2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8690-1993
ドライプロセス窒化チタンコーティング
Titanium nitride coatings by dry processing
1. 適用範囲 この規格は,金属及び非金属素地上に装飾用(1)又は工業用(2)の目的で行った,ドライプロ
セス窒化チタンコーティング(以下,コーティングという。)の有効面(3)について規定する。
注(1) 装飾用の目的とは,主に時計,装身具,身辺雑貨などに用いることを目的としたもので,外観,
耐磨耗性,耐食性などの特性が要求されるコーティングを行うことをいう。
(2) 工業用の目的とは,工具,各種機械部品,その他の機能的部品などに用いることを目的とした
もので,耐磨耗性,耐食性などの特性が要求されるコーティングを行うことをいう。
(3) 用途上重要な表面をいう。
備考1. この規格の引用規格を,次に示す。
JIS H 0211 ドライプロセス表面処理用語
JIS H 0400 電気めっき用語
JIS H 0404 電気めっきの記号による表示方法
JIS H 1612 チタン及びチタン合金中の窒素定量方法
JIS H 8501 めっきの厚さ試験方法
JIS H 8502 めっきの耐食性試験方法
JIS H 8503 めっきの耐磨耗性試験方法
JIS H 8504 めっきの密着性試験方法
JIS H 8622 装飾用金及び金合金めっき
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2251 ヌープ硬さ試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,JIS H 0211及びJIS H 0400によるほか,次による。
(1) 窒化 化学反応,拡散,イオン注入などによって,窒素との化合物又は窒素を富化した物質を形成さ
せること。
(2) 窒化チタン チタンを窒化した物質。
(3) 窒化チタンコーティング 金属及び非金属素地上に形成した窒化チタン皮膜。
(4) 多層コーティング 窒素含有率の異なる窒化チタン皮膜又は全く異なる組成の皮膜を二層以上重ねた
コーティング。
(5) 傾斜コーティング 窒素含有率を連続的に変化させた窒化チタンコーティング。
3. 記号 記号は,JIS H 0404によるほか,次による。
(1) コーティングを表す記号 コーティングを表す記号は,Dpとする。
2
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) コーティングの種類を表す記号 コーティングの種類を表す記号は,窒化チタンを表す記号TiNの前
に,装飾用にあっては記号Dを,工業用にあっては記号Eを付け,ハイフン“−”でつないで表す。
4. 品質
4.1
コーティングの外観 コーティングの外観は,7.2によって試験を行い,コーティングの有効面に,
つや,輝き,色合いなどの不良,ざらつき,割れ,ピット,素地の露出,はく離などの密着不良の徴候及
びその他使用上有害な欠陥があってはならない。
備考1. つや,輝き,色合いなどが指定される場合には,受渡当事者間の協定による。
2. 色合いの向上のため,金,金合金などの皮膜を上層に形成する場合には,受渡当事者間の協
定による。
4.2
コーティングの厚さ コーティングの厚さは,受渡当事者間の協定によって指定する。厚さの試験
は,7.3によって行い,有効面上のいかなる場所においても,指定されたコーティング厚さを満足しなくて
はならない。
参考 一般に用いられるコーティングの最小厚さの分類は,参考表1及び参考表2のとおりである。
参考表1 コーティングの最小厚さによる分類(装飾用)
コーティングの最小厚さ (μm)
0.05 0.1 0.3 0.5 1.0 3.0 5.0 10.0
参考表2 コーティングの最小厚さによる分類(工業用)
コーティングの最小厚さ (μm)
0.1 0.5 1.0 3.0 5.0 10.0 20.0
4.3
コーティングの窒素含有率 コーティングの窒素含有率(多層コーティングの場合は,各層ごとの
窒素含有率)が指定されている場合には,7.4によって試験を行い,窒素含有率は,指定された値を満足し
なければならない。
4.4
コーティングの密着性 コーティングの密着性は,7.5によって試験を行い,コーティングにはく離,
膨れなどの密着不良の徴候が現れてはならない。
4.5 コーティングの耐食性 コーティングの耐食性が指定されている場合には,7.6によって試験を行い,
耐食性は,指定された値を満足しなければならない。
4.6
コーティングの硬さ コーティングの硬さが指定されている場合には,7.7によって試験を行い,硬
さは,指定された値を満足しなければならない。
4.7
コーティングの耐磨耗性 コーティングの耐磨耗性が指定されている場合には,7.8によって試験を
行い,耐磨耗性は,指定された値を満足しなければならない。
4.8
コーティングの表面粗さ コーティングの表面粗さが指定されている場合には,7.9によって試験を
行い,表面粗さは,指定された値を満足しなければならない。
5. 素地 素地の状態は,コーティングの品質に重大な影響を及ぼすので,特に,素地材料が発注者から
供給される場合には,発注者は加工仕様書などに,素地材料に関する情報を示さなければならない。
3
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 下地コーティング コーティングの外観,耐食性,密着性などの向上の目的で下地コーティングを行
う場合には,その種類及び厚さは,受渡当事者間の協定による。
7. 試験
7.1
試験片 試験片は,原則として製品から採取する。ただし,製品から採取することができない場合
には,代替試験片によってもよい。代替試験片の作製は,可能な限り製品と同じ材質の素地を用い,製品
と同じ条件でコーティングを行わなくてはならない。
7.2
外観試験 外観試験は,JIS H 8622の附属書1(外観試験方法)による。
7.3
厚さ試験 厚さ試験は,JIS H 8501に規定する顕微鏡断面試験方法,蛍光X線式試験方法,β線式試
験方法,測微器による試験方法,又は附属書1の方法のいずれかによる。
7.4
窒素含有率試験 窒素含有率試験は,JIS H 1612に規定する試験方法,又は受渡当事者間の協定に
よって有効性が認められた方法による。
7.5
密着性試験 密着性試験は,JIS H 8504に規定する試験方法,又は附属書2の方法による。
なお,試験条件は,受渡当事者間の協定による。
7.6
耐食性試験 耐食性試験は,JIS H 8502に規定する中性塩水噴霧試験方法,酢酸酸性塩水噴霧試験
方法,キャス試験方法,又は受渡当事者間の協定によって有効性が認められた方法のいずれかによる。
なお,試験条件は,受渡当事者間の協定による。
7.7
硬さ試験 硬さ試験は,JIS Z 2244又はJIS Z 2251に規定する試験方法を用いて,コーティングの
断面又はコーティングの表面において行う。
なお,試験条件は,受渡当事者間の協定による。
7.8
耐磨耗性試験 耐磨耗性試験は,JIS H 8503に規定する試験方法,又は受渡当事者間の協定によっ
て有効性が認められた方法による。
7.9
表面粗さ試験 表面粗さ試験は,JIS H 8501に規定する触針走査法,又は受渡当事者間の協定によ
って有効性が認められた方法による。
8. 検査 検査は,次によって行う。
(1) 検査のための試験片の数,その試験片の抜取方法,検査順序及び検査対象箇所並びに試験片の代替使
用は,受渡当事者間の協定による。
(2) 検査項目及び試験方法の選択に関しては,受渡当事者間の協定による。
(3) コーティングは,7.によって試験を行い,4.の規定に適合しなければならない。
9. コーティングの呼び方 コーティングの呼び方は,3.の記号及びJIS H 0404による。ただし,窒素含
有率は,原子パーセント (at%) で表示する。
なお,多層コーティング,傾斜コーティングなどの場合は,受渡当事者間の協定によって,呼び方を簡
略化することができる。
4
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
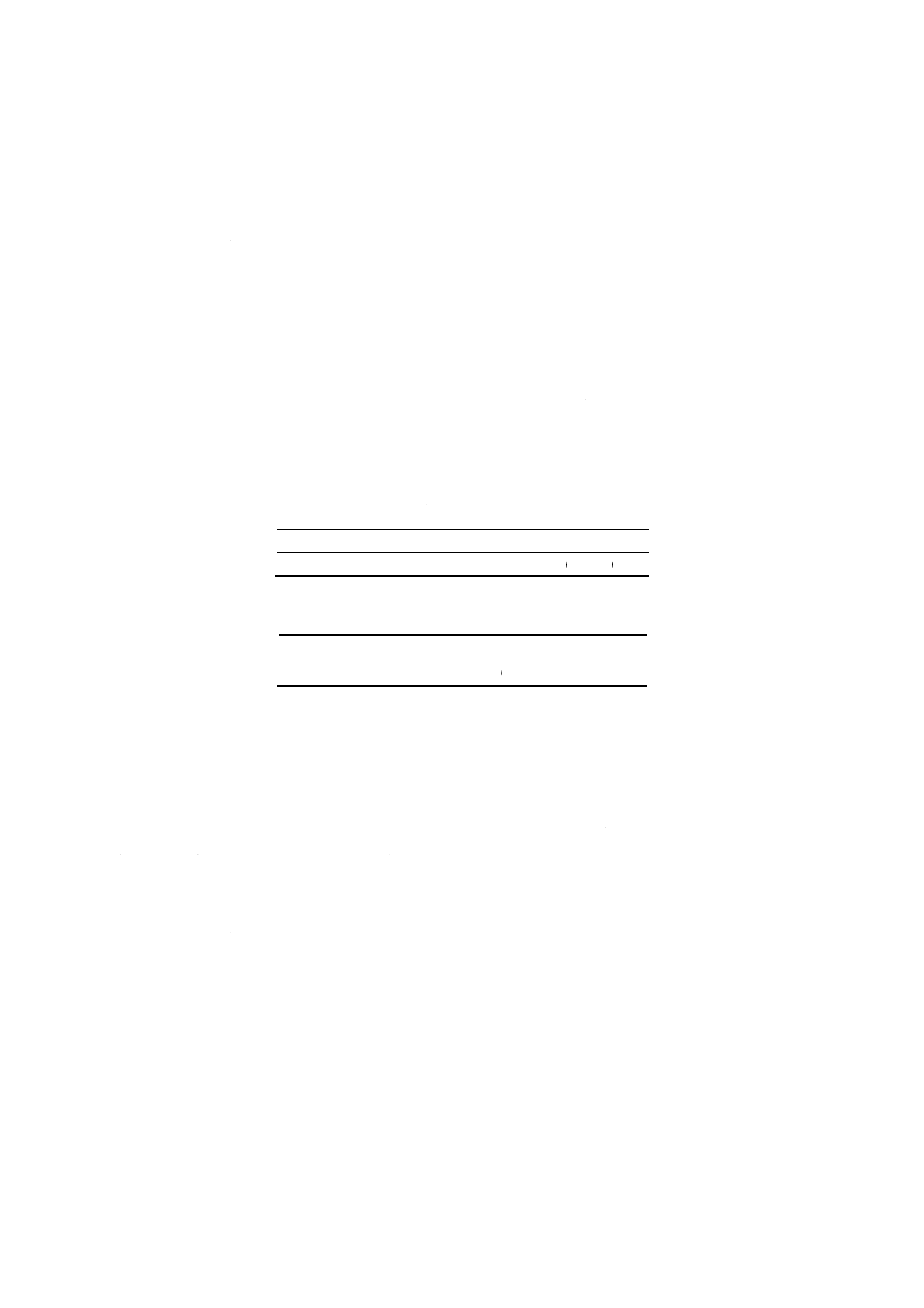
例1.
例2.
例3.
例4.
注*2 黄銅素地
5
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 表示 送り状などに,次の事項を表示する。
(1) コーティングの記号
(2) 加工年月日又はその略号
(3) 加工業者名又はその略号
6
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 走査形電子顕微鏡による厚さ試験方法
1. 適用範囲 この附属書は,ドライプロセス窒化チタンコーティングの垂直断面(破断面を含む。)を走
査形電子顕微鏡で観察して,そのコーティング厚さを求める試験方法について規定する。
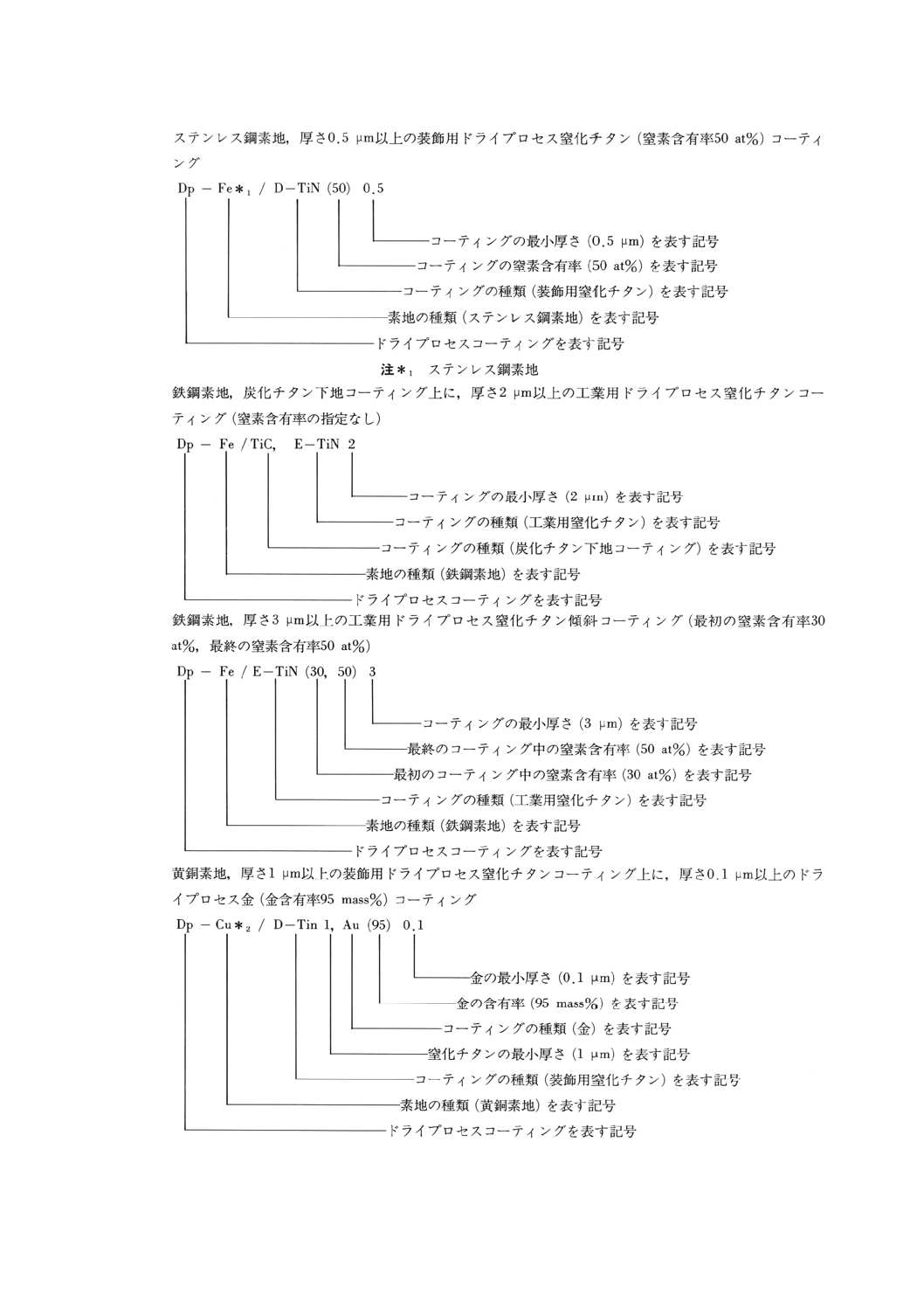
2. 装置 装置は,スケール表示が可能なCRT(陰極線管)及び光学又は電子式写真の撮影が可能な走査
形電子顕微鏡を使用する。
装置の一例を,附属書1図1に示す。
附属書1図1 走査形量子顕微鏡の一例
3. 操作 操作は,次による。
(1) 試験片は,窒化チタンコーティング面が壊れないように,コーティング面に対し直角に研磨する。
備考1. 試料が小さい場合などは,合成樹脂又は低融点合金にコーティング面が垂直になるように埋
め込むなどの手法は有効である。
2. 超硬合金など基板がぜい(脆)性な材料上にPVD法(物理蒸着法),CVD法(化学蒸着法)
などで成膜した試験片は,破断面による測定も可能である。
3. 走査形電子顕微鏡による測定は,試料を真空槽内に挿入するため形状及び基板材料に制限が
伴うので注意が必要である。
(2) 走査形電子顕微鏡の試料作製の要点を次に示す。
① 試料の大きさを試料ホルダーに載せられる大きさとする。
② 試料を試料ホルダーに十分に固定すること。
③ 試料と試料ホルダーとの間には十分な導通が保たれること。
(3) 試料を所定の状態でセットした後,膜厚が測定できる大きさになるよう倍率を調整する。画面上で膜
厚が十分測定可能になった状態で,計測又は写真撮影を行い,膜厚を測定する。
7
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 スクラッチ法による密着性試験方法
1. 適用範囲 この附属書は,スクラッチ法によるドライプロセス窒化チタンコーティングの密着性試験
方法について規定する。
2. 測定の原理 この試験方法は,窒化チタンコーティング表面をダイヤモンド圧子で引っかき,コーテ
ィングのはく離臨界荷重によって,密着性を評価するものである。
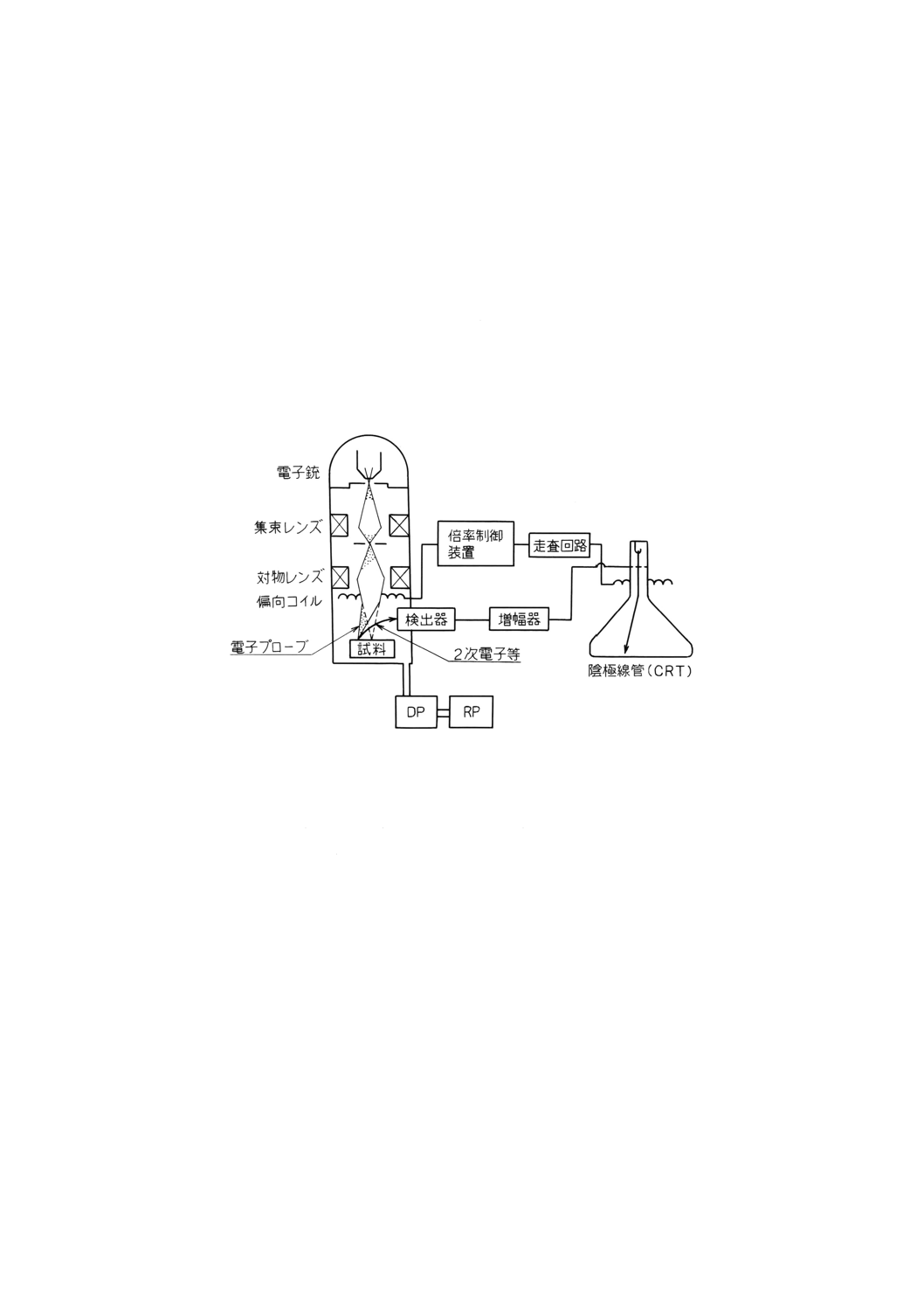
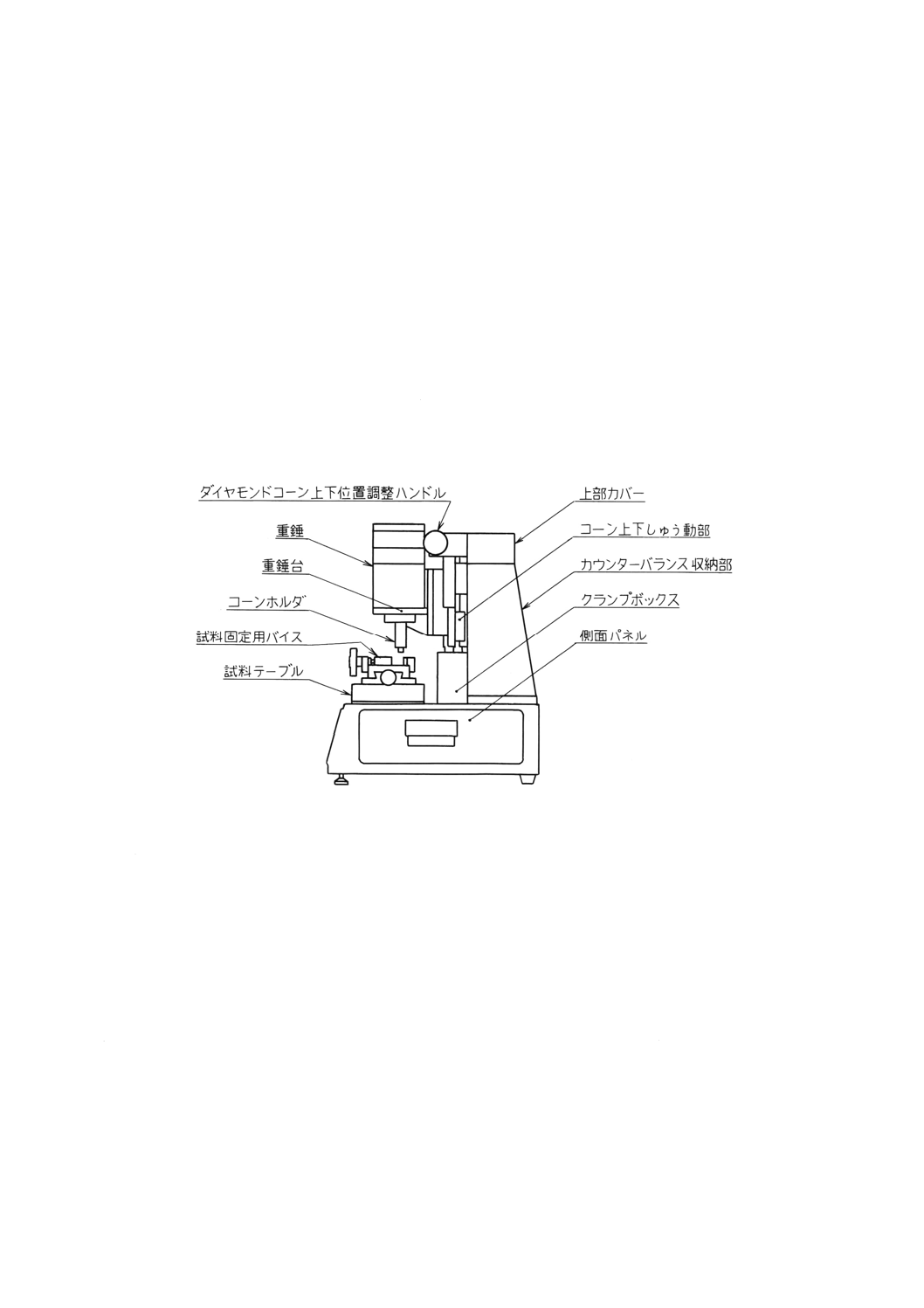
3. 装置 装置は,試料表面に荷重をかけてダイヤモンド圧子によって引っかく装置を使用する。
装置の一例を,附属書2図1に示す。
附属書2図1 スクラッチ試験装置の一例
4. ダイヤモンド圧子 ダイヤモンド圧子は,頂角120°,先端半径0.2mm又は受渡当事者間の協定によ
って有効性が認められた形状を使用する。
5. 試験方法 試験方法は,次による。
(1) 試料は,試験面が水平になるように固定する。このとき,引っかきによって試料が動かないように注
意して固定する。
(2) 試験面に対し垂直にダイヤモンド圧子を置き,荷重を断続又は連続的にかけて引っかきを行う。
6. 判定方法 試験箇所を光学顕微鏡,走査形電子顕微鏡又は音波測定機 (AE) によって観察して,はく
離が生じた荷重を測定し,コーティングの密着性を判定する。
8
H 8690-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
“ドライプロセス窒化チタンコーティング”工業標準新規原案作成委員会 構成表
氏名
所属
(委員長)
沖 猛 雄
名古屋大学工学部
朝 日 直 達
日立粉末冶金株式会社
池 永 勝
株式会社日本コーティングセンター
浦 尾 亮 一
茨城大学工学部
柏 木 邦 宏
東洋大学工学部
亀 山 哲 也
工業技術院物質工学工業技術研究所
加 茂 尚
トヨタ自動車株式会社
加 山 英 男
財団法人日本規格協会
神 戸 徳 蔵
工業技術院物質工学工業技術研究所
岸 松 雄
セイコー電子工業株式会社
鹿 田 順 生
工業技術院機械技術研究所
澁 木 邦 夫
東芝タンガロイ株式会社
篠 原 譲 司
石川島播磨重工株式会社
鈴 木 六 郎
社団法人表面技術協会
滝 沢 貴久男
三洋電機株式会社
高 井 治
名古屋大学工学部
高 橋 常 利
新日本製鐵株式会社
高 谷 松 文
千葉工業大学
武 井 厚
科学技術庁金属材料技術研究所
西 浦 正 満
タイゴールド株式会社
西 田 典 秀
岡山県工業技術センター
根 岸 保
オリエント時計株式会社
服 部 幹 雄
工業技術院標準部
梅 垣 俊 造
日産自動車株式会社
町 田 秀 隆
京セラ株式会社
松 坂 菊 生
東洋製罐グループ綜合研究所
山 崎 徹
シチズン岩手株式会社
山 田 保 之
株式会社神戸製鋼所
渡 辺 昭 啓
株式会社大和鍍金工場
(関係者)
角 田 悦 啓
工業技術院標準部
(事務局)
及 川 耕 一
社団法人表面技術協会