2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 0901-1991
気体中のダスト試料捕集用ろ過材の
形状,寸法並びに性能試験方法
Form, size and performance testing methods of filtration
media for collecting airborne particulate matters
1. 適用範囲 この規格は,気体中のダストを定性又は定量するために,ろ過捕集するろ過材(以下,ろ
過材という。)の形状,寸法並びに性能試験方法について規定する。
備考1. この規格の引用規格を,付表1に示す。
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 形状 ろ過材の形状は,円形,角形,テープ形及び円筒形とする。
3. 寸法 ろ過材の寸法は,その形状に応じて表1,表2,表3及び表4に示す。
表1 円形ろ過材
単位 mm
直径
許容差
13
±0.5
18
25
35
37
47
55
60
±1
70
80
90
100
110
表2 角形ろ過材
単位mm
縦×横
許容差
203×254
±1
表4 円筒形ろ過材(2)
単位 mm
直径×長さ
許容差
直径
長さ
20×45
±0.5
±3
20×90
25×90
30×90
40×90
注(2) 直径は,開口端の外径とする。
表3 テープ形ろ過材(1)
単位 mm
幅
許容差
30
±0.5
35
40
50
75
±1
78
80
注(1) 長さについては,特
に規定しない。
4. 材質 ろ過材は,セルロース,セルロースエステル,ガラス,シリカ,合成繊維及び金属の繊維から
なる繊維積層タイプ並びにセルロースエステル,合成樹脂及び金属からなる薄膜タイプを主体とする。た
だし,捕集したダストを化学分析するために用いるろ過材については,5.6によって,鉄,銅,亜鉛,カド
ミウム及び鉛の含有量を明らかにしたものでなければならない。
なお,金属の繊維又は膜を主体とするろ過材については,その金属の材質成分を除く。
2
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 性能試験方法
5.1
試験条件 ろ過材の捕集率,圧力損失及び加圧強度の試験条件は,次のとおりとする。
(1) 温度 10〜30℃の温度とする。
(2) 湿度 45〜85%の湿度とする。
(3) 大気圧 試験中の大気圧の変化幅は,2 kPa {203.9mmH2O} 以内とする。
5.2
捕集率試験 捕集率試験は,次によって行う。
(1) 試験用ろ過材 試験に用いるろ過材は,直径40mmに成形したものを5個以上用いる。ただし,直径
40mm以下のろ過材については,同一材料によって作製する。
(2) 試験用粒子 試験に用いる粒子は,JIS Z 8901に規定する13種A,B(エアロゾル)とする。
(3) 試験用粒子の濃度 試験用粒子の濃度は,0.1〜0.5mg/m3の範囲とし,試験中はなるべく濃度が変動し
ないようにする。
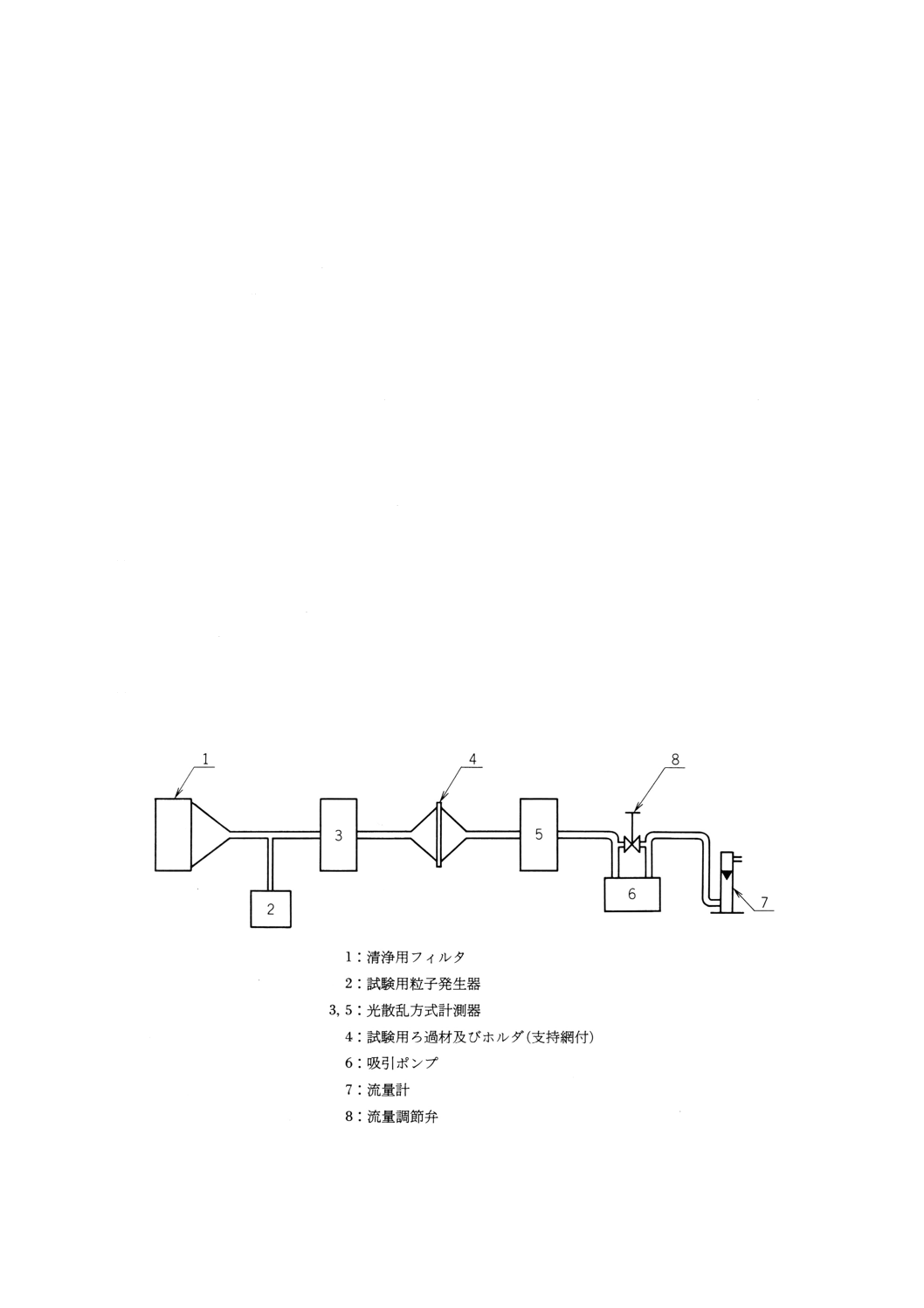
(4) 捕集率測定装置
(4.1) 捕集率測定装置は次に示すもので,構成例を図1に示す。
(a) 試験用粒子発生器 JIS Z 8901に規定する13種A又はBの粒子を発生することができるもの。
(b) 光散乱方式計測器 JIS B 7954に規定するものを2台。
(c) ホルダ 5.2(1)で規定する試験用ろ過材を装着できるもので,ろ過材の保護のため支持網を設けたも
の。
(d) 流量計 JIS Z 8761又はJIS Z 8762に規定する性能をもつもの。
(e) 吸引ポンプ 20cm/s以上のろ過速度を得られるもの。
(f) 清浄用フィルタ 試験用ろ過材と同等以上の捕集率をもつもの。
(g) 配管 各部の接続箇所から空気の漏れのないもの。
図1 捕集率測定装置の構成例
3
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
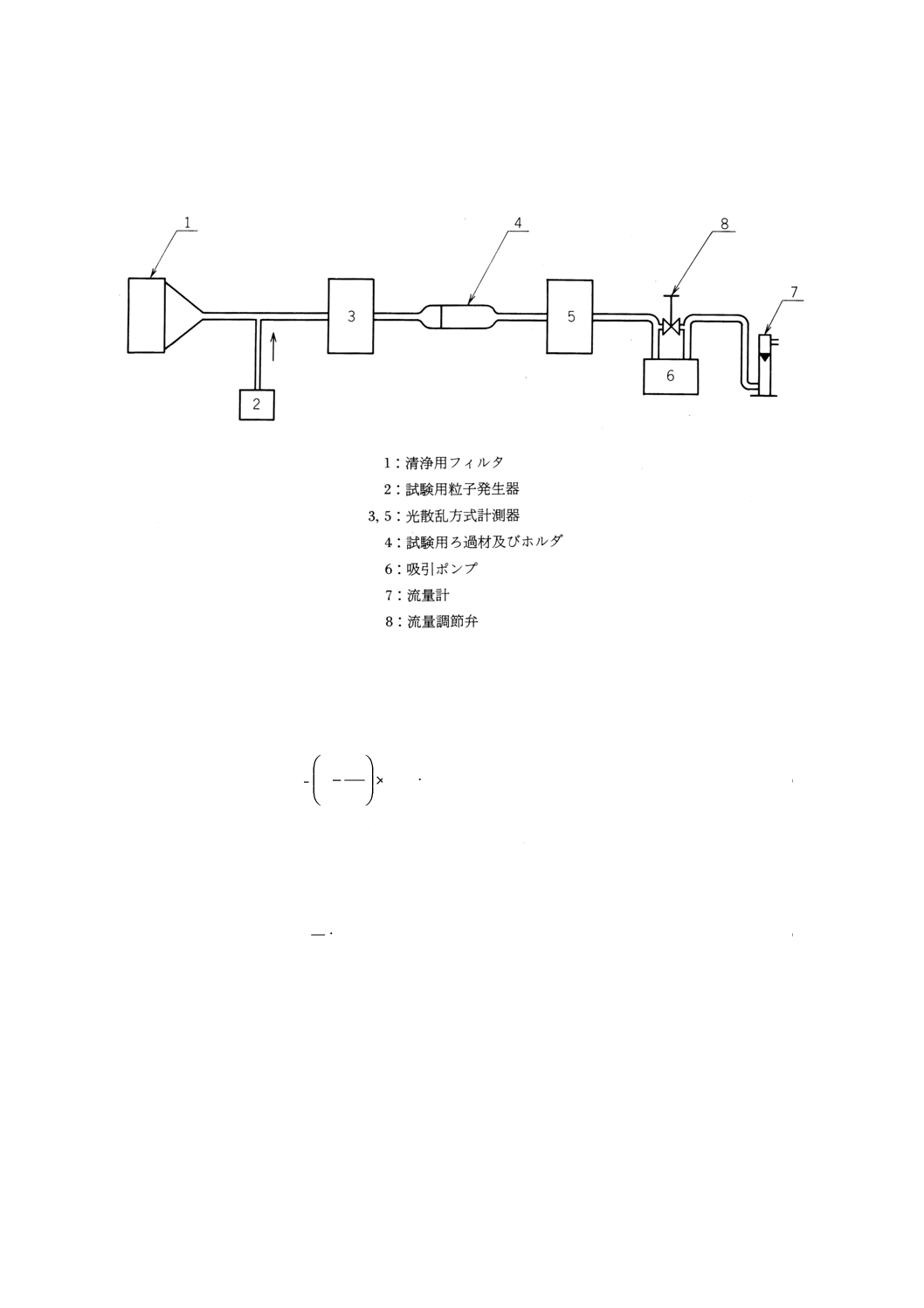
(4.2) 円筒形ろ過材の場合の捕集率測定装置は,次に示すもので,構成例を図2に示す。ここでホルダは,
JIS Z 8808の8.2.2(2)(ダスト捕集器)と同じものとする。ほかは(4.1)と同じとする。
図2 捕集率測定装置の構成例
(5) 捕集率の測定方法 捕集率測定装置を用い,試験用粒子発生器によって一定量の粒子を発生させ,清
浄な空気によって所定の濃度に希釈調製したものを,20cm/sのろ過速度(3)で,ろ過材を通るように吸
引ポンプで調節し吸引する。この場合,ろ過前後の粒子の濃度を,それぞれ同時に(4)に規定する光散
乱方式計測器で測定し,次の式によって捕集率を計算する。
100
1
i
0×
−
=
C
C
η
···································································· (1)
ここに,
η: 捕集率 (%)
Ci: ろ過前の粒子の濃度 (mg/m3)
C0: ろ過後の粒子の濃度 (mg/m3)
注(3) ろ過速度は,次の式によって求める。
A
Q
V=
····················································································· (2)
ここに,
V: ろ過速度 (cm/s)
Q: ろ過空気の流量 (cm3/s)
A: ろ過材の有効ろ過面積 (cm2)
(6) 捕集率の求め方 5個以上の同じ試験用ろ過材について,(5)の方法によってそれぞれ捕集率を測定し,
その平均値を捕集率とする。
(7) 試験結果の表示 (6)の方法によって求めた値を,有効数字3けたに丸める。
5.3
圧力損失試験 圧力損失試験は,次によって行う。
(1) 試験用ろ過材 5.2(1)に規定するものを5個以上用いる。
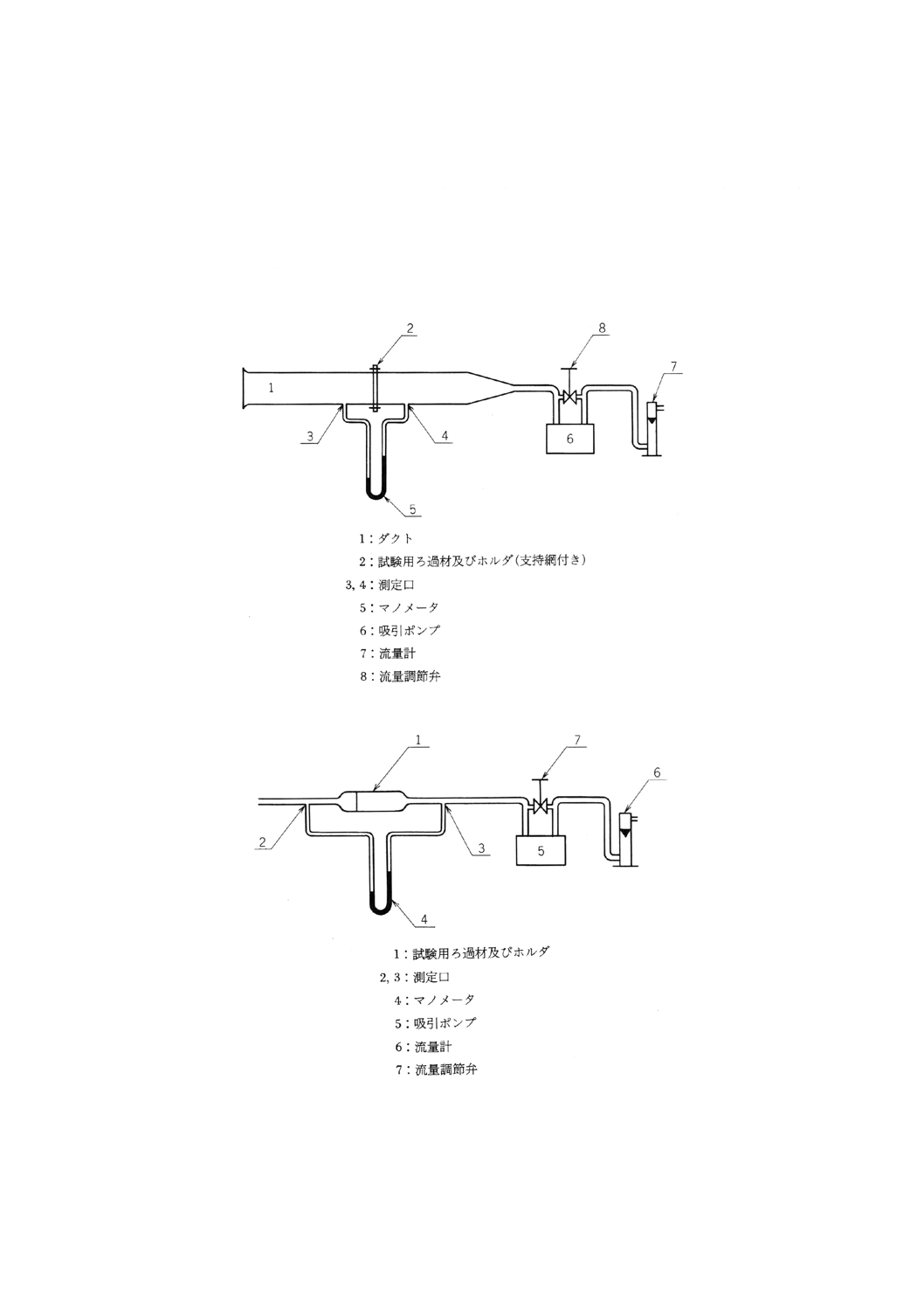
(2) 圧力損失測定装置 圧力損失測定装置は,次に示すもので,構成例を図3に,円筒形ろ過材の場合を
4
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4に示すもの。
(a) ダクト 風速の分布ができるだけ均一となる構造とする。
(b) マノメータ JIS B 8330の5.2.2(2)(ピトー管,静圧管及び静圧孔)に規定する静圧管,ピトー管又
は測定口を用いて行う。
(c) ホルダ,吸引ポンプ,流量計 5.2(4)に規定するものとする。
(d) 配管 各部の接続箇所から空気の漏れのないもの。
図3 圧力損失測定装置の構成例
図4 円筒形ろ過材の圧力損失測定装置の構成例
5
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 圧力損失の測定方法 圧力損失測定装置を用いて,20cm/sのろ過速度で,ろ過材を通して空気を吸引
し,ろ過材前後の静圧の差をマノメータで測定し,次の式によって圧力損失を計算する。
∆P=P1−P2 ·············································································· (3)
ここに,
∆P: 圧力損失 (kPa) {mmH2O}
P1: ろ過材前方の静圧 (kPa) {mmH2O}
P2: ろ過材後方の静圧 (kPa) {mmH2O}
(4) 圧力損失の求め方 5個以上の同じ試験用ろ過材について,(3)の方法によってそれぞれ圧力損失を測
定し,その平均値を圧力損失とする。
(5) 試験結果の表示 (4)の方法によって求めた値を,有効数字2けたに丸める。
5.4
吸湿率試験 吸湿率試験は,次の方法によって行う。
(1) 試験用ろ過材 5.2(1)に規定されるものを用いる。
(2) 装置及び器具 装置及び器具は,次に示すものを用いる。
(2.1) 乾燥器 温度調節可能なもの。
(2.2) 化学天びん 0.01mgのけたまではかれるもの。
(2.3) はかり瓶及びデシケーター JIS R 3503に規定するもの。
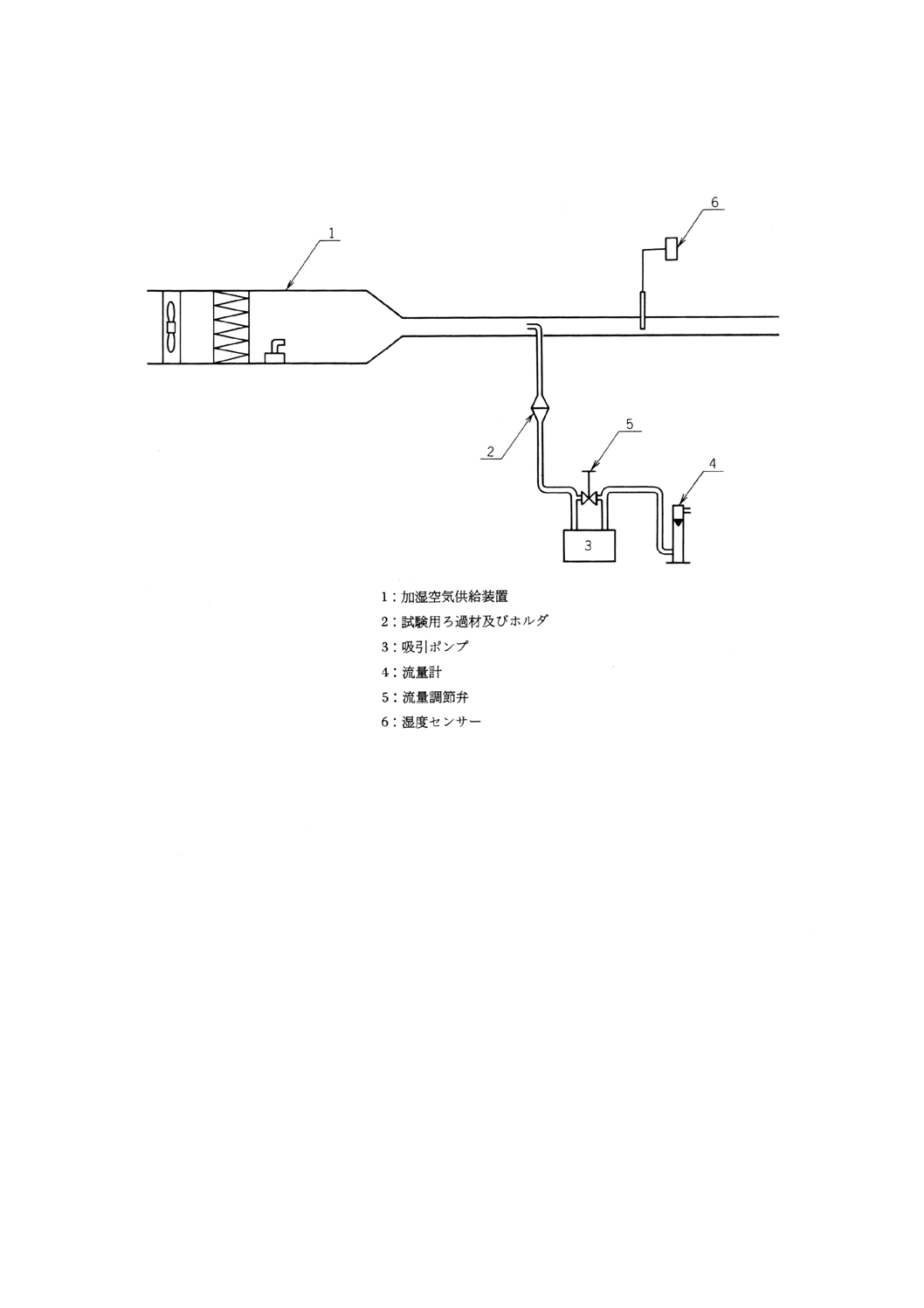
(2.4) 吸湿率測定装置及び器具 次に示すもので,構成例を図5に示す。
(a) 加湿空気供給装置 試験用ろ過材と同等以上の捕集率をもつろ過材を通過させた清浄空気を湿度
(85±5) %に加湿し,試験用ろ過材に対し風速20cm/s以上の加湿空気を供給することができるもの。
(b) ホルダ,流量計 5.2(4)に規定するもの。
6
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 吸湿率測定装置の構成例
(3) 吸湿率の測定方法 吸湿率の測定方法は,次のとおりとする。
(3.1) ろ過材の加湿前の質量の測定 ろ過材をはかり瓶に入れたまま,105±3℃(4)に調整した乾燥器に入
れ,瓶のふたを取り,1〜2時間加熱した後,乾燥器内でふたを載せて,これをデシケーター内に移
し,室温になるまで放冷した後,はかり瓶から取り出し,化学天びんで0.1mgまでひょう量し,質
量を求める。
注(4) メンブランフィルタなど,105±3℃,1〜2時間の加熱に耐えないものについては90℃,約1時間
の乾燥を行う。
(3.2) ろ過材の加湿後の質量の測定 (3.1)でひょう量したろ過材を,5.4(2)の測定装置に装着し,湿度 (85
±5) %の加湿空気を20cm/sのろ過速度で通過させる。10分間通過し,ろ過材を取り,化学天びん
で0.1mgのけたまでひょう量し,質量を求める。
備考 ろ過材の吸湿率の測定は,湿度 (90±5) %の加湿雰囲気内に24時間放置した後,質量の測定を
行うことができる。
7
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3.3) 吸湿率の計算方法 吸湿率は,(3.1)及び(3.2)で求めた加湿前後のろ過材の質量(5)から,次の式
によって計算する。
100
1
1
2
×
−
=
M
M
M
M
···································································· (4)
ここに,
M: 吸湿率 (%)
M1: 加湿前のろ過材の質量 (mg)
M2: 加湿後のろ過材の質量 (mg)
注(5) (3.2)の備考に記載した方法を用いた場合,加湿方法として湿度 (90±5) %雰囲気内に24時間放置
したことを記載する。
(4) 吸湿率の求め方 原則として,5個以上の同じ試験用ろ過材について,(3)の方法によって,それぞれ
吸湿率を測定し,その平均値をもって吸湿率とする。
(5) 試験結果の表示 (4)の方法によって求めた値を,有効数字2けたに丸める。
5.5
加圧強度試験 加圧強度試験は,次によって行う。
(1) 加圧強度の測定方法
(1.1) JIS P 8112の規定によって測定する。ただし,円筒形のろ過材の場合は(1.2)及び(1.3)によって行う。
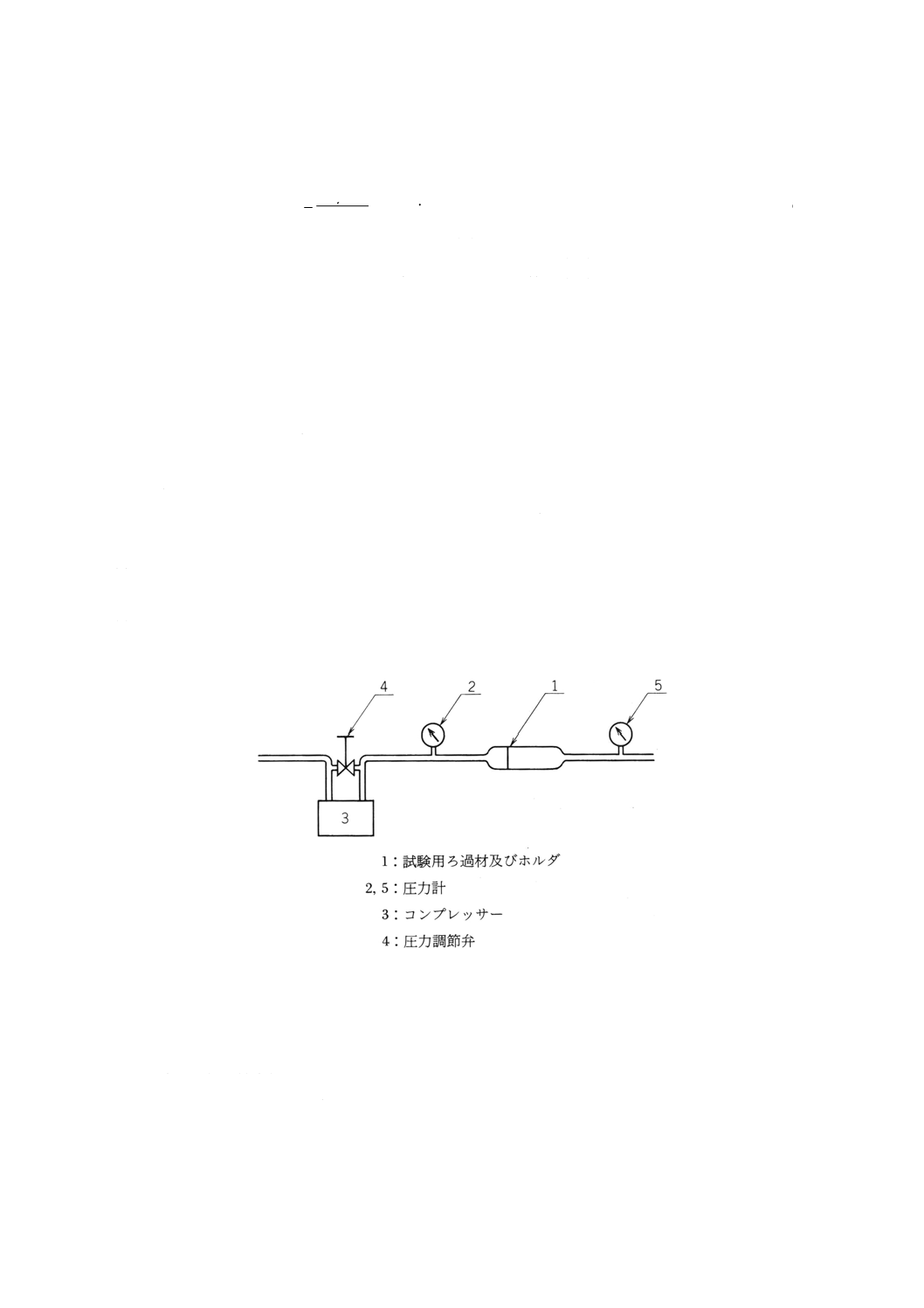
(1.2) 円筒形ろ過材の加圧強度測定装置 次に示すもので,構成例を図6に示す。
(a) ホルダ 5.2(4)に規定するもの。
(b) 圧力計 JIS B 7505,JIS B 7546に規定する圧力計のうち,最小目盛が20kPa {0.2kgf/cm2} のもの。
(c) コンプレッサー 98kPa {1.0kgf/cm2} 以上の圧力を得られるもの。
(d) 配管 各部の接続箇所から空気の漏れのないもの。
図6 加圧強度測定装置の構成例
(1.3) 円筒形ろ過材加圧強度の測定方法 加圧強度測定装置を用いて,コンプレッサーによってろ過材へ
空気を吹き込み,徐々に空気の流量を増加することによってろ過材を加圧し,加圧空気の静圧をマ
ノメータ又は圧力計によって測定する。この場合,加圧空気の静圧を徐々に上昇させ,変形又は破
損したときの静圧値を測定する。
静圧の値の最高値98kPa {1.0kgf/cm2} まで上昇させ,破損するかどうかを確認する。
(2) 加圧強度の求め方 加圧強度は,次によって求める。
(2.1) 5個以上の同じ試験用ろ過材について,(1)の方法によってそれぞれ加圧強度を測定し,その平均値
をもって加圧強度の値とする。
8
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2.2) 円筒形ろ過材の場合は,原則として5個以上の同じ試験用ろ過材について,(4)の方法によってそれ
ぞれ加圧強度を測定し,その最小値をもって加圧強度の値とする。
(3) 試験結果の表示 (2)の方法によって求めた値を,有効数字2けたに丸める。測定試料がすべて98kPa
{1.0kgf/cm2} 以上の場合,98kPa {1.0kgf/cm2} 以上との表示とする。
5.6
含有金属の分析方法 ろ過材に含まれる金属は,鉄,銅,亜鉛,カドミウム及び鉛について含有量
を求める。
(1) 含有金属の分析 ろ過材に含まれる金属の分析は,JIS K 0121に規定する原子吸光分析法に準じる。
(2) 試験結果の表示 (1)の方法によって求めた値を,有効数字2けたに丸める。
6. 試験結果の報告 報告書には,次の事項を記載する。
(1) 名称
(2) 形状,寸法及び材質
(3) 製造番号又はロット番号
(4) 製造業者名又はその略号
(5) 試験結果
(a) 捕集率の測定値
(b) 圧力損失の測定値
(c) 吸湿率の測定値
(d) 加圧強度の測定値
(e) 含有金属の種類とその含有量(6)
注(6) 金属の繊維又は膜を主体とするろ過材については除く。
付表1 引用規格
JIS B 7505 ブルドン管圧力計
JIS B 7954 隔膜式圧力計
JIS B 7546 大気中の浮遊粒子状物質自動計測器
JIS B 8330 送風機の試験及び検査方法
JIS K 0101 工業用水試験方法
JIS K 0121 原子吸光分析のための通則
JIS R 3503 化学分析用ガラス器具
JIS Z 8761 フロート形面積流量計による流量測定方法
JIS Z 8762 絞り機構による流量測定方法
JIS Z 8808 排ガス中のダスト濃度の測定方法
JIS Z 8901 試験用ダスト
9
K 0901-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 0901 気体中ダスト試料捕集ろ過材の形状,
寸法並びに性能試験方法工業標準改正原案調査作成委員会 構成表
氏名
所属
(委員長)
本 間 克 典
産業医学総合研究所
山 下 憲 一
法政大学工学部
木 村 菊 二
財団法人労働科学研究所
田 森 行 男
工業技術院公害資源研究所
倉 剛 進
通商産業省立地公害局
細 川 幹 夫
工業技術院標準部
岡 村 勝 郎
集塵装置株式会社
小 西 淑 人
財団法人北里ヘルス・サイエンス・センター
沼 野 雄 志
沼野労働安全衛生コンサルタント事務所
谷 學
株式会社日本公害防止技術センター
安 部 師 男
柴田科学器械工業株式会社
(幹事)
井 川 潤
東洋濾紙株式会社
石 井 蔵之助
日本ミリポアリミテッド
野 俣 隆
ワットマン株式会社
白 井 忠
東京ダイレック株式会社
三 上 壮 介
社団法人日本空気清浄協会