1
H
8
6
0
1
:
1
9
9
9
解
説
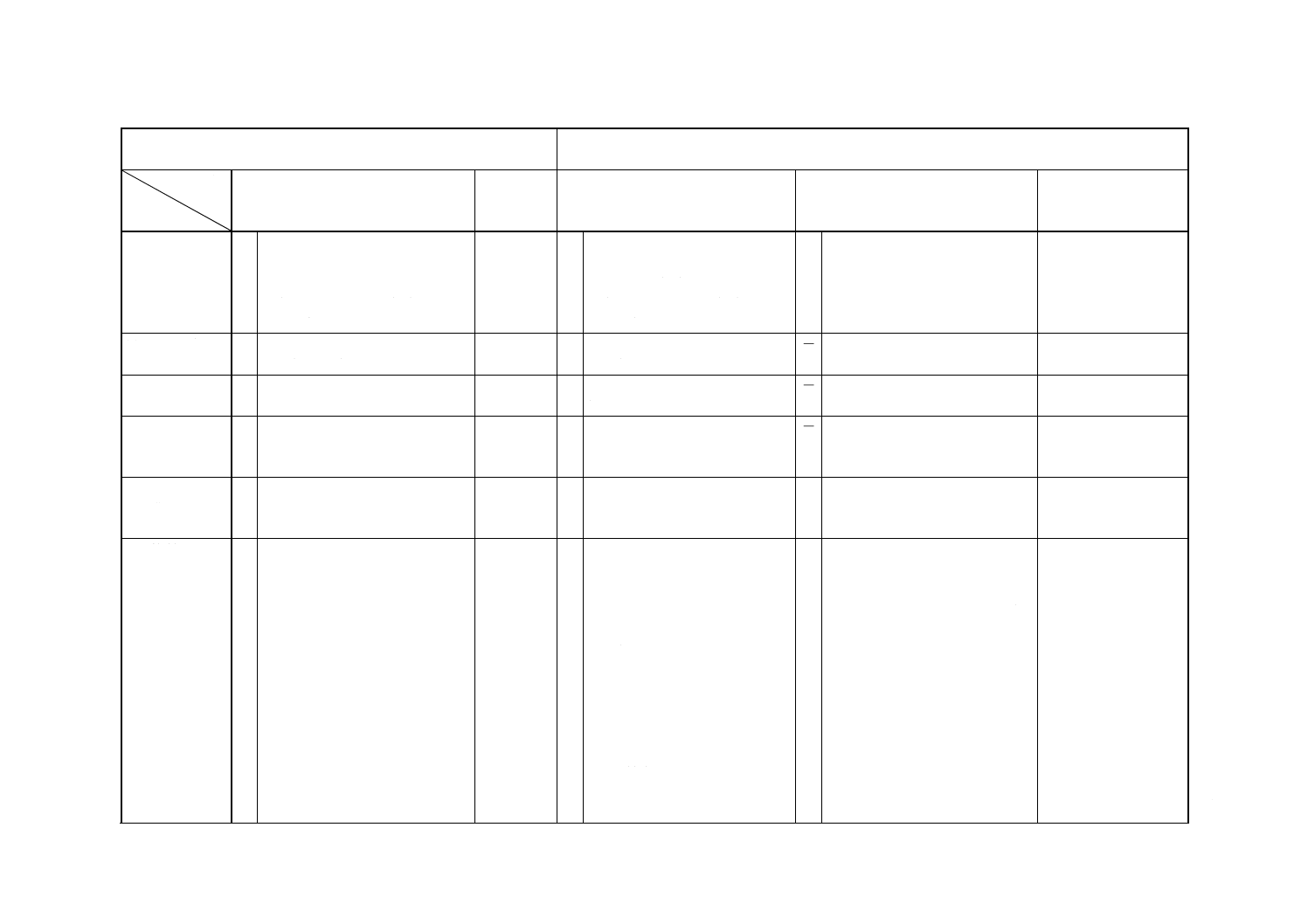
解説付表1 JISと対応する国際規格との対比表
JIS H 8601 : 1999 アルミニウム及びアルミニウム合金の陽極酸化皮
膜
ISO 7599 : 1983 アルミニウム及び同合金の陽極化−アルミニウム陽極化皮膜に関する一般規格
対比項目
規定項目
(I) JISの規定内容
(II) 国際規
格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
一致が困難な理由及
び今後の対策
(1) 適用範囲
○ 陽極酸化皮膜
適用除外
・バリヤー皮膜
・塗装・めっき下地皮膜
・硬質皮膜
ISO 7599
○ 陽極酸化皮膜
適用除外
・バリヤー皮膜
・塗装・めっき下地皮膜
・硬質皮膜
≡
(2) 引用規格
○ 表面処理用語,試験方法規格など
23規格を規定
ISO 7599
○ 用語,試験方法規格など23規格
を規定
=
(3) 定義
○ JIS H 0201によるものなど
ISO 7599
○ ISO 2064,ISO 7583によるものな
ど
=
(4) 品質に関す
る指針
○ 陽極酸化用のアルミニウムの品質
に関する指針[附属書1(参考)]
ISO 7599
○ 陽極酸化用のアルミニウムの品
質に関する指針
= ISOは指針的なものであり,JISは
附属書(参考)で対応としたが,技術
的には軽微な差と判断できる。
(5) 作業管理基
準
○ 陽極酸化皮膜の品質確保のための
作業管理指針[附属書2(参考)]
−
− ISOに規定なし。
JISは附属書(参考)であ
り,技術的な差異は生じ
ない。
(6) 特性及び品
質
○ ・外観及び色
・皮膜厚さ
(等級あり)
・耐食性
(品質基準あり)
・耐摩耗性
(品質基準あり)
・封孔度
(品質基準あり)
・変形による耐ひび割れ性
・色の促進光性
・光堅ろう度
(品質基準あり)
・紫外光堅ろう度
ISO 7599
○ ・色と外観
・皮膜厚さ
(等級あり)
・耐食性
・耐摩耗性
・封孔度
(品質基準あり)
・変形による耐ひび割れ抵抗性
・光堅ろう度
(品質基準あ1))
・紫外光堅ろう度
・光反射性
= JISは耐食性,耐摩耗性について,
品質基準を規定。
JISは受渡当事者間の特別な協定
がない場合に限り,品質項目及び
品質基準を適用するとしているの
で,技術的な差異は生じない。
2
H
8
6
0
1
:
1
9
9
9
解
説
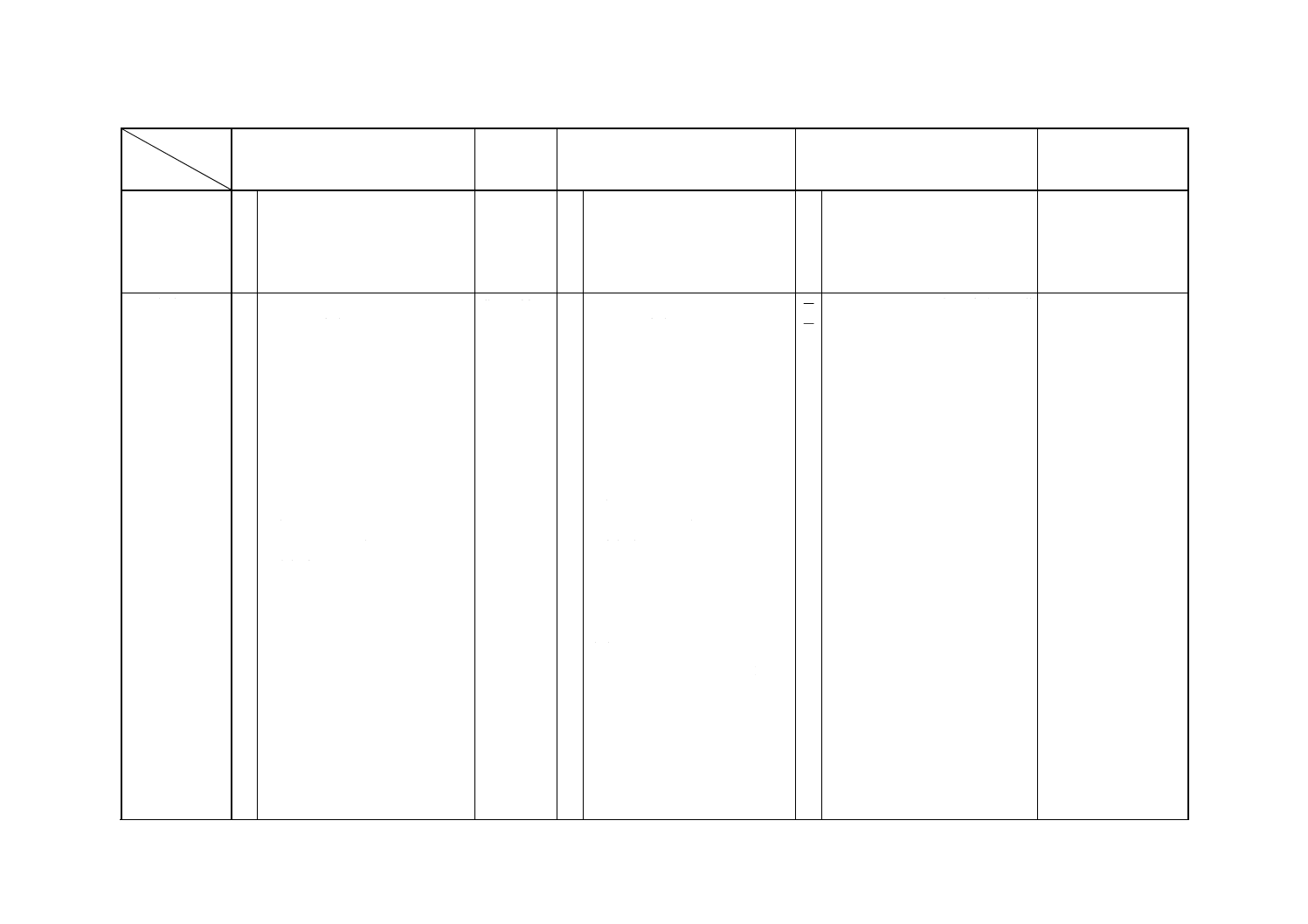
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規
格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
一致が困難な理由及
び今後の対策
(6) 特性及び品
質
○ ・鏡面光沢度
・写像性
・絶縁耐力
・連続性
・皮膜質量
ISO 7599
○ ・像鮮明性
・破壊電圧
・連続性
・皮膜質量
=
(7) 試験通則及
び試験方法
○ 試験片採取方法
受け入れ試験
管理試験
外観及び色とその許容範囲に関す
る試験
皮膜厚さ試験
耐食性試験
・酢酸酸性塩水噴霧試験
・キャス試験
・アルカリ滴下試験
・起電力式耐アルカリ試験
耐摩耗性試験
・往復運動平面摩耗試験
・噴射摩耗試験
・砂落とし摩耗試験封孔度試験
・染料吸着試験
・りん酸−クロム酸水溶液浸せき
試験
・アドミッタンス測定試験
変形によるひび割れ抵抗性試験
色の促進耐光性試験
・光堅ろう度
・紫外光堅ろう度
鏡面光沢度試験
写像性試験
絶縁耐力試験
ISO 7599
○ 試験片採取方法
受け入れ試験
管理試験
外観及び色
皮膜厚さ及び質量
耐食性
・酢酸酸性塩水噴霧試験
・キャス試験
耐摩耗性
・往復運動平面摩耗試験
・噴射摩耗試験
封孔度試験
・染料吸着試験
・りん酸−クロム酸水溶液浸せき
試験
・アドミッタンス測定試験
変形によるひび割れ抵抗性
光堅ろう度
紫外光堅ろう度
光反射性
像鮮明度
破壊電圧
=
=
ISOにアルカリ耐食性試験,砂落
とし摩耗試験の規定なし。
JISは試験方法の選択は受渡当事
者間協議によるとしており,技術
的な差異は生じない。
3
H
8
6
0
1
:
1
9
9
9
解
説
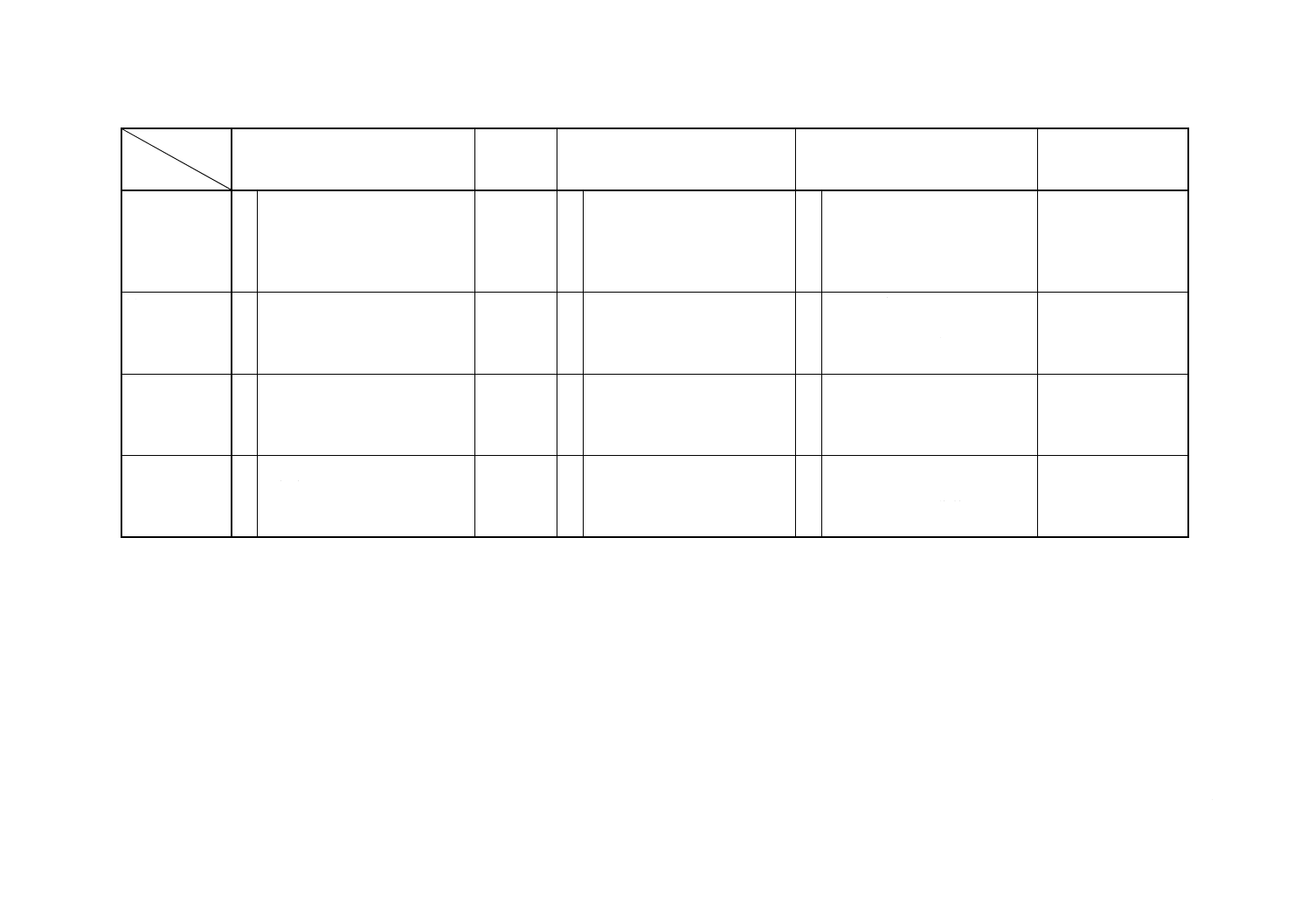
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規
格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
一致が困難な理由及
び今後の対策
(7) 試験通則及
び試験方法
○ 鏡面光沢度試験
写像性試験
絶縁耐力試験
連続性試験
皮膜の質量試験
ISO 7599
○ 光反射性
像鮮明度
破壊電圧
連続性
皮膜の質量
=
(8) 検査
○ 検査,サンプリング方法について
規定。
−
− ISOに規定なし
加工JISマークの表示の際に必要
な項目であり,技術的な差異は生
じない。
(9) 皮膜の呼び
方
○ 品質項目の記号及び皮膜の呼び方
について規定。
−
− ISOに規定なし
加工JISマークの表示の際に必要
な項目であり,技術的な差異は生
じない。
(10) 表示
○ 表示項目
・皮膜の種類
・製造番号
・加工業者又は略号
−
− ISOに規定なし
加工JISマークの表示の際に必要
な項目であり,技術的な差異は生
じない。
備考1. 対比項目(I)及び(III)の小欄で,“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による
“≡”:JISと国際規格との技術的内容は同等である。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
“−”:該当項目がない場合。