H 8451:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験方法の種類 ················································································································ 2
5 熱サイクル試験 ················································································································ 2
5.1 一般 ···························································································································· 2
5.2 試験装置 ······················································································································ 3
5.3 試験片 ························································································································· 4
5.4 試験 ···························································································································· 7
6 熱衝撃試験 ······················································································································ 9
6.1 一般 ···························································································································· 9
6.2 試験装置 ······················································································································ 9
6.3 試験片 ························································································································ 10
6.4 試験 ··························································································································· 11
7 試験報告書 ····················································································································· 12
7.1 記載事項 ····················································································································· 12
7.2 付記事項 ····················································································································· 13
H 8451:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8451:2007
遮熱コーティングの耐はく離性試験方法
Testing methods for thermal cycle and thermal shock resistance of
thermal barrier coatings
1
適用範囲
この規格は,火力発電所で使用する発電用ガスタービンの燃焼器,動翼,静翼などの高温部品に被覆す
る遮熱コーティングの耐久性を評価するための,熱サイクル及び熱衝撃による耐はく離性試験方法につい
て規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0128 火力発電用語−ガスタービン及び附属装置
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS H 8402 溶射皮膜の引張密着強さ試験方法
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0128によるほか,次による。
3.1
遮熱コーティング(thermal barrier coatings , TBC)
燃焼ガスによる高温部品の温度上昇を抑制するために,高温部品を構成する耐熱性に優れた超合金など
の基材の表面のボンドコートと,界面酸化物の上に高融点,かつ,低熱伝導率のセラミックスを物理蒸着,
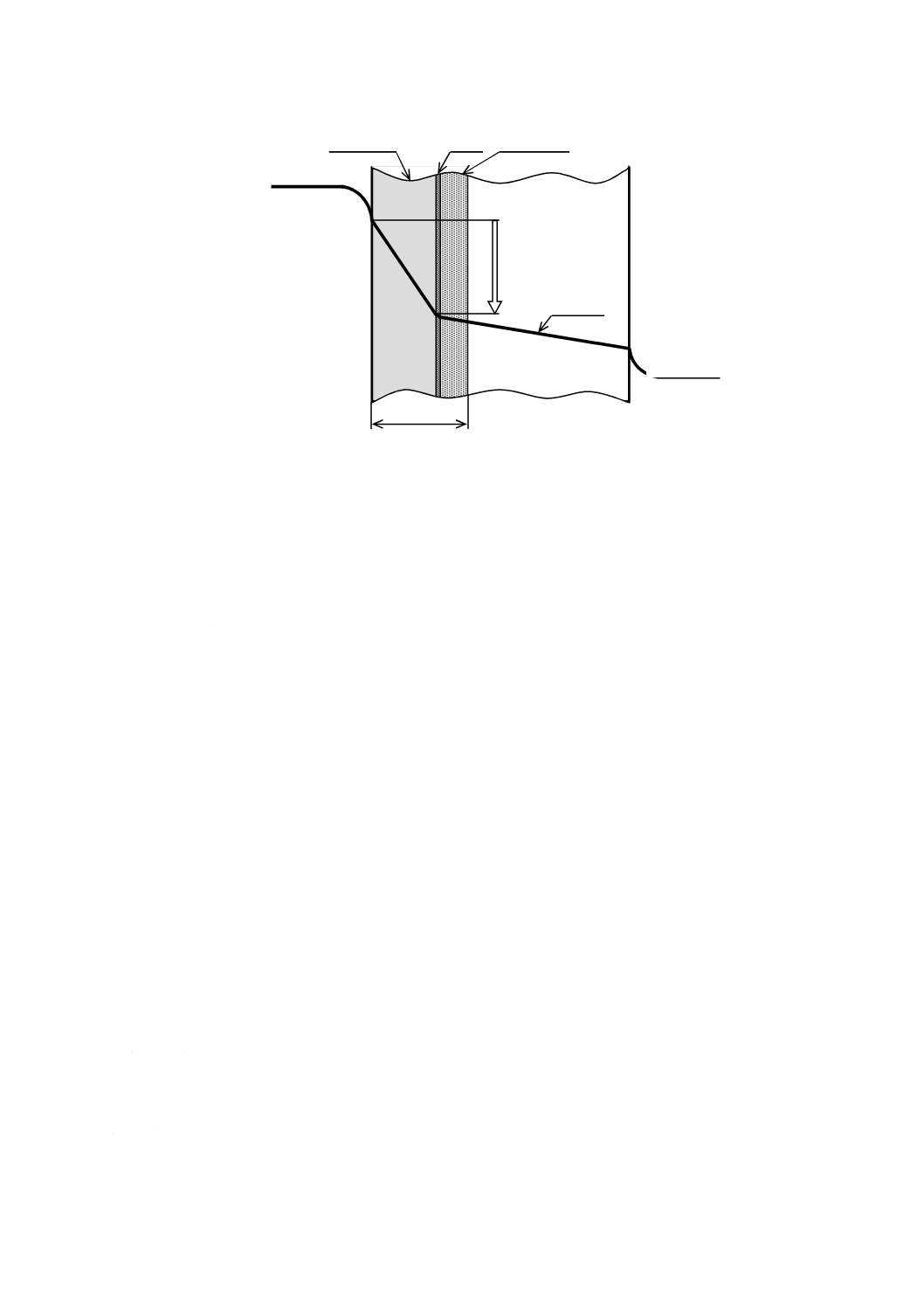
化学蒸着,溶射などの方法によって被覆した高ふく射率のトップコートとからなる多層コーティング。遮
熱コーティング1)(以下,TBCという。)の断面及び効果の模式図を,図1に示す。
注1) JIS B 0128の定義とは異なる。
2
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−TBCの断面及び効果の模式図
3.2
界面酸化物(thermally grown oxide , TGO)
TBC成膜工程,各種耐熱評価試験及び/又は実機運用段階における熱履歴によって,トップコートとボ
ンドコートとの界面に生成する金属酸化物の総称。
3.3
はく離面積率
TBCを施した有効面に対する,TBCのはく離が生じた総面積の比率。
なお,有効面は,TBCにおいて用途上重要な面をいう。
3.4
はく離繰返し数
熱サイクル試験によって,はく離面積率が30 %を超える直前の熱サイクルの繰返し数。
3.5
残存密着強さ
熱衝撃を与えた後のTBCの引張密着強さ。
3.6
耐熱衝撃温度差
熱衝撃負荷前の常温密着強さから30 %低下した残存密着強さをもたらす熱衝撃温度差(冷却水の温度
と加熱温度との差をいう。図12参照)
4
試験方法の種類
TBCの耐はく離性試験方法は,次のいずれかによる。
a) 熱サイクル試験
b) 熱衝撃試験
5
熱サイクル試験
5.1
一般
熱サイクル試験は,試験片に炉加熱及び空冷によって熱サイクルを繰り返して与え,TBCのはく離面積
ボンドコート
トップコート
TGO
基 材
燃焼ガス温度
冷却空気温度
遮熱効果
温度分布
TBC
3
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
率を測定する。
注記 熱サイクル試験は,ガスタービンにおけるTBCの一般的な使用条件下でのトップコートの材料
選択,ボンドコートの材料選択及び成膜プロセスの選択に有効である。
5.2
試験装置
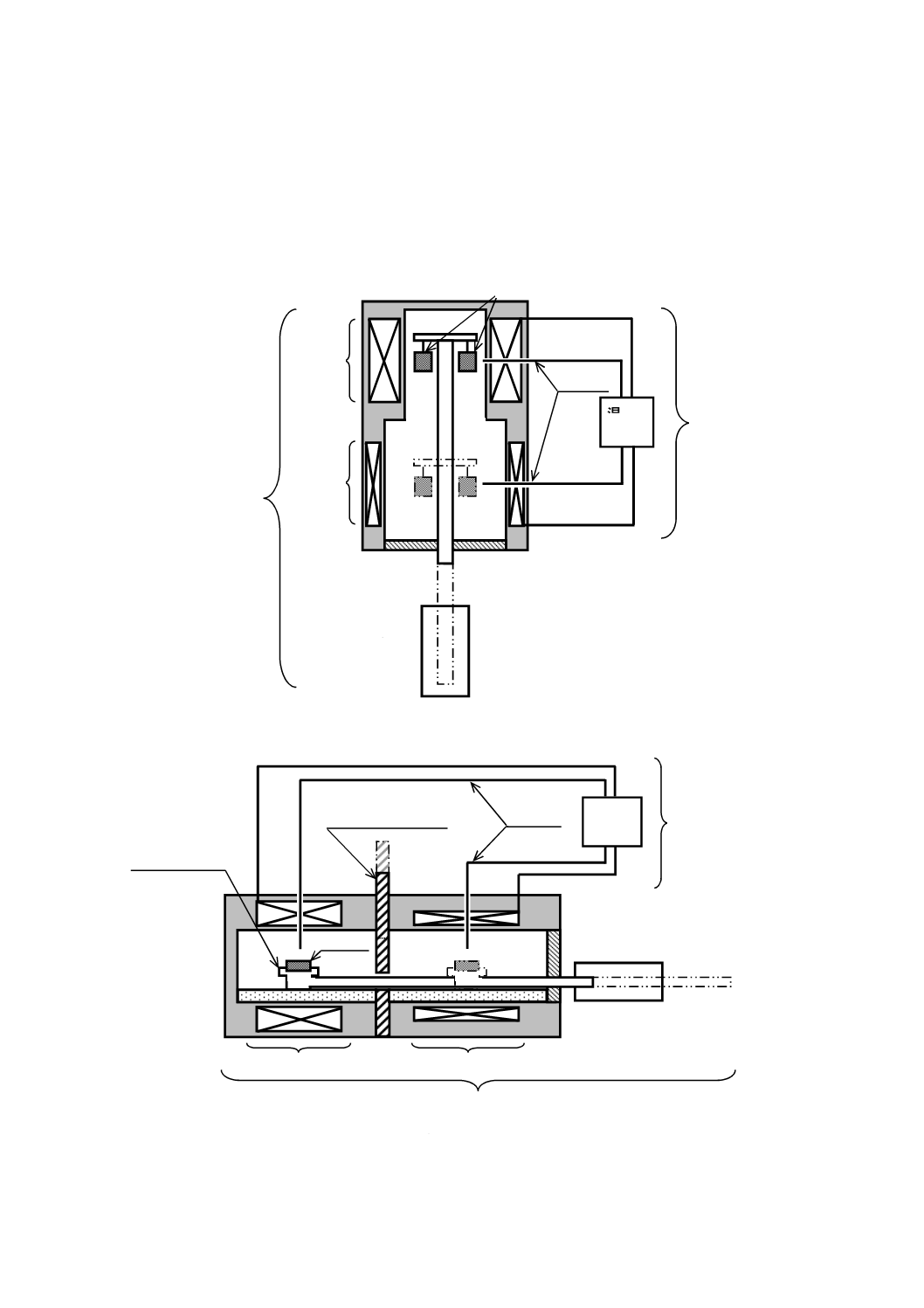
熱サイクル試験の試験装置は,加熱・冷却装置及び温度調節装置で構成し,次による。熱サイクル試験
装置の基本構成の例を,図2に示す。
a) 縦形の場合
b) 横形の場合
図2−熱サイクル試験装置の基本構成の例
高温槽
低温槽
試験片
温度調節装置
試験片
移動装置
加熱・冷却装置
温 度
制御器
熱電対
試験片
遮へい板(昇降可)
熱電対
試験片移動装置
高温槽
低温槽
温度調節装置
加熱・冷却装置
試験片支持具
温 度
制御器
4
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.1
加熱・冷却装置 加熱・冷却装置は,次による。
a) 外気から遮へいした高温槽及び低温槽を備えたものとする。
b) 試験片が高温槽と低温槽との間を往復する構造とする。ただし,試験片を固定し,高温槽と低温槽と
が往復する構造でもよい。
5.2.2
温度調節装置 温度調節装置は,温度制御器及び熱電対で構成し,次による。
a) 温度制御器 温度制御器は,測定温度の全範囲にわたって,試験片温度が表1の許容範囲にあること
を保証するのに十分なものとする。
表1−試験片表面温度の許容範囲
単位 K
温度範囲
許容範囲
常温から 873 以下
±3
873 を超え 1 073 以下
±4
1 073 を超え 1 273 以下
±5
1 273Kを超える温度における許容範囲は,受渡当事
者間の協議による。
b) 熱電対 熱電対は,表1の許容範囲を満たすものを用いる。
なお,熱電対と同等以上の性能をもつ放射温度計を用いてもよい。
5.3
試験片
試験片は,次による。
a) 試験片は,製品から長さ20〜50 mm,幅20〜50 mmの大きさに切り出したものとする。
なお,試験片の切出しは,精密切断機を用い,湿式でTBC側から緩やかに切断する。
b) a)によって試験片の切出しが困難な場合には,製品と同質の基材に製品と同一条件でTBCを施して試
験片を作製する。この場合,試験片の形状及び寸法は,次による。
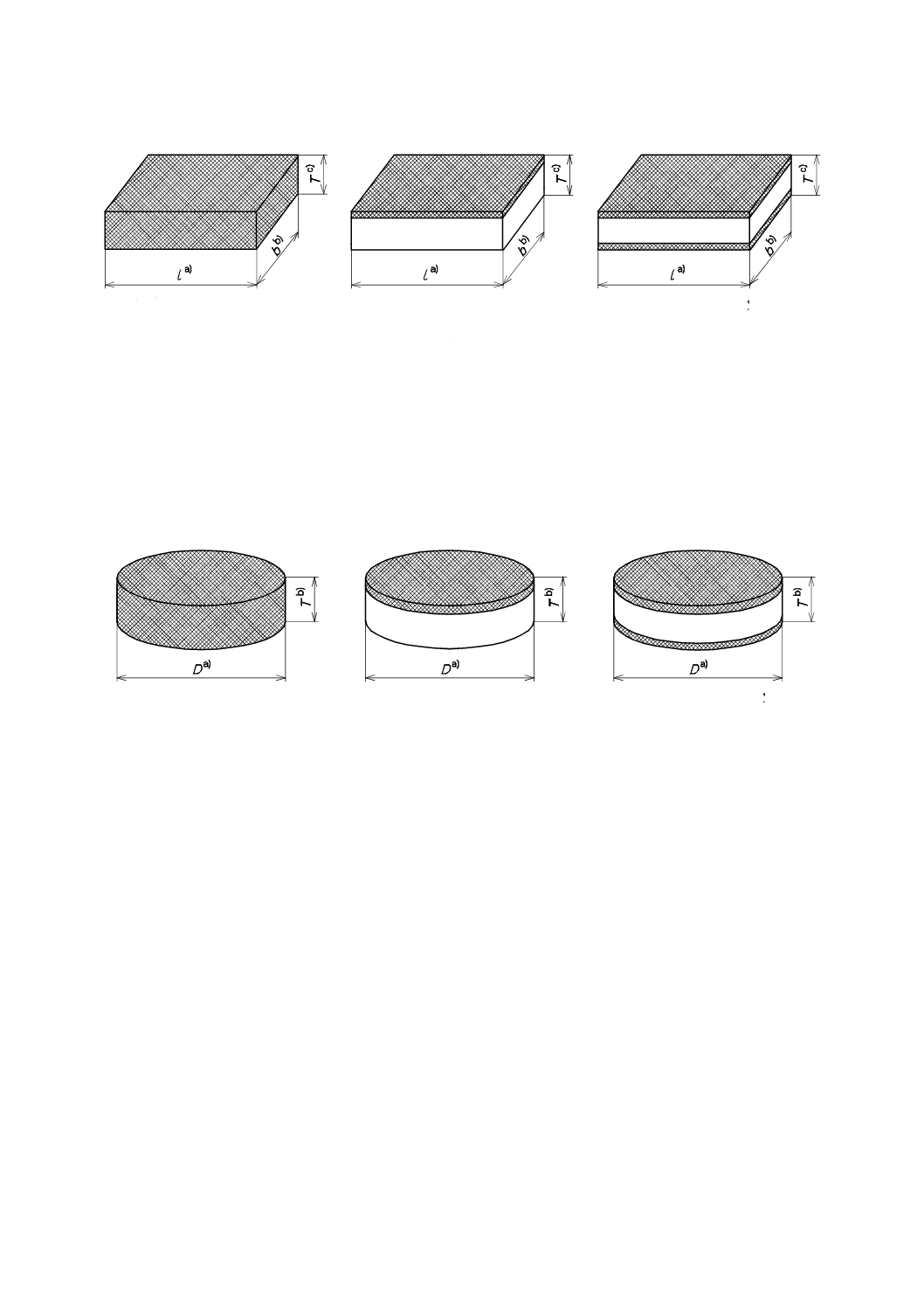
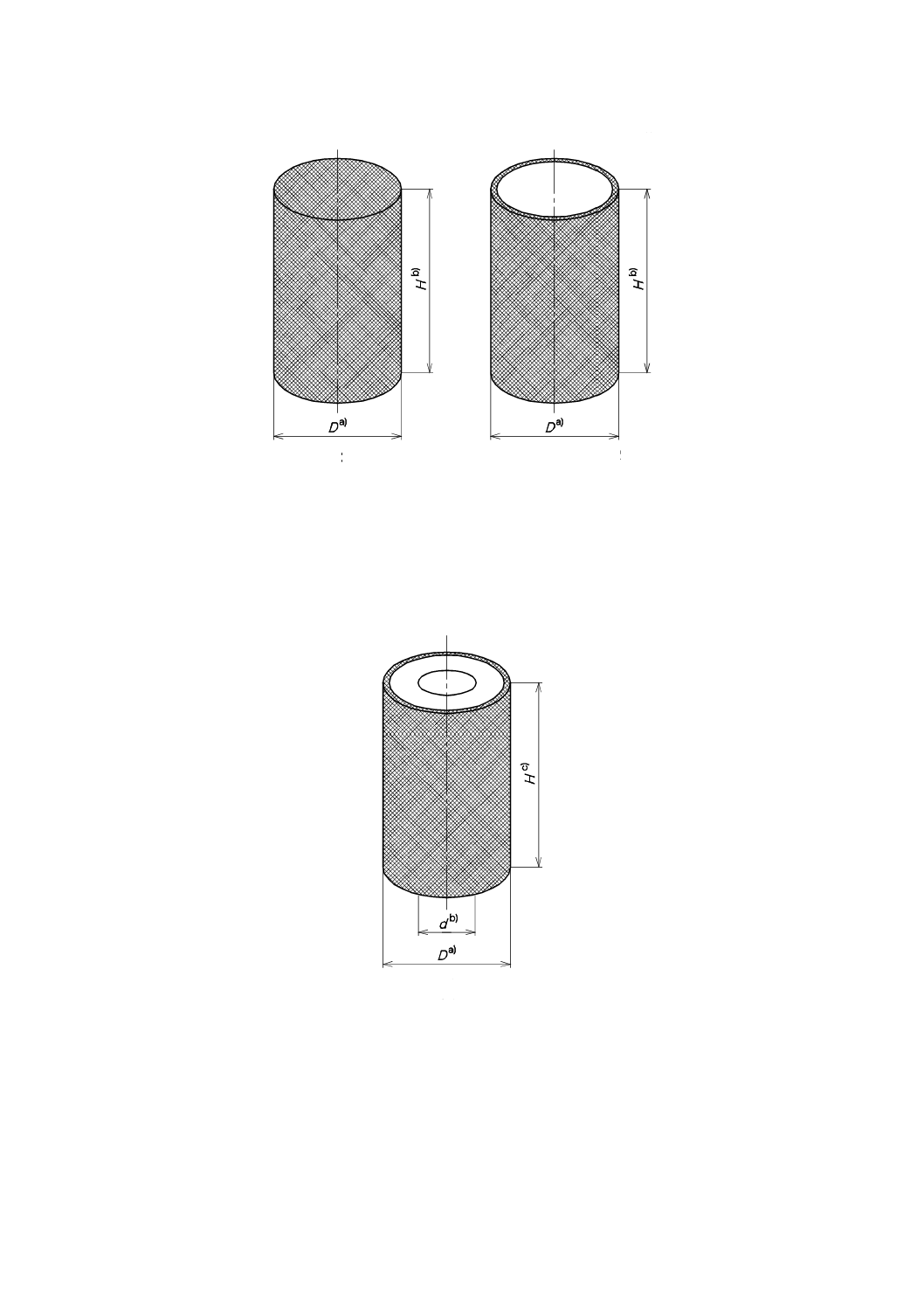
1) 試験片は,基材全面を被覆した平板状[図3 a)],円板状[図4 a)]又は円柱状[図5 a)]とする。
2) 1)の試験片の作製が困難な場合には,片面を被覆した平板状[図3 b)]又は円板状[図4 b)],上下
両面を被覆した平板状[図3 c)]又は円板状[図4 c)],側面を被覆した円柱状[図5 b)]又は円筒
状(図6)のいずれかの試験片を用いてもよい。
3) 1)及び2)における試験片の選択は,受渡当事者間の協定による。
4) 基材の端部及び角部は,適切な方法で0.5〜2 mmの曲率加工又は面取りを行う。また,試験片は,
取扱いを容易にするため,穴をあけてもよい。その位置及び大きさは,受渡当事者間の協定による。
c) TBCの表面は,特に指定がない限り,被覆したままの状態とする。
d) 試験片の寸法は,JIS B 7502又はJIS B 7507に規定する測定器によって測り,JIS Z 8401の規則Aの
規定によって,0.1 mmのけたに丸める。
e) 試験片の質量は,0.1 mgのけたまで読み取れる測定器(例えば,電子はかり)を用いて量り,JIS Z 8401
の規則Aの規定によって,1 mgのけたに丸める。
5
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 全面TBC b) 片面TBC c) 上下両面TBC
l:長さ
b:幅
T:全厚
網掛け部:有効面
注a) 20〜50とする。
b) 20〜50とする。
c) 1.5〜5.0とする。
図3−平板状試験片の形状・寸法
単位 mm
a) 全面TBC b) 片面TBC c) 上下両面TBC
D:直径
T:全厚
網掛け部:有効面
注a) 20〜40とする。
b) 1.5〜5.0とする。
図4−円板状試験片の形状・寸法
6
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 全面TBC b) 側面TBC
D:直径
H:高さ
網掛け部:有効面
注a) 5〜30とする。
b) 10〜30とする。
図5−円柱状試験片の形状・寸法
単位 mm
D:外径
d:内径
H:高さ
網掛け部(側面):有効面
注a) 5〜30とする。
b) 2〜25とする。
c) 10〜30とする。
図6−円筒状試験片の形状・寸法
7
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
試験
5.4.1
加熱及び冷却
加熱及び冷却は,次の手順によって行う。
a) 試験片を低温槽に設置した後,あらかじめ所定の温度に維持した高温槽へ移動させて加熱する。
b) 高温槽で試験片を所定の時間保持した後,低温槽へ再移動させて冷却する。
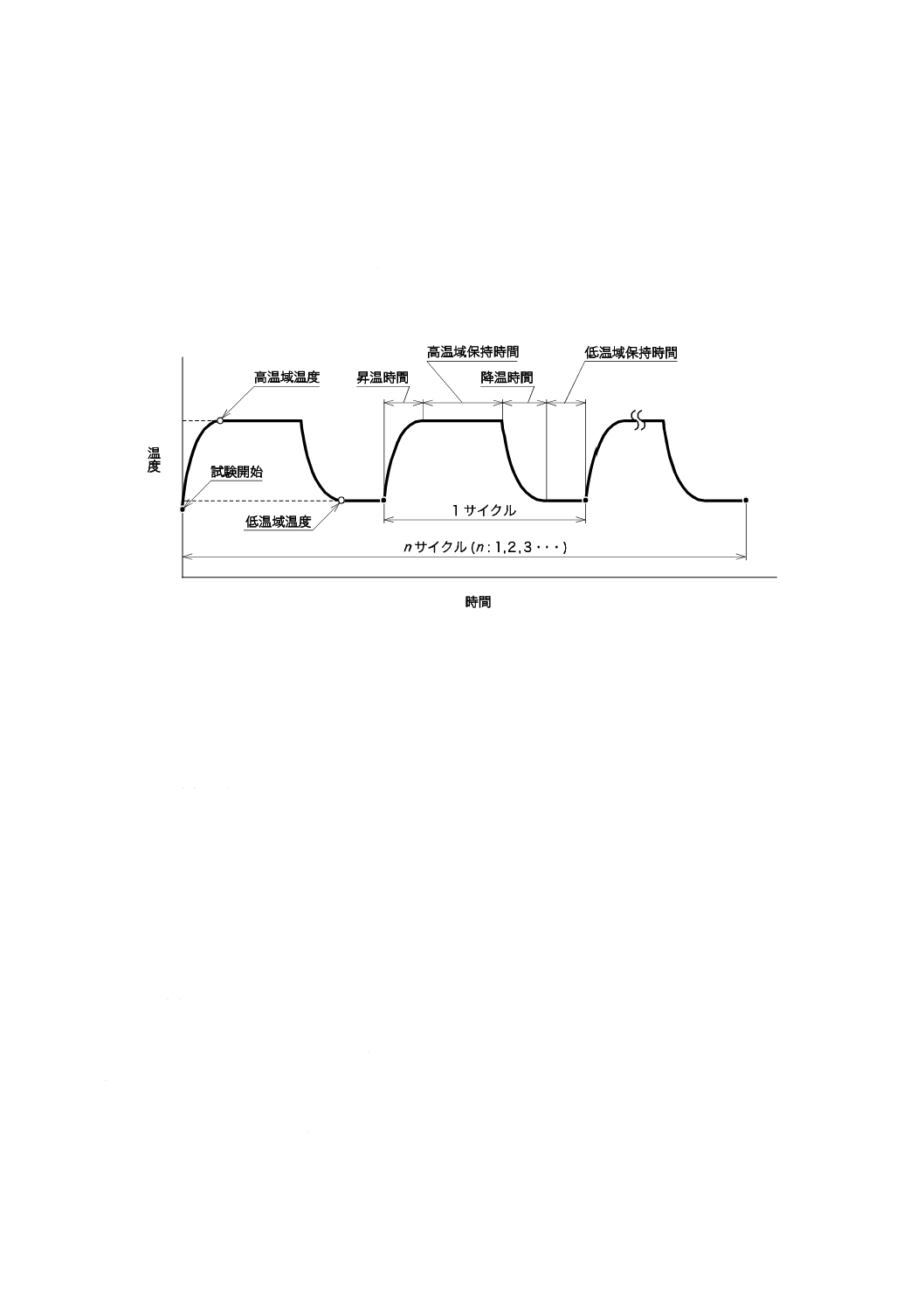
c) 熱サイクルは,昇温−高温域保持−降温―低温域保持を1サイクルとし,この熱サイクルを繰り返す。
熱サイクルの例を,図7に示す。
なお,熱サイクルの繰返し数は受渡当事者間の協定による。
高温域温度は,高温槽における試験片の温度を,低温域温度は,低温槽における試験片の温度を表す。
高温域及び低温域の温度は,あらかじめ試験片に熱電対を取り付けて測定し,このときの高温槽及び
低温槽の温度制御条件を用いて熱サイクル試験を行う。
図7−熱サイクルの例
5.4.2
加熱及び冷却条件
加熱及び冷却の条件は,次による。
a) 高温域温度の下限は1 173 K,低温域温度の上限は473 Kとする。
なお,高温域温度の上限は,受渡当事者間の協定による。
b) 1サイクル時間は60分とし,昇温時間は10分,高温域温度の保持時間は30分,降温時間は15分及
び低温域温度の保持時間は5分とする。
なお,各時間は,受渡当事者間の協定によって変更してもよい。
c) 試験雰囲気は,受渡当事者間の協定がない場合は,空気中とする。
d) 試験の効率を高めるために,複数の試験片を同時に試験してもよい。ただし,各試験片は均一に加熱
又は冷却されるようにする。
5.4.3
熱サイクル試験中のはく離状況の観察
熱サイクル試験中のはく離状況の観察は,次による。
a) 観察は,受渡当事者間の協定で決めた熱サイクルの繰返し数ごとに試験を中断し,試験片を473 K以
下まで冷却してから取り出して行う。ただし,あらかじめTBCのはく離繰返し数が予測できる場合に
は,その回数の直前まで連続して試験してもよい。
b) 試験片の観察は,目視又は拡大鏡を用いてTBCの割れ及びはく離の有無を確認する。
8
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) TBCにはく離を確認した場合は,その状況の外観写真を実物大で撮影する。
5.4.4
はく離面積率の測定
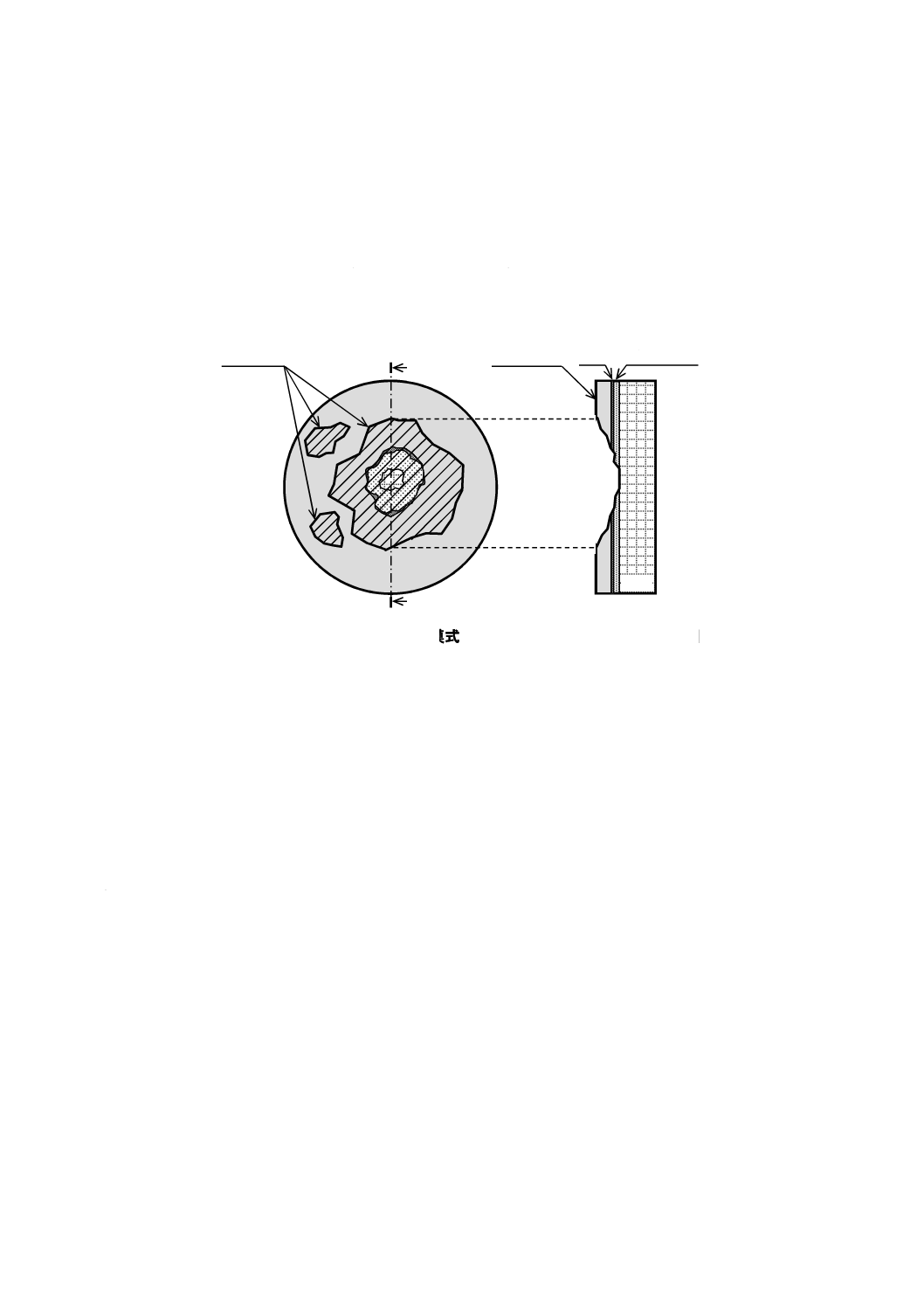
TBCのはく離面積は,5.4.3 c)で撮影した試験片表面の外観写真に基づき,画像解析などによって算出す
る。はく離箇所が複数ある場合には,はく離面積の総和とする。TBCのはく離形態及びはく離面積の計測
対象領域の例を,図8に示す。
試験中に酸化が特に問題となる場合には,試験片の質量変化も測定することが望ましい。試験片の質量
測定は,5.3 e) による。
a) 試験片表面の模式図 b) 中央部の断面模式図
注記1 図は,片面TBCの例。
注記2 斜線部は,はく離面積計測対象領域を表す。
図8−TBCのはく離形態及びはく離面積の計測対象領域の例
5.4.5
はく離繰返し数の測定
はく離繰返し数の測定は,次による。
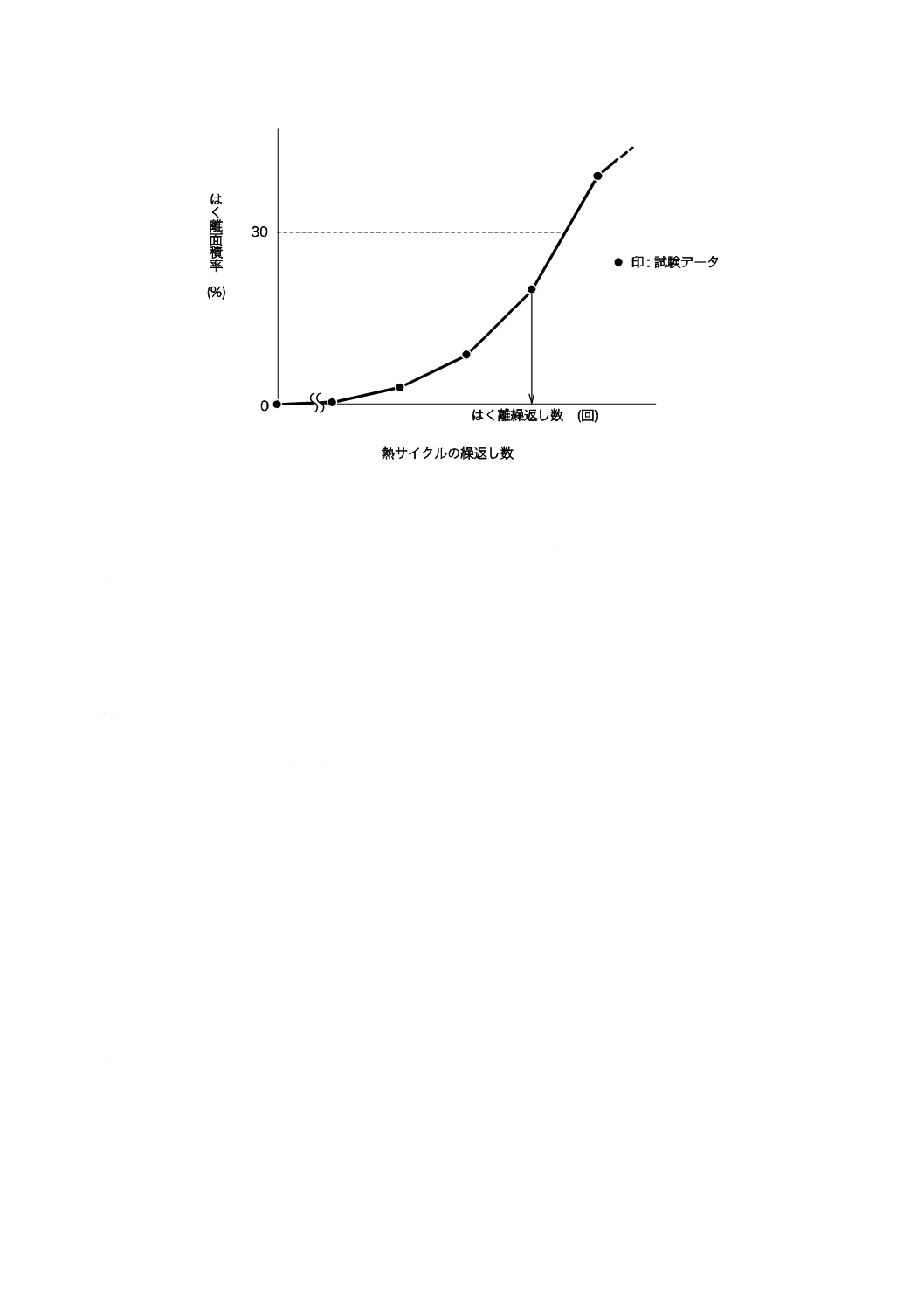
a) 熱サイクルの繰返し数とはく離面積率との関係図(図9)を試験片ごとに作成する。この場合,はく
離面積率は百分率で表記し,数字はJIS Z 8401の規則Aに従って少数点以下第1位のけたに丸める。
b) はく離繰返し数は,はく離面積率が30 %を超える直前の熱サイクルの繰返し数とする。
c) 1回の熱サイクルでTBC全面がはく離した場合は,はく離繰返し数は,1回とする。
d) 同一試験条件につき,3個以上の試験片を用い,試験片ごとに,はく離繰返し数を求める。
e) 試験の終了は,はく離面積率が30 %を超えた時点又は5.4.1 c)に規定する熱サイクルの繰返し数に達
した時点とする。
基材
ボンドコート
トップコート
TGO
はく離領域
9
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9−熱サイクルの繰返し数とはく離面積率との関係図の例
5.4.6
熱サイクル試験終了後の損傷観察及び損傷の測定
熱サイクル試験終了後の試験片の表面及び断面の観察並びに損傷の測定は,次による。
a) 試験片表面の観察は,5.4.3 のb) 及びc) による。
b) 試験片断面の組織観察は,TBCの組織を明確に識別することが可能な顕微鏡を用いて適切な倍率で行
い,組織写真を撮影する。ただし,製品から切り出した試験片の端部は,観察対象外とする。
6
熱衝撃試験
6.1
一般
試験片を炉加熱後に水冷してTBCに熱衝撃を与え,TBCのはく離の有無を確認し,外観が健全な状態
を維持している試験片の残存密着強さを測定する。
注記 熱衝撃試験は,ガスタービンの停止時などの特殊な環境下でのTBCの損傷評価に有効である。
6.2
試験装置
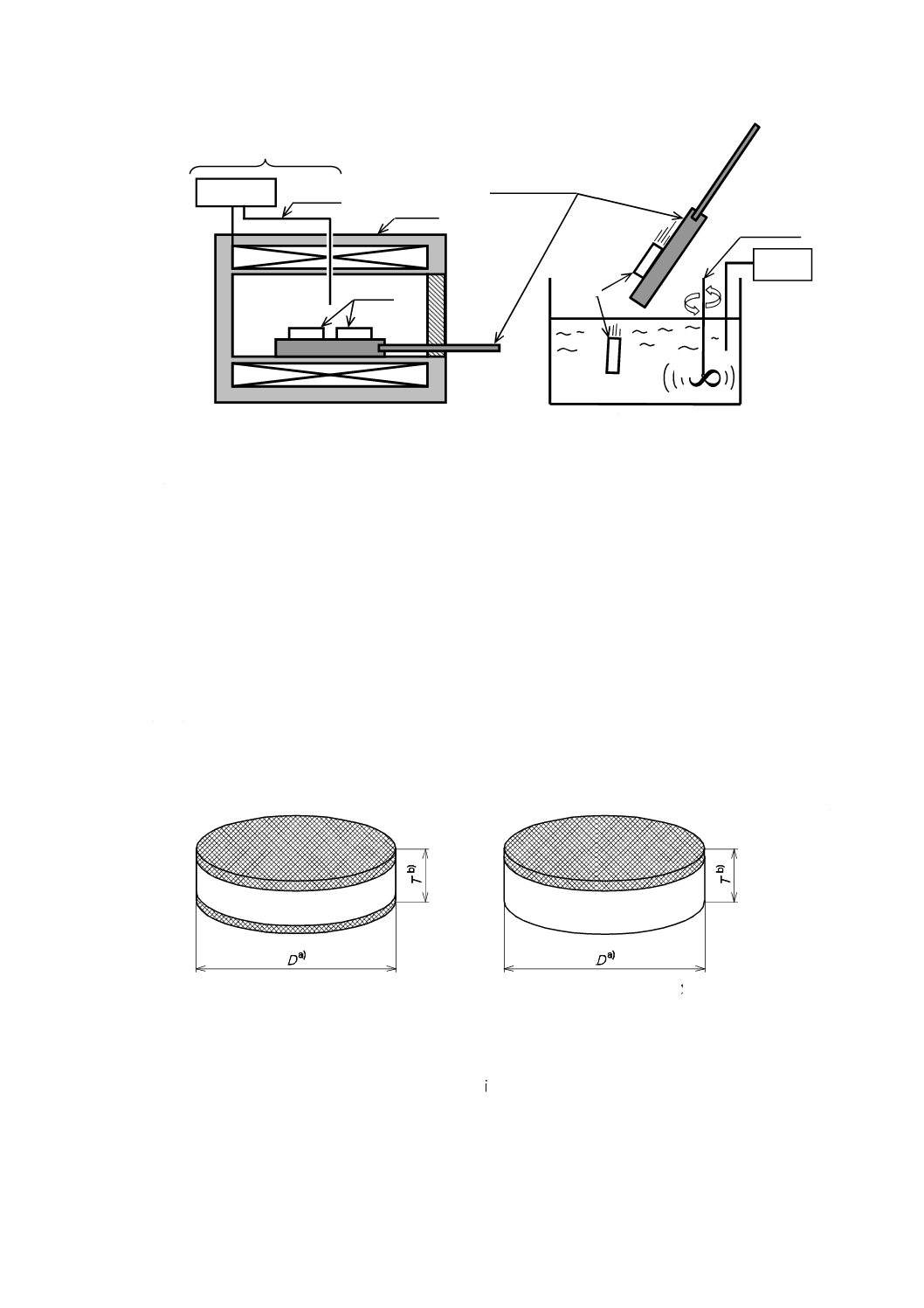
試験装置は,加熱装置,温度調節装置及び冷却水槽で構成し,次による。試験装置の基本構成の例を,
図10に示す。
6.2.1
加熱装置 加熱装置は,温度調節装置及び加熱炉で構成し,外気の流通が可能な試験室をもつ構造
とする。
なお,マッフル電気抵抗炉を用いてもよい。
6.2.2
温度調節装置 温度調節装置は,5.2.2による。
6.2.3
冷却水槽 冷却水槽は,次による。
a) 水温を測定する温度計及びかくはん機を備えているものとする。
b) 試験片全体を急冷できるように,十分な容積をもつものとする。
10
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10−熱衝撃試験装置の基本構成の例
6.3
試験片
試験片は,次による。
a) 試験片は,製品から直径20〜40 mmの大きさに切り出すものとする。試験片は製品を代表できるもの
とする。
なお,試験片の切出しは,精密切断機を用い,湿式でTBC側から緩やかに切断する。
b) a) によって試験片の切出しが困難な場合には,製品と同質の基材に製品と同一の条件でTBCを施し
て試験片を作製する。TBCは,基材両面に施すことが望ましい。ただし,基材両面への被覆が困難な
場合には,片面にだけ被覆した試験片を用いてもよい。この場合,試験片の形状及び寸法は,次によ
る。
1) 試験片は,図11に示すように円板状とする。
2) 基材の端部は,適切な方法で0.5〜2 mmの曲率加工又は面取りを行う。
単位 mm
a) 上下両面TBC b) 片面TBC
D:直径
T:全厚
網掛け部:有効面
注a) 20〜40とする。
b) 1.5〜5.0とする。
図11−円板状試験片の形状・寸法
試験片支持具
水
8
冷却水槽
温度計
試験片
かくはん機
加熱装置
温度制御器
試験片
温度調節装置
熱電対
加熱炉
11
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験片の表面は,特に指定がない限り,被覆したままの状態とする。
d) 試験片の寸法の測定は,5.3 d) による。
6.4
試験
6.4.1
熱衝撃の負荷
試験片を所定の試験温度に調節した加熱装置に装入して10分間保持した後に取り出し,直ちに水温を
293±3 Kに調節した冷却水槽に投入して急冷し,水中で30秒以上冷却した後,水中から取り出して十分
に乾燥させる。
6.4.2
熱衝撃の繰返し負荷
熱衝撃を繰返し負荷する場合は,6.4.1で得た試験片を,所定の試験温度に調節した加熱装置に再度装入
して加熱した後,急冷する操作を繰り返す。
6.4.3
熱衝撃負荷後の試験片の観察
目視によって又は拡大鏡を用いて,熱衝撃負荷後の試験片におけるTBCの割れ及びはく離の有無を確認
する。TBCに割れ及びはく離が生じた場合には,その旨及び熱衝撃の繰返し数を記録し,残存密着強さの
測定は行わない。
6.4.4
残存密着強さの測定
残存密着強さ測定は,次による。
a) 測定操作 熱衝撃試験後,はく離が生じていない試験片に対し,JIS H 8402によって,試験片の両面
に試験片と同一直径の丸棒を接着剤でそれぞれ接着させ,TBC有効面に対して垂直方向に引張力を加
え,基材からTBCをはく離させることによって,残存密着強さを測定する。
b) 破断面の判定 この試験でいう残存密着強さは,破断面の状況が次の1)若しくは2)である場合,又は
1)と2)とが混在する場合の測定値で表し,これら以外の場合の測定値は参考値とする。
1) TBCと基材との界面における完全なはく離
2) TBC内の完全なはく離
c) 計算 残存密着強さは,式 (1) によって,0.1 MPaのけたまで算出し,JIS Z 8401の規則Aの規定に
よって,1 MPaのけたに丸める。
A
P
F=
····················································································· (1)
ここに,
F: 残存密着強さ (MPa)
P: 引張破断荷重 (N)
A: TBC面積 (mm2)
なお,上下両面TBCの試験片を用いた場合のTBC面積は,片面だけの面積とする。
6.4.5
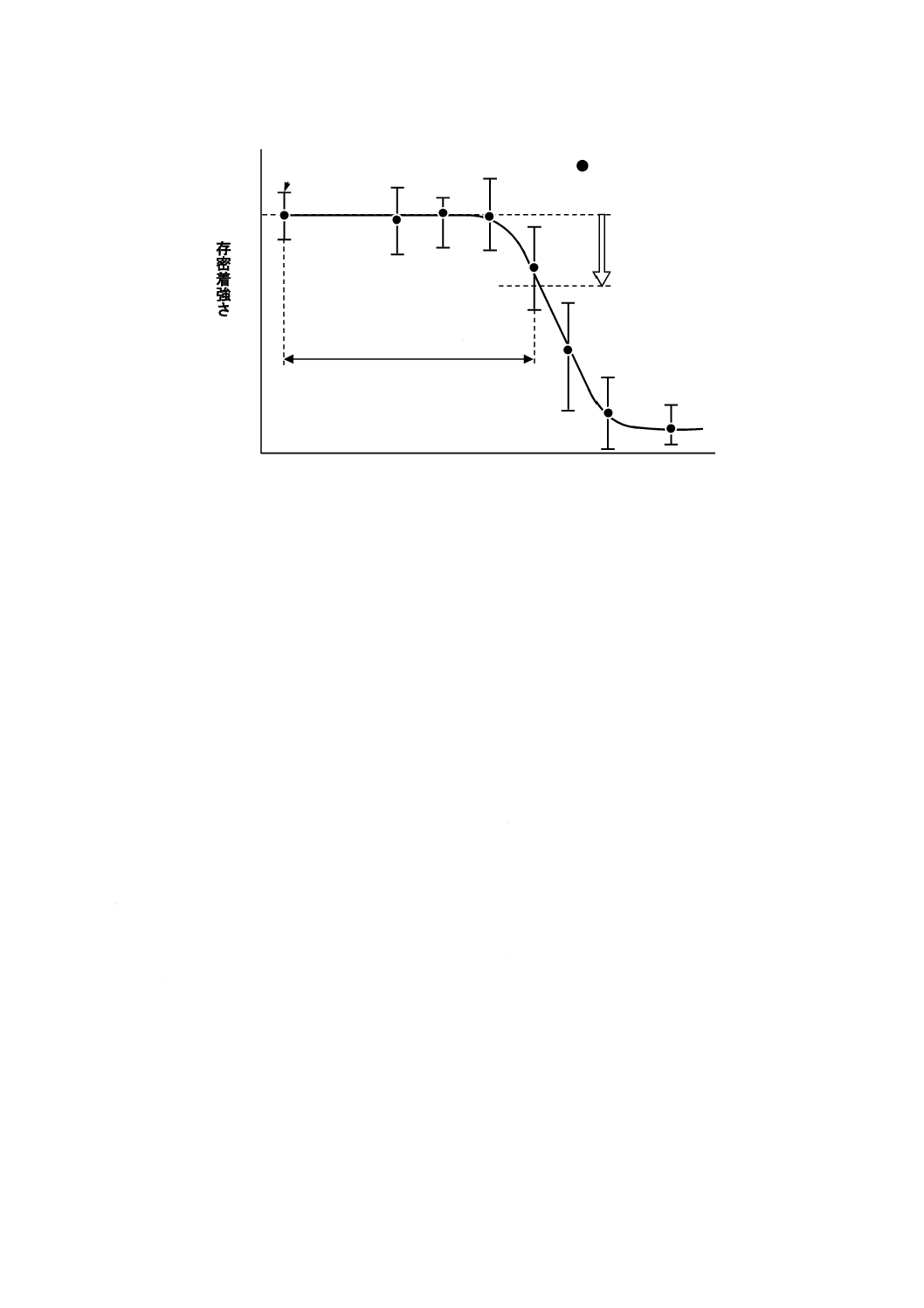
耐熱衝撃温度差の測定
図12に示す熱衝撃温度差と残存密着強さとの関係図を作成し,熱衝撃負荷前の常温での密着強さが熱衝
撃負荷によって30 %低下する直前の試験データの熱衝撃温度差を求め,耐熱衝撃温度差ΔTcとする。た
だし,ここで用いる試験データは,熱衝撃負荷後の密着強さが,常温での密着強さから20〜30 %低下す
る範囲内にあるものでなければならず,この範囲内に試験データが存在しない場合には,追加試験を行う。
12
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12−熱衝撃温度差と残存密着強さとの関係図の例
7
試験報告書
7.1
記載事項
試験報告書には,次の項目を記載する。
a) 熱サイクル試験
1) 基材材料名(製品名,JIS規格番号及び種類,ASTM規格番号及び種類など)
例1
ハステロイ® 2) X
注2) ハステロイは,Haynes International, Inc.が供給する製品の商標名である。この情報は,こ
の規格の利用者の便宜を図って記載するもので,この製品を推奨するものではない。同
じ結果が得られる場合は,これと同等の他のものを使用してもよい。
2) コーティング材料名(製品名,JIS規格番号及び種類,ASTM規格番号及び種類など)
注記1 コーティング材料は,JIS H 8260などを参照。
例2 トップコート:JIS H 8260, 12.44A-ZrO2-Y2O3 92 8A
ボンドコート:JIS H 8260, 4.7-CoNiCrAlY 38 32 21 8
3) 試験片の形状及び寸法
4) コーティング方法
注記2 コーティング方法は,JIS B 0128などを参照。
例3 トップコート:電子ビーム物理蒸着
ボンドコート:減圧プラズマ溶射
5) 試験片の数
6) 高温域及び低温域における試験温度
7) 高温域及び低温域における保持時間
8) 熱サイクルの繰返し数とはく離面積率との関係図
9) 試験終了熱サイクル繰返し数
10) はく離繰返し数
30%低下
常温密着強さ
試験データ
の平均値
印:
耐熱衝撃温度差⊿Tc
熱衝撃温度差
残存密着強さ
13
H 8451:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11) 試験後の試験片の外観写真及び断面組織写真
b) 熱衝撃試験
1) 基材材料名(製品名,JIS規格番号及び種類,ASTM規格番号及び種類など)
例4 ハステロイ® 2) X
2) コーティング材料名(製品名,JIS規格番号及び種類,ASTM規格番号及び種類など)
注記3 コーティング材料は,JIS H 8260などを参照。
例5 トップコート:JIS H 8260,12.44A-ZrO2-Y2O3 92 8A
ボンドコート:JIS H 8260,4.7-CoNiCrAlY 38 32 21 8
3) 試験片の形状及び寸法
4) コーティング方法
注記4 コーティング方法は,JIS B 0128などを参照。
例6 トップコート:電子ビーム物理蒸着
ボンドコート:減圧プラズマ溶射
5) 試験片の数
6) 熱衝撃温度差
7) 熱衝撃負荷前の常温密着強さ
8) 熱衝撃温度差と残存密着強さとの関係図
9) 耐熱衝撃温度差
7.2
付記事項
試験報告書には,次の項目などの記録を付記することが望ましい。
a) 熱サイクル試験
1) 基材のミルシート
2) 試験前後及び試験中の試験片質量
3) 昇温時間及び降温時間
b) 熱衝撃試験
1) 基材のミルシート
2) 熱衝撃負荷前後及び残存密着強さ測定後の試験片の外観写真
3) 残存密着強さ測定に使用した接着剤の種類
参考文献 JIS H 8260 溶射用粉末材料