H 8403:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験片,設備,消耗品及び補助器具 ····················································································· 2
5 測定の手順 ······················································································································ 2
5.1 試験片の前処理 ············································································································· 2
5.2 溶射材料供給量の測定 ···································································································· 3
5.3 溶射方法及び溶射皮膜の形成 ··························································································· 3
5.4 試験片の質量変化量の測定 ······························································································ 4
6 溶射効率の計算方法 ·········································································································· 4
7 測定の報告 ······················································································································ 4
8 表示······························································································································· 5
附属書A(規定)パイプ状試験片(A) ························································································ 6
附属書B(規定)平板状試験片(B) ··························································································· 7
附属書C(参考)溶射効率測定方法の報告(例) ······································································· 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 9
H 8403:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本溶射学会(JTSS)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8403:2013
溶射効率測定方法
Determination of the deposition efficiency for thermal spraying
序文
この規格は,2004年に第1版として発行されたISO 17836を基とし,対応国際規格の不十分な箇所を修
正し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,溶射材料及び溶射関連設備に関連した溶射プロセスに対する溶射効率の測定方法について
規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 17836:2004,Thermal spraying−Determination of the deposition efficiency for thermal spraying
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 8200 溶射用語
JIS H 8260 溶射用粉末材料
JIS H 8261 溶射用の線材,棒材及びコード材
JIS H 8300 亜鉛,アルミニウム及びそれらの合金溶射
JIS H 8302 肉盛溶射(鋼)
JIS H 8303 自溶合金溶射
JIS H 8304 セラミック溶射
JIS H 8306 サーメット溶射
JIS Z 8401 数値の丸め方
JIS Z 8402-1 測定方法及び測定結果の精確さ(真度及び精度)−第1部:一般的な原理及び定義
JIS Z 8402-6 測定方法及び測定結果の精確さ(真度及び精度)−第6部:精確さに関する値の実用的
な使い方
2
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS H 8200及びJIS Z 8402-1によるほか,次による。
3.1
溶射効率
標準条件下で試験片上に形成された溶射材料の質量と,供給された溶射材料の質量との比を百分率で表
したもの。
3.2
溶射材料供給量
溶射皮膜の形成時と同一条件において,溶射材料供給装置から溶射ガンを点火しない状態で供給される
溶射材料の単位時間当たりの質量。
4
試験片,設備,消耗品及び補助器具
a) 試験片 試験片は次の1) 又は2) のいずれかを選択する。
1) パイプ状試験片 寸法及び材質は,附属書Aによる。
2) 平板状試験片 寸法及び材質は,附属書Bによる。
なお,試験片の材質は,当事者間で規定した他の材質を使用してもよい。ただし,この場合は,
測定報告書(附属書C)に試験片に使用した材質を記載する。
b) 設備及び消耗品 設備及び消耗品は,次による。
1) 溶射装置 溶射プロセスにおいて一般的に使用されているものとする。溶射装置の溶射エネルギー
源は,燃料,ガス,プラズマガス又は電力とする。
なお,溶射装置のほかに溶射ガン及び試験片の移動又は回転を自動制御できるトラバース装置を
使用するものとする。
2) 溶射材料供給装置 粉末,ワイヤ又はロッドを安定して供給できる装置とする。
3) 溶射室(溶射ブース) 溶射で発生する人体に有害な騒音,紫外線及び光線から作業者を適切に保
護する設備とする。
4) フィルター及び集じん・排気装置 溶射で発生するヒューム及び粉じんを適切に捕集できるものと
する。
c) 補助器具 試験に当たっては,次の補助器具を用意する。
1) 試験片固定器具 試験片を保持できるもの。
2) はかり 測定の最小目盛が0.1 gのもの。
3) 時間測定器 測定の最小目盛が1秒のもの。
4) 長さ測定器 ワイヤ又はロッドの単位長さ当たりの質量から溶射材料供給量を小数点第1位まで求
めることができる精度をもつもの。
5
測定の手順
5.1
試験片の前処理
試験片の前処理は,次による。
a) 試験片は,受渡当事者間の協定による仕様書に従い,脱脂,ブラスト処理などの前処理を行い,これ
を記録する(対応する各溶射に関するJIS H 8300,JIS H 8302,JIS H 8303,JIS H 8304,JIS H 8306
及びこの規格の附属書C参照)。

3
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 前処理した試験片の質量は,はかりで有効数字3桁以上でひょう量し,これを記録する(箇条7及び
附属書C参照)。
5.2
溶射材料供給量の測定
溶射材料供給量の測定は,次による。
a) 溶射材料の供給量は,溶射材料供給が安定した後,30秒以上の測定を2回行う。
なお,粉末溶射材料の場合は,粉末供給開始30秒以上経過後から測定を開始する。ワイヤ又はロッ
ド溶射材料の場合は,溶射材料供給装置から供給されるワイヤ又はロッドの長さを測定し,あらかじ
め求めておいた単位長さ当たりの質量から供給量を求めてもよい。
b) 溶射材料供給量の測定値の平均値は,2回の測定に対してそれぞれ,はかりにより有効数字3桁以上
の測定値を求め,それらの平均値をJIS Z 8401の規則Aによって丸め,1分当たりの溶射材料の質量
(g/min)を小数点第1位まで記録する(箇条7及び附属書C参照)。
c) 2回の測定値の平均値の精度は,JIS Z 8402-6の併行条件で得た測定結果の採択性をチェックする方法
に従い,2個の測定結果の差の絶対値を,併行許容差r=2.8 σrと比較して判定するものとする(σr:併
行条件で得られた測定結果の標準偏差)。差の絶対値がrを超えるならば,さらに1個の測定結果を得
ることが望ましい。
5.3
溶射方法及び溶射皮膜の形成
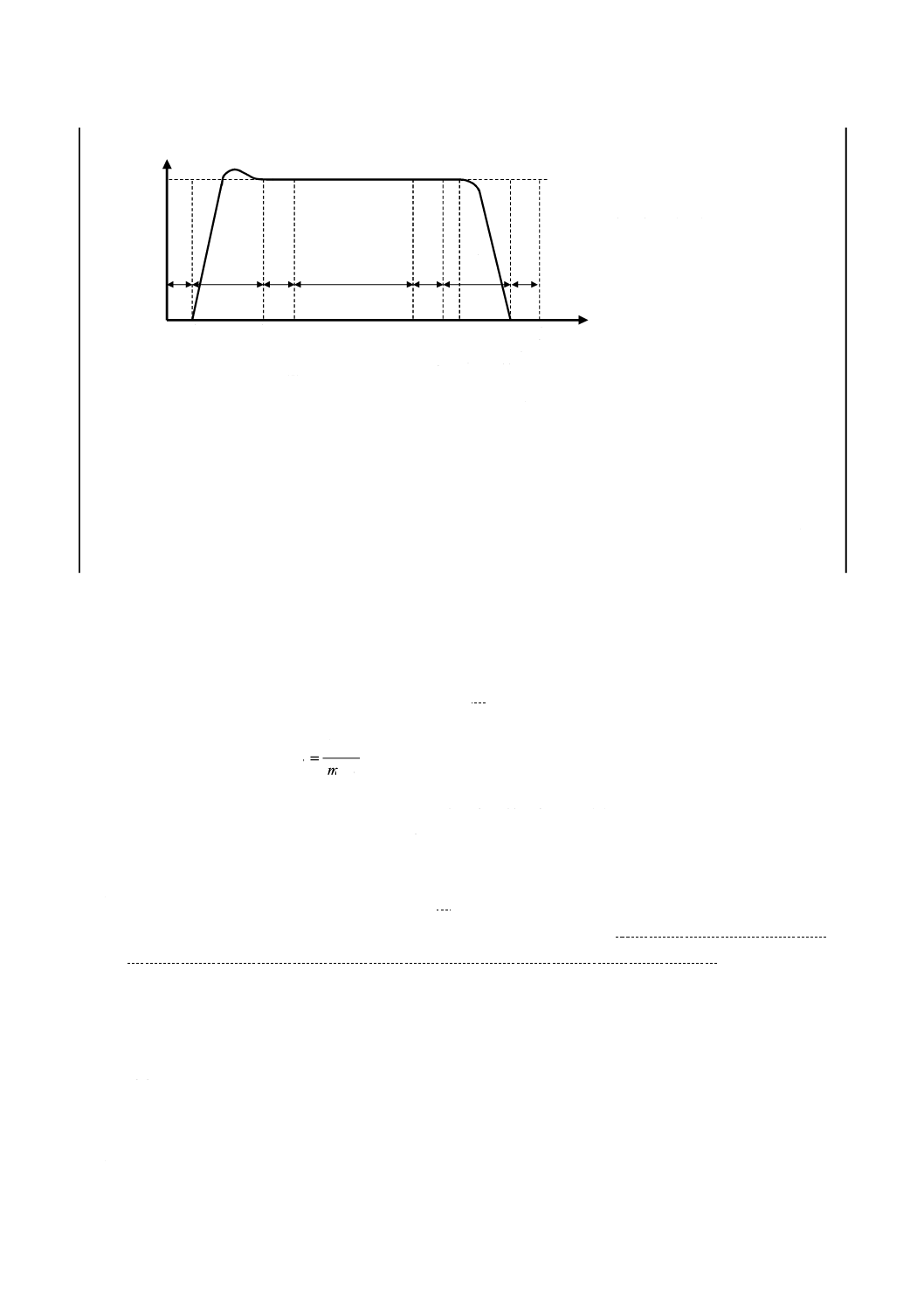
溶射方法及び溶射皮膜の形成は,次による(図1参照)。
a) 溶射方法は,対応する各溶射に関するJIS H 8300,JIS H 8302,JIS H 8303,JIS H 8304及びJIS H 8306
で規定された溶射皮膜の品質に適合した溶射方法による。
なお,皮膜は,仕様書に記載された皮膜形成条件を用いて形成し,皮膜形成条件を記録する(箇条
7及び附属書C参照)。
b) 試験片を,固定ホルダ又は回転装置にセットする。
c) 溶射ガン点火後,安定した運転状態になるまで保持する。
d) 溶射材料の供給を開始し,供給が安定するまで保持する。
e) 試験片上に溶射ガンを速やかに移動し,皮膜形成を開始する。
f)
皮膜形成は30秒以上行い,皮膜形成開始から皮膜形成終了までの溶射時間を記録する(箇条7及び附
属書C参照)。
なお,過熱の危険がある場合には,適切な冷却を行う。
g) 皮膜形成終了後,溶射ガンを速やかに試験片外の退避位置に移動する。
h) 溶射ガンの退避位置への移動を確認後,溶射材料の供給を停止する。
i)
溶射材料の供給が完全に停止したのを確認後,溶射ガンを消火する。
j)
b)〜i) の項目を,一試験片につき1回行い,二試験片に皮膜を形成する。
4
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−測定の手順
5.4
試験片の質量変化量の測定
それぞれの試験片への皮膜形成後,試験片をはかりで有効数字3桁以上でひょう量し,5.1 b) で記録し
た試験片の質量を差し引いて質量変化量とし,これを記録する(箇条7及び附属書C参照)。
6
溶射効率の計算方法
溶射効率の計算方法は,次による。
a) 溶射効率の計算は,各々の試験片に対し次の式を用いて行い,溶射効率ηD,iを小数点第1位まで計算
する。二試験片の溶射効率の平均値ηDは,JIS Z 8401によって丸め,小数点第0位まで求める。
なお,測定に用いたパラメータを記録する(箇条7及び附属書C参照)。
100
i
sm,
i
tp,
i
D,
×
∆
=mm
η
ここに,
ηD,i: 各試験片の溶射効率(%)
Δmtp,i: 試験片の質量変化量(g)
msm,i: 溶射材料の使用量(g)
溶射材料の使用量msm,iは,溶射時間(min)と溶射材料
供給量平均値(g/min)の積で求める。
b) 二試験片の溶射効率の平均値の精度は,JIS Z 8402-6の併行条件で得た測定結果の採択性をチェック
する方法に従い,2個の測定結果の差の絶対値を,併行許容差r=2.8 σrと比較して判定するものとす
る。差の絶対値がrを超えるならば,さらに1個の測定結果を得ることが望ましい。
7
測定の報告
溶射効率測定報告には,次の事項を記録する(附属書C参照)。
a) 溶射装置の形式及び溶射ガンの形式
b) 溶射材料供給装置名及びノズルの形状
c) 溶射方法
例 プラズマ溶射
d) 皮膜形成条件(ガス使用量,トラバース速度,ピッチ,回転数,溶射距離,アーク電圧,溶射電流な
溶
射
材
料
供
給
開
始
点
火
溶
射
材
料
供
給
安
定
皮
膜
形
成
開
始
皮
膜
形
成
終
了
d)
c)
e)
f)
g)
溶
射
ガ
ン
退
避
終
了
h)
停
止
処
理
開
始
溶
射
材
料
供
給
停
止
処
理
終
了
溶
射
材
料
供
給
消
火
i)
Y:溶射材料供給量(g)
t:試験時間(min)
c)〜i):5.3のc)〜i) による。
Y
t
5
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ど)
e) 試験片の形状,寸法及び材質
f)
試験片の前処理方法
g) 溶射材料(粉末の場合はJIS H 8260に,ワイヤ,ロッド及びコードの場合はJIS H 8261による。)及
びそのロット番号
h) 溶射材料供給量平均値
i)
二試験片の溶射効率の測定結果及びそれらの平均値
j)
日付,測定者の氏名及び署名
8
表示
溶射効率測定報告には,次の事項を表示する。
a) この規格の番号
b) 試験片の記号:A(パイプ状試験片)又はB(平板状試験片)
c) 溶射効率(%)の平均値
規格番号と試験片の記号との間にハイフンを付けて,次の例のように表示する。
例 JIS H 8403−A50
(試験片の記号がA,溶射効率の平均値が50 %の場合の表示例)
6
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
パイプ状試験片(A)
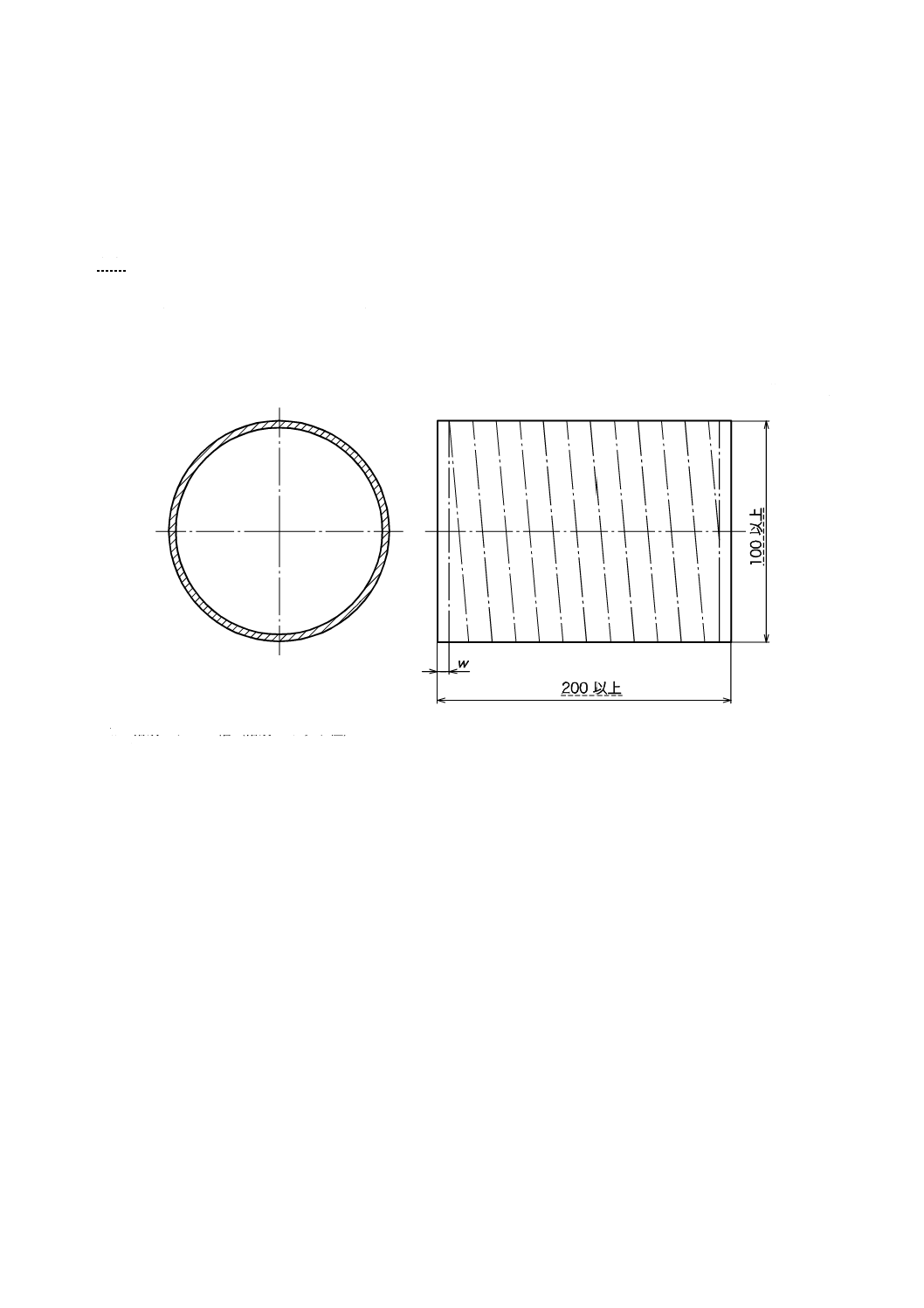
A.1 パイプ状試験片(A)
この試験片は,回転させ,溶射噴流をトラバースすることによって表面がコーティングされる。したが
って,溶射する領域は,端部から1溶射スポット径以上内側でなければならない。
パイプ状試験片の寸法は,図A.1による。
単位 mm
w:溶射パターン幅(溶射スポット径)
厚さ:2 mm以上
材質:SGP(配管用炭素鋼の黒管)(ただし,受渡当事者間の協定によって,これ以外の材質を使用してもよい。)
図A.1−パイプ状試験片の寸法
7
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
平板状試験片(B)
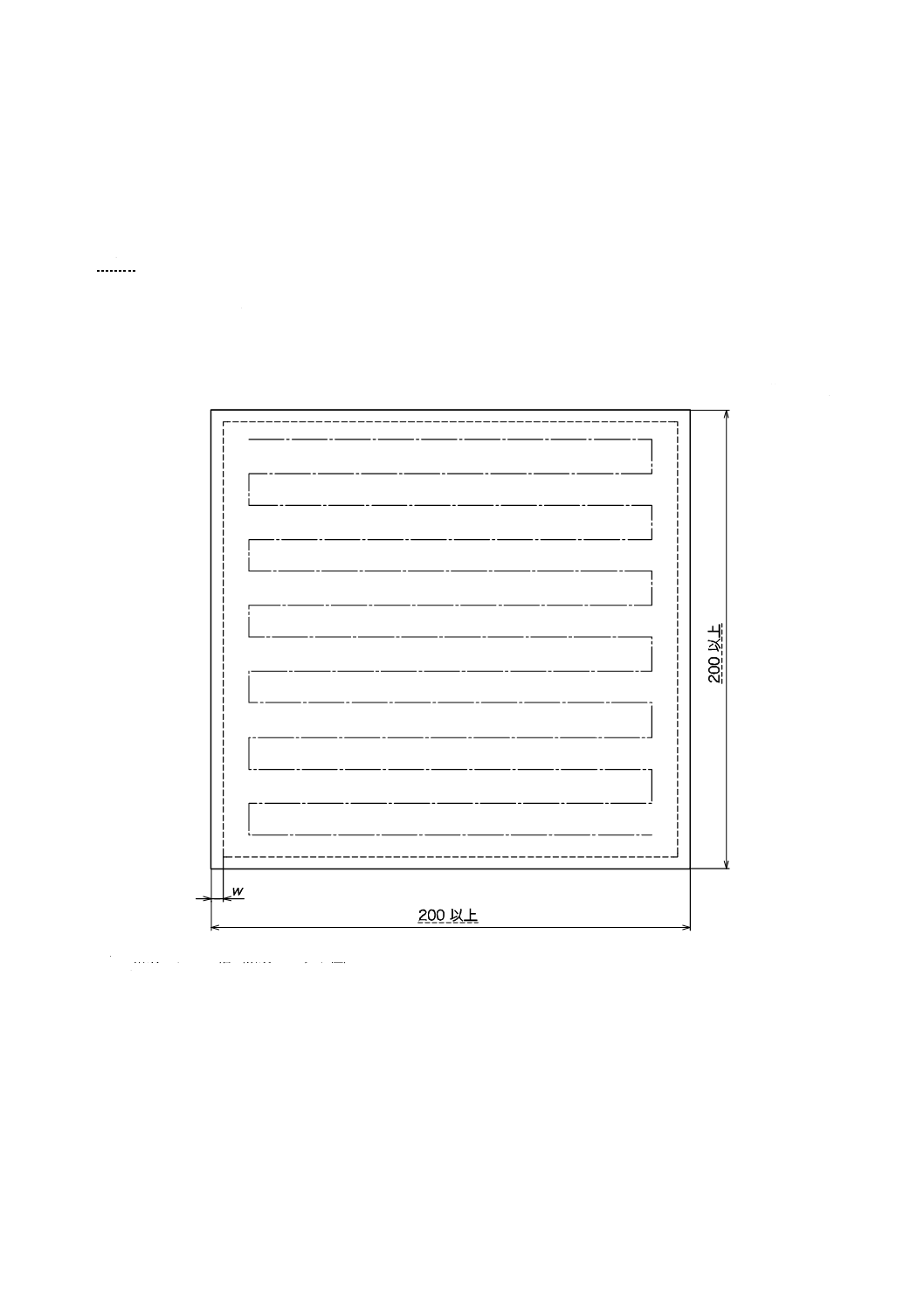
B.1
平板状試験片
この試験片は,溶射噴流をトラバースすることによってコーティングされる。したがって,溶射する領
域は,端部から1溶射スポット径以上内側でなければならない。
平板状試験片の寸法は,図B.1による。
単位 mm
w:溶射パターン幅(溶射スポット径)
厚さ:3 mm以上
材質:低炭素鋼(ただし,受渡当事者間の協定によって,これ以外の材質を使用してもよい。)
図B.1−平板状試験片の寸法
8
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
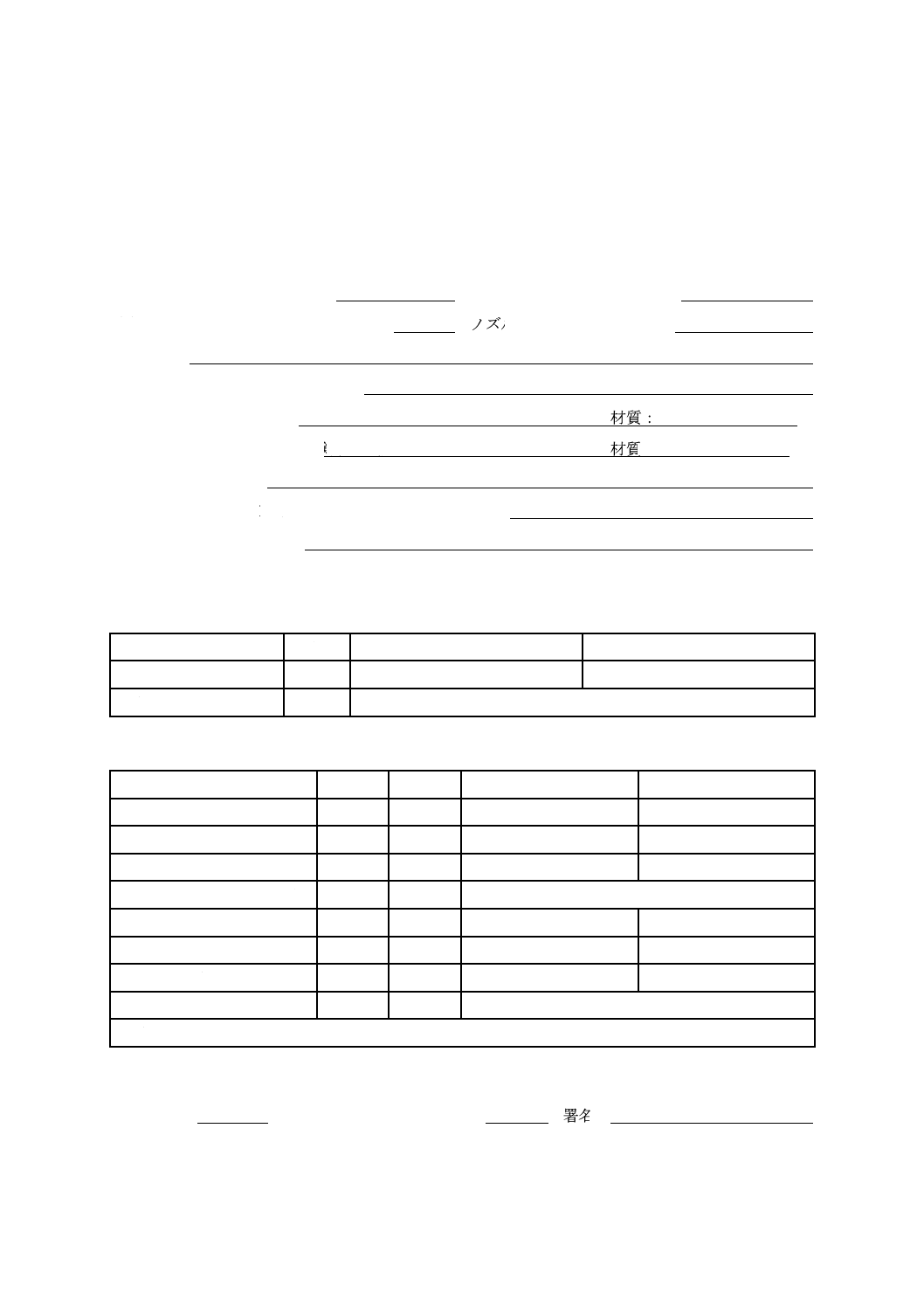
溶射効率測定方法の報告(例)
溶射装置の形式: 溶射ガンの形式:
溶射材料供給装置名: ノズルの形状:
溶射方法:
皮膜形成条件:
試験片:パイプ状試験片(試験片の寸法: 材質: )
平板状試験片 (試験片の寸法: 材質: )
試験片の前処理方法:
溶射材料(JIS H 8260及び/又はJIS H 8261による。):
ロット番号:
溶射材料供給量平均値の測定結果:
値
単位
試験1
試験2
溶射材料供給量
g/min
溶射材料供給量平均値
g/min
溶射効率測定結果:
値
記号
単位
試験1
試験2
試験片質量(試験前)
mtp1,i
g
試験片質量(試験後)
mtp2,i
g
試験片質量変化量
Δmtp,i
g
溶射材料供給量平均値a)
−
g/min
溶射時間
ts,i
s
溶射材料の使用量
msm,i
g
溶射効率
ηD,i
%
溶射効率平均値
ηD
%
注a) 上記(溶射材料供給量平均値の測定結果)の値を記入する。
日付: 測定者の氏名: 署名:
9
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS H 8403:2013 溶射効率測定方法
ISO 17836:2004 Thermal spraying−Determination of the deposition efficiency for
thermal spraying
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
−
2 引用規
格
関連溶射関係JIS規
格としてJIS H
8300,JIS H 8302,
JIS H 8303,JIS H
8304及びJIS H
8306のほか,JIS Z
8401,JIS Z 8402-1,
及びJIS Z 8402-6を
含む
2
関連溶射関係規格(EN
657,EN 1274,EN 13507,
EN ISO 14919)
変更
追加
ISO規格に引用されている
ISO 14917,ISO 14232及びISO
14919は,JISと整合しない項
目が含まれていることから,引
用規格をJIS H 8300,JIS H
8302,JIS H 8303,JIS H 8304
及びJIS H 8306に変更した。
測定結果の精度を規定する必
要から,測定結果の精確さを規
定するJISを引用した。
国際規格の見直しの提案を検討
する。
3 用語及
び定義
JIS H 8200及びJIS
Z 8402-1による定義
のほか二つの用語
を定義
3
溶射効率だけを定義
追加
JIS H 8200及びJIS Z 8402-1に
よる定義及び溶射材料供給量
の定義を追加した。
溶射材料供給量の定義を明確に
し,より分かりやすい規格とし
た。国際規格の見直しの提案を検
討する。
4 試験片,
設備,消耗
品及び補
助器具
4
測定項目はJISとほぼ同
じであるが,仕様は規定
されていない。
追加
ISO規格の規定が不十分なた
め,JISでは試験片の材質,並
びに設備及び消耗品の仕様に
ついて追加した。
国際規格の見直しの提案を検討
する。
6
H
8
4
0
3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 試験片,
設備,消耗
品及び補
助器具
4
はかりとして測定の最小
目盛が1 gのもの。
変更
ISO規格では溶射試験前後の
質量差を求める際のひょう量
誤差が大きく,より高精度のは
かり(最小目盛0.1 g)を規定
した。
国際規格の見直しの提案を検討
する。
5 測定の
手順
5
試験手順の概要を規定。
変更
ISO規格は,曖昧であるため,
JISでは,試験手順を試験片の
前処理,溶射材料供給量の測
定,溶射方法及び溶射皮膜の形
成,並びに試験片の重量変化量
の測定に分けて規定した。JIS
では,溶射材料供給量の測定値
の平均値に対する精度を規定
した。
国際規格の見直しの提案を検討
する。
6 溶射効
率の計算
方法
6
JISとほぼ同じ。
追加
ISO規格では,平均値の丸め方
が規定されていないため,JIS
では,追加した。JISでは,溶
射効率の測定値の平均値に対
する精度を規定した。
国際規格の見直しの提案を検討
する。
7 測定の
報告
7
JISとほぼ同じ。
変更
JISでは,溶射材料をJIS H
8260又はJIS H 8261に変更し
た。実質的な差異はない。
−
8 表示
8
JISとほぼ同じ。
変更
JISでは,表記の例をEN ISO
17836からJIS H 8403に変更
した。実質的な差異はない。
−
附属書A
(規定)
附属書A
(規定)
JISとほぼ同じ。
変更
試験片寸法の記載方法を変更
するとともに材質を追加した。
国際規格の見直しの提案を検討
する。
附属書B
(規定)
附属書B
(規定)
JISとほぼ同じ。
変更
試験片寸法の記載方法を変更
するとともに材質を追加した。
国際規格の見直しの提案を検討
する。
附属書C
(参考)
6
H
8
4
0
3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
H 8403:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 17836:2004,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
6
H
8
4
0
3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。