H 7601-1:2002
(1)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人大阪科学技術センター付属ニューマ
テリアルセンター(OSTEC)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格で
ある。
JIS H 7601-1には,次に示す附属書がある。
附属書1(参考)金属間化合物の種類及びその性質
附属書2(参考)試験片の表面加工処理方法
JIS H 7601の規格群には,次に示す部編成がある。
JIS H 7601-1 第1部:室温引張試験
JIS H 7601-2 第2部:高温引張試験
H 7601-1:2002
(2)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験の原理 ····················································································································· 2
5. 試験片 ··························································································································· 2
6. 試験装置 ························································································································ 3
6.1 試験機 ························································································································· 3
6.2 つかみ装置 ··················································································································· 3
6.3 伸び計 ························································································································· 3
7. 試験 ······························································································································ 3
7.1 試験方法 ······················································································································ 3
7.2 降伏点又は耐力及び引張強さの測定 ··················································································· 3
7.3 破断伸びの測定 ············································································································· 3
7.4 絞りの測定 ··················································································································· 3
8. 試験結果の表示 ··············································································································· 3
9. 報告 ······························································································································ 3
附属書1(参考)金属間化合物の種類及びその性質 ····································································· 5
附属書2(参考)試験片の表面加工処理方法 ·············································································· 6
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 7601-1:2002
金属間化合物の引張試験方法―
第1部:室温引張試験
Method of tensile test for intermetallic compounds―
Part 1: Room temperature tensile test
序文 金属間化合物は,特性的に金属とセラミックスとの中間に位置する材料群である。この規格の目的
は,金属間化合物の引張特性に及ぼす試験技術の影響をできるだけ減らすことによって,各機関で得られ
たデータの相互比較を可能にすることである。特に,金属間化合物の室温における引張特性は,試験片表
面の加工状態に強く影響を受けることが知られている。そのため,この規格では,試験片表面の加工の状
態によって,試験片に等級区分を設けた。
1. 適用範囲 この規格は,金属間化合物の室温での引張試験方法について規定する。
参考 金属間化合物の種類及びその性質は,附属書1を参照。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7721 引張・圧縮試験機―力計測系の校正・検証方法
JIS B 7741 一軸試験に使用する伸び計の検証方法
JIS G 0202 鉄鋼用語(試験)
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 8401 数値の丸め方
3. 定義 この規格で用いる主な用語の定義は,JIS G 0202によるほか,次による。
a) 標点距離(L) 平行部に付けた2標点間の距離で伸び測定の基準となる長さ。
1) 原標点距離(Lo) 試験片に力を加える前の標点距離。
2) 最終標点距離(Lu) 試験片が破断した後の標点距離。
b) 伸び計の標点距離(Le) 伸び計によって伸びを測定するために試験片の平行部に設定された長さ。
この長さは,Loと異なってもよいが,試験片の幅・径より大きく,平行部長さより小さくなければな
らない。
c) 伸び 試験中の任意の時点における,原標点距離の増分。
d) 伸び(%)
1) 永久伸び(%) 規定応力を除去した後の試験片の原標点距離の増分で,原標点距離に対して百分
2
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
率で表した値。
2) 破断伸び(%) 破断後の標点距離の永久伸び(Lu−Lo)で,原標点距離に対して百分率で表した
値。
3) 破断時全伸び(%) 破断の瞬間における全伸び(弾性変形と塑性変形とを含む。)を原標点距離に
対する百分率で表した値。
e) 絞り(%) 試験中に発生した断面積の最大変化量で,原断面積に対して百分率で表した値。
4. 試験の原理 室温で試験片の長手方向に引張りの力を加えることによって試験片に破壊するまでひず
みを与えて,降伏点,耐力,引張強さ,降伏伸び,破断伸び,絞りなどの機械的性質のすべて又はその一
部を測定する。
5. 試験片 試験片は,次による。
a) 試験片は,円形断面の丸棒試験片を用いる。丸棒試験片を採取することができない場合には,板状試
験片を使用してもよい。板状試験片は,JIS Z 2201の14 B号とする。ただし,いずれの試験片でも素
材の形状及び/又は寸法によっては,JIS Z 2201の定形試験片を用いてもよい。
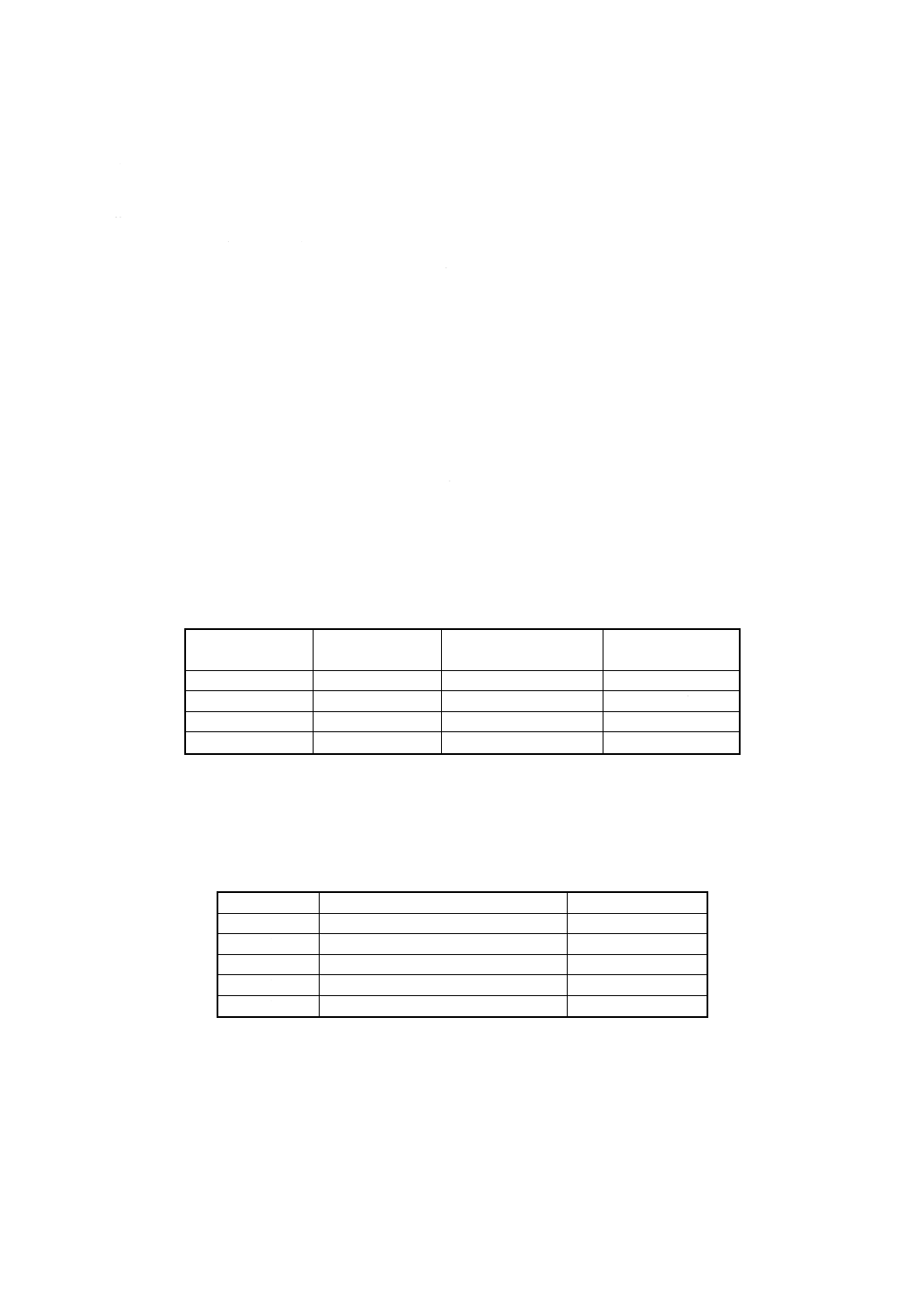
b) 丸棒試験片の寸法は,表1による。
表 1 丸棒試験片の寸法
単位 mm
平行部の径
D
標点距離
Lo
平行部の長さ
P
肩部の半径
R
4
20
5.5 D 〜 7.5 D
15 以上
6
30
5.5 D 〜 7.5 D
15 以上
8
40
5.5 D 〜 7.5 D
15 以上
10
50
5.5 D 〜 7.5 D
15 以上
c) 試験片平行部の寸法に対する許容差は,JIS Z 2201の規定による。
d) 試験片は,平行部の表面仕上げ状態によって,表2に示す5種類に区分する。
表 2 試験片平行部の表面仕上げの区分
等級
試験片平行部の表面仕上げの種類
仕上げの状態
0.5級
電解研磨仕上げ
1級
研磨仕上げ
#1500の研磨
2級
研磨仕上げ
#400の研磨
3級
切削仕上げ
4級
機械加工なし
3
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 試験片平行部の表面仕上げの各工程は,前加工のこん跡がなくなる
まで行わなければならない。
2. このうちの#1500の研磨仕上げ(1級)を標準の加工状態とする。
3. 精密鋳造材については,表面微小硬さで等級を区分してもよい。こ
の場合,精密鋳造材及びそれから作製した各等級の表面仕上げ材を
表面微小硬さで比較して,精密鋳造材と同等な硬さを示す表面仕上
げ材の等級を選び出し,それを精密鋳造材の等級とする。
なお,等級決定の根拠となるデータを報告書に記載しなければな
らない。
参考 試験片の表面加工処理方法は,附属書2を参照する。
6. 試験装置
6.1
試験機 試験機は,JIS B 7721の等級1級以上とする。
6.2
つかみ装置 試験片のつかみ装置は,試験中試験片を試験機の作動中心線上に保持できるもので,
引張り以外の力が加わらない構造のものとする。
6.3
伸び計 伸び計は,JIS B 7741の等級1級以上とする。ナイフエッジ又はピポット式標点をもつ伸
び計を取り付けられない場合には,降伏点又は耐力の測定を目的にひずみゲージを使用してもよい。
7. 試験
7.1
試験方法 試験開始から連続的に引張力を負荷し,降伏点又は耐力近傍及びそれ以降破断に至るま
での試験片標点間のひずみ速度は2 ± 1 %/minとする。 試験温度は10〜35 ℃の範囲内とし,温度管理が
必要なときは23 ± 5 ℃とする。
7.2
降伏点又は耐力及び引張強さの測定 試験開始から力及び伸びを連続的に記録して,得られた応力
―伸び曲線(応力―ひずみ曲線)からJIS Z 2241の方法に従って測定する。
7.3
破断伸びの測定
a) 破断伸びが3 %に満たない場合には,伸び計を用いて得られる応力―伸び曲線(応力―ひずみ曲線)
から求めた永久伸びを破断伸びとする。
b) 破断伸びが3 %を超える場合には,破断した試験片の軸が直線となるように破断面を突き合わせJIS
Z 2241の方法に従って測定する。
c) ナイフエッジ又はピポット式標点をもつ伸び計又はひずみゲージを取り付けられない試験片,及び表
面加工を施すことなくひずみゲージを装着した試験片では,例外的処置として,破断伸びが3 %未満
であっても突合せ法によって破断伸びを測定してよい。
7.4
絞りの測定 絞りはJIS Z 2241の方法に従って測定する。
備考 試験片に表面加工を施すことなくひずみゲージを装着した場合には,その試験から引張強さ,
破断伸び及び絞りを求めてよい。しかし,試験片に表面加工を施してひずみゲージを装着した
場合には,その試験から引張強さ,破断伸び及び絞りを求めてはならない。
8. 試験結果の表示
a) 降伏点,耐力及び引張強さは,JIS Z 8401によって整数に丸める。
b) 降伏伸び,破断伸び及び絞りは,JIS Z 8401によって小数点第1位に丸める。
9. 報告 報告書には,次の事項を記載する。
4
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験材料
1) 製造業者名
2) 材料の名称
3) 種類又は記号
4) 溶解番号
5) 化学成分
6) 加工条件
7) 熱処理条件
b) 試験片
1) 素材からの試験片採取条件
2) 形状・寸法
3) 試験片の等級及び加工条件
c) 試験条件
1) 試験機及び伸び計の形式・等級
2) 試験温度
3) ひずみ速度の制御方法
4) ひずみ速度
d) 試験結果
1) 降伏点又は耐力
2) 引張強さ
3) 伸び及びその測定方法
4) 絞り
5) 力―伸び曲線
6) 試験片の破断位置
5
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 金属間化合物の種類及びその性質
この附属書(参考)は,金属間化合物の種類及びその性質について記述するものであり,規定の一部で
はない。
元素の周期表では非金属性が強い元素は右に位置するように配置されており,元素はその位置から金属
元素・半金属元素・非金属元素に大別される。金属元素(半金属を含む。)同士の化合物と定義される金属
間化合物は,元素の組合せによって金属結合の色彩が濃い金属性金属間化合物から,共有結合やイオン結
合が強い役割を果たす非金属性金属間化合物まで含む膨大な数の材料群である。原子結合における非金属
性の増加は,隣接原子間に直接働く結合力の効果によって高温強度の上昇をもたらすが,同時に室温にお
ける展延性の減少を引き起こす。このため金属間化合物の室温引張試験としては,小さい値をもつ伸び・
絞りの測定が重要な課題となる。
機能材料として用いられる金属間化合物には,伸びが大きいものからゼロに近いものがある。高温強度
材料としては,非金属性をある程度含む金属間化合物が選ばれるために,伸びは必然的に制約されるが,
1 %以上の伸びが確保されることが実用上望まれている。高温塑性加工及び切削加工が可能なことが多く,
また,ある程度の伸びと大きい高温強度を確保できる金属間化合物としてはアルミナイドが挙げられる。
その中の一つであるTiAlは,優れた軽量耐熱材料として知られている。非金属性がもう一段強いシリサイ
ドの高温強度材料としての進展は,今後の研究開発にかかっている。高温耐食材料としての金属間化合物
では,伸びの確保は高温強度材料よりも容易であることが多い。
金属間化合物材料では,ある金属間化合物をベース材料として通常の合金のように組成と組織とを制御
する。したがって,ベースとなる材料をもとに,例えば,TiAl合金,TiAl基合金などと称す。また,組成
に重点を置いて,例えば,Ti-48 at%Al合金などとも表示する。
6
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 試験片の表面加工処理方法
この附属書(参考)は,各等級の試験片の加工手順及び加工条件の例を示すものであり,規定の一部で
はない。
金属間化合物の引張特性は,試験片の表面状態の影響を強く受ける。そのため,試験結果の比較が容易
に行えるよう,試験片表面状態を規定する必要が生じる。マイクロクラック,残留応力などの表面状態は,
試験片の加工方法に依存するため,加工方法を規定する必要が生じるが,工業製品の場合には,種々の仕
上げ状態が想定される。そこで,試験片平行部に対する表面仕上げの種類によって試験片の等級を区分し
た。
1. 各等級の試験片の加工手順
0.5級 切削加工―エメリー研磨(#400)―バフ研磨(#1500)―電解研磨
1級 切削加工―エメリー研磨(#400)―バフ研磨(#1500)
2級 切削加工―エメリー研磨(#400)
3級 切削加工
4級 機械加工なし(鋳肌又は塑性加工のまま)
2. TiAl試験片に対する加工方法例 TiAl合金を用いた調査研究において,引張特性に及ぼす試験片表面
状態の影響を調査するために作製した試験片の標準的加工条件を示す。
a) 切削加工
加工方法:
旋盤によって加工
切削工具:
超硬チップ(M10)
切削速度:
10 m/min
切込み深さ: 粗加工:0.5〜1 mm,仕上げ加工:0.05 mm
送り速度:
0.1 mm/rev
b) エメリー研磨
加工方法:
旋盤で試験片を回転させ,研磨紙によって研磨
使用工具:
JIS R 6251及びJIS R 6252の#400研磨布紙
旋盤回転数: 1 200 min−1
c) バフ研磨
加工方法:
旋盤で試験片を回転させ,研磨布(バフ)によって研磨
研磨粒子:
6 μmダイヤモンド粒子
d) 電解研磨
電解液:
6 vol%過塩素酸 + 34 vol%ブチルアルコール + 60 vol%エチルアルコール
液温:
−30 ℃
電流密度:
3 mA/mm2
直径4 mm,平行部30 mmの場合の電流: 1.1 A
電解時間:
5〜10分(基本的には5分で実施)
7
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目視及び投影機によって表面状態を確認
その他:
電解研磨は,平行部と肩部の一部に実施。
ねじ部から肩部にかけては,研磨されないようにビニルテープなどでマスキングして
研磨を実施。
関連規格 JIS R 6251 研磨布
JIS R 6252 研磨紙
8
H 7601-1:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 非鉄金属技術専門委員会 構成表
氏名
所属
(委員会長) 神 尾 彰 彦
東京工業大学(名誉教授)
(委員)
藍 田 勲
株式会社神戸製鋼所
有 川 彰 一
財団法人日本船舶標準協会
一 瀬 明
住友金属鉱山株式会社
今 福 豊
日本伸銅協会
(三菱マテリアル株式会社非鉄材料カンパニー銅加工製品部)
碓 井 栄 喜
社団法人軽金属学会
(株式会社神戸製鋼所)
齋 藤 鐵 哉
独立行政法人物質・材料研究機構
酒 井 勝 之
社団法人日本アルミニウム協会
(三菱アルミニウム株式会社)
中 村 守
独立行政法人産業技術総合研究所
西 村 尚
東京都立工業高等専門学校
岩 坂 光 富
日本鉱業協会
村 上 陽 一
社団法人日本電機工業会
柳 沢 健 史
古河電気工業株式会社裸線事業部
山 田 桑太郎
社団法人日本鉄道車輌工業会