H 7308:2017 (IEC 61788-12:2013)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 装置······························································································································· 2
6 試験方法························································································································· 3
6.1 試料の準備 ··················································································································· 3
6.2 測定 ···························································································································· 3
6.3 2本目の試料の試験方法 ·································································································· 4
6.4 紙の質量 ······················································································································ 4
7 結果の計算 ······················································································································ 4
8 試験方法の不確かさ ·········································································································· 4
9 試験報告························································································································· 4
9.1 非銅部に対する銅部の体積比 ··························································································· 4
9.2 試験試料の照合 ············································································································· 4
附属書A(規定)測定−画像処理法 ························································································· 6
附属書B(規定)測定−銅質量法 ···························································································· 7
附属書C(規定)測定−プラニメータ法 ··················································································· 8
附属書D(参考)試料研磨法 ·································································································· 9
附属書E(参考)Nb3Sn生成のための熱処理前後における非銅部に対する銅部の体積比の相違 ··········· 10
附属書F(参考)コピー時の紙の質量の偏り ············································································· 11
附属書G(参考)銅安定化Nb3Sn複合超電導線の断面構成 ·························································· 12
附属書H(参考)不確かさの考察 ··························································································· 13
附属書I(参考)銅安定化Nb3Sn複合超電導線の非銅部に対する銅比測定試験方法の不確かさの評価 ·· 14
H 7308:2017 (IEC 61788-12:2013)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
電線工業会(JCMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS H 7308:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
H 7308:2017
(IEC 61788-12:2013)
超電導−
超電導体に対するマトリックス体積比試験方法−
ニオブ3すず複合超電導線の
非銅部に対する銅部体積比
Superconductivity-Matrix to superconductor volume ratio
measurement-Copper to non-copper volume ratio of Nb3Sn composite
superconducting wires
序文
この規格は,2013年に第2版として発行されたIEC 61788-12を基に,技術的内容及び構成を変更する
ことなく作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある参考事項は,対応国際規格にはない事項である。
超電導線の重要な特性である臨界電流密度及びその安定性を決めるときに,銅体積比は重要な役割を果
たす。
銅安定化ニオブ3すず多心フィラメント複合超電導線は,附属書Gに示すように,安定化材の配置によ
って外部銅安定化形,内部銅安定化形,銅安定化材分散形及び分散バリア銅安定化形の4種類に分けられ
る。
この規格は,より一般的な方法として,紙質量法を規定し,補足法として,画像処理法を附属書A,銅
質量法を附属書B及びプラニメータ法を附属書Cにそれぞれ示す。附属書Dには,試料研磨法を,附属
書Eには,Nb3Sn生成のための熱処理前後での非銅部に対する銅部の体積比の相違を,附属書Fには,コ
ピー時の紙の質量の偏りを,附属書Gには,銅安定化Nb3Sn複合超電導線の断面構成を,附属書Hには,
不確かさの考察を,及び附属書Iには,銅安定化Nb3Sn複合超電導線の非銅部に対する銅比測定試験方法
の不確かさの評価を示す。
1
適用範囲
この規格は,銅安定化ニオブ3すず多心フィラメント複合超電導線(以下,銅安定化Nb3Sn複合超電導
線という。)の非銅部に対する銅部の体積比を決める試験方法について規定する。
この規格は,断面積が0.1 mm2〜3 mm2,銅体積比が0.1以上の銅安定化Nb3Sn複合超電導線に適用し,
フィラメント径の大小及びNb3Sn生成のための熱処理の有無は問わない。ただし,フィラメント,すず,
銅−すず合金,バリア材及びその他の非銅部分が銅部中に分散する配置のもの並びに安定化材が分散して
いるものには適用しない。
この規格は,銅安定化Nb3Sn複合超電導線で,かつ,丸形又は四角形の断面構造をもつモノリス線につ
2
H 7308:2017 (IEC 61788-12:2013)
いても規定する。
この規格は,不確かさを評価しない場合は,適用範囲外の断面積及び銅体積比をもつ銅安定化Nb3Sn複
合超電導線にも適用することができる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 61788-12:2013,Superconductivity−Part 12: Matrix to superconductor volume ratio measurement
−Copper to non-copper volume ratio of Nb3Sn composite superconducting wires(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 7005 超電導関連用語
注記 対応国際規格:IEC 60050-815:2000,International Electrotechnical Vocabulary (IEV)−Part 815:
Superconductivity(MOD)
JIS H 7304 超電導−超電導体のマトリックス比試験方法−銅安定化ニオブ・チタン複合超電導線の
銅比
注記 対応国際規格:IEC 61788-5,Superconductivity−Part 5: Matrix to superconductor volume ratio
measurement−Copper to superconductor volume ratio of Cu/Nb-Ti composite superconducting wires
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS H 7005によるほか,次による。
3.1
(銅安定化Nb3Sn複合超電導線の)非銅部に対する銅部の体積比(copper to non-copper volume ratio)
Nb3Snを構成要素とする非銅部に対する安定化銅部の体積比。
注記 この規格では,Nb3Snを構成要素とする超電導線の特定の断面における非銅部と安定化銅部と
の面積比をもって体積比とみなす方法を規定している。
4
原理
非銅部に対する銅部の体積比の試験方法は,次による。
超電導線の研磨した断面の写真を,金属顕微鏡を用いて撮影する。撮影した写真を,トレーシング紙に
書き写すか,又はコピー機を用いて断面写真をコピーする。転写した紙又はコピー紙を,銅部と非銅部と
に切り分け,各部の紙の質量をそれぞれ測定し,各部の紙の質量比から非銅部に対する銅部の体積比を求
める。
5
装置
この試験方法は次の器具を用いる。
・ 金属顕微鏡
・ カメラ
・ 研磨機
3
H 7308:2017 (IEC 61788-12:2013)
・ 質量計(質量計の製造業者が指定する不確かさが±0.1 mg又はそれよりも小さいもの)
・ はさみ又はカッタ
6
試験方法
6.1
試料の準備
6.1.1
概要
試料は,1本の被測定銅安定化Nb3Sn複合超電導線からサンプルを2本切り出す。
注記 内部すず法によって製造する分散バリア銅安定化形線材の熱処理前(Nb3Sn生成前)の線材を
測定対象とする場合,安定化銅とその他の部分の銅とを注意深く識別することが重要である。
6.1.2
手順
6.1.2.1
樹脂埋め込み
2本の試料を研磨のために同時に樹脂に埋め込む。埋込材には,金属顕微鏡による断面観察がしやすい
適切な樹脂を用いる。樹脂埋込みをするとき,できるだけ研磨面が試料の長手方向に直角になるように注
意しなければならない。
6.1.2.2
研磨
樹脂に埋め込んだ試料を,エメリ紙と研磨材とを用いて研磨する。良好な断面写真が撮れるように,研
磨面が十分滑らかであることを,金属顕微鏡を用いて確認しなければならない。特に,銅部と非銅部との
境界及び試料と樹脂との境界に注意する。研磨きずのためにこれらの境界が明確でないときは,再研磨す
る。研磨方法の例を,附属書Dに示す。
6.1.2.3
洗浄及び乾燥
研磨した試料を,流水及び蒸留水,並びにアセトン又はエチルアルコールを用いて順次洗浄する。洗浄
によって,試料の埋込樹脂が溶けないことを確認する。必要に応じて超音波洗浄器を用いてもよい。洗浄
後,研磨面の酸化又は変色を防ぐために,冷風又は温風を用いて試料を乾燥させる。
6.2
測定
6.2.1
断面写真の撮影
金属顕微鏡を用いて,試料研磨面の白黒写真又はカラー写真を撮影する。
撮影倍率は,試料の全断面が写真のサイズに収まるように選択する。銅部と非銅部との境界及び試料周
端部が写真に明白に鮮やかに現われるように,焦点深度ができるだけ深い顕微鏡カメラを用いる。
6.2.2
転写
銅部と非銅部とが分離できるように,断面像をトレーシング紙に転写する。
代替方法として,コピー機を用いて断面写真を複写してもよい。転写又は複写に際しては,切出作業が
容易にできるように1枚の紙に画像が収まる倍率を選定する。コピー機を用いて複写する場合は,指標と
なる目盛の複写を同時に行い,コピー機による画像のひずみが±1 %以内であることを確認する(附属書F
参照)。
6.2.3
切出し
はさみ又はカッタを用いて,トレーシング紙又はコピー紙から銅部と非銅部とを切り出す。
6.2.4
紙の質量測定
1本目の試料について2回測定する。
切り出した銅部と非銅部との紙の質量を測定し,0.1 mgを超えない合成標準不確かさで測定する。各部
分をそれぞれ2回測定し,2回の測定値の平均値を報告する。
4
H 7308:2017 (IEC 61788-12:2013)
測定中は,その測定が湿度によって影響しないように注意する。質量が変化し続ける場合には,一連の
測定を再開する前に,試料を約10分間測定チャンバ内に保持した後,測定する。
6.3
2本目の試料の試験方法
6.2の手順に従って,2本目の試料の紙の質量を測定する。
6.4
紙の質量
6.2及び6.3で測定した各部の紙の質量を平均し,非銅部の紙の質量(Mnon)及び銅部の紙の質量(MCu)
とする。
7
結果の計算
6.2及び6.3で得た非銅部及び銅部の紙の質量から非銅部に対する銅部の体積比(R)を,次の式によっ
て算出し,四捨五入して,小数点2桁に丸める。
non
Cu
M
M
R=
ここに,
R: 非銅部に対する銅部の体積比
MCu: 銅部の紙の質量の平均値 g
Mnon: 非銅部の紙の質量の平均値 g
8
試験方法の不確かさ
この試験方法の不確かさが,研磨によって生じる試料の周辺部の欠落,トレーシング紙への転写,コピ
ー機による複写画像のひずみ,紙から各部分を切り出すときの不確かさなどによって影響することに留意
しなければならない。
この方法の相対合成標準不確かさは,I.1.5に示すように,適用係数k=1として,2.5 %を超えない。
9
試験報告
9.1
非銅部に対する銅部の体積比
次の情報を報告書に記載しなければならない。
a) 各試料の非銅部に対する銅部の体積比
b) 線の直径,又は長方形の場合は断面寸法
c) 試料のNb3Sn生成のための熱処理の有無
次の情報が分かっている場合には,報告書に記載しなければならない。
d) 製造方法
e) 安定化銅の配置形式
f)
断面写真
g) 測定の条件及び情報
h) 1次測定データ
i)
測定装置の情報
9.2
試験試料の照合
試験試料が分かっている場合には,次の情報を表示しなければならない。
a) 試料の製作者の名前
b) 識別番号
5
H 7308:2017 (IEC 61788-12:2013)
c) 最終押出ビレットのロット番号
6
H 7308:2017 (IEC 61788-12:2013)
附属書A
(規定)
測定−画像処理法
A.1 方法
超電導線の断面写真の画像をデジタル化した超電導線の断面積の画像を用いて,銅部及び非銅部の断面
積を求める方法(画像処理法)を次に示す。
a) 6.1〜6.2.1の手順に従って,試料の断面写真を撮る。
b) スキャナを用いて,断面写真の画像をパーソナルコンピュータに取り込む。
c) 画像解析ソフトウエアを活用し,銅部及び非銅部のピクセル数(Nnon)を求める。
d) 次の式を用いて試料の非銅部に対する銅部の体積比(RCu,i)を算出する。
non
Cu
i
Cu,
N
N
R
=
ここに,
RCu,i: 非銅部に対する銅部の体積比
NCu: 銅部のピクセル数
Nnon: 非銅部のピクセル数
A.2 試験報告
箇条9に規定する情報に加えて,使用した画像解析ソフトウエアの情報を報告書に記載する。
注記1 画像処理法の測定不確かさは,断面写真の画像の質によって決定する。一定レベルの不確か
さを得るためには,十分に研磨した状態の試料断面の鮮明な画像を撮ることが要求される。
注記2 同一写真から同一倍率で取り込んだ画像に適用した画像処理法による測定の再現性は,相対
合成標準不確かさが5 %を超えない値と見積もられる。
7
H 7308:2017 (IEC 61788-12:2013)
附属書B
(規定)
測定−銅質量法
B.1
方法
ニオブ・チタン超電導線の銅比の測定に採用した銅質量法(JIS H 7304参照)をNb3Sn線に適用する方
法を次に示す。この方法は,硝酸で銅だけを溶かすことができる構造をもつ円形断面の外部銅安定化形
Nb3Sn複合超電導線[図G.1 a)及びd)]にだけ適用可能である。特に,硝酸で銅を溶かす過程で破れやす
いバリアをもつ線材に,この方法を適用することは,避けなければならない。
a) 長さ30 cm〜50 cmの試料を切り出し,質量(M1),長さ(L)及び直径(D)を測定する。直径は長手
方向に5等分した点で測定し,その平均値を直径(D)とする。試料の体積(V1)を,次の式を用い
て算出する。
(
)L
D
V
2
1
2/
π
=
ここに,
V1: 試料の体積 cm3
D: 直径 cm
L: 長さ cm
b) 試料は,非銅部だけを残すように硝酸で銅部だけを溶解し,青銅の溶解量が最小限になるように,銅
が溶解した直後に水で洗浄する。
c) 洗浄した試料を完全に乾燥させる。
d) 乾燥した非銅部の質量(M2)を測定する。
e) 銅部の体積(V2)を,銅の比重8.93 g/cm3を用いて,次の式から算出する。
(
)
93
.8/
2
1
2
M
M
V
−
=
ここに,
V2: 銅部の体積 cm3
M1: 試料の質量 g
M2: 非銅部の質量 g
f)
非銅部に対する銅部の体積比(RCu,c)を,試料の体積(V1)と銅部の体積(V2)とから,次の式を用
いて算出する。
(
)
2
1
2
Cu,c
/
V
V
V
R
−
=
ここに,
RCu,c: 非銅部に対する銅部の体積比
V1: 試料の体積 cm3
V2: 銅部の体積 cm3
g) この測定による相対合成標準不確かさは,I.3.4に示すように適用係数k=1として,2.5 %を超えない。
B.2
試験報告
箇条9に規定する情報に加えて,JIS H 7304の試験報告に従った必要な情報を報告する。
8
H 7308:2017 (IEC 61788-12:2013)
附属書C
(規定)
測定−プラニメータ法
C.1 方法
アナログ又はデジタルのプラニメータを用いた測定方法を次に示す。
a) 6.1〜6.2.1の手順に従って,断面の写真を撮影する。
b) コピー機を用いて断面写真の複写画像を撮る。コピー機の倍率は,拡大複写画像の寸法が幅120 mm
以上で,コピー用紙の幅以下になるように選択する。
c) 銅部及び非銅部との断面積を,プラニメータを用いて測定する。測定する不確かさをよくするために,
プラニメータを5回転させて積算することで面積を求めることが望ましい。同一の写真を2回測定し,
測定値の差(ばらつき)が5 %以内に入っている場合,その平均値から断面積を求める。2回の測定
値に5 %以上の差(ばらつき)があるときは,測定をやり直す。
注記 プラニメータ測定の相対合成標準不確かさが0.5 %以内の場合に限り,アナログ又はデジタ
ルのプラニメータを用いることができる。
d) 外部銅安定化形[図G.1 a)参照]の試料の場合,銅部の断面積は,試料の全断面積から非銅部の面積
を差し引いて求める。内部銅安定化形[図G.1 b)参照]の試料の場合には,非銅部の断面積は,試料
の全断面積から銅部の断面積を差し引いて求める。
C.2 試験報告
箇条9に規定する情報に加えて,プラニメータの形式,及び測定に用いた断面写真の複写倍率を報告書
に記載する。
9
H 7308:2017 (IEC 61788-12:2013)
附属書D
(参考)
試料研磨法
D.1 概要
断面写真から非銅部に対する銅部の体積比を求めるには,鮮明な写真を撮る必要があり,そのためには,
とりわけ良好な研磨を行うことが重要である。次に研磨の手順をD.2〜D.4に示す。
D.2 エメリ紙による研磨
研磨の目的は,金属顕微鏡で観察するために,樹脂に埋め込んだ試料の研磨面を平たん(坦)にするこ
とにある。エメリ紙の粒度は指定しないが,例えば,120,180,400,600,800,1 000,1 200,1 500及
び2 400ヘと,粗粒度から微粒度へと順次粒度を細かくして研磨を行う。研磨面が平たん(坦)度を得る
ためには,表面に一方向の均一な力を加えながら研磨し,次の細かい粒度に変えたときは,前の粒度によ
る研磨と直角方向に力を加え,前の粒度での研磨面のきずが消えるように,研磨する。
D.3 バフ研磨
この研磨は,湿式のバフパッド,アルミナ(Al2O3),二酸化けい素(SiO2)及びダイヤモンド研磨材を
用いて行う。この工程における最良の条件は,バフパッドに均一に研磨材を散布し,一様に湿らせること
である。試料表面が一方向からだけ研磨されることのないように,バフ研磨は,試料を回転させながら行
う。これが表面を均一に研磨する要領である。不必要に長いバフ研磨は,線材の周辺のだれ(弛れ)を作
ることになる。
顕微鏡で観察したときに,研磨表面にだれ(弛れ)及び明らかなきずが見られる場合には,適切な粒度
のエメリ紙の研磨からやり直す。
D.4 洗浄及び乾燥
研磨した試料を,流水,蒸留水,アセトン又はエチルアルコールを用いて順次洗浄する。洗浄によって,
試料の埋込樹脂が溶けないことを確認する。必要に応じて超音波洗浄器を用いてもよい。洗浄後,研磨面
が酸化又は変色を防ぐために,冷風又は温風を用いて試料を乾燥させる。
10
H 7308:2017 (IEC 61788-12:2013)
附属書E
(参考)
Nb3Sn生成のための熱処理前後における非銅部に対する
銅部の体積比の相違
Nb3Sn生成のための熱処理の前後における非銅部に対する銅部の体積比の相違(差)は,±2 %である。
11
H 7308:2017 (IEC 61788-12:2013)
附属書F
(参考)
コピー時の紙の質量の偏り
F.1
色調に起因する紙の質量の偏り
白の部分と黒の部分との単位面積当たりの質量比較によると,写真を複写することによる色調に起因す
る偏りは,±2 %である。実際の測定における偏りは,銅部と非銅部との色調の差が白と黒よりも小さい
ので±2 %よりも更に小さいとみなされる。
注記 銅安定化Nb3Sn複合超電導線の断面写真を白黒撮影,又はカラー撮影した写真をコピー機によ
って白黒複写した場合,銅部が白,非銅部が黒又は灰色になる。ここでは,非銅部の黒又は灰
色を黒とみなす。
F.2
質量測定不確かさを低減するための拡大複写の実例
直径0.7 mmで非銅部に対する銅部の体積比が0.26の試料の写真を,金属顕微鏡で100倍の倍率で写真
撮影し,さらに,この写真を複写で2倍に拡大したときの,銅部と非銅部との紙の質量は,それぞれ0.1 g
及び0.38 gであった。
拡大した複写画像の各部は,適切に切り離すばかりでなく,質量測定の偏りを保たなければならない。
12
H 7308:2017 (IEC 61788-12:2013)
附属書G
(参考)
銅安定化Nb3Sn複合超電導線の断面構成
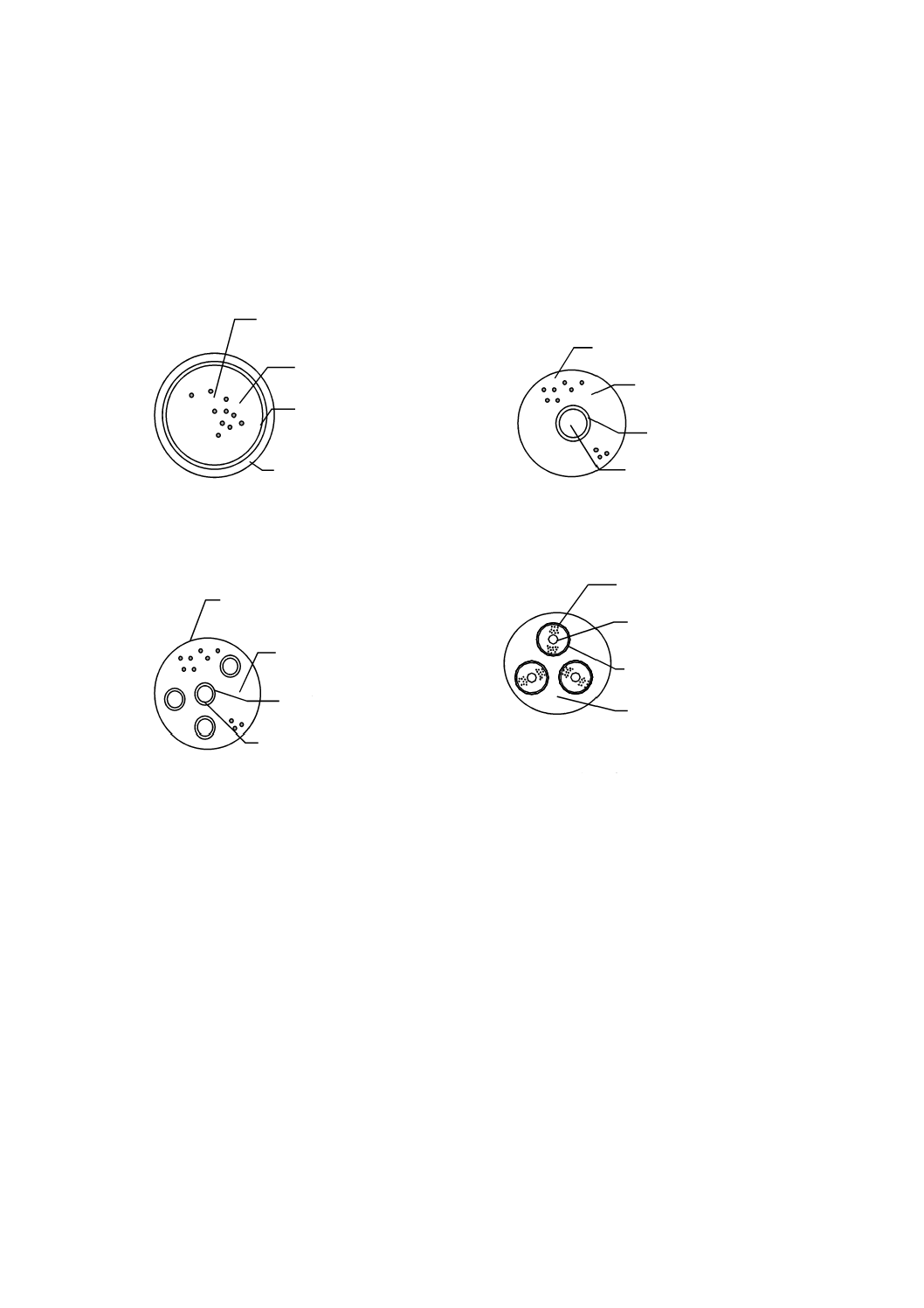
安定化材の配置による4種類の銅安定化Nb3Sn複合超電導線の断面を図G.1に示す。
図G.1−安定化材の配置による4種類の銅安定化Nb3Sn複合超電導線の断面
安定化銅
バリア
Nb3Sn フィラメント
ブロンズ
a) 外部銅安定化形
Nb3Sn フィラメント
ブロンズ
バリア
安定化銅
c) 銅安定化材分散形
Nb3Sn フィラメント
ブロンズ
バリア
安定化銅
b) 内部銅安定化形
Nb3Sn フィラメント
すず合金
バリア
安定化銅
d) 分散バリア銅安定化形
13
H 7308:2017 (IEC 61788-12:2013)
附属書H
(参考)
不確かさの考察
(対応国際規格の規定を不採用とした。)
14
H 7308:2017 (IEC 61788-12:2013)
附属書I
(参考)
銅安定化Nb3Sn複合超電導線の非銅部に対する銅比測定試験方法の
不確かさの評価
I.0A 試験方法の不確かさについて
不確かさに関する参考情報を,次に示す。
a) 不確かさの起因 不確かさの起因としては,測定対象,測定機器,測定方法,測定環境など様々であ
る。これらの中で,不確かさには,観測結果の統計解析によって評価されるAタイプのものと,統計
解析以外の方法によって評価されるBタイプのものとがある。例えば,電圧を測定する場合に計測器
による不確かさがあるが,これは通常その製造業者が指定する計測器の不確かさ(仕様)によって評
価され,Bタイプの不確かさである。
b) 不確かさに関する用語 不確かさに関する用語については,JIS Z 8103及び計測における不確かさの
表現のガイド(GUM)を参照するとよいが,主な用語は,次のとおりである。
1) 標準不確かさ 標準偏差として表された測定結果の不確かさ。
2) 合成標準不確かさ 測定結果が多数の他の量から得られる場合の標準不確かさ。他の量について重
み付けをした(それらの変化が測定結果の変化に及ぼす影響を反映した)分散又は共分散の和の平
方根の正に等しい。
3) 相対標準不確かさ u(x)が測定結果xに関する標準不確かさであるとき,u(x)/|x|(ただし,x≠0)。
4) 相対合成標準不確かさ u(y)が測定結果yに関する合成標準不確かさであるとき,u(y)/|y|(ただし,
y≠0)。
5) 拡張不確かさ(相対拡張不確かさ) 分布する正当な測定値の大部分が含まれると期待される範囲
を定める量。標準不確かさ(相対拡張不確かさ)をu(ur),包含係数をkとすると,ku(ur)で与えられ
る。この規則では,k=2とし,正規分布の場合測定値の95 %がその範囲に含まれる。
なお,測定値が含まれる割合は,k=1の場合は68 %,k=3の場合は99 %である。
c) 工業計測における不確かさ 製品を市場に出荷するに当たっては,その製品の品質を保証するための
計測が必要である。しかし,その計測に十分な時間をかければよいとは限らない。それは製品の価格
に跳ね返るため,そうした工業計測は十分な品質の保証ができる場合,できるだけ簡便な方法を採用
することが望まれる。また,品質の保証を与えるという点から,性能を示す値についての不確かさに
ついては,最悪の場合を想定し,それでも品質を保証するというものが求められる。
I.1
紙質量法
I.1.1
数学的モデル
紙質量法で測定したNb3Sn複合超電導線の非銅部に対する銅比は,式(I.1)によって求める。
non
Cu
p
Cu,
M
M
R
=
··········································································· (I.1)
ここに,
RCu,p: 紙質量法による非銅部に対する銅比
MCu: 銅部の平均紙質量 g
Mnon: 非銅部の平均紙質量 g
I.1.2
感度係数の評価
15
H 7308:2017 (IEC 61788-12:2013)
紙質量法によるNb3Sn複合超電導線の非銅部に対する銅比の合成標準不確かさ(uRCuc,p)は,式(I.2)によ
って求める。
2
Mnon
2
2
2
MCu
2
1
p
RCuc,
u
c
u
c
u
+
=
························································ (I.2)
ここに,
uRCuc,p: 紙質量法による非銅部に対する銅比の合成標準不確かさ
MCu: 2.50 g
Mnon: 1.60 g
625
.0
1
non
Cu
p
Cu,
1
=
=
∂
∂
=
M
M
R
c
1/g
977
.0
2
non
Cu
non
p
Cu,
2
−
=
−
=
∂
∂
=
M
M
M
R
c
1/g
この感度係数の評価に用いられる数値は,特定の実験結果についてだけに適用する。この係数は,普遍
的に適用できるものではなく,個々の試験によって違ってくる。
I.1.3
各変数の合成標準不確かさ
I.1.3.1
銅部の平均紙質量の合成標準不確かさ
銅部の平均紙質量の合成標準不確かさは次による。
a) 写真の合成標準不確かさuphoto,Cu=0.017 gは,研磨した試料の測定標準不確かさ0.012 g及び写真を撮
ることによる測定標準不確かさ0.012 gから求まる。
b) 写真のコピーによる測定標準不確かさucopy,Cu は0.014 gである。
c) コピーを切り取ることによる測定標準不確かさucut,Cu は0.025 gである。
d) 質量測定による合成標準不確かさuweigh,Cu は0.002 gである。
e) 質量計の測定標準不確かさubalance,Cu は0.000 5 gである。
f)
銅部の平均質量に対する合成標準不確かさuMCuc,pは次のとおりである。
033
.0
2
Cu
balance,
2
Cu
weigh,
2
Cu
cut,
2
Cu
copy,
2
Cu
photo,
p
MCuc,
=
+
+
+
+
=
u
u
u
u
u
u
g
I.1.3.2
非銅部の平均紙質量の合成標準不確かさ
非銅部の平均紙質量の合成標準不確かさは次による。
a) 写真の合成標準不確かさuphoto,non=0.011 gは,研磨した試料の測定標準不確かさ0.008 g及び写真を撮
ることによる測定標準不確かさ0.008 gから求まる。
b) 写真のコピーによる測定標準不確かさucopy,non は0.009 gである。
c) コピーを切り取ることによる測定標準不確かさucut,non は0.016 gである。
d) 質量測定による合成標準不確かさuweigh,non は0.002 gである。
e) 質量計の測定標準不確かさubalance,non は0.000 5 gである。
f)
銅部の平均質量に対する合成標準不確かさuMnonc,pは次のとおりである。
022
.0
2
non
balance,
2
non
weigh,
2
non
cut,
2
non
copy,
2
non
photo,
p
Mnonc,
=
+
+
+
+
=
u
u
u
u
u
u
g
I.1.4
非銅部に対する銅比の合成標準不確かさの評価結果
I.1.2から感度係数uRCuc,pは次のようになる。
2
p
Mnon,
2
2
2
p
MCu,
2
1
p
RCuc,
u
c
u
c
u
+
=
16
H 7308:2017 (IEC 61788-12:2013)
(
)(
)
(
)(
)
[
]
2
/1
2
2
2
2
022
.0
976
.0
033
.0
625
.0
−
+
=
030
.0
=
また,相対合成標準不確かさuRCurc,pは0.030/1.56=1.9 %となる。
I.1.5
非銅部に対する銅比の標準不確かさのラウンドロビン試験結果
紙質量法による非銅部に対する銅比測定に対してラウンドロビン試験が行われた。試験試料の仕様は,
次のとおりである。
直径:絶縁被覆も含め0.82 mm
銅比:1.42
平均フィラメント直径:約3.7 μm
フィラメント数:約5 900本
日本の4機関が参加し,取り扱った試料数は8であった。銅比の平均値は1.48,試験標準偏差は0.028,
及び相対合成標準不確かさは1.9 %であった。
したがって,紙質量法による目標の相対合成標準不確かさは,ラウンドロビン試験による相対合成標準
不確かさを基に,適用係数k=1を用いて2.5 %を超えない。
I.2
画像処理法
I.2.1
数学的モデル
画像処理法で測定したNb3Sn複合超電導線の非銅部に対する銅比は,式(I.3)によって求める。
non
Cu
i
Cu,
N
N
R
=
············································································ (I.3)
ここに,
RCu,i: 画像処理法による非銅部に対する銅比
NCu: 銅部のピクセル数
Nnon: 非銅部のピクセル数
I.2.2
感度係数の評価
画像処理法によるNb3Sn複合超電導線の非銅部に対する銅比の合成標準不確かさ(uRCuc,i)は,式(I.4)
によって求まる。
2
i
Nnon,
2
2
2
i
NCu,
2
1
i
RCuc,
u
c
u
c
u
+
=
······················································· (I.4)
ここに,
uRCuc,i: 画像処理法による非銅部に対する銅比の合成標準不確かさ
NCu: 銅部のピクセル数2 500
Nnon: 非銅部のピクセル数1 600
625
000
.0
1
non
Cu
i
Cu,
1
=
=
∂
∂
=
N
N
R
c
977
000
.0
2
non
Cu
non
i
Cu,
2
−
=
−
=
∂
∂
=
N
N
N
R
c
この感度係数の評価に用いられる数値は,特定の実験結果についてだけに適用する。この係数は,普遍
的に適用できるものではなく,個々の試験によって違ってくる。
17
H 7308:2017 (IEC 61788-12:2013)
I.2.3
各変数の合成標準不確かさ
I.2.3.1
銅部のピクセル数の合成標準不確かさ
銅部のピクセル数の合成標準不確かさは次による。
a) 試料研磨による測定標準不確かさuphoto,Cuは12.5である。
b) 画像処理による測定合成標準不確かさureproduce,Cu=76.4は,研磨した試料の不明瞭さ14.45及び画像部
の区分の測定標準不確かさ75から求まる。
c) 用いる計算機による測定標準不確かさucomputer,Cuは2.5である。
d) 銅部のピクセル数による合成標準不確かさuNCuc,iは,次のとおりである。
5.
77
2
Cu
computer,
2
Cu
reproduce,
2
Cu
photo,
i
NCuc,
=
+
+
=
u
u
u
u
I.2.3.2
非銅部のピクセル数の合成標準不確かさ
非銅部のピクセル数の合成標準不確かさは次による。
a) 試料研磨による測定標準不確かさuphoto,nonは8である。
b) 画像処理による測定合成標準不確かさureproduce,non48.9は,研磨した試料の不明瞭さ9.25及び画像部の
区分の測定標準不確かさ48から求まる。
c) 用いる計算機による測定標準不確かさucomputer,nonは1.6である。
d) 銅部のピクセル数による合成標準不確かさuNnonc,iは次のとおりである。
4.
49
2
non
computer,
2
non
reproduce,
2
non
photo,
i
Nnonc,
=
+
+
=
u
u
u
u
I.2.4
非銅部に対する銅比の合成標準不確かさの評価結果
I.2.2から感度係数uRCuc,iは,次の式から求める。
2
i
Nnonc,
2
2
2
i
NCuc,
2
1
i
RCuc,
u
c
u
c
u
+
=
(
)(
)
(
)(
)
[
]
2
/1
2
2
2
2
6.
49
976
000
.0
5.
77
625
000
.0
−
+
=
068
.0
=
また,相対合成標準不確かさuRCurc,iは0.068/1.56=4.4 %となる。
I.2.5
非銅部に対する銅比の標準不確かさのラウンドロビン試験結果
画像処理法による非銅部に対する銅比測定に対して,ラウンドロビン試験が行われた。試験試料の仕様
は,次のとおりである。
・ 直径:0.82 mm
・ 銅比:1.42
・ 平均フィラメント直径:約3.7 μm
・ フィラメント数:約5 900本
日本の4機関が参加し,取り扱った試料数は6であった。銅比の平均値は1.54,測定標準偏差は0.158,
測定標準不確かさは0.064,及び相対合成標準不確かさは4.1 %であった。
したがって,画像処理法による目標の相対合成標準不確かさは,ラウンドロビン試験による相対合成標
準不確かさを基に,適用係数k=1を用いて5 %を超えない。
18
H 7308:2017 (IEC 61788-12:2013)
I.3
銅質量法
I.3.1
数学的モデル
銅質量法で測定したNb3Sn複合超電導線の非銅部に対する銅比(RCu,c)は,式(I.5)によって求まる。
(
)
(
)
Cu
2
1
Cu
2
1
c
Cu,
/
/
ρ
ρ
M
M
L
A
M
M
R
−
−
×
−
=
····················································· (I.5)
ここに,
M1: 試料質量 g
M2: 非銅部質量 g
ρCu: 銅の比重8.93 g/cm3
A: 直径Dの試料の断面積0.006 3 cm2
L: 試料の長さ50.0 cm
I.3.2
感度係数の評価
銅質量法によるNb3Sn複合超電導線の非銅部に対する銅比の合成標準不確かさ(uRCuc,c)は,式(I.6)によ
って求まる。
2
Cu
2
5
2
Lc
2
4
2
Ac
2
3
2
c2
M
2
2
2
M1c
2
1
c
RCuc,
ρ
u
c
u
c
u
c
u
c
u
c
u
+
+
+
+
=
························ (I.6)
ここに,
uRCuc,c: 銅質量法による非銅部に対する銅比の合成標準不確かさ
M1: 試料質量2.81 g
uM1c: 試料質量の合成標準不確かさ
uM2c: 非銅部質量の合成標準不確かさ
M2: 非銅部質量1.40 g
ρCu: 銅の比重8.93 g/cm3
A: 直径Dの試料の断面積0.006 3 cm2
L: 試料の長さ50.0 cm
(
)
[
]
429
.1
2
2
1
Cu
Cu
1
Cu,c
1
=
−
−
=
∂
∂
=
M
M
AL
AL
M
R
c
ρ
ρ
1/g
(
)
[
]
429
.1
2
2
1
Cu
Cu
2
c
Cu,
2
−
=
−
−
−
=
∂
∂
=
M
M
AL
AL
M
R
c
ρ
ρ
1/g
(
)
(
)
[
]
320
2
2
1
Cu
2
1
Cu
c
Cu,
3
−
=
−
−
−
−
=
∂
∂
=
M
M
AL
M
M
L
A
R
c
ρ
ρ
1/cm2
(
)
(
)
[
]
040
.0
1
2
2
Cu
2
1
Cu
c
Cu,
4
−
=
−
−
−
−
=
∂
∂
=
M
M
AL
M
M
A
L
R
c
ρ
ρ
1/cm
(
)
(
)
[
]
226
.0
2
2
1
Cu
2
1
Cu
c
Cu,
5
−
=
−
−
−
−
=
∂
∂
=
M
M
AL
M
M
AL
R
c
ρ
ρ
cm3/g
この感度係数の評価に用いられる数値は,特定の実験結果についてだけに適用する。この係数は,普遍
的に適用できるものではなく,個々の試験によって違ってくる。
I.3.3
各変数の合成標準不確かさ
試料質量の合成標準不確かさuM1c=0.002 gは,M1の測定標準不確かさ0.001 g及び質量計のBタイプの
不確かさ0.001 6 g(2.81 g×0.001/3)から求まる。
非銅部質量の合成標準不確かさuM2c 0.000 9 gは,MN-Tiの測定標準不確かさ0.000 3 g及び質量計のBタ
イプの不確かさ0.000 8 gから求まる。
19
H 7308:2017 (IEC 61788-12:2013)
試料断面積の合成標準不確かさuAc 0.000 01 cm2は,試料直径の測定標準不確かさuD 0.000 07 cm及びマ
イクロメータのBタイプ不確かさ0.000 06 cmから求まる。
試料長さの標準不確かさuLc 0.01 cmは,測定標準不確かさ0.01 cm及びキャリパのBタイプ不確かさ
0.000 5 cmから求まる。
銅の比重のBタイプ不確かさは0.005 15 g/cm3である。
合成標準不確かさuRCuc,cは,I.3.2の感度係数(C1〜C5)を用いて,次の式から求める。
2
Cu
2
5
2
Lc
2
4
2
Ac
2
3
2
M2c
2
2
2
M1c
2
1
c
RCuc,
ρ
u
c
u
c
u
c
u
c
u
c
u
+
+
+
+
=
(
)(
)(
)(
)(
)(
)(
)(
)(
)(
)
[
]
2
/1
2
2
2
2
2
2
2
2
2
2
15
005
.0
226
.0
01
.0
040
.0
01
000
.0
320
9
000
.0
429
.1
002
.0
429
.1
−
+
−
+
−
+
−
+
=
6
004
.0
=
相対合成標準不確かさuRCurc,cは,銅比が1.0の試料に対してuRCurc,c=0.004 6/1.0=0.46 %と求まる。
I.3.4
非銅部に対する銅比の合成標準不確かさの評価結果
銅質量法による非銅部に対する銅比測定に対して製造業者試験が行われた。試験試料の仕様は次のとお
りである。
直径:絶縁被覆も含めて0.82 mm
銅比:1.0
平均フィラメント直径:約3 μm
日本の製造業者で10製造ロットについて試験を行った。取り扱った試料数は20であった。銅比の平均
値は0.997,試験標準偏差は0.018,合成標準不確かさは0.004,及び相対合成標準不確かさは0.4 %であっ
た。
したがって,銅質量法による目標の相対合成標準不確かさは,製造業者の試験による相対合成標準不確
かさを基に,適用係数k=1を用いて2.5 %を超えない。
参考文献
[1] JIS Z 8103:2000 計測用語
[2] International Organization for Standardization (Geneva, Switzerland), “Guide to the Expression of
Uncertainty in Measurement”(初版1993,修正版1995),飯塚 幸三 監修:ISO国際文書“計測にお
ける不確かさの表現のガイド”財団法人日本規格協会(1996)