1
H
8401 :
19
99
解
説
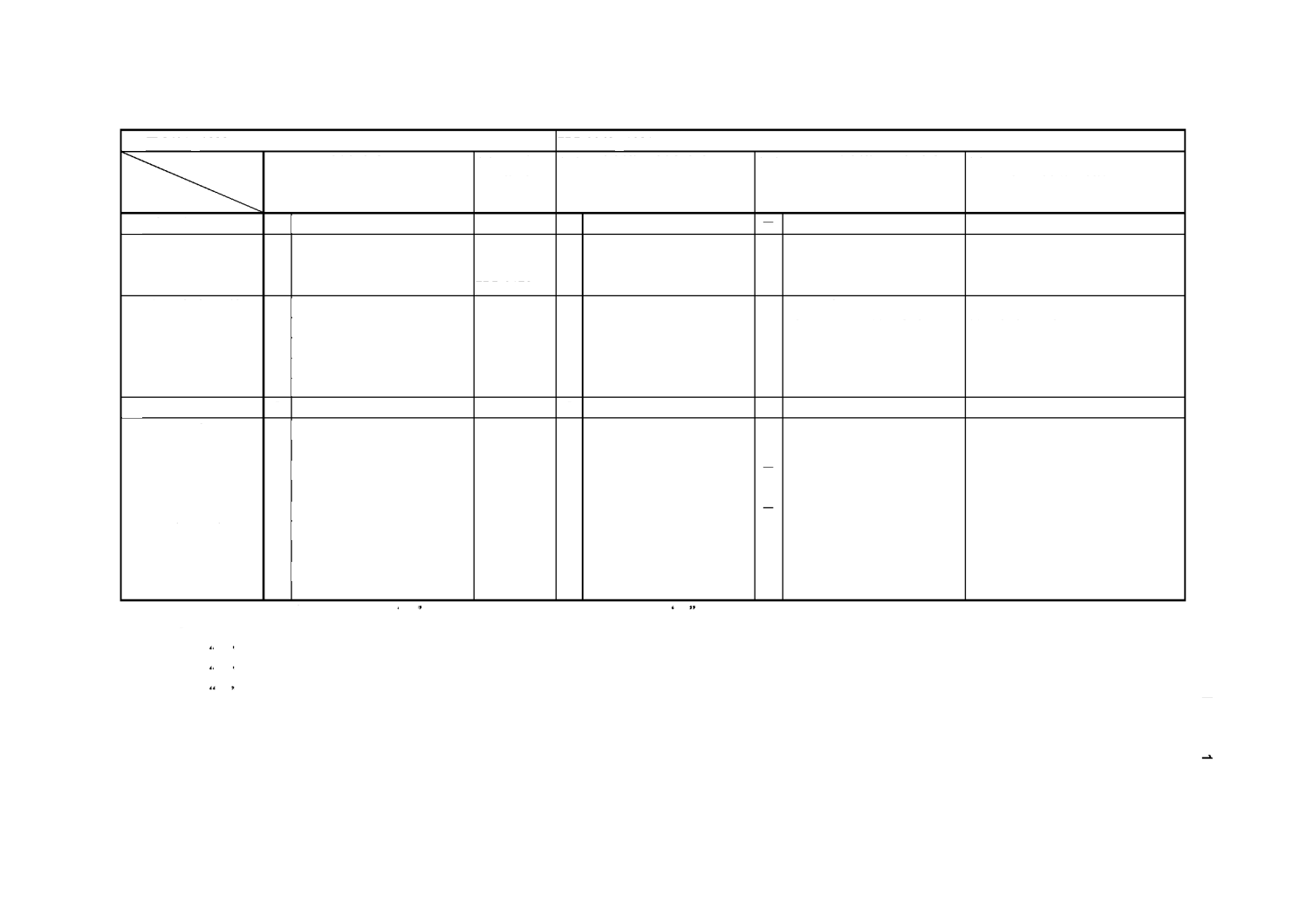
解説付表
1
JIS
と対応する国際規格との対比表
JIS H 8401
: 1999
溶射皮膜の厚さ試験方法
ISO 2063
: 1991
金属及び他の無機皮膜−溶射−亜鉛,アルミニウム及びそれらの合金
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規
格番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との整合が困難な
理由及び今後の対策
(1)
適用範囲
○
溶射製品の厚さ試験方法
ISO 2063
○ 溶射皮膜の厚さ試験方法
≡
(2)
引用規格
ISO 2064
ISO 1463
ISO 2178
厚さ測定の定義と協定
顕微鏡断面試験方法
触針走査試験方法
(3)
試験方法の種類
○
測微器による試験方法
顕微鏡断面試験方法
磁力式試験方法
渦電流式試験方法
触針走査式試験方法
○ 顕微鏡断面試験方法
磁力式試験方法
=
ISO
原案に
測微器による試験方法
渦電流式試験方法
触針走査式試験方法を追加
すべての材料が測定できるように
試験方法を追加する
(4)
試料
○
○
=
(5)
測 微 器 に よ る 試
験方法
○
測微器による試験方法
−
−
ISO
には規定されていない
すべての材料が測定できるように
試験方法を追加する
(6)
顕 微 鏡 断 面 試 験
方法
○
顕微鏡断面試験方法
○ 顕微鏡断面試験方法
≡
(7)
磁力式試験方法
○
磁力式試験方法
○ 磁力式試験方法
≡
(8)
渦 電 流 式 試 験 方
法
○
渦電流式試験方法
−
−
ISO
には規定されていない
(9)
触 針 走 査 式 試 験
方法
○
触針走査式試験方法
−
−
ISO
には規定されていない
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
− :該当項目がない場合。