1
J
IS
H
8
6
1
9
:
1
9
9
9
解
説
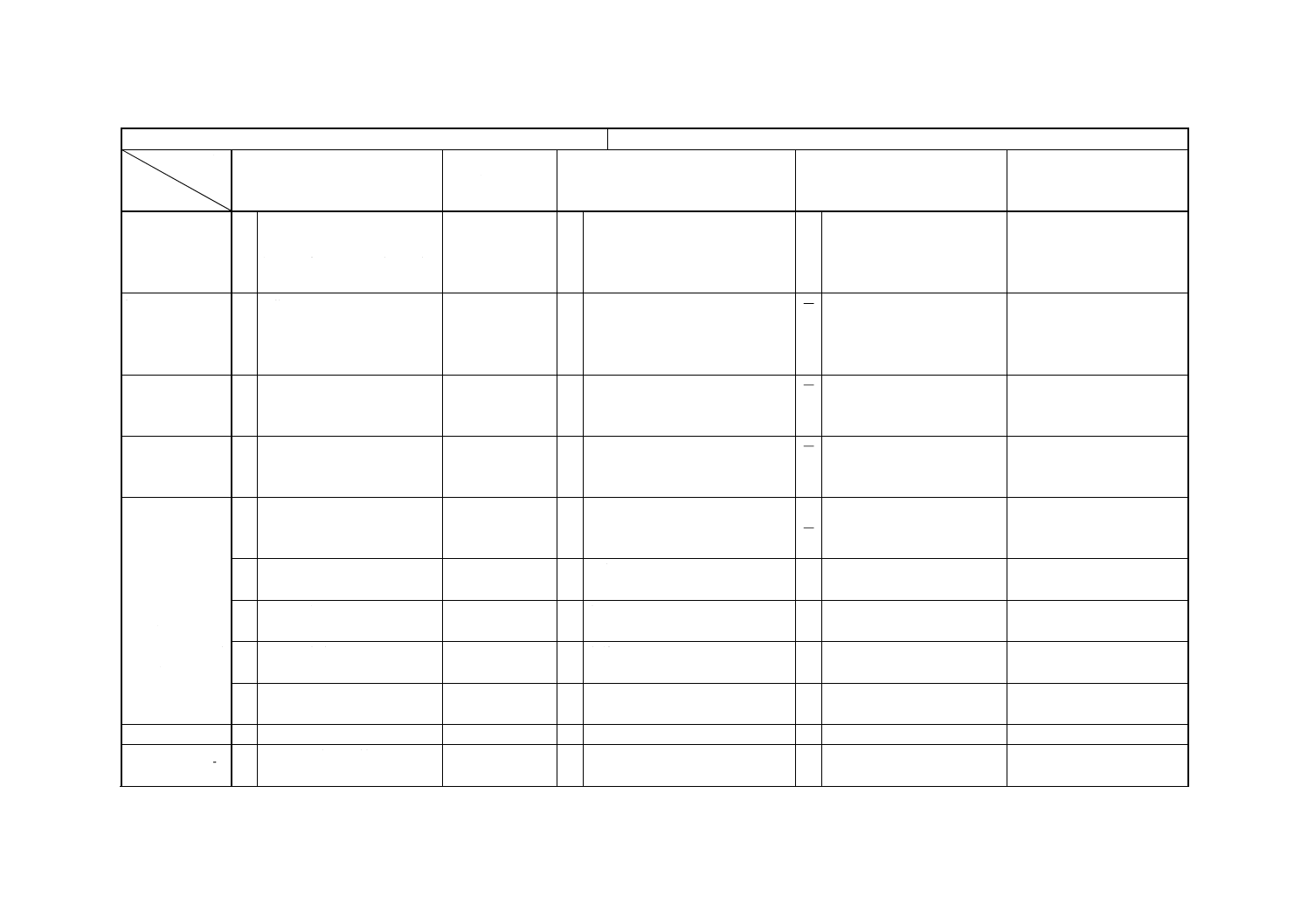
解説付表1 JISと対応する国際規格との対比表
JIS H 8619 : 1999 電気すずめっき
ISO 2093 : 1986 電気すずめっき−規格と試験法
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
1. 適用範囲
○ はんだぬれ性,耐食性などの
向上の目的で金属素地上に
行った有効面の電気すずめ
っき
ISO 2093
○ はんだ付け性及び耐食性の目的
で金属製品に施された電気すず
めっき
=
2. 引用規格
○ JIS H 0400,JIS H 8621
JIS H 0404,JIS H 8624
JlS H 8501,JIS H 8645
JIS H 8504,JlS Z 9031
○ ISO 1463,ISO 3543,ISO 2064
ISO 3768,ISO 2177,ISO 4519
ISO 2819,ISO 6988,ISO 2859,
IEC 60068-2-20,ISO 3497
=
3. 定義
○ JIS H 0400
有効面,リフロ,局部厚さ,
平均厚さ,下地めっき
○ 有効面,溶融処理,ヒュージング,
溶融光沢化
=
4. 種類,等級,
記号及び使
用環境
○ 等級及び記号,使用環境及び
使用環境条件
○ 分類記号,使用環境
= ISOとの整合から,最低膜厚
と使用環境を関連付けて規
定。
5. 品質
めっきの外
観
○
10.2の試験
○
外観
=
めっきの最
小厚さ
O 10.3の試験
○ 厚さ
=
めっきの耐
食性
○ 10.4の試験
○ 有孔性
=
めっきの密
着性
○ 10.5の試験
○ 密着性
=
めっきのは
んだぬれ性
○ 10.6の試験
−
−
6. 素地
○ 表面粗さほか
○ 素地
=
7. 下地めっき ○ 受渡当事者間の協定
○ 下地めっきに対する要求事項
(指定された場合)
=
2
J
IS
H
8
6
1
9
:
1
9
9
9
解
説
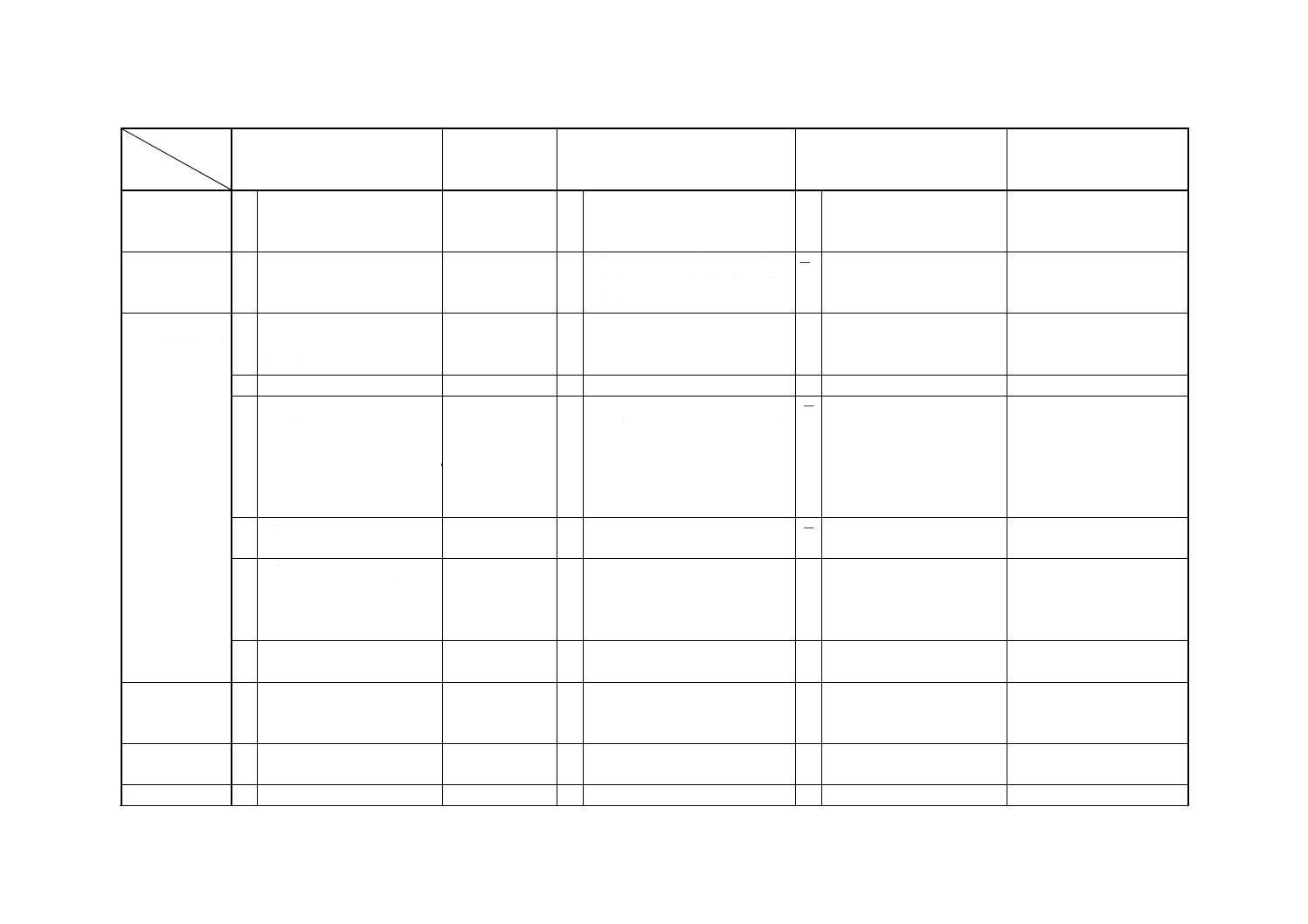
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
8. めっき前の
応力除去
○ 受渡当事者間の協定
○ めっき前の応力除去
(指定された場合,推奨する熱処
理条件)
=
9. めっき後の
加熱処理
○ 受渡当事者間の協定
○ 電気めっき後の水素ぜい性除去
(指定された場合,推奨する熱処
理条件)
=
10. 試験
試験片の作
製
○
試験片の採取,代替試験片,
試験片の清浄
−
−
外観試験
○ 目視
−
−
厚さ試験
○ JIS H 8501
顕微鏡断面試験方法,,渦電
流式試験方法,磁力式試験方
法,蛍光X線式試験方法,β
線式試験方法,質量計測法,
電解式試験方法
○ 附属書A 皮膜厚さの決定
顕微鏡的方法,電解式方法,β線
後方散乱方法,蛍光X線分光法,
質量計測法
=
耐食性試験 ○ JlS H 8502(中性塩水噴霧試
験方法),JIS C 0024
○ 有孔度
=
密着性試験 ○ JIS H 8504
テープ試験方法,曲げ試験方
法,熱衝撃試験方法,研削試
験
○ 附属書B 密着性試験
研削試験,折り曲げ試験,熱衝撃
試験
=
はんだぬれ
性試験
○ JIS H 8621の9.9の試験
○ はんだ付け性
=
11. 検査
○ JIS Z 9031
検査項目,試験方法の選択な
どは受渡当事者間の協定。
○ サンプリング方法
=
12. めっきの呼
び方
○ JIS H 0404
−
−
13. 表示
○ 送り状などの記載事項
−
−
3
J
IS
H
8
6
1
9
:
1
9
9
9
解
説
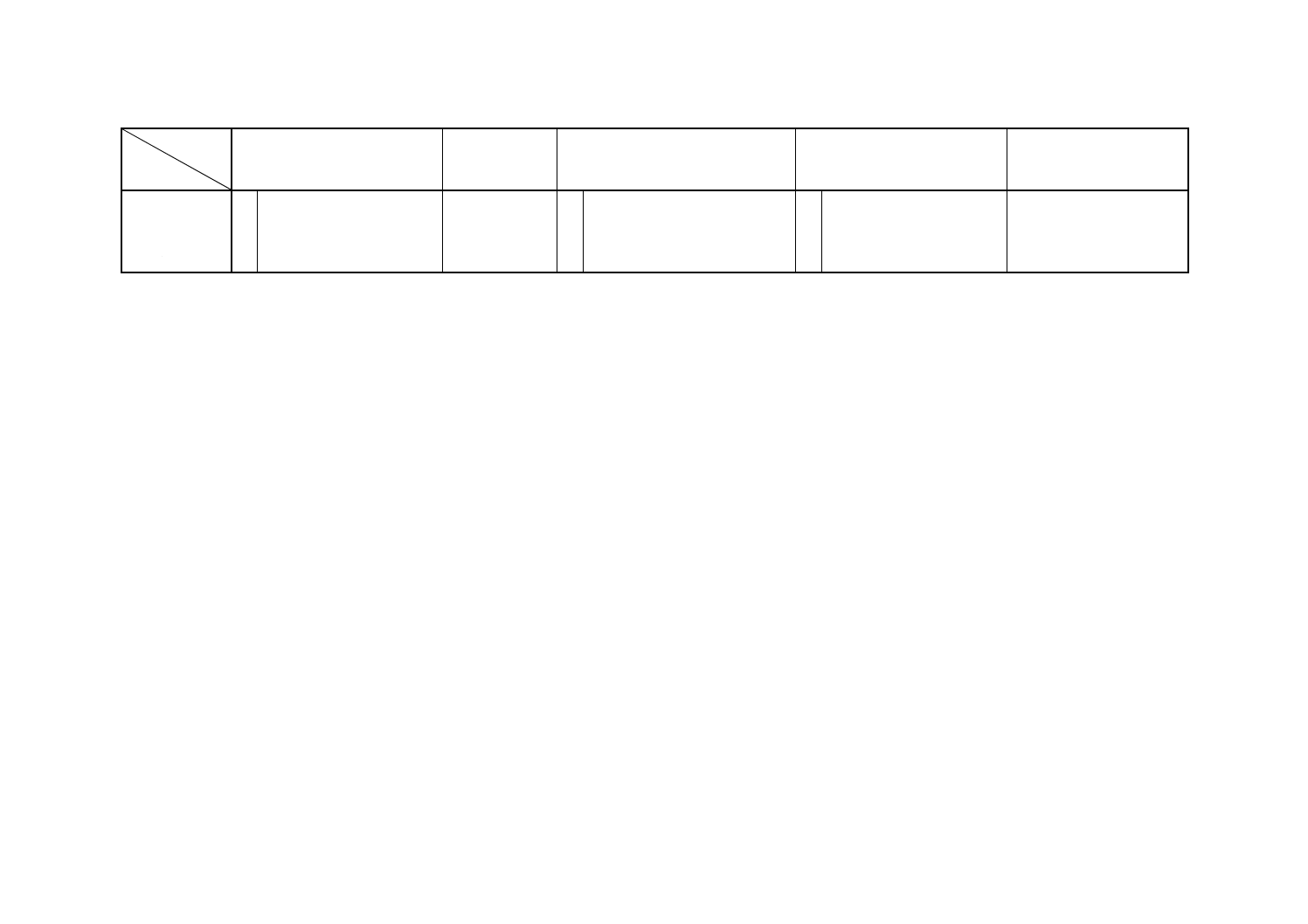
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
14. 発注書又は
加工仕様書
への記載事
項
○ (1) 基本事項
(2) 付記事項
○ 電気めっき業者に購買者が提供
すべき情報
=
備考1. 対比項目(I)及び(III)の小欄で,“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
“−”:該当項目がない場合。