H 8679-2:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 評価方法························································································································· 2
4.1 試験片の調製 ················································································································ 2
4.2 観察環境 ······················································································································ 3
4.3 グリッドレイティングナンバ(GRN)の評価 ······································································ 3
5 試験結果の表し方 ············································································································· 3
6 試験報告書 ······················································································································ 3
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 5
H 8679-2:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人軽金
属製品協会(JAPA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS H 8679-2:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS H 8679の規格群には,次に示す部編成がある。
JIS H 8679-1 第1部:レイティングナンバ方法
JIS H 8679-2 第2部:グリッド方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8679-2:2013
アルミニウム及びアルミニウム合金の
陽極酸化皮膜に発生した孔食の評価方法−
第2部:グリッド方法
Anodizing of aluminium and its alloys-
Rating system for the evaluation of pitting corrosion-Part 2: Grid method
序文
この規格は,2011年に第2版として発行されたISO 8994を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,アルミニウム及びアルミニウム合金の製品(以下,製品という。)に施した陽極酸化皮膜(以
下,皮膜という。)のグリッド方法による孔食の評価方法について規定する。
この評価方法は,腐食試験及び屋外暴露試験の試験片,並びに実際の環境で使用された製品に生じた孔
食の程度を,グリッドレイティングナンバ(GRN)又は欠陥格子の発生比率(%)で評価する。
この規格は,皮膜を貫通し,金属素地に達した孔食だけに適用する。
注記1 グリッド方法は,自動車産業で用いられるような比較的薄い皮膜に対する短期の腐食試験の
評価方法として用いられる。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8994:2011,Anodizing of aluminium and its alloys−Rating system for the evaluation of pitting
corrosion−Grid method(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0201 アルミニウム表面処理用語
JIS H 8688 アルミニウム及びアルミニウム合金の陽極酸化皮膜の単位面積当たりの質量測定方法
JIS K 8180 塩酸(試薬)
JIS K 8541 硝酸(試薬)
2
H 8679-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8401 数値の丸め方
JIS Z 8720 測色用の標準イルミナント(標準の光)及び標準光源
JIS Z 9112 蛍光ランプ・LEDの光源色及び演色性による区分
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS H 0201による。
3.1
有効面(significant surface)
製品の表面に施した皮膜が用途に適合する品質を満たすことが不可欠な面。試験片の端部は,有効面に
は含めない。
3.2
孔食(corrosion pit)
局部腐食が金属内部に向かって孔状に進行する腐食。
3.3
欠陥格子(lattice defect)
有効面を縦横各5 mm間隔のグリッドで区切ったとき,短径が0.1 mm以上,かつ,1個以上の孔食が発
生している格子。
3.4
グリッドレイティングナンバ(GRN)(grid rating number)
製品に発生した孔食の程度を,欠陥格子の発生比率で表した数値。
4
評価方法
4.1
試験片の調製
試験片上の有効面は,5 000 mm2以上の大きさであることが望ましい。孔食の状態を明確にするため,
試験片の腐食生成物,水あかなどの汚れは,次に示すa)〜d)のうちのいずれかの方法によって除去する。
なお,d)に示す方法は,皮膜を溶解してアルミニウム素地に達している孔食を評価する場合に用いる。
a) 適切な研削材を含む液に浸した柔らかい布を用いて試験片をぬぐい,腐食生成物を除去し,清浄な水
で水洗して風乾する。
b) 5 ℃〜35 ℃の室内で,JIS K 8180に規定する塩酸[約35 %(質量分率)]体積1に対して体積10の
水を加えた溶液に浸したナイロンブラシなどで試験片の腐食生成物を除去し,清浄な水で水洗して風
乾する。
c) 5 ℃〜35 ℃の室内で,JIS K 8541に規定する硝酸[約60 %(質量分率)]体積1に対して体積1の水
を加えた溶液に試験片を5〜10分間浸せきし,ナイロンブラシなどで試験片の腐食生成物を除去し,
清浄な水で水洗して風乾する。
d) 95 ℃〜100 ℃に加熱したJIS H 8688に規定する試験液[りん酸−酸化クロム(VI)混合溶液]中に
約10分間浸せきし,試験片の腐食生成物及び皮膜を溶解し,清浄な水で水洗して風乾する。
注記 この方法は,濃色の皮膜に対して特に有効である。
警告 この試験溶液に含まれる六価クロムは,毒性があり,正しく取り扱わなければならない。
六価クロムを含む水溶液は,環境及び水域に著しい影響を与える。
3
H 8679-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
観察環境
グリッドレイティングナンバ(GRN)の評価は,拡散昼光1)の下,又は人工光源の下で行う。観察場所
の明るさは,照度が600 Lx以上とし,人工光源を用いる場合は,JIS Z 8720の5.3(常用光源)に規定す
る常用光源D65又はJIS Z 9112に規定する高演色形の蛍光ランプ(演色AAA)の光源の下で行う。
注1) 拡散昼光とは,日の出3時間後から日の入り3時間前までの間の直射を避けた,北窓からの光
をいう。
4.3
グリッドレイティングナンバ(GRN)の評価
皮膜を貫通していない変色などの表面欠陥及び試験片の端面に生じた腐食は,評価の対象としない。
縦横各5 mm間隔で,0.1 mmの線幅を刻印した透明なフィルムの碁盤目状のグリッドを少なくとも5 000
mm2の試験片上の有効面に置き,欠陥格子の数を数える。この場合,1個の格子の中に存在する孔食の数
は,問わない。1個及び複数の孔食が格子の境界線に重なった場合は,孔食の面積の占める割合が大きい
格子で数える。
次に,表1と対比して,グリッドレイティングナンバ(GRN)として評価するか,又は式(1)によって,
欠陥格子の数と有効面に対応する格子全数との比率によって,欠陥格子の発生比率(%)を求める。発生
比率(%)は,JIS Z 8401の規則Aによって,小数点以下1桁に丸める。
Ds=
100
t
×
N
N
············································································ (1)
ここに,
Ds: 欠陥格子の発生比率(%)
N: 欠陥格子の数
Nt: 格子の全数
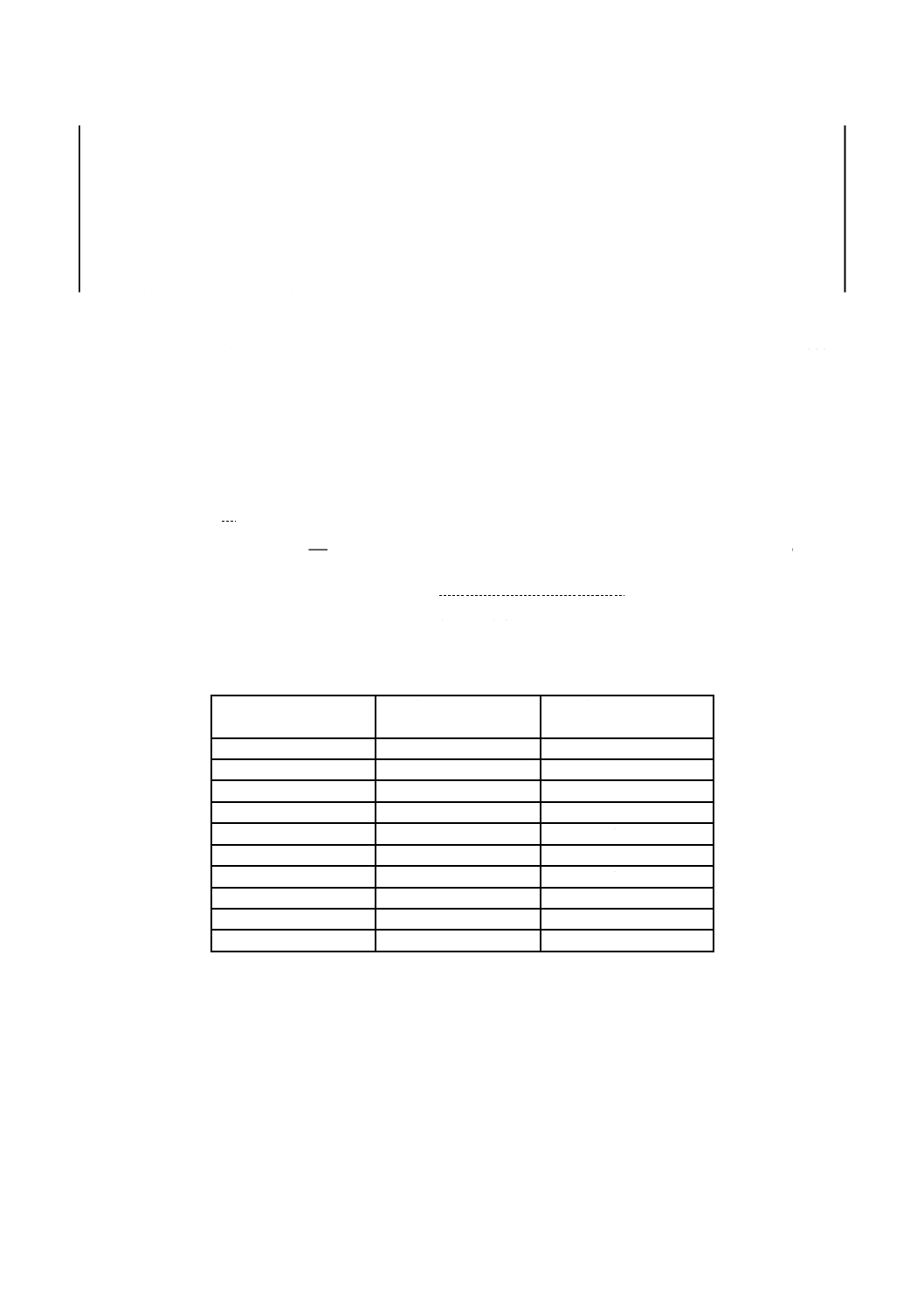
表1−グリッドレイティングナンバ(GRN)と欠陥格子の発生比率との関係
グリッドレイティング
ナンバ(GRN)
欠陥格子の発生比率
Ds(%)
欠陥格子の数(N)
Nt=200の場合
0
0.0
0
1
0.0を超え
0.5以下
1
2
0.5を超え
1以下
2
3
1を超え
2以下
3又は4
6
2を超え
4以下
5以上
8以下
12
4を超え
8以下
9以上
16以下
25
8を超え
16以下
17以上
32以下
50
16を超え
32以下
33以上
64以下
100
32を超え
64以下
65以上 128以下
200
64を超え
129以上
5
試験結果の表し方
試験結果は,グリッドレイティングナンバ(GRN),及び/又は式(1)で求めた欠陥格子の発生比率(%)
で表す。
6
試験報告書
試験報告書には,次の事項を含めなければならない。
a) この規格の番号:JIS H 8679-2
4
H 8679-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試験年月日
c) 試験片の材質,皮膜の種類及び皮膜厚さ
d) 腐食試験の方法及び条件,屋外暴露試験では,実施場所及び暴露試験期間
e) 試験片の調製方法
f)
使用した格子の数
g) 試験結果[グリッドレイティングナンバ(GRN),及び/又は欠陥格子の発生比率]
参考文献 JIS H 8679-1 アルミニウム及びアルミニウム合金の陽極酸化皮膜に発生した孔食の評価方法
−第1部:レイティングナンバ方法
注記 対応国際規格:ISO 8993:2010,Anodizing of aluminium and its alloys−Rating system for
the evaluation of pitting corrosion−Chart method(MOD)
5
H 8679-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
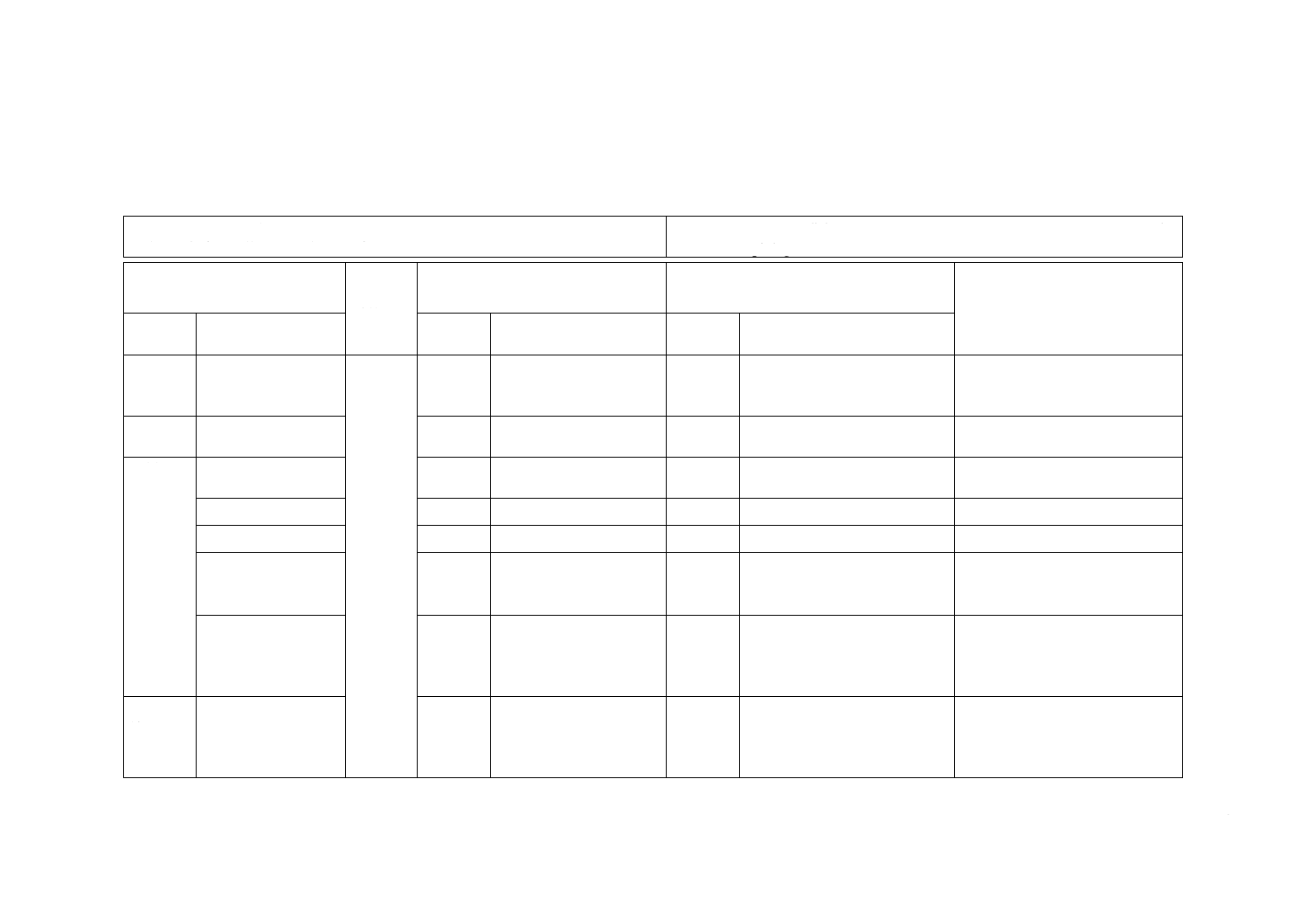
附属書JA
(参考)
JISと対応国際規格との対比表
JIS H 8679-2:2013 アルミニウム及びアルミニウム合金の陽極酸化皮膜に発生した
孔食の評価方法−第2部:グリッド方法
ISO 8994:2011 Anodizing of aluminium and its alloys−Rating system for the
evaluation of pitting corrosion−Grid method
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
1
JISとほぼ同じ
変更
JISでは,ISO規格の記載内容
を整理して記載した。
技術的差異はない。
−
2 引用規
格
3 用語及
び定義
2
追加
JIS H 0201を追加した。
実質的な差異はない。
−
3.1 有効面
2.1
一致
−
3.2 孔食
2.2
一致
−
3.3 欠陥格子
追加
JISでは,欠陥格子について,
明確な定義付けを行った。
技術的な差異はない。
ISO規格見直しの際に,“欠陥格
子の定義”を追加するよう提案す
る。
3.4 グリッドレイテ
ィングナンバ(GRN)
追加
JISでは,グリッドレイティン
グナンバについて,明確な定義
付けを行った。技術的な差異は
ない。
ISO規格見直しの際に,“グリッ
ドレイティングナンバの定義”を
追加するよう提案する。
4 評価方
法
4.1 試験片の調製
3
3.1 試験片の調製
変更
JISでは,ISO規格の規定に補
足事項を追加するとともに,薬
品の濃度を質量分率で表した。
技術的差異はない。
ISO規格見直しの際に,薬品の濃
度を記載するよう提案する。
2
H
8
6
7
9
-2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
H 8679-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
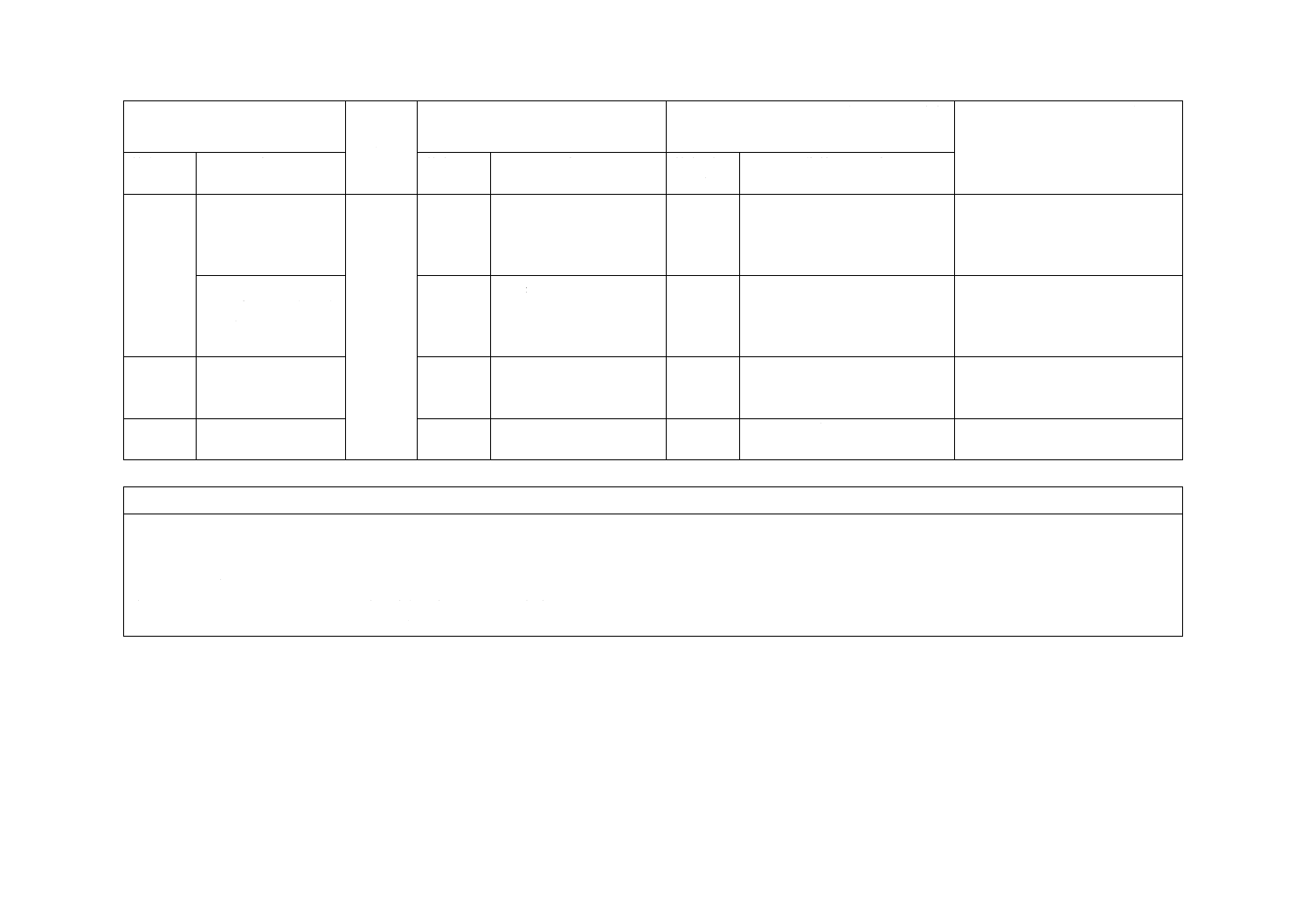
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 評価方
法(続き)
4.2 観察環境
追加
JISでは,細分箇条4.2を設け,
レイティングナンバを評価する
“観察環境”を追加した。
技術的差異はない。
−
4.3 グリッドレイテ
ィングナンバ(GRN)
の評価
3.2 グリッドレイティン
グナンバの評価
追加
JISでは,式(1)で求める欠陥格
子の発生比率(Ds)の定義を追
加した。
技術的差異はない。
−
5 試験結
果の表し
方
4
一致
−
6 試験報
告書
5
追加
JISでは,補足事項を追加した。
技術的差異はない。
−
JISと国際規格との対応の程度の全体評価:ISO 8994:2011,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
H
8
6
7
9
-2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。