示
容器の見やすい所に容易に消えない方法で,次の事項を表示しなければならない。
73
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 種類(用途別,種別及びちょう度番号)
例 一般用グリース 1種2号
b) 正味質量
c) 製造業者名又はその略号
d) 製造年月日又はその略号
e) ロット番号
74
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
ISOによるグリースの分類
A.1 概要
この附属書は,クラスL(潤滑剤,工業油及び関連製品)に属するグループX(グリース)の分類につ
いて規定する。
この分類は,装置,機械の構成部分,車両などに用いるグリースの区分に適用する。
グリースをその最終用途に従って分類することは,多目的に使用できる性質がグリースにあるために実
際的ではないので,グリースを使用したときの運転条件に従って分類してある。したがって,例えば,転
がり軸受又はポンプ式供給装置に使用できることを確認するために,また,製品との共存性に関して,供
給者と相談する必要がある。さらに,この分類は,食品との接触,放射線,高真空などのような特殊な用
途へのグリースの適性を示すには利用できない。この場合は,特殊なグリースに関する要求事項として指
定する。
注記1 この分類では,グリースには二つ以上の記号を付けない。この記号は,グリースを使用でき
る温度,水との接触及び荷重の最も厳しい条件に対応させることが望ましい。
注記2 この附属書は,ISO 6743-99と併せて読むことが望ましい。
A.2 用いる記号の説明
A.2.1 グループXの詳細な分類は,グリース使用時の運転条件に基づいている。
A.2.2 ISO 8681に従い,グリースの完全な表示には次のものが含まれる。
a) 頭文字のISO
b) 潤滑油,工業油及び関連製品のクラスに対する文字L
c) 個々の文字と記載順序に特別の意味がある五つの文字群で構成されるグリースとの区分
1) グリースのグループに対応する文字X
2) 運転下限温度(記号1)
3) 運転上限温度(記号2)
4) 水と接触する条件下で良好な潤滑を保ち,表A.3に規定の防せい水準をもたらすグリースの能力(記
号3)
5) 高荷重下又は低荷重下で潤滑するグリースの能力(記号4)
d) ISO 2137に従ったちょう度測定値に対応するグリースのNLGIちょう度番号1)
注1) NLGIちょう度番号の定義については,ISO 6743-99を参照する。
NLGI:米国グリース協会(National Lubricating Grease Institute)
A.2.3 この分類システムでは,製品が統一した方法で表示され,各文字には,固有の意味がある。したが
って,表A.1に示す記載順序を守ることが肝要である。例えば,次の運転条件下で使用するグリースは,
ISO表示:ISO-L-XBEGB 00となる。
a) 運転下限温度 :−20 ℃
b) 運転上限温度 :+160 ℃
c) 水との接触 :環境条件 − 水で洗われる
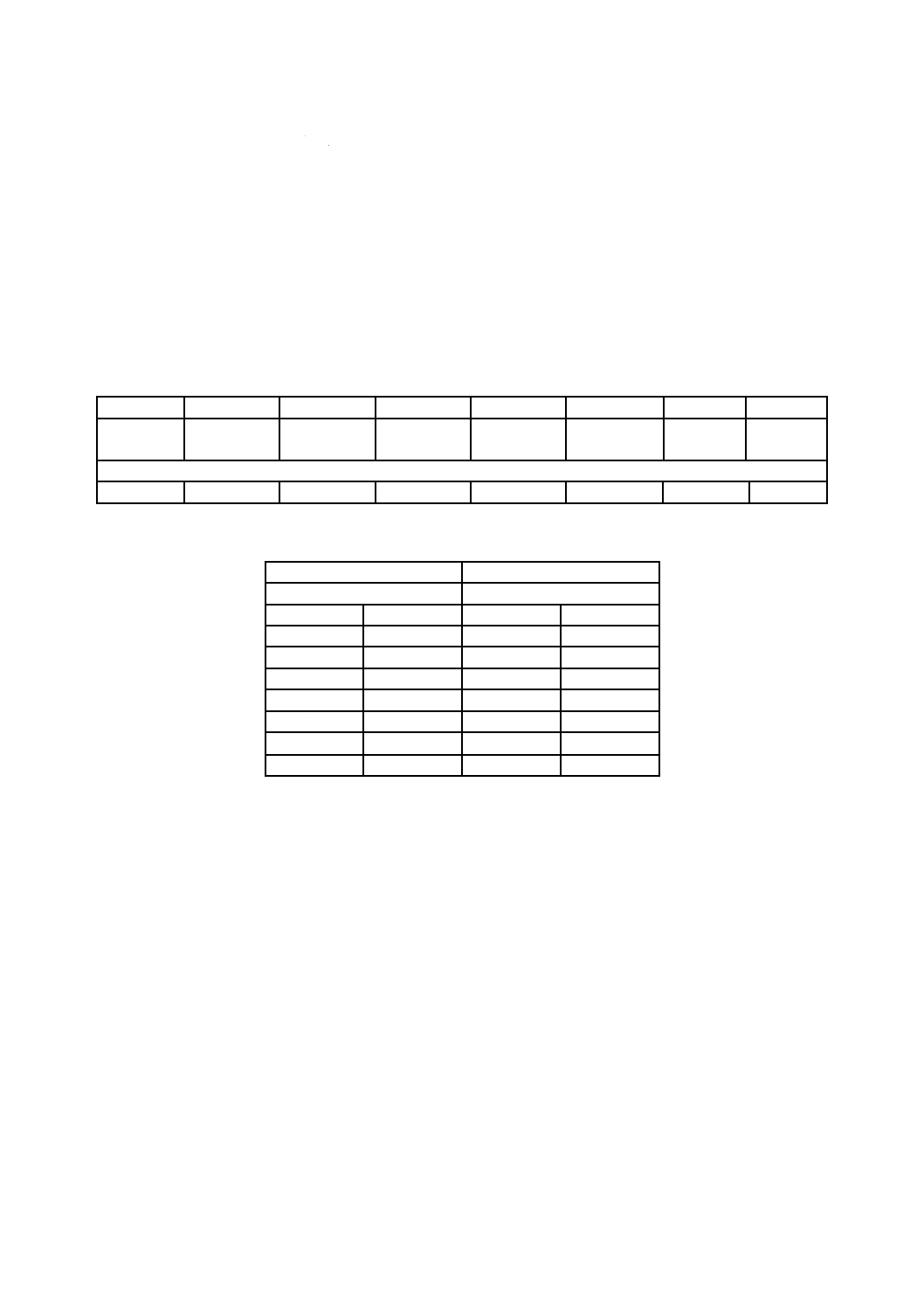
75
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 防せい :なし
e) 極圧性(EP) :あり
f)
NLGIちょう度番号 :00
A.2.4 詳細な分類
分類の詳細は,次のとおりである。グリースの性状は,ISO 12924に規定した試験方法規格に従って測
定する。試験結果から,正しい表示記号を決定できる。
グリースの運転温度範囲は,表A.2にから決定し,二つの記号:運転下限温度と運転持続最高温度とで
構成する。
表A.1−グリースを表示する文字の順序
ISO
L
X
記号1
記号2
記号3
記号4
NLGI番号
ISOの
頭文字
潤滑油の
クラス
グリースの
グループ
運転下限温
度
運転上限温
度
水との接触
極圧性
ちょう度
例(A.2.3を参照)
ISO
L
X
B
E
G
B
00
表A.2−運転温度範囲
記号1
記号2
運転下限温度
運転上限温度
温度 ℃
記号1
温度 ℃
記号2
0
A
60
A
−20
B
90
B
−30
C
120
C
−40
D
140
D
<−40
E
160
E
180
F
>180
G
水が混入する状態で,十分な潤滑及び防せい保護の水準をもたらすグリースの能力を表A.3に示す。
表A.4は,高荷重存在下で潤滑するグリースの能力に合わせ,記号4の要件で示す。
NLGIちょう度は,この表示システムの最終的な数字を構成する(表A.5参照)。
分類の詳細を表A.6に示す。
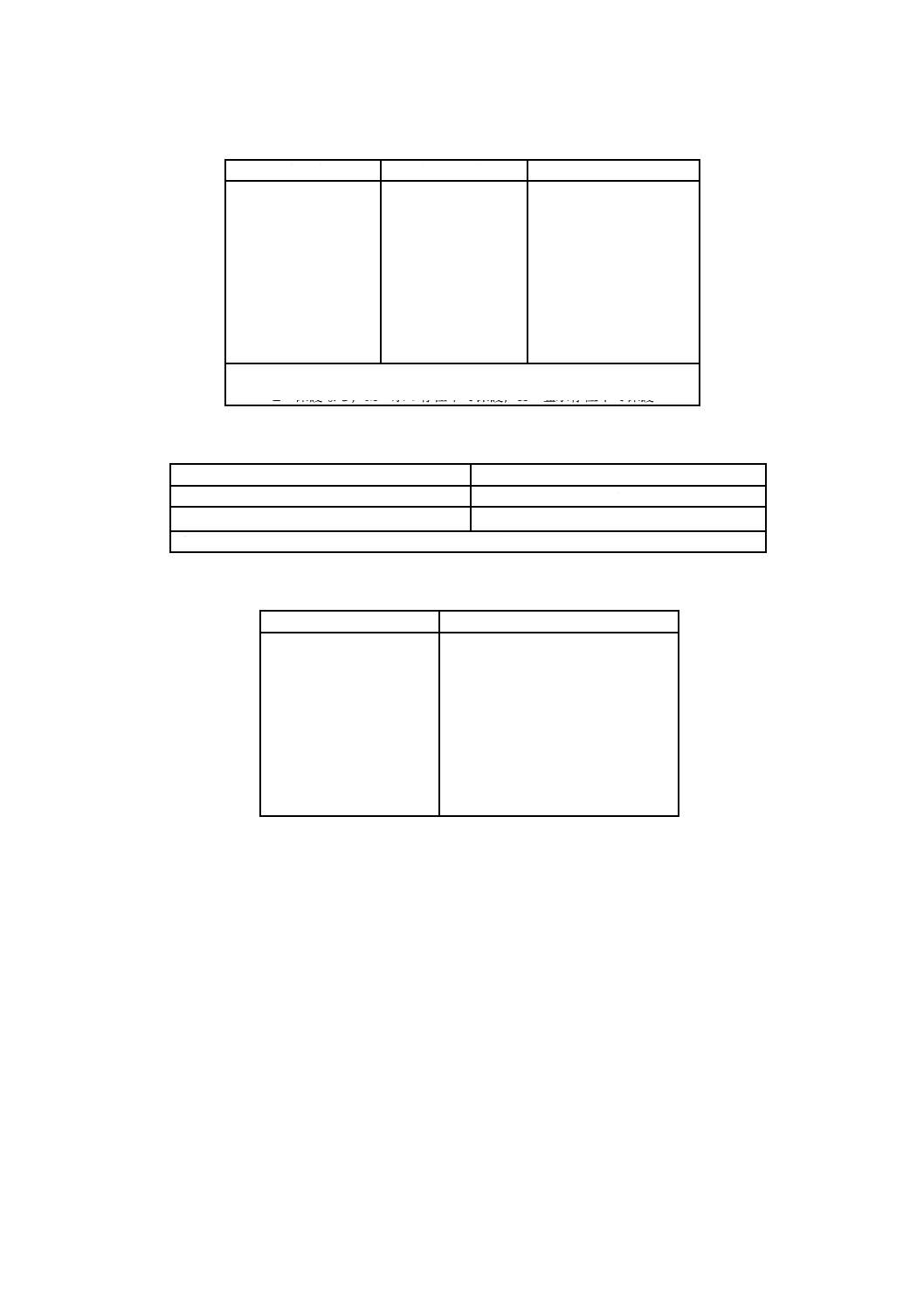
76
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−腐食保護及び水に対する抵抗力の水準
環境条件a)
防せい保護b)
記号3
L
L
L
M
M
M
H
H
H
L
M
H
L
M
H
L
M
H
A
B
C
D
E
F
G
H
I
注a) L=乾燥,M=静的,H=水洗
b) L=保護なし,M=水の存在下で保護,H=塩水存在下で保護
表A.4−高荷重下における潤滑能力
極圧性(EP)a)
記号4
いいえ
A
はい
B
注a) 適切な試験の説明として,ISO 12924の4.4を参照
表A.5−NLGIちょう度番号
NLGI番号
混和ちょう度範囲(60回混和)
000
00
0
1
2
3
4
5
6
445〜475
400〜430
355〜385
310〜340
265〜295
220〜250
175〜205
130〜160
85〜115
77
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.6−グリースの分類
一般的
な用途
適用に関する要求事項
表示
ISO-L
運転温度範囲
水との接触
記号
3
荷重(EP)
記号
4
ちょう度
下限
温度
℃ a)
記号
1
上限
温度
℃ b)
記号
2
グリー
スを必
要とす
る潤滑
0
A
60
90
120
140
160
180
>180
A
B
C
D
E
F
G
水が接触する
条件下で良好
な潤滑を保
ち,表A.3に
規定する防せ
い保護の水準
をもたらすグ
リースの能
力。
A
B
C
D
E
F
G
H
I
高荷重下又は
低荷重下で潤
滑するグリー
スの能力。記
号AはEPグ
リースを必要
としない用
途,記号Bは
EP級を必要と
する用途にそ
れぞれ使用す
る。表A.4参
照。
A
B
表A.5に示
す適切な
NLGIちょう
度番号と他
の記号とを
関連させる。
グリース
の表示は,
A.2.3に示
すように
記号Xに
他の記号
1,2,3,
及び4並び
にNLGIち
ょう度番
号を組み
合わせて
作る。
−20
B
60
90
120
140
160
180
>180
A
B
C
D
E
F
G
−30
C
60
90
120
140
160
180
>180
A
B
C
D
E
F
G
−40
D
60
90
120
140
160
180
>180
A
B
C
D
E
F
G
<−40
E
60
90
120
140
160
180
>180
A
B
C
D
E
F
G
注a) 装置の起動時若しくは運転中,又はグリースをポンプで送る際の実績下限温度。
b) 潤滑している機械構成部分の使用中の上限温度。
78
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
貯蔵ちょう度試験方法
JA.1 試験の原理
十分な量の試料を混和器のつぼに気泡が入らないようにとり,試料表面を平らにする。
試料表面に触れないように覆いをし,規定の時間,貯蔵した後,試料のちょう度を測定する。
JA.2 試験器
試験器は,7.2による。
JA.3 試料の採取方法及び調製方法
試料はJIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法に
よって採取及び調製する。
JA.4 試験の手順
標準円すいを用いる貯蔵ちょう度の試験の手順は,次による。
a) 試料の準備
1) 1/1混和器のつぼにあふれ出るほど満たすのに十分な量の試料(0.5 kg以上)を用意する。
ちょう度が200を超える場合,つぼを満たす量の3倍(1.5 kg以上)以上が必要である。
2) 試料を1/1混和器のつぼに気泡を入れないようにあふれ出すほど満たした後,試料表面を7.4に従っ
て平らにする。ちょう度が200以下の場合は1個,200を超える場合は3個の試料を用意する。
3) 試料の表面に触れないように適切な覆いをして,そのまま規定時間貯蔵又は静置する。貯蔵又は静
置する時間及び場所は,受渡当事者間の協定による。
4) 規定時間経過後,試料を入れたつぼを25 ℃に保った恒温水浴中につぼの縁が水面から約25 mm上
になるように浸す。恒温水浴に覆いをし,また,試料に水が入らないように注意しながら2時間,
放置する。
5) 次にカップを恒温水浴から取り出し,つぼの外部に付着している水を拭き取る。
b) ちょう度の測定
1) ちょう度が200を超える試料の場合は,用意した3個の試料についてそれぞれ7.4 b)及び7.4 c) 1)
の手順に従って,ちょう度を測定する。
2) ちょう度が200以下の場合は,7.4 c) 3)の手順に従って,ちょう度を測定する。
JA.5 計算方法及び精度
a) 計算方法 JA.4 b)で測定し,記録した値の平均値を計算し,JIS Z 8401によって丸めの幅1に丸める。
b) 精度 精度は規定しない。
79
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.6 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220附属書JA)
c) JA.5 a)によって得られた結果
d) 試験年月日
e) 特記事項
80
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
遊離酸,遊離アルカリ及び不溶性炭酸塩試験方法
JB.1 試験の原理
試料を溶剤に分散し,エタノールを加え,フェノールフタレイン溶液(10 g/L)を指示薬として滴下し,
酸性を示す場合は,0.5 mol/Lアルコール性水酸化カリウム溶液で滴定して遊離酸を算出する。アルカリ性
を示す場合は,既知量の0.5 mol/L塩酸を加えて煮沸し,遊離アルカリを中和した後,過剰の酸をアルコー
ル性水酸化カリウム溶液で逆滴定し,遊離アルカリを算出する。
遊離アルカリの測定のとき,発泡によって不溶性炭酸塩が認められたときは,過剰の0.5 mol/L塩酸を加
えた後,0.5 mol/Lアルコール性水酸化カリウム溶液で逆滴定し,不溶性炭酸塩を算出する。この試験方法
は,鉛,亜鉛,アルミニウムその他弱塩基の石けんを含むグリースには適用できない。さらに,水酸化カ
リウム又は塩酸と反応する添加剤などを含むグリースにも適用できない。
JB.2 試薬
試薬は,次による。
a) 溶剤 JIS K 8594に規定する石油ベンジン。
b) エタノール JIS K 8102に規定するもの。
c) フェノールフタレイン溶液 JIS K 8799に規定するフェノールフタレイン1.0 gをエタノール50 mL
に溶かし,水50 mLを加えて調製したもの。
d) 0.5 mol/Lアルコール性水酸化カリウム溶液1) JIS K 8574に規定する水酸化カリウム約29 gをエタノ
ール500 mLに溶かし,暗所に静置した後,上澄み液を適切な方法でこし,エタノールを加えて全量
を1 000 mLとし,正しく標定したもの。
注1) 0.2 mol/L又は0.1 mol/Lアルコール性水酸化カリウム溶液を用いてもよい。
e) 0.5 mol/L塩酸 JIS K 8180に規定する塩酸約50 mLを水で薄めて全量を1 000 mLとし,0.5 mol/Lア
ルコール性水酸化カリウム溶液で標定したもの。
f)
水 JIS K 0557に規定するA3の水。
JB.3 試験器
試験器は,次による。
a) ビュレット JIS R 3505に規定する呼び容量50 mL(最小目盛0.1 mL)及び呼び容量10 mL(最小目
盛0.05 mL)のもの,又はこれと同等の性能をもつ電動ビュレット。
JB.4 試料の採取方法及び調製方法
試料はJIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法に
よって採取及び調製する。
JB.5 試験の手順
試験の手順は,次による。
81
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試料の準備 試料約10 gを100 mL以上の適切な大きさのビーカに0.1 gの桁まで正しくはかりとり,
溶剤75 mLを数回に分けて加え,試料を溶剤に十分に分散させる。次いで,三角フラスコ250 mLに
移し,ビーカ内容物を三角フラスコ中で,エタノール50 mLを用いて十分に洗い落とし,フェノール
フタレイン溶液約1 mLを加え,10分間適切な間隔をおいて強く振り混ぜる。
b) 遊離酸の測定 a)のアルコール層が着色しないとき,直ちに0.5 mol/Lアルコール性水酸化カリウム溶
液で微紅色が1分間持続するまで滴定する。
c) 遊離アルカリの測定 a)のアルコール層が着色したときは0.5 mol/L塩酸を50 mL又は必要に応じ過剰
に加え,十分に分解して酸性にする2)。三角フラスコに還流凝縮器を取り付けて熱板上に置き,内容
物を約10分間煮沸して二酸化炭素を追い出す。次いで,還流凝縮器を外し,直ちにb)に準じて0.5 mol/L
アルコール性水酸化カリウム溶液で滴定する。
注2) 内容物に炭酸塩を含んでいるときは,塩酸を加えると激しい泡立ちが認められる。このよう
な場合はc)を適用せずd)による。
d) 不溶性炭酸塩の測定 炭酸塩が認められた場合は,内容物が僅かに酸性となるまで0.5 mol/L塩酸を加
え,三角フラスコに還流凝縮器を取り付けて熱板上に置き,内容物を約10分間煮沸して二酸化炭素を
追い出す。次いで,還流凝縮器を外し,直ちにb)に準じて0.5 mol/Lアルコール性水酸化カリウム溶
液で滴定する。
e) 空試験 b)及びc)の手順では,それぞれ空試験を行う。ただし,d)の手順については,空試験を行わ
ない。
JB.6 計算方法及び精度
a) 計算方法
1) 遊離酸は,次の式によってオレイン酸として算出し,JIS Z 8401によって丸めの幅0.1に丸める。
W
n
v
v
A
×
×
)'
(
2.
28
−
=
ここに,
A: 遊離酸(%)
v: 試料の滴定に要した0.5 mol/Lアルコール性水酸化カリ
ウム溶液の量(mL)
v': 空試験に要した0.5 mol/Lアルコール性水酸化カリウム
溶液の量(mL)
n: 0.5 mol/Lアルコール性水酸化カリウム溶液の濃度
(mol/L)
W: 試料の質量(g)
2) 遊離アルカリは,次の式によって石けんを構成する主金属の水酸化物として算出し,JIS Z 8401に
よって丸めの幅0.01に丸める。
W
n
v
v
E
B
×
×
×
10
)
'
(−
=
ここに,
B: 遊離アルカリ(%)
E: 主金属の水酸化物の当量(g)
v: 試料の滴定に要した0.5 mol/Lアルコール性水酸化カリ
ウム溶液の量(mL)
v': 空試験に要した0.5 mol/Lアルコール性水酸化カリウム
溶液の量(mL)
82
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
n: 0.5 mol/Lアルコール性水酸化カリウム溶液の濃度
(mol/L)
W: 試料の質量(g)
3) 不溶性炭酸塩は,次の式によって炭酸カルシウムとして算出し,JIS Z 8401によって丸めの幅0.1
に丸める。
W
n
v
N
V
C
)
(
5
×
×
×
−
=
ここに,
C: 不溶性炭酸塩(%)
V: 試料に加えた0.5 mol/L塩酸の量(mL)
N: 0.5 mol/L塩酸の濃度(mol/L)
v: 試料の滴定に要した0.5 mol/Lアルコール性水酸化カリ
ウム溶液の量(mL)
n: 0.5 mol/Lアルコール性水酸化カリウム溶液の濃度
(mol/L)
W: 試料の質量(g)
b) 精度 精度は規定しない。
JB.7 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220附属書JB)
c) JB.6 によって得られた結果
d) 試験年月日
e) 特記事項
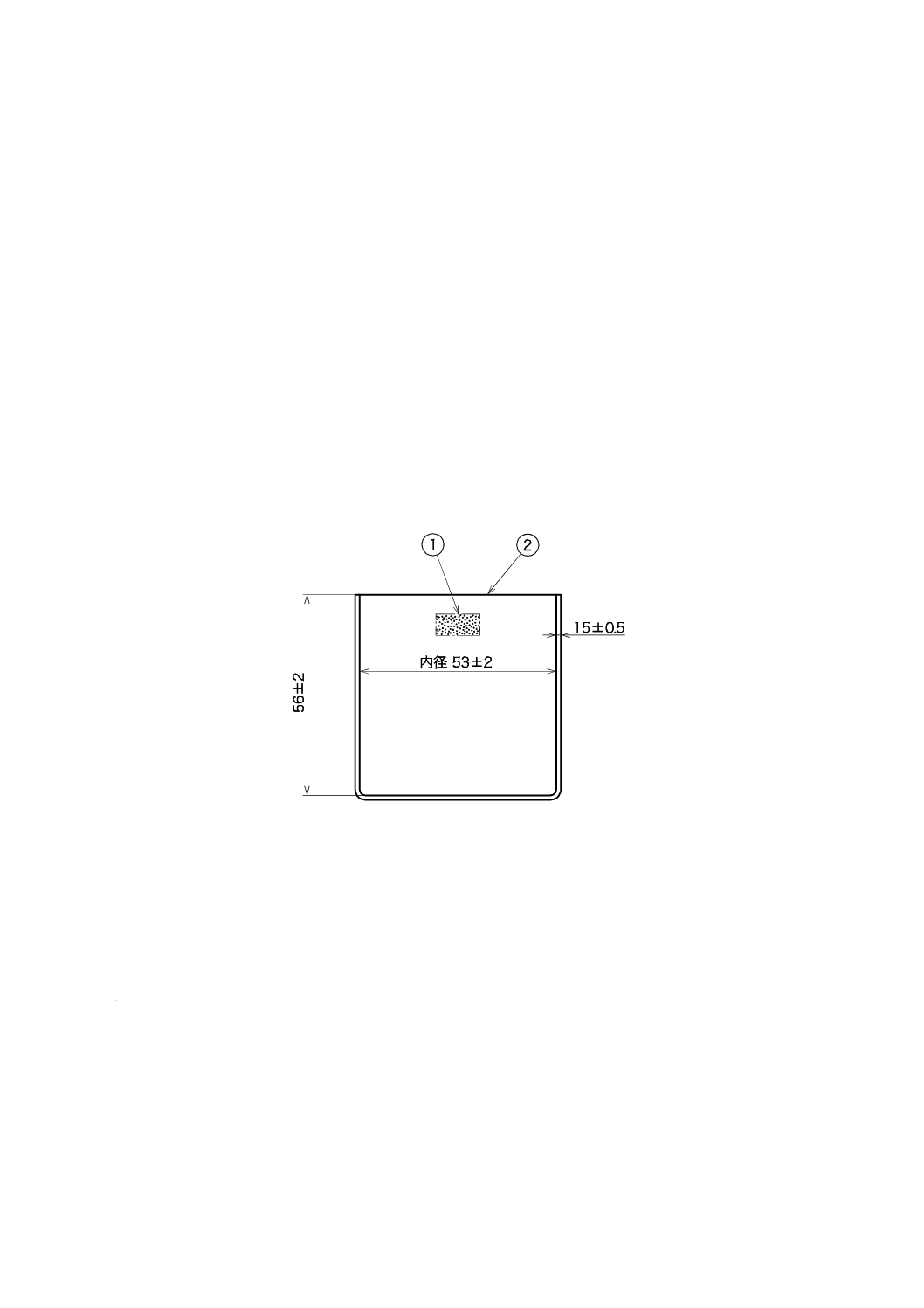
83
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
開放式蒸発量試験方法
JC.1 試験の原理
毎分5〜6回転の速さで回転する円盤を備えた105 ℃の恒温空気浴中で試料を8時間加熱し,試料の減
量から蒸発量を算出する。
注記 箇条10に規定する蒸発量試験方法とは異なる。
JC.2 試験器
試験器は,次のa)〜d)からなる。
a) 試験容器 図JC.1に示す形状・寸法のもので,品質はJIS R 3503に規定するほうけい酸ガラスのも
の。
単位 mm
① メモ用表面処理
② すり焼き
図JC.1−試験容器
b) 恒温空気浴 図JC.2 a)に示す二重壁角型の電熱式空気浴で,次の1)〜6)の条件を備えたもの。
1) 内部の寸法は加熱部分を除いて,高さは290 mm以上,幅・奥行きは300 mm以上の広さが必要で
ある。
2) 丁番式扉を備え,壁に温度及び内部の状況を見るために,一辺約100 mmの角型二重ガラス窓を備
える。
3) 換気が適切にできるように,1個以上の空気取入口及び1個以上の蒸気排出口を備える。
4) 空気を加熱コイルの周りに循環させるために,空気取入口は底部又は底部側壁に設け,その全面積
は130 mm2以上とする。2個以上設ける場合は対称位置とする。
5) 蒸気排出口は頂部又は頂部近くの側壁に設け,その全面積は130 mm2〜1 290 mm2とする。2個以上
設ける場合は対称位置とする。
6) 恒温空気浴の内部中央に,図JC.2 b)に示す形状のアルミニウム製回転円盤を備え,電動機によって
5 rpm〜6 rpmの速さで回転できるもの。
84
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験用温度計 全長約150 mm,目盛範囲100 ℃〜110 ℃,目量0.5 ℃のもの。
d) デシケータ 適切な大きさのもので,乾燥剤を入れないで用いる。
JC.3 試料の採取方法及び調製方法
試料はJIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法に
よって採取及び調製する。
JC.4 試験の手順
試験の手順は,次による。
a) 清浄な試験容器の質量をはかり,この中に試料約20 gを0.01 gの桁まではかりとる。試料の表面はで
きるだけ平らにする。
b) あらかじめ恒温空気浴を105±1 ℃に保ち,試験用温度計を円盤の軸に取り付けた横腕に円盤の周辺
から約20 mm内側に,球部下端が円盤上面から6 mm上にあるように垂直に取り付ける。
c) 試料を入れた試験容器を恒温空気浴の円盤上に載せた後,扉を閉じ,円盤を5 rpm〜6 rpmで回転させ,
105±1 ℃で8 時間放置する。次に試験容器を取り出し,デシケータ中で室温に放冷した後,質量を
0.01 gの桁まではかる。
JC.5 計算方法及び精度
a) 計算方法 次の式によって算出し,2個の測定結果の平均値をJIS Z 8401によって丸めの幅0.1に丸
める。
100
s
s
1
×
W
W
W
W
−
=
ここに,
W1: 蒸発量(質量 %)
Ws: 試験前の試料の質量(g)
W: 試験後の試料の質量(g)
b) 精度 精度は規定しない。
JC.6 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220附属書JC)
c) JC.5 a)によって得られた結果
d) 試験年月日
e) 特記事項
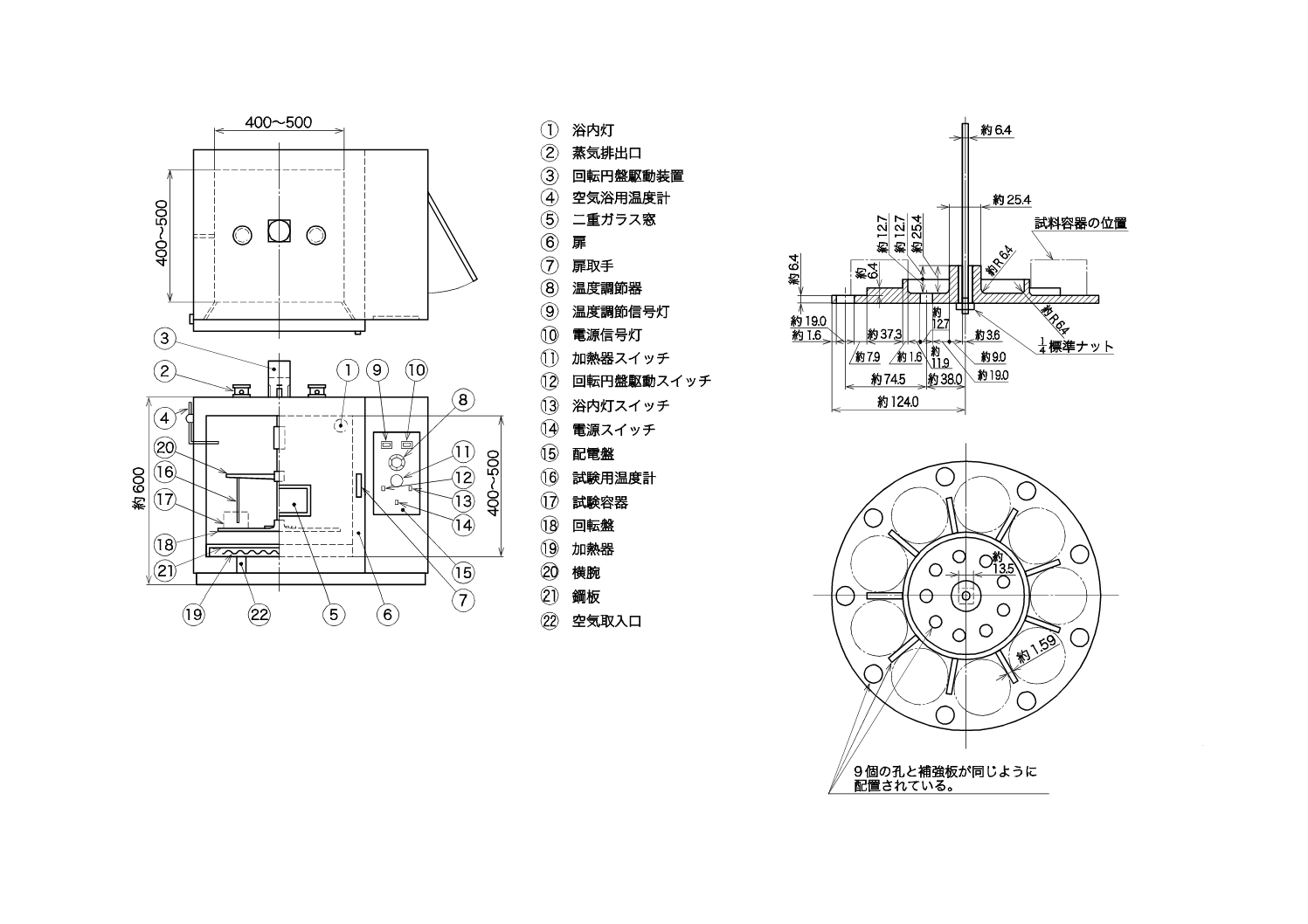
85
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
単位 mm
図JC.2 a)−恒温空気浴の例
図JC.2 b)−アルミニウム製回転円盤の例
3
K
2
2
2
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
86
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JD
(参考)
硫酸灰分試験方法
JD.1 試験の原理
試料をるつぼにはかりとり,燃焼させる。これに硫酸を加えて強熱した後,残分をはかり,これを硫酸
灰分として算出する。
JD.2 試薬
試薬は,次による。
a) 硫酸 JIS K 8951に規定する特級硫酸の10 %溶液。
b) メチルオレンジ指示薬 JIS K 8893に規定するメチルオレンジの0.1 %水溶液。
c) 炭酸アンモニウム JIS K 8613に規定するもの。
d) エタノール JIS K 8102に規定するもの。
e) 水 JIS K 0557に規定するA3の水。
JD.3 試験器
試験器は,次のa)〜d)からなる。
a) るつぼ 容量15 mLの磁製,石英又は白金製のもの。
なお,試料中に鉛,亜鉛,その他高温で白金と反応する物質を含む場合には,白金製のものを用い
ない。
b) 電気炉 炉内温度を600±25 ℃に調節できるもの。
c) デシケータ 適切な大きさのもので,乾燥剤を入れないで用いる。
d) 天びん(秤) るつぼと試料の合計質量を測定することができ,0.01 gの桁まではかれるもの。
JD.4 試料の採取方法及び調製方法
試料はJIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらと同等な方法に
よって採取及び調製する。
JD.5 試験の手順
試験の手順は,次による。
a) 清浄なるつぼを600±25 ℃に保った電気炉で10分間以上加熱し,デシケータ中で室温まで放冷後,
その質量をはかる。
b) このるつぼに試料2〜5 gを0.01 gの桁まではかりとる。
c) 試料をはかりとったるつぼをガスバーナ1)で加熱し,試料を徐々に燃焼させる2)。
注1) ホットプレートなどの電気加熱器を用いてもよい。
2) 試料が発泡して飛散するような場合には,加熱前にエタノールを1 mL〜2 mL加えておく。
d) 試料が燃え始めたら,以後はできるだけ一定の状態で燃え続けるように加熱を調節する。
e) 試料の燃焼が終わり,るつぼの内容物が灰と炭素質物質になったら,600±25 ℃に保った電気炉に移
87
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
し,さらに炭素質物質が観察されなくなるまで加熱し燃焼させる。
f)
るつぼ及び内容物を電気炉から取り出し,放冷後,少量の水で可溶物を溶かし,るつぼに蓋をする。
蓋の下にピペットを差し込み,やや過剰の硫酸を注意しながら加える。
g) 硫酸を加えたものを,湯浴上で,沸騰が止むまで温め,蓋の付着物を水でるつぼ内に洗い落とす。
h) メチルオレンジ指示薬を滴下し,遊離酸の有無を調べる。
i)
るつぼ内容物を蒸発乾固し,過剰の無水硫酸を除くために乾燥炭酸アンモニウムを少量加え,るつぼ
の底部がうすい桜色になるまで加熱する。
j)
るつぼ及び内容物をデシケータ内で室温になるまで放冷した後,質量を0.01 gの桁まではかる。
JD.6 計算方法及び精度
a) 計算方法 次の式によって算出し,2個の測定結果の平均値をJIS Z 8401によって丸めの幅0.1に丸
める。
100
s
r×
W
W
A=
ここに,
A: 硫酸灰分(質量分率%)
Wr: 硫酸灰の質量(g)
Ws: 試料の質量(g)
b) 精度 精度は,規定しない。
JD.7 試験結果の報告
報告書には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) 試験方法の名称及びこの規格の番号(JIS K 2220附属書JD)
c) JD.6 a)によって得られた結果
d) 試験年月日
e) 特記事項
88
K 2220:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS K 2513 石油製品−銅板腐食試験方法
JIS K 8180 塩酸(試薬)
JIS K 8574 水酸化カリウム(試薬)
JIS K 8613 炭酸アンモニウム(試薬)
JIS K 8799 フェノールフタレイン(試薬)
JIS K 8893 メチルオレンジ(試薬)
JIS K 8951 硫酸(試薬)
JIS R 3503 化学分析用ガラス器具
JIS R 3505 ガラス製体積計
ISO 6743-99 : 2002,Lubricants, industrial oils and related products (class L)−Classification−Part 99:
General
ASTM D 128-98 Standard Test Methods for Analysis of Lubricating Grease
ASTM D 217-97 Standard Test Methods for Cone Penetration of Lubricating Grease
ASTM D 942-90 Standard Test Method for Oxidation Stability of Lubricating Greases by the Oxygen
Bomb Method
ASTM D 972-97 Standard Test Method for Evaporation Loss of Lubricating Greases and Oils
ASTM D 1092-99 Standard Test Method for Measuring Apparent Viscosity of Lubricating Greases
ASTM D 1263-94 Standard Test Method for Leakage Tendencies of Automotive Wheel Bearing
Greases
ASTM D 1478-91 Standard Test Method for Low-Temperature Torque of Ball Bearing Grease
ASTM D 2509-93 Standard Test Method for Measurement of Load-Carrying Capacity of Lubricating
Grease (Timken Method)
ASTM D 4048-97 Standard Test Method for Detection of Copper Corrosion from Lubricating Grease
ASTM D 6184-98 Standard Test Method for Oil Separation from Lubricating Grease (Conical Sieve
Method)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JE
(参考)
JISと対応国際規格との対比表
JIS K 2220:2013 グリース
ISO 2137:2007 Petroleum products and lubricants−Determination of cone
penetration of lubricating greases and petrolatum
ISO 2176:1995 Petroleum products−Lubricating grease−Determination of
dropping point
ISO 6743-9:2003 Lubricants, industrial oils and related products (class L)−
Classification−part 9: Family X (Greases)
ISO 11009:2000 Petroleum products and lubricants−Determination of water
washout characteristics of lubricating greases
ISO 12924:2010 Lubricants, industrial oils and related products (Class L)−Family
X (Greases)−Specification
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
各種機械部品の潤滑剤
として用いるグリース
に適用する。
−
−
追加
ISOには規定がない。
JISは,国内の市場動向に合わせ
製品規格と試験方法とを一体化
した構成を採用し,適用範囲を規
定した。
2 引用規格
3 用語及び
定義
対応するISO規格で用
いているちょう度,混
和,不混和ちょう度,混
和ちょう度,多回混和ち
ょう度,固形ちょう度,
及び滴点を定義し,更に
JISとして必要な耐水
性,増ちょう剤,機械的
安定性,混和安定度など
の用語を定義した。
ISO 2137
ISO 2176
ISO 11009
3
2
ちょう度,混和,不混和
ちょう度,混和ちょう
度,多回混和ちょう度,
固形ちょう度を定義。滴
点を定義。
ISO 11009には,定義は
規定されていない。
追加
JISとして必要な用語を追加
した。
用語を明確にするため,規定内容
を追加した。
3
K
2
2
2
0
:
2
0
1
3
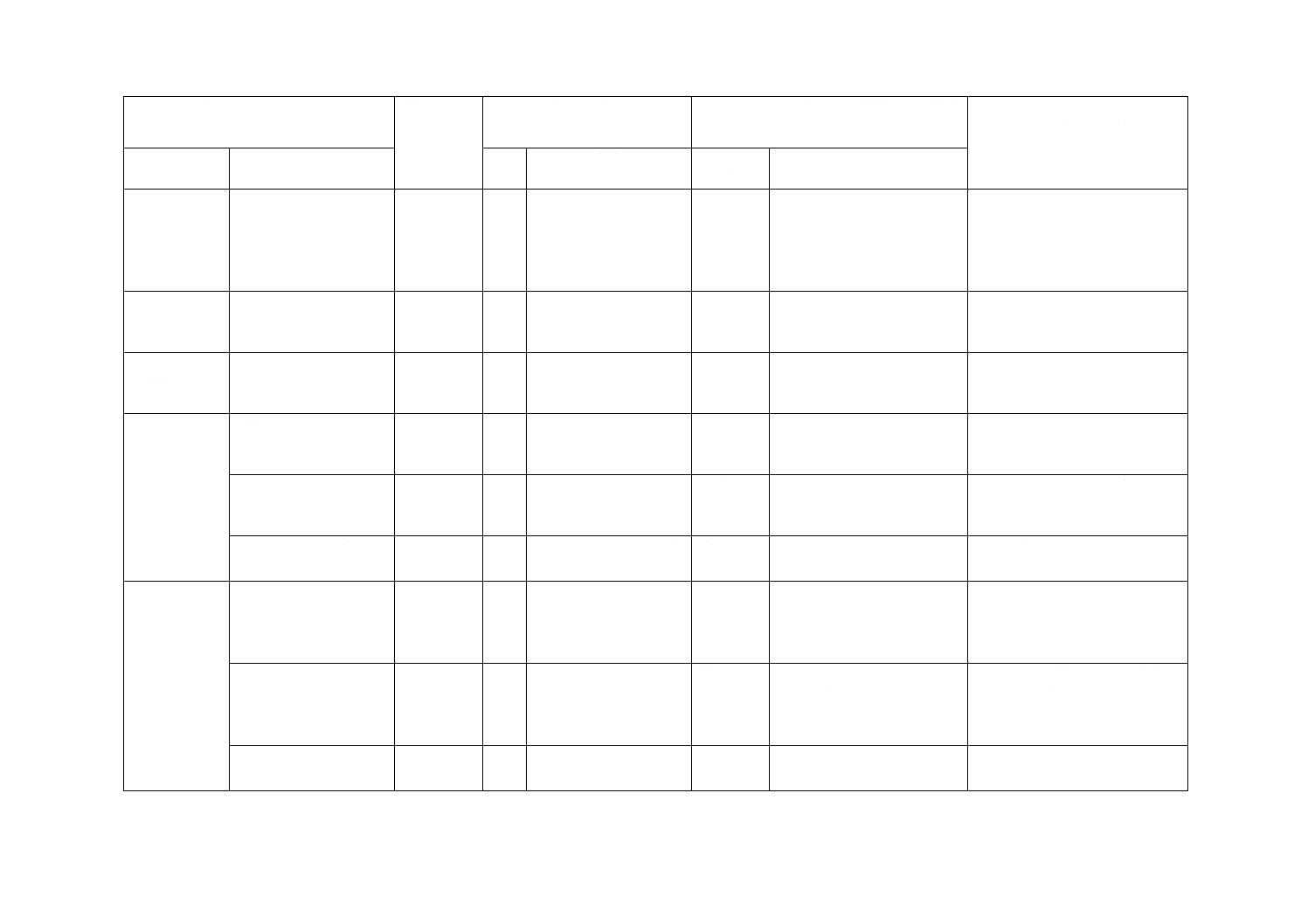
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 グリース
の種類
グリースを用途によっ
て7種類に分類し,更に
種別及びちょう度番号
によって細分した。
ISO 6743-9
グリース使用時の運転
条件(運転温度,水との
接触,極圧性)及びちょ
う度番号に従って分類
している。
選択
JISでは,用途別に7種類に
分類し,組成及び性能別に種
別を規定し,更にちょうど番
号を規定した。
ISOとの急激な整合化は,生産者
及び使用者に混乱を与える可能
性があるため,今回の改正では,
ISO 規格を翻訳し,附属書A(規
定)として記載した。
5 品質及び
性能
7種類に分類したグリー
スの性状を示す試験項
目と規格値を規定した。
−
追加
ISOには規定がない。
JIS独自の製品規格を追加した。
6 試験方法
の種類
この規格を構成する試
験方法の種類を表に記
載した。
−
追加
ISOには規定がない。
この規格の利用者の便宜を図る
ため追加規定した。
7 ちょう度
試験方法
7.1 試験の原理
ISO 2137
4
ISOはペトロラタムも
規定している。
削除
JISはグリースだけを規定し
ているが,記載のグリース部
分はISO規格と同等である。
ペトロラタムのちょう度は,JIS
K 2235(石油ワックス)で規定し
ている。
7.2 試験器
ISO 2137
5
ISOはペトロラタムも
規定している。
削除
JISはグリースだけを規定し
ているが,記載のグリース部
分はISO規格と同等である。
ペトロラタムのちょう度は,JIS
K 2235で規定している。
7.3 試料の採取方法及
び調製方法
ISO 2137
6
ISOはJISのように詳細
に規定していない。
追加
JISはグリースの採取手順を
詳細に規定している。
品質評価に必要なためJISの規
定を追加した。
8 滴点試験
方法
8.1 試験の原理
−
追加
ISO規格の序文,適用範囲及
び適用範囲の注に記載された
内容を盛り込み,試験の原理
として記載した。
JIS独自の規定を追加した。
8.2 試験器
ISO 2176
3
ISOの加熱浴は,400 mL
と規定。
変更
JISの加熱浴は400 ml以上。
また,自動試験器の使用を許
容した。
JISでは試験管2本掛けを考慮し
た。また,自動試験器は,国内で
広く用いられるれているのでJIS
独自で追加した。
8.3 試料の採取方法及
び調製方法
−
追加
JISはグリースの採取手順を
詳細に規定している。
品質評価に必要なためJISの規
定を追加した。
3
K
2
2
2
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
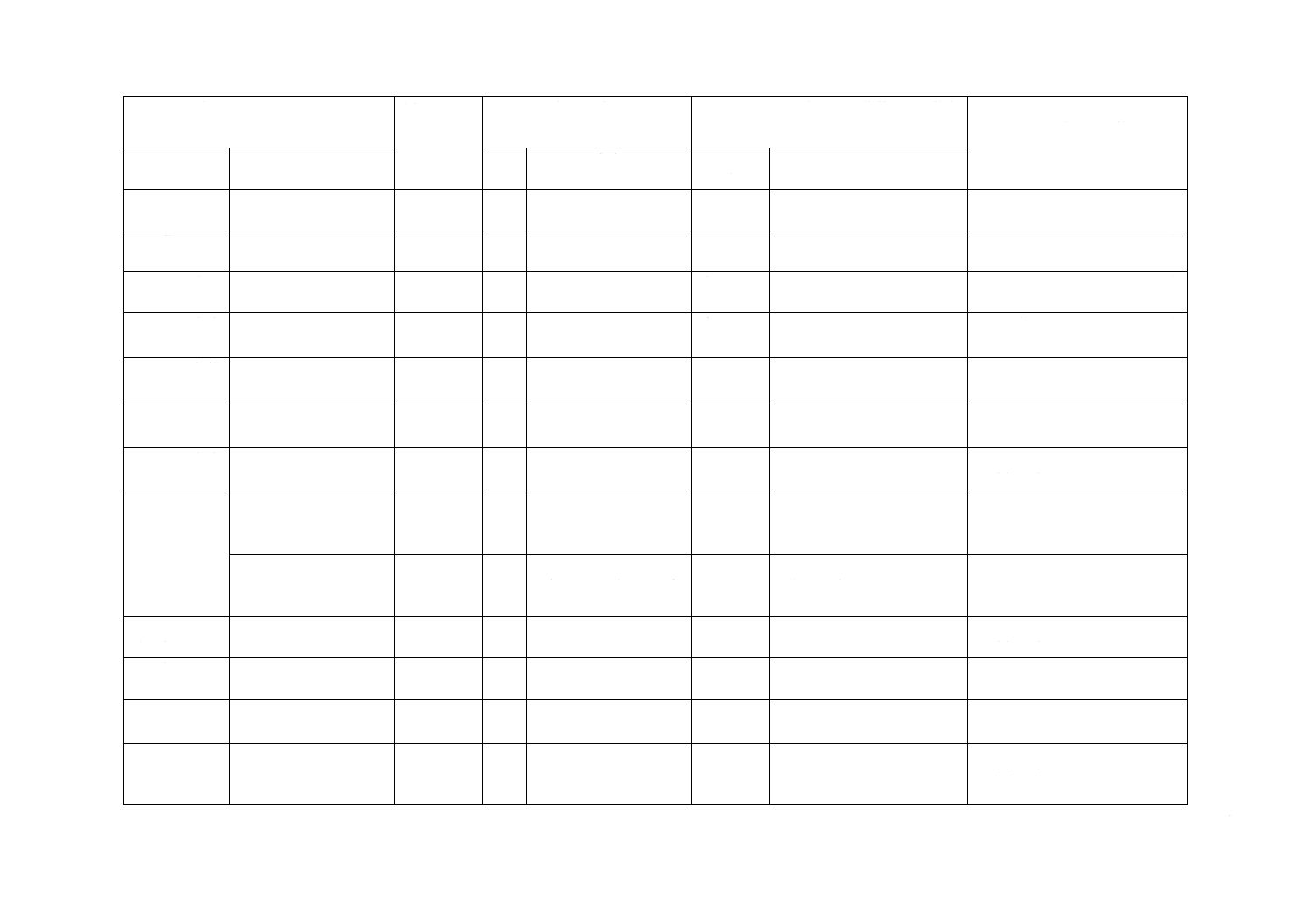
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 銅板腐食
試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
10 蒸発量試
験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
11 離油度試
験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
12 酸化安定
度試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
13 きょう雑
物試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
14 灰分試験
方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
15 混和安定
度試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
16 水洗耐水
度試験方法
16.3 試験機 ISO 11009
5
ISOは,噴射機構を図
27の説明文で規定して
いる。
追加
JISは,試験機の項でも規定
した。
JIS独自の規定を追加した。
16.4 試料の採取方法及
び調製方法
ISO 11009
6
ISOは必要な試料量及
び採取する試料の状態
を規定している。
追加
JISはグリースの採取手順を
詳細に規定している。
品質評価に必要なためJISの規
定を追加した。
17 漏えい度
試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
18 低温トル
ク試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
19 見掛け粘
度試験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
20 チムケン
式耐荷重能試
験方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
3
K
2
2
2
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
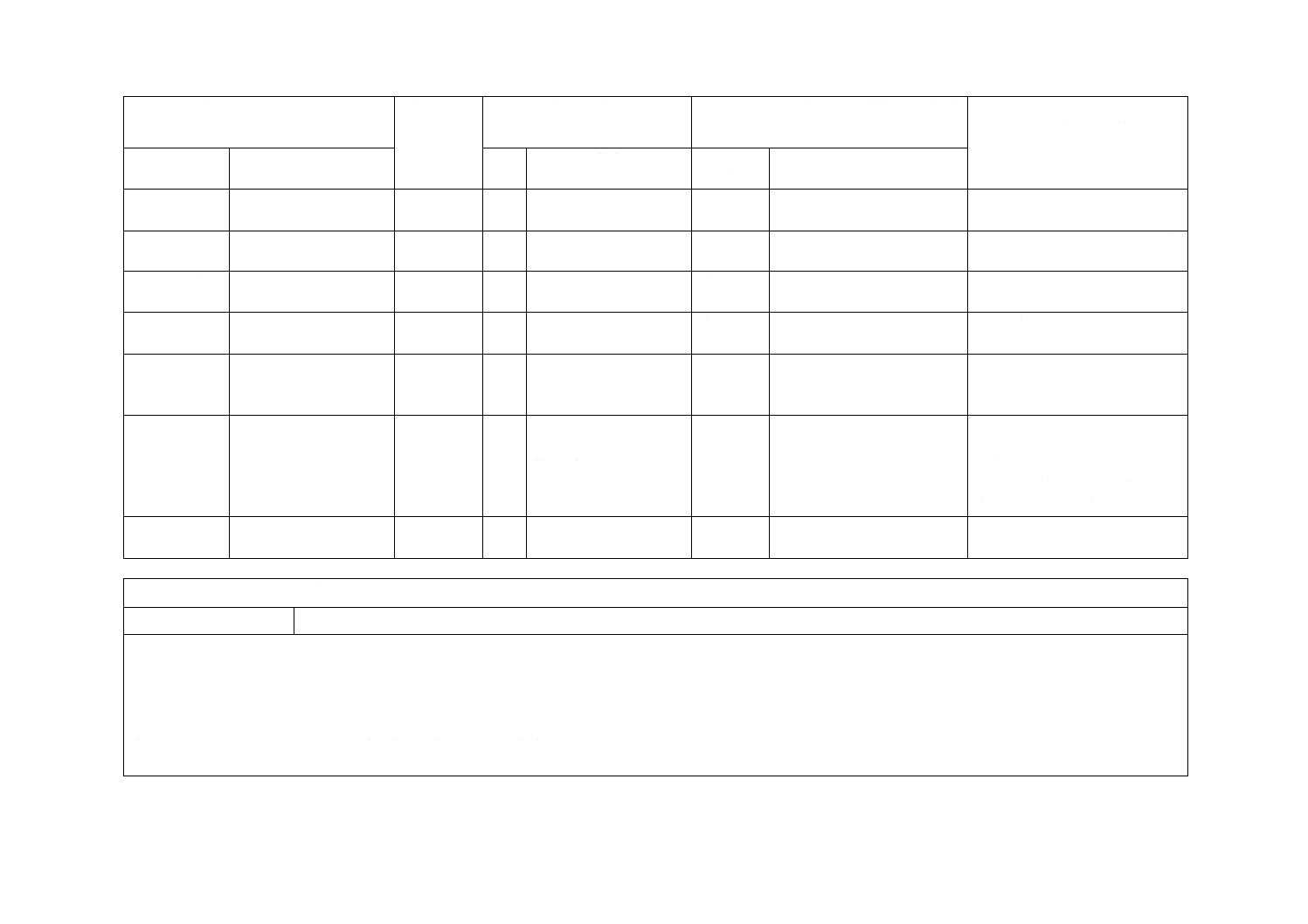
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
21 湿潤試験
方法
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
22 水分試験
方法
JIS K 2275を引用して
いる。
−
追加
JIS K 2275はISO 3733と同
等である。
品質評価に必要なため,JIS独自
に追加規定した。
23 動粘度試
験方法
JIS K 2283を引用して
いる。
−
追加
JIS K 2283はISO 3104及び
ISO 3105と同等である。
品質評価に必要なため,JIS独自
に追加規定した。
24 引火点試
験方法
JIS K 2265-4を引用して
いる。
−
追加
JIS K 2265-4はISO 2592と同
等である。
品質評価に必要なため,JIS独自
に追加規定した。
25 四球式耐
荷重能試験方
法
JIS K 2519を引用して
いる。
−
追加
−
品質評価に必要なため,JIS独自
に追加規定した。
27 製品の呼
び方
ISO 6743-9
3
グリース使用時の運転
条件(運転温度,水との
接触,極圧性)及びちょ
う度番号で規定してい
る。
変更
JISでは,種類(用途別,種
別及びちょうど番号)で規定
した。
ISO規格との急激な整合化は,生
産者及び使用者に混乱を与える
可能性があるため,2003年にISO
6749-9を翻訳した附属書A(規
定)をそのまま記載した。
28 表示
−
追加
−
商習慣上必要なので,JIS独自の
規定を追加した。
JISと国際規格との対応の程度の全体評価:(ISO 2137:2007,ISO 2176:1995,ISO 6743-9:2003,ISO 11009:2000,ISO 12924:2010,MOD)
関連する外国規格
ASTM D 2699-01a
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
K
2
2
2
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。