2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8622-1993
装飾用金及び金合金めっき
Electroplated coatings of gold and gold alloy for decorative purposes
1. 適用範囲 この規格は,金属及び非金属素地上に装飾用の目的(1)で行った,有効面(2)の厚さ0.3 μm以
上の金及び金合金電気めっき(以下,めっきという。)について規定する。
注(1) 装飾用の目的とは,主に時計,装身具,身辺雑貨などに用いることを目的としたもので,外観,
耐磨耗性などが重要視されるめっきをいう。
(2) 用途上重要な表面をいう。
備考1. 成形された部品についてだけ規定する。
2. この規格の引用規格を,次に示す。
JIS H 0400 電気めっき用語
JIS H 0404 電気めっきの記号による表示方法
JIS H 8501 めっきの厚さ試験方法
JIS H 8502 めっきの耐食性試験方法
JIS H 8503 めっきの耐磨耗性試験方法
JIS H 8504 めっきの密着性試験方法
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2251 ヌープ硬さ試験方法
ISO 4524 : 1985 Metallic coatings−Test methods for electrodeposited gold and gold alloy coatings
Part 1 : Determination of coating thickness
Part 2 : Environmental tests
Part 3 : Electrographic tests for porosity
Part 4 : Determination of gold content
Part 5 : Adhesion tests
2. 用語の定義 この規格で用いる主な用語の定義は,JIS H 0400によるほか次による。
(1) 金めっき 金含有率が99.9%以上の電気めっき。一般に軟質めっきである。
(2) 金合金めっき 金含有率が58.5%以上99.9%未満の電気めっき。めっきの硬さは,金めっきに比べて
一般に高い。
(3) 多層めっき 金含有率の異なるめっきを2層以上重ねて行うめっき。
3. 記号 めっきの記号は,金めっきの元素記号Auの前に装飾用を表す記号Dを付け,ハイフン“−”
でつないで表すほか,JIS H 0404による。
2
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 品質
4.1
めっきの外観 めっきの外観は,7.2によって試験を行い,めっきの有効面に,ざらつき,焦げ,割
れ,ピット,端部での樹枝状晶の発達,素地又は下地めっきの露出などのめっきの欠陥,膨れ,はく離な
どの密着不良の徴候,更に汚れ,きずなどがあってはならない。
備考 つや,輝き,色合いなどが指定される場合には,受渡当事者間の協定による。
4.2
めっきの厚さ めっきの厚さは,受渡当事者間の協定によって指定する。厚さの試験は,7.3によっ
て行い,有効面上のいかなる場所においても,指定されためっき厚さを満足しなくてはならない。
参考 一般に用いられているめっきの最小厚さの分類は,参考表1のとおりである。
参考表1 めっきの最小厚さによる分類
めっきの最小厚さ μm
0.3, 0.5, 1.0, 2.0, 3.0, 5.0, 10.0, 20.0, 30.0, 40.0
4.3
めっきの金含有率 めっきの金含有率(多層めっきの場合は,各層ごとの金含有率)が指定されて
いる場合には,7.4によって試験を行い,金含有率は,指定された値を満足しなくてはならない。
4.4
めっきの有孔度 めっきの有孔度が指定されている場合には,7.5によって試験を行い,有孔度は,
指定された値を満足しなくてはならない。
4.5
めっきの耐食性 めっきの耐食性が指定されている場合には,7.6によって試験を行い,耐食性は,
指定された値を満足しなくてはならない。
4.6
めっきの密着性 めっきの密着性は,7.7によって試験を行い,めっきにはく離又は膨れなどの密着
不良の徴候が現れてはならない。
なお,曲げ試験において,めっきにはく離がなく,素地が割れによって破断した場合は,めっきの密着
不良とはしない。
4.7
めっきの硬さ めっきの硬さが指定されている場合には,7.8によって試験を行い,硬さは,指定さ
れた値を満足しなくてはならない。
4.8
めっきの耐磨耗性 めっきの耐磨耗性が指定されている場合には,7.9によって試験を行い,耐磨耗
性は,指定された値を満足しなくてはならない。
5. 素地 めっき前の素地の状態は,めっきの品質に重大な影響を及ぼすので,特に,素地材料が発注者
から供給される場合には,発注者は加工仕様書などに,素地材料に関する情報を示さなくてはならない。
6. 下地めっき めっきの外観,耐食性,密着性などの向上の目的で下地めっきを行う場合には,そのめ
っきの種類及び厚さは,受渡当事者間の協定による。
7. 試験
7.1
試験片の作製 試験片は,原則として製品から作製する。ただし,めっき製品それ自体を試験片と
して用いることができない場合には,代替試験片によって試験を行ってもよい。代替試験片の作製は,可
能な限りめっき製品の作製と同じ材質の素地を用い,同じめっき条件で行わなくてはならない。
7.2
外観試験 外観試験は,附属書1による。
7.3
厚さ試験 厚さ試験は,JIS H 8501に規定する顕微鏡断面試験方法,蛍光X線式試験方法,β線式試
験方法若しくは測微器による試験方法のいずれかによるか,又はISO 4524/1による。めっきの厚さは,μm
の単位で,小数点以下第1位まで表示する。
3
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4
金含有率試験 金含有率試験は,附属書2又はISO 4524/4による。
金含有率は,質量百分率で,小数点以下第1位まで表示する。
7.5
有孔度試験 有孔度試験は,附属書3又はISO 4524/3による。
7.6
耐食性試験 耐食性試験は,JIS H 8502に規定する中性塩水噴霧試験方法若しくはキャス試験方法
のいずれかによるか,又はISO 4524/2による。
なお,試験時間は受渡当事者間の協定による。
7.7
密着性試験 密着性試験は,JIS H 8504に規定するテープ試験方法,熱試験方法若しくは曲げ試験
方法のいずれかによるか,又はISO 4524/5による。
なお,曲げ試験方法における曲げ回数などは,受渡当事者間の協定による。
7.8
硬さ試験 硬さ試験は,JIS Z 2244又はJIS Z 2251に規定する試験方法を用いて,0.098 07 N以上の
試験荷重で,めっきの断面又はめっきの表面において行う。
7.9
耐磨耗性試験 耐磨耗性試験は,JIS H 8503に規定する試験方法のいずれかによるか,又は受渡当
事者間の協定によって有効性が認められた方法による。
8. 検査 検査は,次によって行う。
(1) 検査のための試験片の数,その試験片の抜取方法,検査順序及び検査対象箇所並びに試験片の代替使
用は,受渡当事者間の協定による。
(2) めっきは,7.によって試験を行い,4.の規定に適合しなくてはならない。
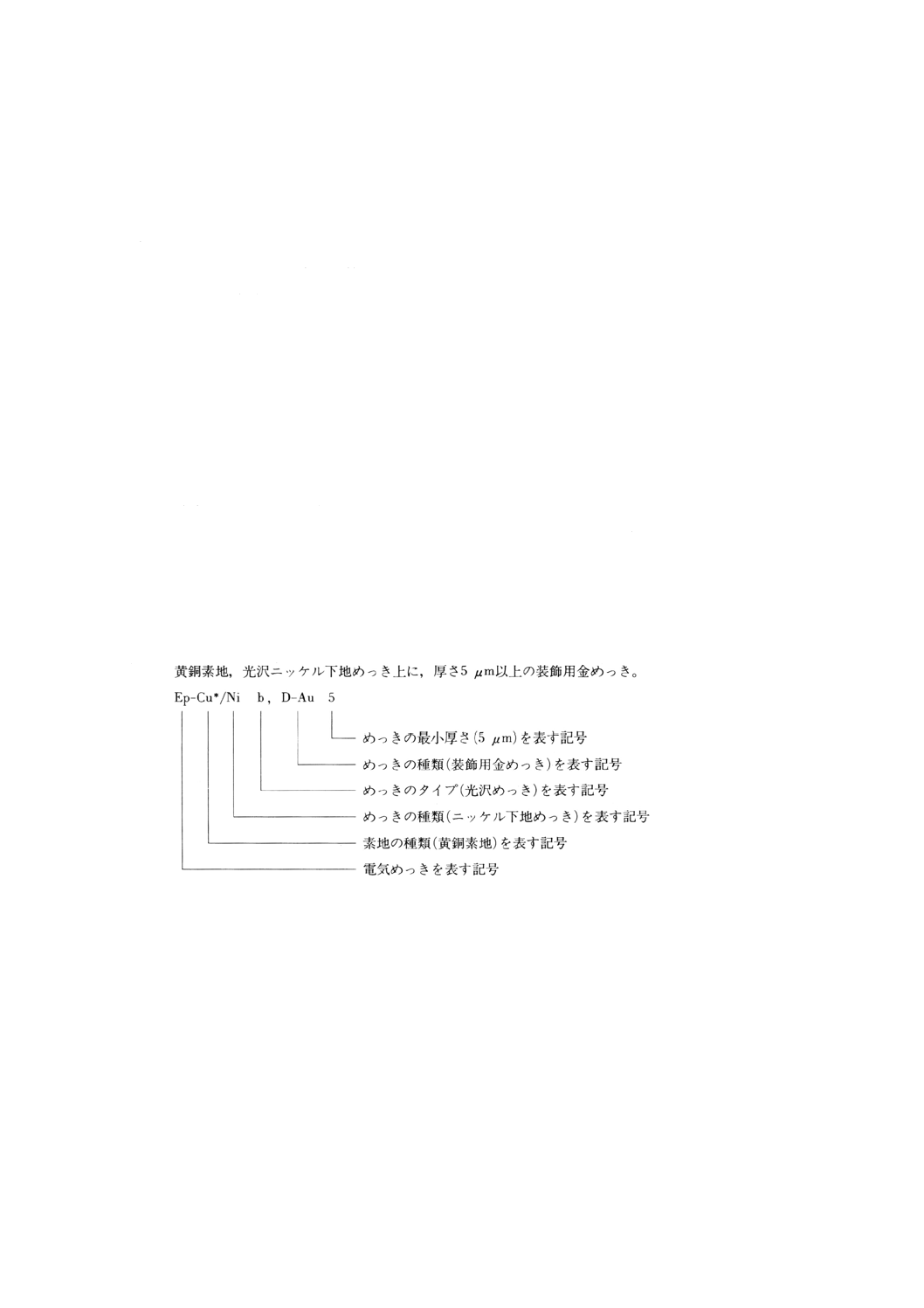
9. めっきの呼び方 めっきの呼び方は,JIS H 0404による。
例1.
注*
黄銅素地
4
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
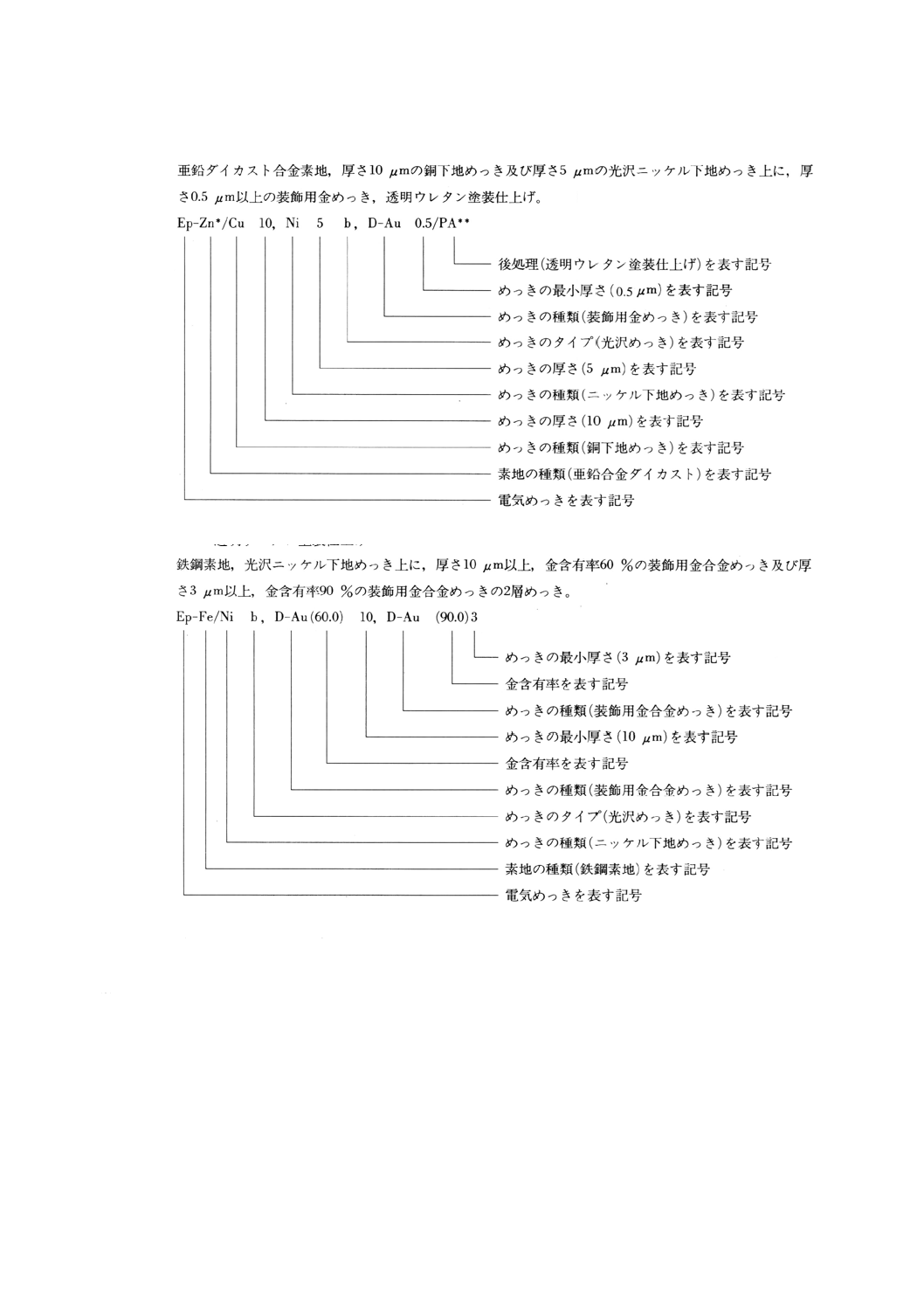
例2.
注*
亜鉛合金ダイカスト素地
** 透明ウレタン塗装仕上げ
例3.
10. 表示 送り状などに,次の事項を表示する。
(1) めっきの記号
(2) 加工年月日
(3) 加工業者名
(4) 発注書,加工仕様書などに記載されためっき品質についての試験結果
11. 発注書又は加工仕様書への記載事項 発注者は,発注書又は加工仕様書などに,次の事項を記載しな
ければならない。
(1) めっきの記号
5
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) めっき有効面(図面に指示するか,又は印を付した実物見本を提示するとよい。)
(3) 外観(光沢,無光沢,色合いなど)(限度見本を提示するとよい。)
(4) 最小金含有率及び合金添加元素
(5) 素地材料の状態
(6) 下地めっきの種類,厚さ
(7) 多層めっきの場合,各層の金含有率と厚さ
(8) 必要とするめっき品質とその試験方法
(9) 検査方法
関連規格 JIS H 8620 工業用金及び金合金めっき
JIS L 0848 汗に対する染色堅ろう度試験方法
JIS M 8115 粗金銀地金中の金及び銀の分析方法
JIS Z 9001 抜取検査通則
ISO 4523 : 1985 Metallic coatings−Electrodeposited gold and gold alloy coatings for engineering
purposes
6
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 外観試験方法
1. 適用範囲 この附属書は,金属及び非金属素地上に行った金及び金合金めっきの外観試験方法につい
て規定する。
備考 この試験は,つや,輝き,色合いなどの良否,ざらつき,焦げ,割れ,ピット,樹枝状晶の発
達,素地又は下地めっきの露出などのめっき欠陥,膨れ,はく離などの密着不良の徴候,更に
汚れ,きずの存在などを調べる目的で行う。
2. 背景及び光源 黒色又はこれに準じる背景(1)の下で,自然光に近い白色光をすりガラス,又はこれに
準じるもので透過して使用し,試験面に約150ルクス以上の照明をする。
注(1) ハトロン紙などの灰色又はできるだけ金色に近い色の背景。
3. 操作 製品は,それぞれの使用目的に従って,普通に使用される状態に設置又は保持し,2.の条件の
下で,明視の距離を隔てて,できるだけ自然の姿勢で目視する。
4. 判定方法 規定の品質については,限度見本などと比較して目視によって判定する。目視による判定
が困難な場合は,4倍以上の拡大鏡を用いる。
7
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 金含有率試験方法
1. 適用範囲 この附属書は,金属及び非金属素地上に行った金及び金合金めっきの金含有率を化学分析
によって調べる方法について規定する。
2. 操作 操作は,次のとおりとする。
2.1
厚さ1μmを超えるめっきの場合 厚さ1μmを超えるめっきの場合は,次のとおりとする。
(1) めっき試料に適当な工具(刃物)で切込みを入れる。
(2) 試料をビーカーに入れ,硝酸 (1+1) を適量加えて,素地金属又は中間めっき層を50℃以下で溶解除
去し,めっき層を採取する。
(3) 採取しためっき層を水洗・乾燥して,デシケーター内で放冷し試験片とする。
(4) 試験片約0.5gを有効数字3けたまで正確にはかり取り,ビーカー(容量300ml)に入れ,更に王水(硝
酸1容,塩酸3容)約30mlを加えて,時計皿で覆い,静かに加熱分解する。
(5) 試験片の分解完了後,時計皿を取り除き,硫酸 (1+1) 約10mlを加えて静かに加熱蒸発し,引き続き
硫酸白煙が発生するまで加熱する。
(6) 冷却後,温水を加えて可溶性塩を溶解し,温かいうちに,ろ紙を用いてろ過し,ろ紙を温水で十分に
洗浄する。
(7) 残さをろ紙ごと磁器るつぼに移し,乾燥後,ろ紙を強熱灰化させる。
(8) 灰化後の残さ質量をはかり,金の含有率を次の式によって算出する。
1
2
)
/
%(
m
m
m
m
=
金
ここに, m1: 試験片の質量 (g)
m2: 残さ質量 (g)
2.2
厚さ1μm以下のめっきの場合 厚さ1μm以下のめっきの場合は,次のとおりとする。
(1) めっきとして,5mg以下になるように試料をとり,有効数字2けたまで正確に質量をはかる。
(2) めっき層溶解液として,1l中にシアン化ナトリウム32gと過酸化水素水 (15%) 65mlとを含む濃度の
水溶液を適当量準備する。
(3) 試料を溶解液中に入れ,めっき層が完全に除去されるまで50〜60℃で溶解し,試験片とする。
(4) めっき層が完全に除去されたら,試験片を取り出して水でよく洗い,洗液は溶解液と合わせる。
(5) すばやく試験片を乾燥し,正確にその質量をはかり,めっき層の溶解前後の質量の差をめっき層の質
量とする(めっき層の質量)。
(6) 溶液を加熱濃縮後,約10mlの硫酸 (1+1) でシアン化ナトリウムを分解した後,硫酸白煙が発生する
まで加熱する。
(7) 冷却後,温水を加えて可溶性塩を溶解し,温かいうちに,ろ紙を用いてろ過し,ろ紙を温水で十分に
洗浄する。
(8) 残さをろ紙ごと磁器るつぼに移し,乾燥後,ろ紙を強熱灰化させる。
(9) 灰化後の残さ質量をはかり,金の含有率を次の式によって算出する。
8
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
2
)
/
%(
m
m
m
m
=
金
ここに, m1: めっき層の質量 (g)
m2: 残さ質量 (g)
9
H 8622-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3 硝酸ばっ気試験方法
1. 適用範囲 この附属書は,金属及び非金属素地上に行った金及び金合金めっきの有孔度を,硝酸蒸気
の雰囲気中で暴露する試験によって調べる方法について規定する。
2. 使用器具 容器は,試験片に適切な大きさのデシケーターを使用する。
3. 操作 操作は,次のとおりとする。
(1) 試験片の汚れをエタノール,ベンジン,ガソリンなどの溶剤を用いて除去し乾燥させる(1)。
(2) デシケーターの底部に適量の硝酸を入れ,磁製板の上に試験片を載せ,ふたをする。
(3) 約23℃で1時間放置する。
(4) 試験片をデシケーターから取り出して,静かに水洗いして乾燥する。
注(1) 酸化マグネシウムなどの微粉末を付けて試験面を強くこすってはならない。
4. 判定方法 試験面めっきのピンホールなどの欠陥から生じる腐食点数を観察し,1cm2当たりの腐食点
数に換算し有孔度とする。
“装飾用金及び金合金めっき”及び“装飾用銀めっき”JIS原案作成委員会 構成表
氏名
所属
(委員長)
松 本 誠 臣
武蔵工業大学
(委員)
池 田 要
工業技術院標準部
神 戸 徳 蔵
工業技術院製品科学研究所
斎 藤 いほえ
東京都立工業技術センター
鈴 木 六 郎
社団法人表面技術協会
豊 永 實
豊永表面技術事務所
中 沢 洋 二
武蔵工業大学
山 下 嗣 人
関東学院大学工学部
樫 村 寿 文
セイコー電子工業株式会社
小 柳 敏 栄
株式会社小林コーセー研究所
須 賀 蓊
スガ試験機株式会社
中 川 宏三郎
中川装身具工業株式会社
山 本 壮兵衛
山本サーフェス・エンヂニヤリングコンサルタンツ&
ラボラトリー
吉 村 三 郎
東京装身具工業協同組合
石 川 進 造
株式会社ヒキフネ
大久保 勝 弘
株式会社日東電化
古藤田 哲 哉
株式会社東平鍍金
下 条 武 美
東新工業株式会社
八 幡 順 一
八幡鍍金工業株式会社
矢 部 賢
株式会社大崎金属