H 8615 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS H 8615 : 1993は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許権,実用新案権,又は出願公開後の実
用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について責任をもたない。
JIS H 8615には,次に示す附属書がある。
附属書1(規定) ピーニング条件の設定方法
附属書2(規定) クロムめっきの微小孔及び微小割れの測定方法
附属書3(参考) めっき前の応力除去のための熱処理条件
附属書4(参考) めっき後の水素ぜい性除去のための熱処理条件
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8615 : 1999
工業用クロムめっき
Electroplated coatings of chromium for engineering purposes
序文 この規格は,1.適用範囲の備考に示す対応国際規格を元に,対応する部分についてはこれらの対応
国際規格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規
定されていない規定項目を日本工業規格として追加している。
1. 適用範囲 この規格は,鉄,鋼及び非鉄金属素地上に耐磨耗性などの工業用の目的で行った有効面の
電気クロムめっき(以下,めっきという。)について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 6158 : 1984 Metallic coatings−Electroplated coatings of chromium for engineering purposes
参考 めっきの用途とめっきの厚さの例を,参考付表1に示す。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。
JIS B 0601 表面粗さ−定義及び表示
JIS B 7502 マイクロメータ
JIS B 7515 シリンダゲージ
JIS H 0400 電気めっき及び関連処理用語
JIS H 0404 電気めっきの記号による表示方法
JIS H 8501 めっきの厚さ試験方法
JIS H 8502 めっきの耐食性試験方法
JIS H 8503 めっきの耐磨耗性試験方法
JIS K 8951 硫酸(試薬)
JIS K 8983 硫酸銅 (II) 五水和物(試薬)
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 9031 ランダム抜取方法
3. 定義 この規格で用いる主な用語の定義は,JIS H 0400によるほか,次による。
a) 有効面 (significant surface) 被覆されているか又は被覆されるべきで,その被覆が主要な性能及び外
観にかかわる部品の表面。
b) ポーラスクロムめっき (porous chromium coatings) めっきの表面に,溝又は孔を形成させたもの。
次の二つのものがある。
1) エッチングタイプ めっき後,電解的にエッチングを施して多孔性にしたもの。チャンネル,ピン
2
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ポイント及びインターメジエートタイプがある。
2) ナーリングタイプ 素地を機械的に多孔性に加工し,これをめっき面に反映させたもの。
c) 多孔率 (porosity) ポーラスクロムのめっき面に任意の面積内において,溝又は孔の占める面積の割
合を百分率で表したもの。
参考 特殊な用途に対して,普通クロムめっき以外のクロムめっきが指定される場合がある。
1) 割れなしクロムめっき 多少軟らかいがもろくなく,基本的に割れがないクロムめっきであ
る。このため,普通クロムめっきより良好な耐食性を示す。このめっきは,一般に25 μm以
上には厚くせず,また研削による仕上げを施さず,さらに高荷重の加わる面には用いられな
い。このクロムめっきに熱処理を施すと防食性は低下する。
2) ポーラスクロムめっき 油の保持能力を改善するため,機械的,化学的又は電気化学的に多
孔化したクロムめっきである。多孔性の程度,種類(例えば,チャンネルないしポイント)
及び受入基準の測定法は指定される。
3) クラッククロムめっき マイクロクラッククロムめっきは,有効面全面において,どの方向
に対しても1cm当たり250以上の不可視的な割れが存在するマイクロクラック模様を作った
めっきである。また,マクロクラッククロムめっきは,1cm当たり250以下のクラックをも
つ。クラッククロムめっきの硬さは,一般に普通クロムめっきの硬さと同じであり,その構
造上,油の保持が容易である。マイクロクラックは,下地にニッケルめっきを施した場合に
は,マイクロクラッククロムより防食性が高い。
4) 二重クロムめっき 通常,割れなしクロムめっきを下地めっきとし,その上に普通クロムめ
っきを施したものである。そのため,硬さは普通クロムと同じであるが,防食性は高い。
4. めっきの記号 めっきの記号は,クロムめっきの元素記号Crの前に工業用を表す記号Iを付けて表す
ほか,JIS H 0404及び表1による。
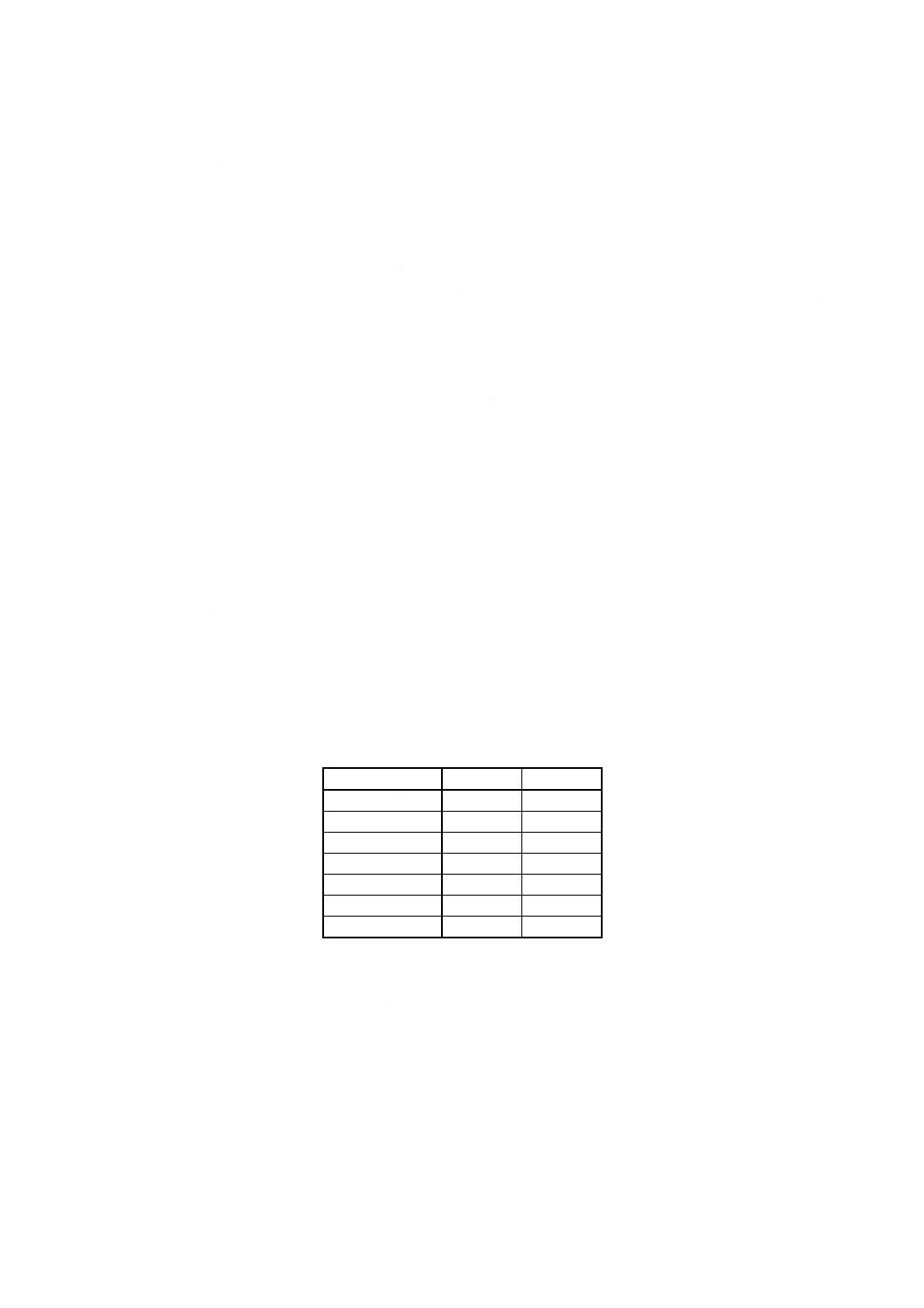
表1 めっき前後の加工方法の記号
加工方法
めっき前
めっき後
バフ仕上げ
1BF
2BF
ポーラス加工
1P
2P
ラッピング
1GL
2GL
超仕上げ
1GSP
2GSP
液体ホーニング
1LH
2LH
ブラスト仕上げ
1SB
2SB
グラインダ加工
1G
2G
備考1. めっき前後に2種類以上の加工を
施した場合,加工の順に左から右
に各記号をコンマで区切って示
す。
2. めっきの最終表面粗さは,JIS B
0601による。
5. 品質
3
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
めっきの外観 めっきの外観は,8.2によって試験を行い,表面は平滑で,焦げ,こぶなど使用上有
害な欠陥があってはならない。ただし,つや消し仕上げ(液体ホーニング,ブラスト仕上げ,ポーラス加
工など)のものについては,必ずしも平滑でなくてもよい。
5.2
めっきの表面粗さ めっきの表面粗さは,この品質を特に重視する用途に対してだけ適用し,その
品質は受渡当事者間の協定による。
5.3
めっきの最小厚さ及び許容差 めっきの最小厚さ及び許容差は,この品質を特に重視する用途に対
してだけ適用し,8.3によって試験を行い,その品質は受渡当事者間の協定による。
5.4
めっきの多孔率 ポーラスクロムめっきの多孔率は,この品質を特に重視する用途に対してだけ適
用し,8.4によって試験を行い,その品質は受渡当事者間の協定による。
5.5
めっきの密着性 めっきの密着性は,8.5によって試験を行い,めっきのはく離又は膨れがあっては
ならない。
5.6
めっきの硬さ めっきの硬さは,8.6によって試験を行い,ビッカース硬さ750以上とする。ただし,
用途によってはビッカース硬さは,受渡当事者間の協定によってもよい。
5.7
めっきの耐磨耗性 めっきの耐磨耗性は,この品質を特に重視する用途に対してだけ適用し,8.7に
よって試験を行い,その品質は受渡当事者間の協定による。
5.8
めっきの耐食性 めっきの耐食性は,この品質を特に重視する用途に対してだけ適用し,8.8によっ
て試験を行い,その品質は受渡当事者間の協定による。
6. 素地 めっき前の素地の状態は,めっきの品質に重大な影響を及ぼす。特に,素地材料が発注者から
供給される場合には,発注者は,加工仕様書などに,素地材料に関する情報を示さなくてはならない。
備考 加工業者が,品物の有効面に肉眼的に見え得る欠陥,すなわち,最終仕上げに有害な,又は好
ましくない孔,割れ及び皮膜が存在しているかどうかを調べる。もしこれらの欠陥が見つかっ
たならば,めっき工程に乗せる前に発注者に注意する。また,加工業者は肉眼的に観察し得な
い表面欠陥でめっきが不良となってもその責任を負わない。
7. めっき前後の素地金属の処理
7.1
ショットピーニング処理 疲労強度を向上させる目的でショットピーニング処理が指定されている
場合,その条件は,受渡当事者間の協定による。
なお,ピーニング強度について特に指定がなければ,附属書1の方法によってピーニング強度を設定す
る。
7.2
下地めっき めっきの耐食性を向上させる目的などで下地めっきを行う場合には,そのめっきの種
類及び厚さは,受渡当事者間の協定による。
7.3
めっき前の応力除去 鋼素地などに対して,めっき前の応力除去が指定されている場合,その条件
は,受渡当事者間の協定による。
なお,対応国際規格に参考として記載されているめっき前の応力除去のための熱処理条件を附属書3(参
考)に示す。
7.4
めっき後の水素ぜい(脆)性除去 鉄鋼製品などに対して,めっき後の水素ぜい性除去が指定され
ている場合には,めっき後,少なくとも4時間以内に熱処理によって,水素ぜい性除去を行う。熱処理条
件は,受渡当事者間の協定による。
なお,対応国際規格に参考として記載されているめっき後の水素ぜい性除去のための熱処理条件を附属
4
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
書4(参考)に示す。
8. 試験
8.1
試験片の作製 試験片は,通常,製品から作製する。ただし,めっき製品それ自体を試験片として
用いることができない場合には,代替試験片によって試験を行う。
代替試験片の作製は,可能な限りめっき部品の作製と同じ材質の素地を用い,同じめっき条件で行わな
くてはならない。
8.2
外観試験 外観試験は,目視によって行い,表面の平滑度(1),密着の程度(2),焦げ(3),ピット,こ
ぶ及び著しく不均一なめっきの有無を調べる。
備考 割れの状態及び数を調べるときには,倍率100倍以上の光学顕微鏡などを用いる。
注(1) めっきの平滑度は,素地仕上げの良否に支配されるものであるから,次のa)及びb)に注意しな
ければならない。
a) めっきを施す部分の表面は平滑で,鋳巣,刃物きず及びその他の不均一があってはならない。
b) めっき後,仕上げを行わない部品の表面は,めっき後,要求される仕上げ面と,同等又はそ
れ以上の仕上げをめっき前に行わなければならない。
(2) めっきの密着性が悪い場合は,部分的にめっきがりん片状に離脱していることがある。また,
素地の欠陥によって,はく離を生じることもある。
(3) 一般にめっきは,金属光沢を呈しているものであるから,焦げは試験の対象になる。めっき後,
研磨して使用するものは,この限りではない。
8.3
厚さ試験 厚さ試験は,原則としてJIS H 8501に規定する顕微鏡断面試験方法を用いる。ただし,
受渡当事者間の協定によって,磁力式試験方法,電解式試験方法,触針走査試験方法又は次の方法によっ
てもよい。
マイクロメータ又はシリンダゲージを用いる方法 製品の寸法をJIS B 7502,JIS B 7515又はこれらと
同等以上の精度をもつ測定器で測定し,さらに,めっき終了後,同一箇所を測定して,その差をめっき厚
さ(4)とする。ただし,測定は,少なくとも3か所以上について行う。
注(4) 素地研磨を行うものは,研磨後の寸法を基準とし,めっきが両面にある場合は測定値の1/2とす
る。
なお,めっき後,研磨仕上げを行うものは,めっき厚さを指定する場合は研磨しろを考慮し
なければならない。
8.4
多孔率試験 多孔率試験は,ポーラスクロムめっき後(5),顕微鏡を用いて,めっきの表面又はスン
プ法(6)によってセルロイド板に転写した表面状態を倍率100倍に拡大して単位面積当たりの孔の面積を求
めるか又は附属書2による。
注(5) 試験に際して,ポーラスクロムめっき後,仕上げ加工を施す場合には,仕上げ加工完了後,直
ちに表面の溝又は孔から遊離異物を除いて清浄にしなければならない。
参考 仕上げ加工後,表面が光の乱反射のため光沢むらを生じる場合がある。
(6) 薄いセルロイド板(厚さ0.1〜0.3mm)にセルロイドを溶かした酢酸アミル溶液を塗り,これを
被検査物の表面に押し付けて乾燥後,はぎ取り,セルロイドに転写された被検査物の表面を顕
微鏡下で観察する方法。
8.5
密着性試験 密着性試験は,JIS H 8504に規定すると(砥)石試験方法,曲げ試験方法又は引張試
験方法のいずれかの方法による。
5
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6
硬さ試験 硬さ試験は,JIS Z 2244によるほか,次による。
硬さ試験は,少なくとも5か所以上を測定し,その算術平均値をめっきの硬さとする。試験荷重は,原
則として0.490 3N以上とし,荷重保持時間は15秒以上とする。
なお,測定が困難な場合は,8.5の試験片の一部を用いて試験を行ってもよい。
a) 試験片の試験面は平面であることを原則とし,表面は加熱されないよう,ていねいに仕上げる。また,
ポーラスクロムめっきは,平坦部を測定することが望ましい。多孔率が大で平たん部の面積が小さい
場合は,多孔部の部分を除去して測定してもよい。
b) めっきの厚さは,生じたくぼみの対角線の長さの1.5倍以上でなければならない。
c) 硬さの数値を表示する場合は,次のようにする。
例:試験荷重0.490 3N,保持時間15秒,ビッカース硬さ800の場合,試験荷重0.490 3Nを表す硬さ
記号HV0.05を用いて,800 HV0.05/15又は800 HV0.05で表す。
8.7
耐磨耗性試験 耐磨耗性試験は,JIS H 8503に規定する砂落し磨耗試験,噴射磨耗試験,往復運動
磨耗試験,平板回転磨耗試験又は両輪駆動磨耗試験のいずれかの方法による。
ただし,受渡当事者間の協定によって有効性が認められた他の方法によってもよい。
8.8
耐食性試験 耐食性試験は,JIS H 8502に規定する中性塩水噴霧試験方法による。
9. 検査 検査は,次による。
a) めっきは8.によって試験を行い,5.の規定に適合したものを合格とする。
b) 試験片は,同一部品のロットからJIS Z 9031によって抜き取る。
備考1. 検査項目及び試験方法の選択に関しては,受渡当事者間の協定による。
2. 試験片の数,検査順序及び検査対象箇所並びに試験片の代替使用は,受渡当事者間の協定に
よる。
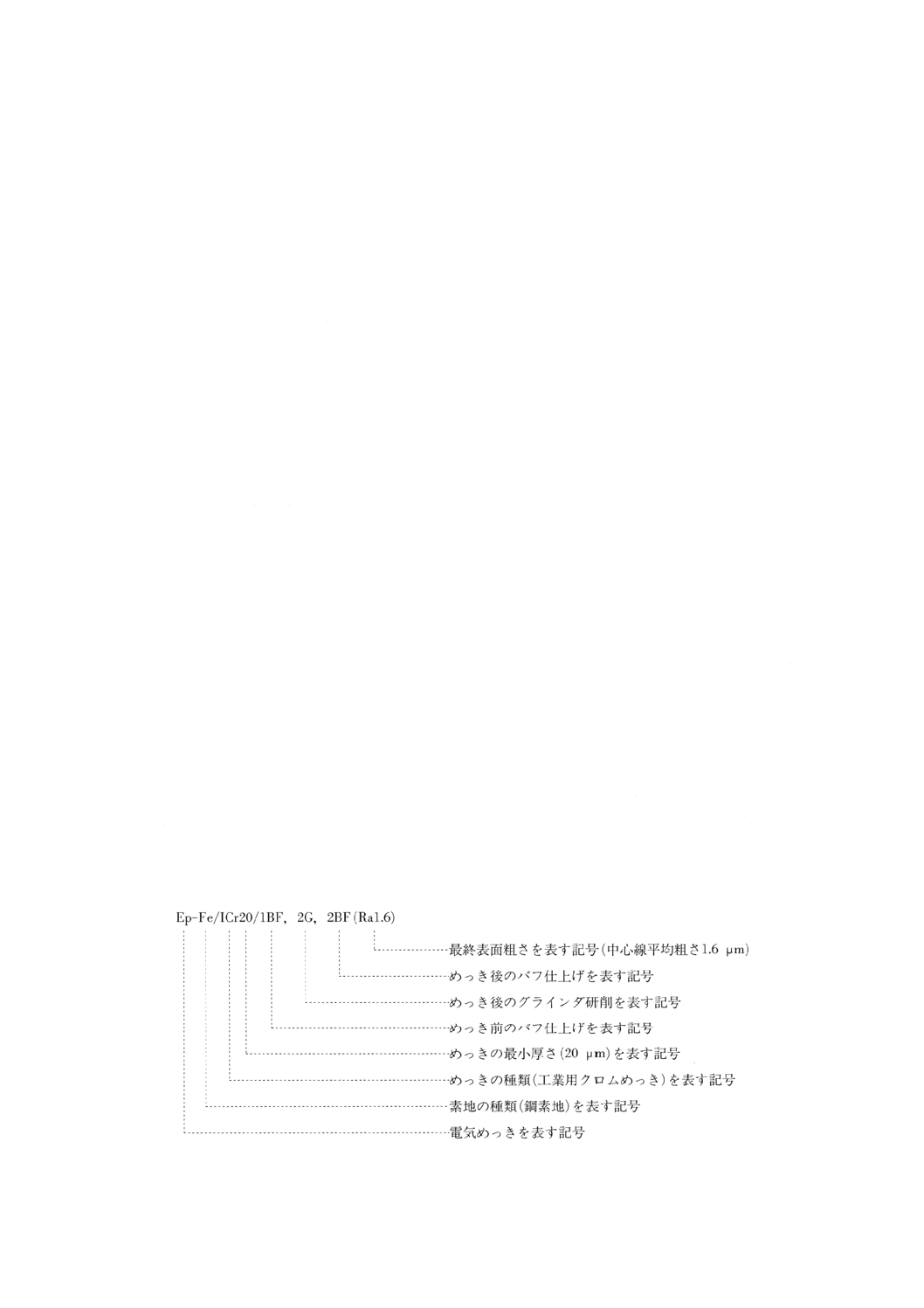
10. めっきの呼び方 めっきの呼び方は,JIS H 0404による。ただし,素地が鉄鋼の場合には,その元素
記号であるFeを省略することができる。
なお,めっき前後の加工方法は,表1の記号を用いてめっき厚さの後に斜線を入れて呼び,最終表面粗
さは,JIS B 0601に規定する中心線平均粗さ (Ra) をめっき前後の加工方法の後に ( ) で呼ぶ。
例1. 鋼素地上,工業用クロムめっき20μm以上,めっき前のバフ仕上げ,めっき後のグラインダ研
削,めっき後のバフ仕上げ,最終表面粗さ1.6μm
6
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
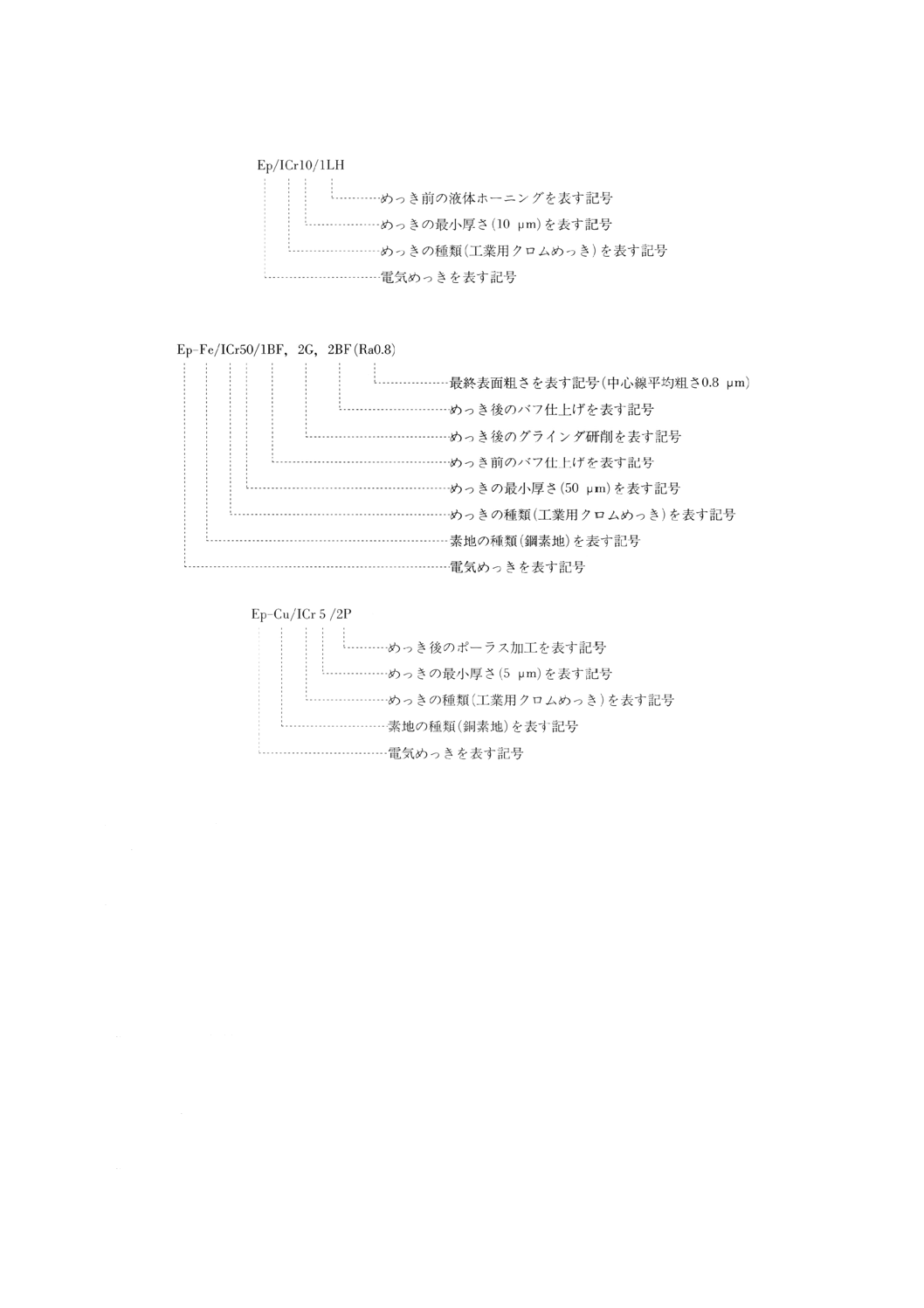
例2. 鋼素地上,工業用クロムめっき10μm以上,めっき前の液体ホーニング
例3. 鋼素地上,工業用クロムめっき50μm岬以上,めっき前のバフ仕上げ,めっき後のグラインダ
研削,めっき後のバフ仕上げ,最終表面粗さ0.8μm
例4. 銅素地上,工業用クロムめっき5μm以上,めっき後のポーラス加工
11. 表示 送り状又は納品書に,次の事項を表示する。
a) めっきの記号
b) 加工年月日
c) 加工業者名
d) 発注書又は加工仕様書に記載されためっき品質の試験結果
12. 発注書又は加工仕様書への記載事項 発注者は,発注書,加工仕様に次の事項を記載しなければなら
ない。ただし,付記事項については,受渡当事者間の協定によって省略してもよい。
a) 基本事項
1) めっきの記号
2) めっきの有効面(図面に指示するか,又は印を付けた実物見本を提示する。)
3) 外観(最終表面粗さ,光沢など)(限度見本を提示するとよい。)
4) 検査方法
b) 付記事項
1) 素地材料の熱処理の経過
7
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 下地めっきのある場合にはその種類と厚さ
3) 必要とするめっき品質とその試験方法
4) 許容できるめっき表面の欠陥の種類,大きさ,範囲及び場所
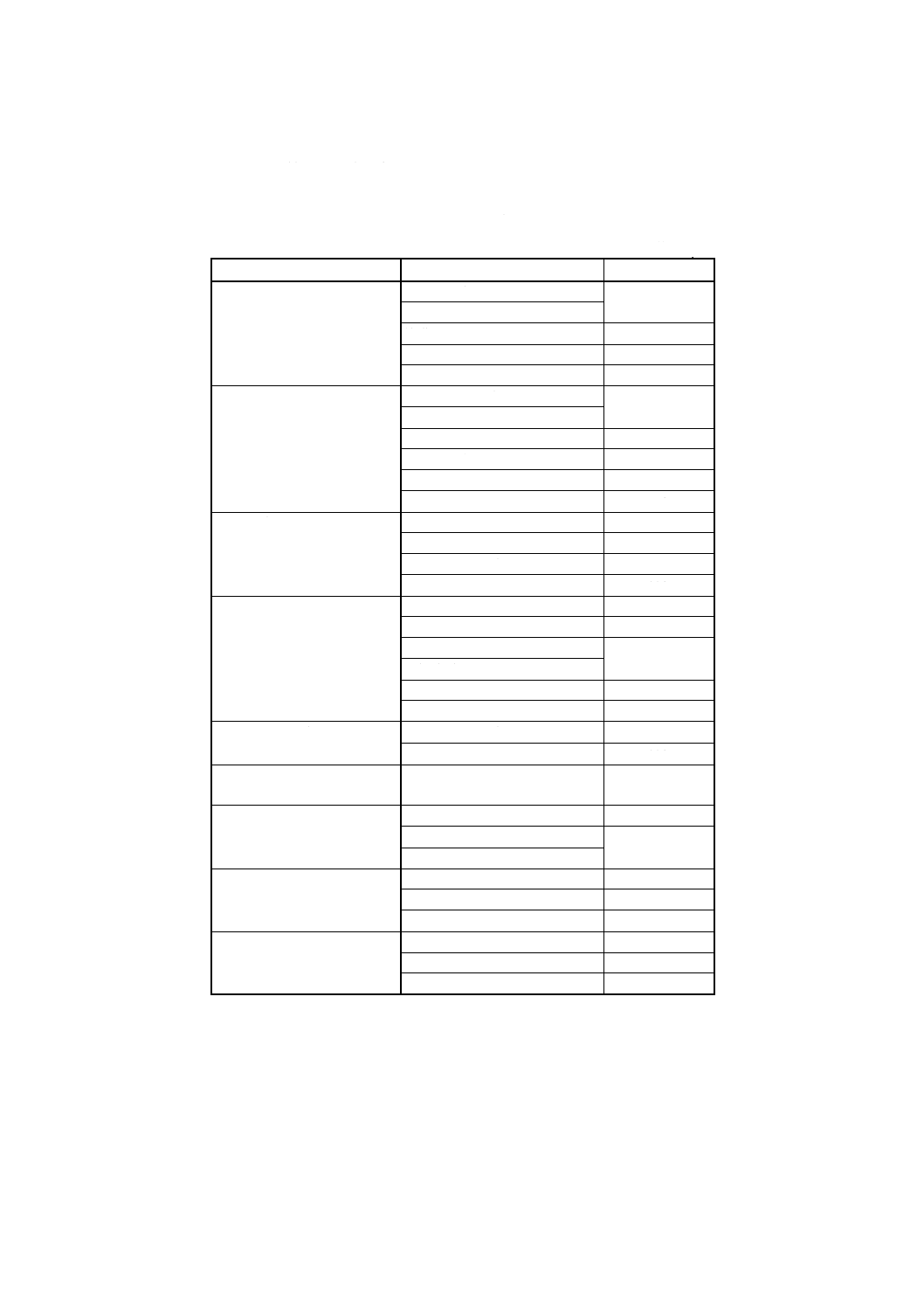
参考付表1 めっきの用途及びめっきの厚さの例
単位 μm
区分
用途
めっき厚さの例
ロール
高分子化合物用
30
製紙用(カレンダ類)
紡織用
20
鉄鋼加工用
50
非鉄金属加工用
30
金型
プラスチック成形用
10
一般打抜き及び成形用
ガラス成形用
50
医薬品,食品用
10
鍛造用
30
窯業用
50
シリンダ及びライナー
油圧・空気圧機器用
20
水圧機器用
30
ガソリンエンジン用
50
ディーゼル及びガスエンジン用
100
ピストン及びピストンロッド 油圧・空気圧機器用
20
水圧機器用
30
ポンプ用
20
一般機械用
ディーゼル及びガスエンジン用
100
ガソリンエンジン用
5
ピストンリング
ガソリンエンジン用
50
ディーゼルエンジン用
100
工具
切削用
計測用
3
シャフト及びジャーナル
一般機械用シャフト
30
内燃機関用シャフト
50
一般用ジャーナル
その他機械部品
紡織機用部品
20
エンジンバルブ
5
一般機械部品
20
写真及び印刷用品
フェロタイプ
5
フィルム加工用
10
印刷用ロール及び板
2
8
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
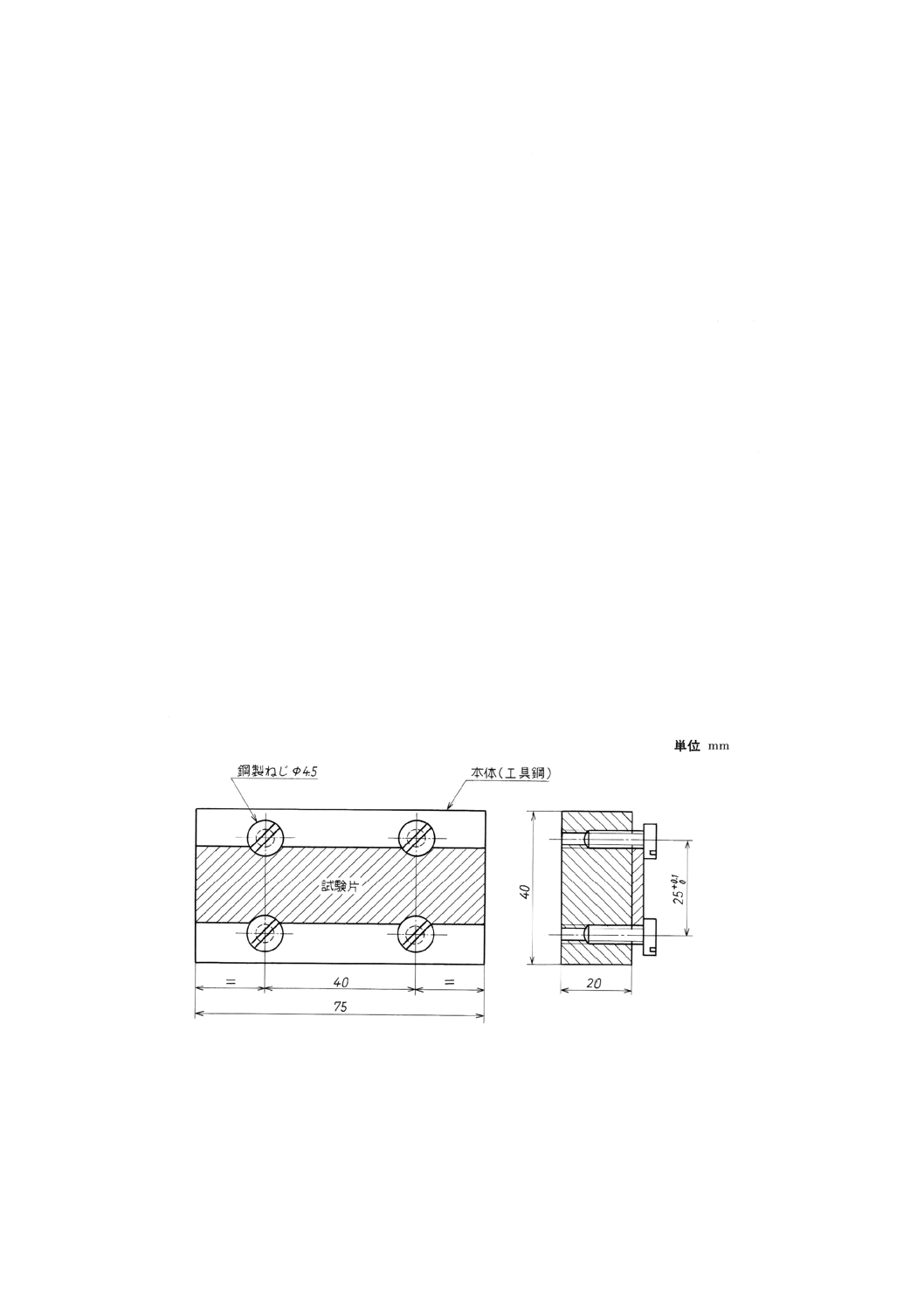
附属書1(規定) ピーニング条件の設定方法
1. 適用範囲 この附属書は,疲労強度を向上させる目的でショットピーニング処理を施す場合,そのピ
ーニング強度を設定する方法について規定する。
2. 試験片及び操作 試験片及び操作は,次による。
a) 硬さ400HV30〜500HV30,厚さ1.6mmの炭素鋼板から,75mm× (20+0.2) mmに切り出し,1.3±
0.02mmの厚さに研削する。
b) 試験片の反りは,次の方法で測定したとき,反りの高さは38μm以下でなければならない。
c) 試験片は,附属書1図1に示した固定台にしっかりと固定し,製品に施す場合と同じ条件及び時間で
試験片の表面にピーニングを行う。
d) ピーニング後,固定台から試験をはずし,深さ計でピーニングを施さない面の曲率を測定(1)し,必要
とする反りを与えるピーニング条件を求める。
注(1) 曲率の測定方法は,次による。
直径5mmの4個のボールを32×16mmの長方形の角に置き,その上に試験片を載せる。試験
片の中心,すなわち32mmの基準長の中心に,深さ計の針の中心がくるよう深さ計を試験片と
対称に並べ,その中心の反りの高さを25μmまでの精度で測定する。
3. 必要な反りの高さ ピーニング強さについて,特に指定がなければ,反りの高さは,次に示す値以上
であることが必要である。
引張強さが1 100MPaより小さい鋼 0.3mm
引張強さが1 100MPaより大きい鋼 0.4mm
附属書1図1 ピーニング試験片の取付け具
9
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) クロムめっきの微小孔及び微小割れの測定方法
1. 適用範囲 この附属書は,クロムめっきの微小孔及び微小割れを調べる方法について規定する。
2. 要旨 この試験は,クロムめっき面に銅めっきを行い,めっき面に析出した銅の分布状況を観察して,
クロムめっきの微小孔又は微小割れの数を調べる方法とする。
3. 測定装置 測定装置は,次によって構成する。
a) 小形直流電源
b) 電解槽
c) 銅板
4. 試験液 試験液は,純水1 000ml当たりJIS K 8983に規定する硫酸銅の特級200g及びJIS K 8951に
規定する硫酸の特級20g (10.9ml) を含んだ溶液(1)を用いる。
注(1) 1 000mlの試験液を調製する場合には,あらかじめビーカーに600〜700mlの純水を採り規定の
薬品を溶解し,全量をフラスコなどに移して標線まで純水を加えて1 000mlとする。
5. 操作 操作は,次のとおり行う。
a) 試験液を電解槽に満たし,銅板と試験片とを向かい合わせて浸せき(漬)する。めっき後24時間以上
経過した試験片については,電解槽に浸せきする前に,65℃の硝酸10〜20g/l溶液中に4分間浸せき
し,酸化皮膜を除去して,水洗後試験に供する。
b) 電源の正極側に銅板,負極側に試験片を接続し,温度20±5℃の下で,陰極電流密度30A/m2で1分間
電解(2)して銅めっき(3)を行う。
c) 試験片の試験面に手を触れないようにして取り出し,水洗後乾燥する。
d) 試験面を目視(4)又は倍率100〜200倍の顕微鏡で観察し,析出した銅めっきの状態から,微小孔又は微
小割れの数を調べる。
注(2) 電解中かくはん(撹拌)してはならない。
(3) クロムめっきの微小孔又は微小割れの部分だけに銅が析出する。
(4) あらかじめ銅めっきしたクロムめっきの微小孔又は微小割れの基準片(例えば,大きさ50×
50mm)と比較して判定するとよい。
10
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) めっき前の応力除去のための熱処理条件
1. 適用範囲 この附属書は,鉄鋼素地などに対するめっき前の応力除去のために施す一般的な熱処理条
件を,参考として示したものである。
2. 熱処理条件 必要に応じて,附属書3表1に示す条件で熱処理を施す。
附属書3表1 めっき前の応力除去の熱処理条件
引張強さ
MPa
温度
℃
時間
h
1 050まで
−
−
1 051〜1 450
190〜220
1
1 451〜1 800
190〜220
18
1 800超
190〜220
24
備考1. 表面硬化した部品は,130〜
150℃で5時間以上処理を行う
ものとする。ただし,素地の
表面硬さがある程度低下して
も差し支えのない場合には,
高温で短時間の熱処理を行っ
てもよい。
2. ショットピーニング又はその
他の加熱処理を必要としない
硬化処理を行った材料の応力
除去においては,温度は,
220℃を超えてはならない。
11
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考) めっき後の水素ぜい性除去のための熱処理条件
1. 適用範囲 この附属書は,めっき後の水素ぜい性除去のために施す一般的な熱処理条件を,参考とし
て示したものである。
2. 熱処理条件 必要に応じて,附属書4表1及び表2に示す条件で熱処理を施す。
備考 表面硬化鋼は,190〜220℃,2時間以上の熱処理を行ってもよい。
附属書4表1 めっき後の水素ぜい性除去の熱処理条件
引張強さ
MPa
温度
℃
時間
h
1 050まで
−
−
1 051〜1 450
190〜220
2以上
1 451〜1 800
190〜220
6以上
1 800超
190〜220
18以上
備考 疲労を受けないところで用いる
ピーニングをしない製品及びピ
ーニングした製品に対する熱処
理条件
附属書4表2 めっき後の水素ぜい性除去の熱処理条件
引張強さ
MPa
温度
℃
時間
h
1 050まで
400〜480
1以上
1 051〜1 450
400〜480
1以上
1 451〜1 800
400〜480
1以上
1 800超
400〜480
1以上
備考1. ピーニングをしない製品及び
製品の疲労強度回復のための
熱処理条件
2. 400〜480℃の熱処理を行うこ
とによって,クロムめっき及
び鉄鋼素地の硬さは,低下す
ることに注意しなければなら
ない。
12
H 8615 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS改正原案作成委員会 構成表
氏名
所属
(委員長)
神 戸 徳 蔵
東京都鍍金工業組合
(委員)
青 江 徹 博
OEAガルバノ事務所
磯 明 夫
福島県ハイテクプラザ
伊 藤 哲 司
財団法人日本ウェザリングテストセンター
榎 本 英 彦
大阪市立工業研究所
海老名 延 郎
ヱビナ電化工業株式会社
大 嶋 清 司
工業技術院標準部材料規格課
大 高 徹 雄
上村工業株式会社
金 子 國 雄
社団法人表面技術協会
古 賀 孝 昭
荏原ユージライト株式会社
斎 藤 いほえ
東京都城南地域中小企業振興センター
須 賀 蓊
スガ試験機株式会社
滝 沢 貴久男
三洋電機株式会社
豊 永 実
豊永表面技術事務所
橋 本 繁 晴
財団法人日本規格協会
星 野 重 夫
武蔵工業大学
三田村 勝 昭
スガ試験機株式会社
山 添 英 司
富士通株式会社
矢 島 勝 司
工業技術院物質工学工業技術研究所
矢 部 賢
矢部技術事務所
山 崎 龍 一
神奈川県産業技術総合研究所
山 本 壮兵衛
山本サーフェイス・エンヂニヤリングコンサルタント&
ラボラトリー
渡 辺 博
株式会社東芝
(事務局)
及 川 耕 一
社団法人表面技術協会