1
H
8
5
0
1
:
1
9
9
9
解
説
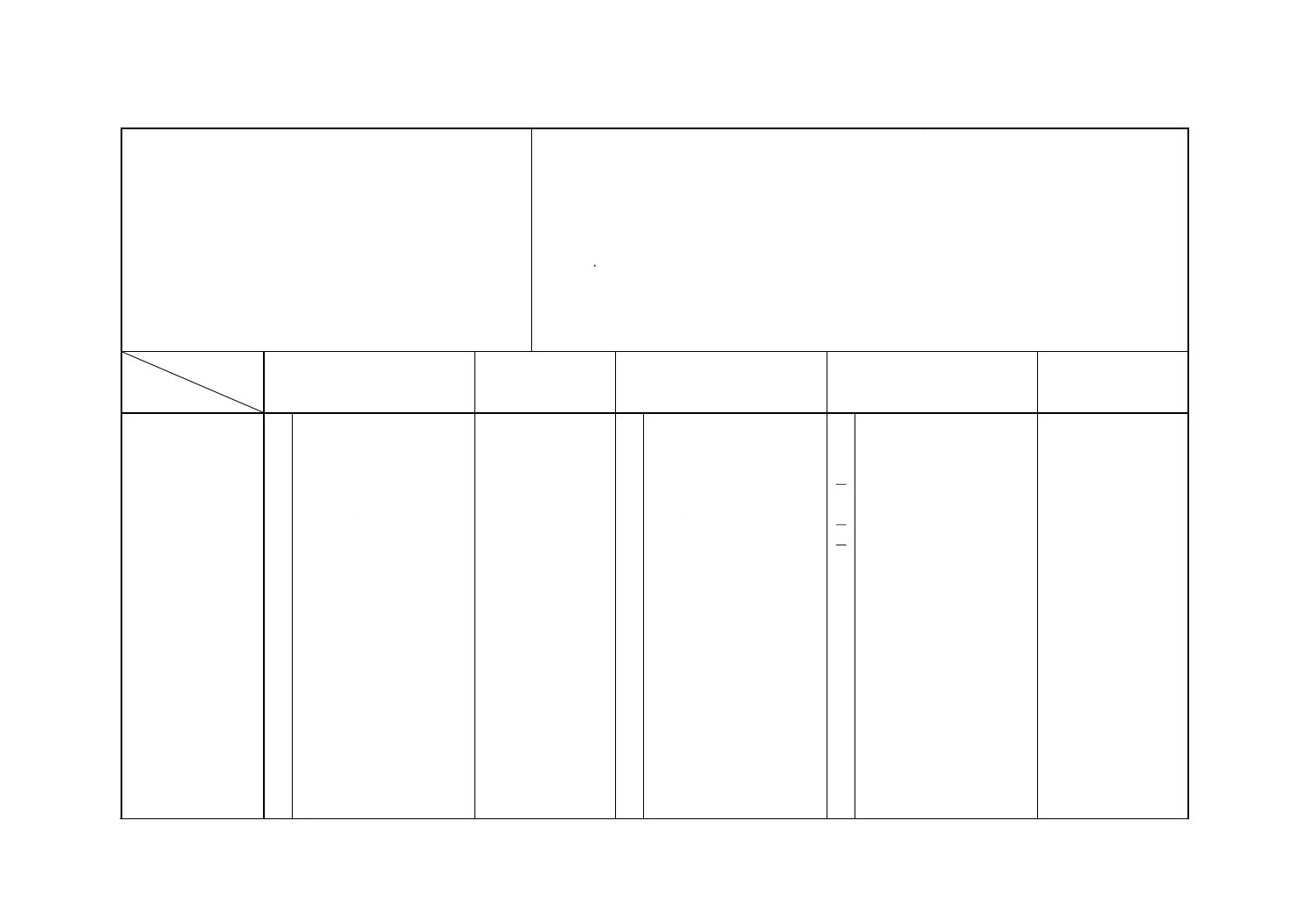
解説付表1 JISと対応する国際規格との対比表
JIS H 8501 : 1999 めっきの厚さ試験方法
ISO 1463 : 1982 (金属及び酸化物被覆−皮膜厚さ測定−顕微鏡断面試験方法)
ISO 2064 : 1996 (金属及び無機質被覆−厚さ測定に関する定義と規定)
ISO 2177 : 1985 (金属被覆−皮膜厚さ測定−陽極溶解による電解式試験方法)
ISO 2178 : 1982 (磁性素地上の非磁性被覆−皮膜厚さ測定−磁力式試験方法)
ISO 2360 : 1982 (非磁性金属素地上の非電導性被覆−皮膜厚さ測定−渦電流式試験方法)
ISO 3497 : 1976 金属被覆−皮膜厚さ測定−蛍光X線式試験方法)
ISO 3543 : 1981 (金属及び無機質被覆−皮膜厚さ測定−β線式試験方法)
ISO 3868 : 1976 (金属及び無機質被覆−皮膜厚さ測定−多重干渉式試験方法)
ISO 3882 : 1982 (金属及び無機質被覆−皮膜厚さ測定法 通則)
ISO 4518 : 1980 (金属被覆−皮膜厚さ測定−触針走査試験方法)
ISO 9220 : 1988 (金属被覆−皮膜厚さ測定−走査電子顕微鏡試験方法)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
整合が困難な理由及
び今後の対策
1. 適用範囲
○ めっき製品の有効面のめっ
き厚さ試験方法について規
定。
ISO 2064
○ 厚さ測定に関する用語の定
義等
= 適用範囲としては一致
※ISOでは各試験方法が独
立の規格として規定され
ている。そのため,めっき
皮膜以外も適用範囲とし
ているものがある。
ISO 3882
○ 皮膜厚さ測定法(通則)
=
(要旨)
6.1 顕微鏡断面試験方法
ISO 1463
○ 顕微鏡断面試験方法
=
7.1 電解式試験方法
ISO 2177
○ 陽極溶解による電解式試験
方法
=
8.1 渦電流式試験方法
ISO 2360
○ 渦電流式試験方法
=
9.1 磁力式試験方法
ISO 2178
○ 磁力式試験方法
=
10.1 蛍光X線式試験方法
ISO 3497
○ 蛍光X線式試験方法
=
11.1 β線式試験方法
ISO 3543
○ β線式試験方法
=
12.1 多重干渉式試験方法
ISO 3868
○ 多重干渉式試験方法
=
13.1 走査形電子顕微鏡試験
方法
ISO 9220
○ 走査電子顕微鏡試験方法
=
14.1 測微計による試験方法
(1) めっき破壊法
−
(2) 素地破壊法
−
(3) 非破壊法
−
(4) 触針走査法
ISO 4518
○ 触針走査試験方法
=
2
H
8
5
0
1
:
1
9
9
9
解
説
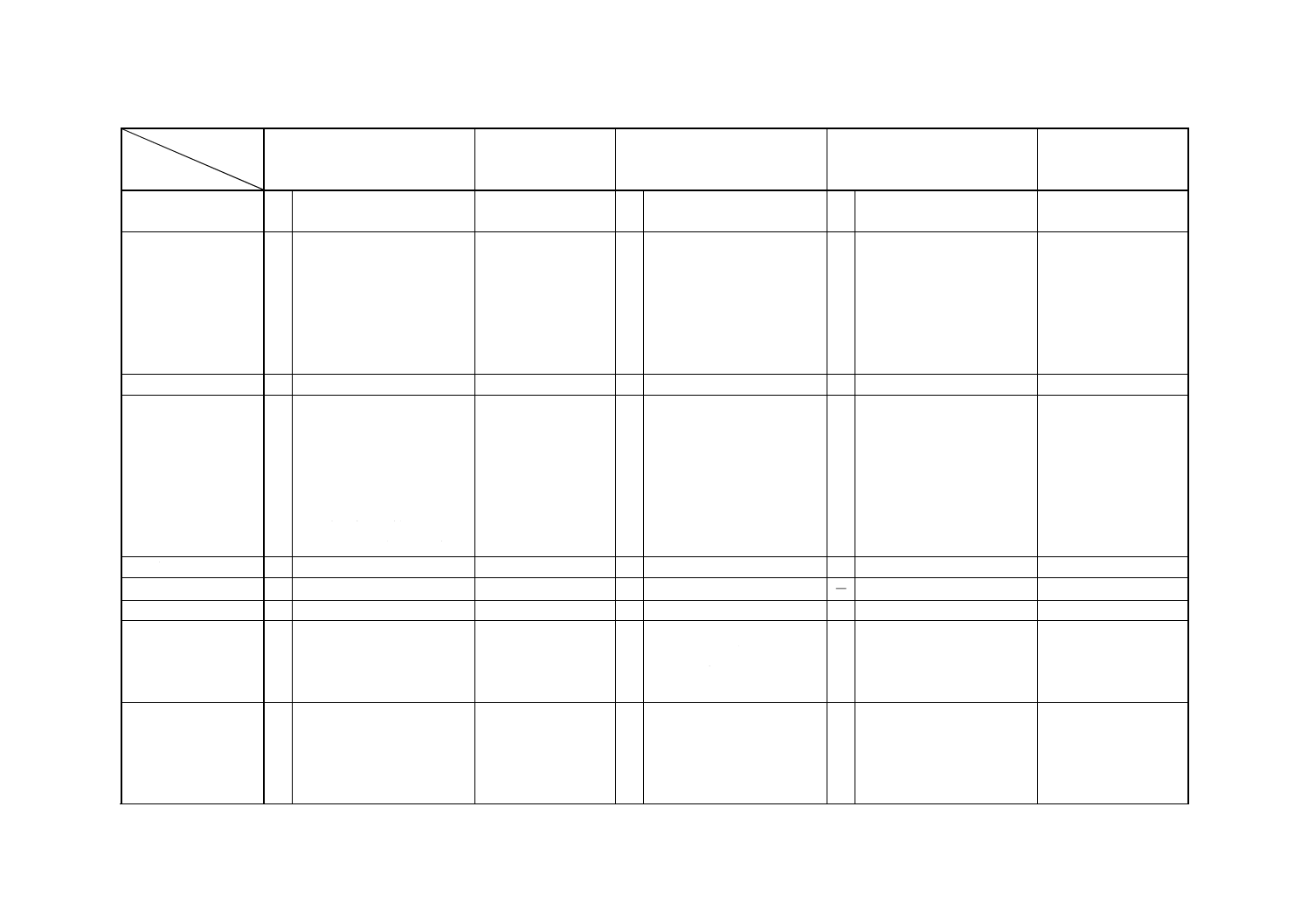
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
整合が困難な理由及
び今後の対策
15.1 質量計測によるめっき
付着量試験方法
−
2. 引用規格
○ JIS B 0601
JIS B 7150
JIS B 7509
JIS B 7520
JIS B 7533
JIS B 7536
JIS H 0400
ISO 1463,ISO 2064
ISO 2177,ISO 2178
ISO 2360,ISO 3497
ISO 3543,ISO 3868
ISO 3882,ISO 4518
ISO 9220
○ ISO 1463,ISO 3497
ISO 2064,ISO 3543
ISO 2128,ISO 3868
ISO 2177,ISO 3882
ISO 2178,ISO 4518
ISO 2360,ISO 9220
ISO 2361
3. 定義
○ JIS H 0400ほか
ISO 2064
○ 有効面,測定面積 他
=
4.試験方法の種類
○ 顕微鏡断面試験方法,電解式
試験方法,渦電流式試験方
法,磁力式試験方法,蛍光X
線式試験方法,β線式試験方
法,多重干渉式試験方法,走
査電子顕微鏡試験,測微計に
よる試験方法,質量計測によ
るめっき,付着量試験方法
−
−
5. 試料
○ 試料の採取,代替試験片
−
−
6. 局部厚さの決定
○ 有効面積(1cm2未満,以上) ISO 2064
○ 有効面積(1cm2未満,以上)
=
7. 平均厚さの決定
○ 質量計測
ISO 2064
○ 質量計測及び他の方法
=
8. 顕微鏡断面試験
方法
○ 要旨,装置,操作
ISO 1463
○ 原理,測定精度に関する要
因,断面の調整,測定,要求
される精度,試験報告,附属
書A,附属書B
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
9. 電解式試験方法
○ 要旨,装置,校正,操作
ISO 2177
○ 原理,試験装置,電解液,測
定精度に影響〜要因,手順,
試験結果の表現,測定の不確
かさ(精度),試験結果,附属
書A,附属書B
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
3
H
8
5
0
1
:
1
9
9
9
解
説
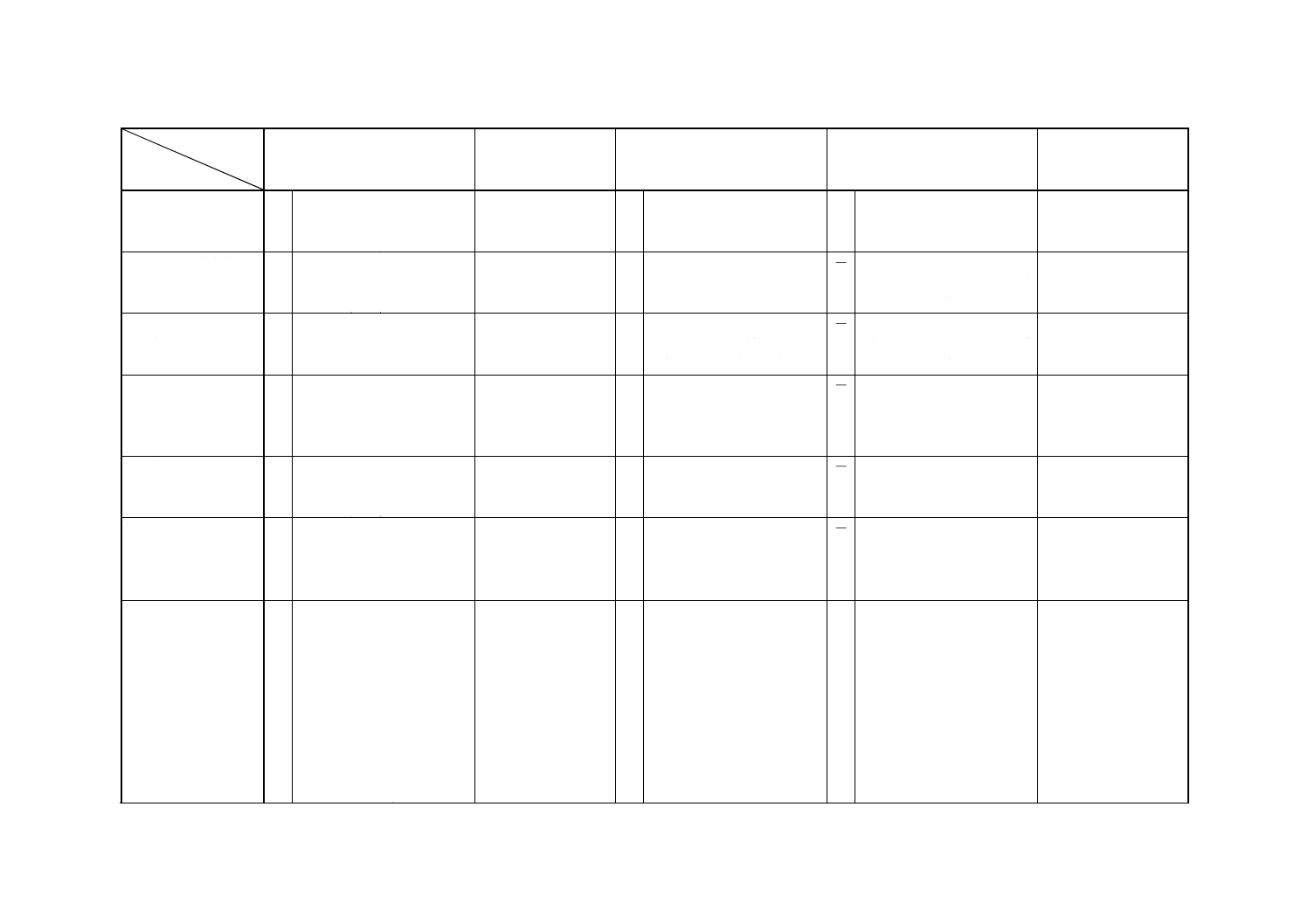
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
整合が困難な理由及
び今後の対策
10. 渦電流式試験方
法
○ 要旨,装置,校正,操作,
測定精度に影響〜因子
附属書1(参考)
ISO 2360
○ 原理,測定精度に影響〜要
因,装置の校正,手順,必要
精度
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
11. 磁力式試験方法
○ 要旨,装置,校正,操作
測定精度に影響〜因子
附属書2(参考)
ISO 2178
○ 原理,測定精度に影響〜要
因,装置の校正,手順,必要
精度
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
12. 蛍光X線式試験
方法
○ 要旨,装置,操作,測定精度
に影響〜因子,安全管理
附属書3(参考)
ISO 3497
○ 原理,装置,測定精度に影響
〜要因,装置の校正,手順,
測定の誤差,試験報告
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
13. β線式試験方法
○ 要旨,装置,校正,操作測定
精度に影響〜因子
附属書4〈参考)
ISO 3543
○ 原理,計測,精度に関する要
因,装置の校正,測定手順,
測定の正確さ及び精度,試験
報告
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
14. 多重干渉式試験
方法
○ 要旨,装置,校正,操作
測定精度に影響〜因子
附属書5(参考)
ISO 3868
○ 原理,定義,装置,測定精度
に関する要因,装置の校正,
測定手順,測定精度
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
15. 走査電子顕微鏡
試験方法
○ 要旨,装置,校正,操作
測定精度に影響〜因子
附属書6(参考)
ISO 9220
○ 原理,装置,測定精度に関す
る要因,装置の校正,測定手
順,測定誤差,結果の表現,
試験報告,附属書A
= ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
16. 測微器による試
験方法
○
○
方法の区分
めっき破壊法
(要旨,装置,はく離液及び
はく離方法,操作)
−
−
−
−
○ 素地破壊法
(要旨,装置,溶解除去液及
び除去方法,操作)
−
−
○ 非破壊法
(要旨,装置,測定面のめっ
き防止法,操作)
−
−
4
H
8
5
0
1
:
1
9
9
9
解
説
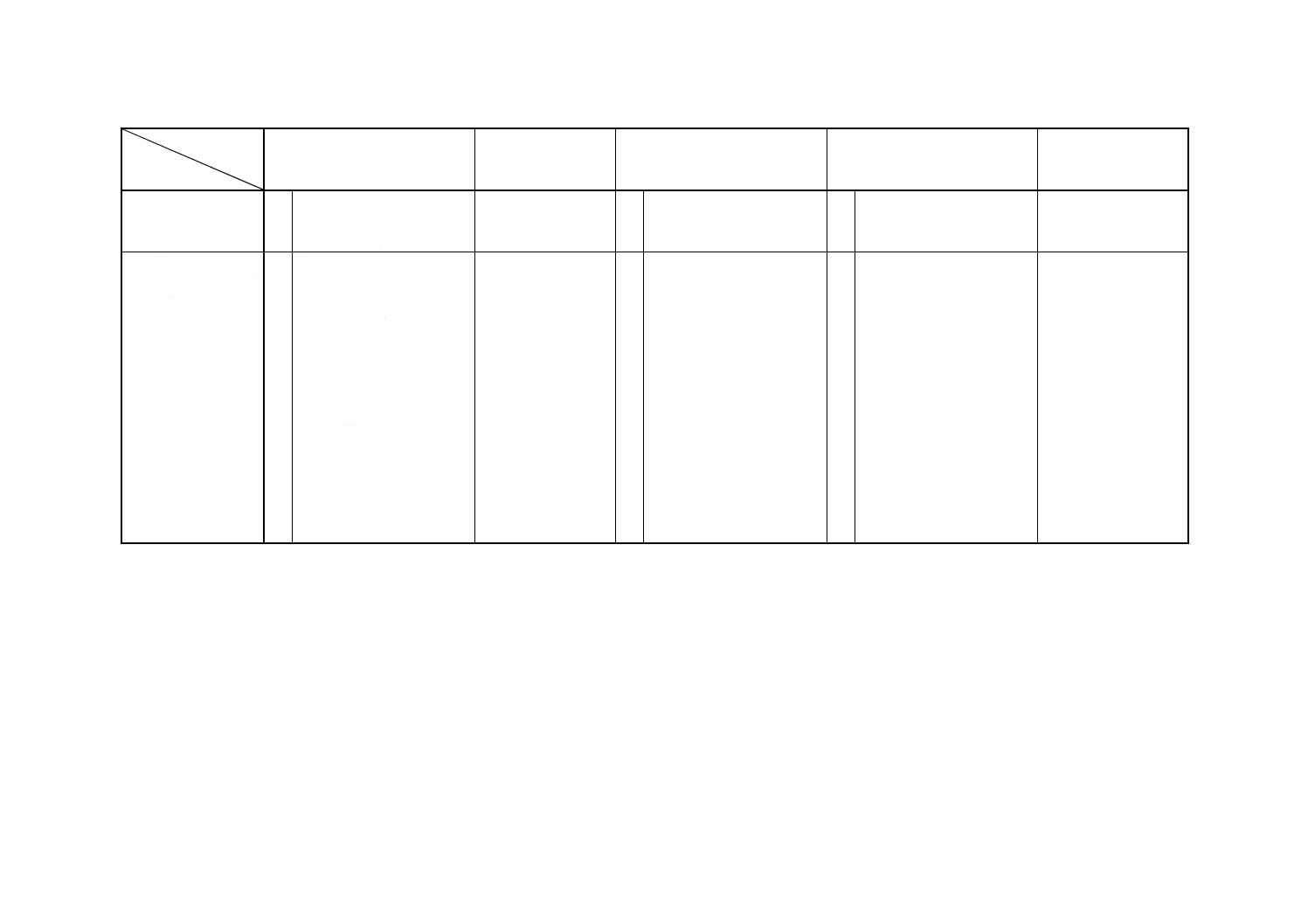
解説付表1 JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との
整合が困難な理由及
び今後の対策
16. 測微器による試
験方法
○ 触針走査法
(要旨,装置,操作)
附属書7(参考)
ISO 4518
○ 原理,計測,精度に関する要
因,校正,測定の手順
ISOに規定されている内容
を採用。JISとして,必要事
項はすべて規定。
17. 質量計測による
めっき付着量試
験方法
○
○
方法の区分
めっき破壊質量法
(要旨,装置・器具,はく離
液及びはく離方法,操作)
−
−
−
−
○ めっき破壊分析法
(要旨,装置及び器具,はく
離液,操作)
−
−
○ 素地破壊法
(要旨,装置,器具及びその
精度,溶解除去液及び溶解除
去方法,操作)
−
−
○ 非破壊法
(要旨,装置,器具及びその
精度,操作)
−
−
備考1. 対比項目(I)及び(III)の小欄で,“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
“−”:該当項目がない場合。