H 5203:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本マグネシウム
協会(JMA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS H 5203:2000は改正され,この規格に置き換えられる。
この規格は,著作権法で保護対象となっている著作物である。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 16220:2005,Magnesium and
magnesium alloys−Magnesium alloy ingots and castingsを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登録出願
に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特
許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登録出願に係る確認について,責
任はもたない。
JIS H 5203には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
H 5203:2006
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類及び記号 ·················································································································· 2
4. 材料 ······························································································································ 3
5. 品質 ······························································································································ 3
6. 形状,寸法及び質量 ········································································································· 5
7. 試験 ······························································································································ 5
7.1 分析試験 ······················································································································ 5
7.2 引張試験 ······················································································································ 5
8. 検査 ······························································································································ 5
9. 鋳物の補修 ····················································································································· 6
10. 表示 ···························································································································· 7
11. 報告 ···························································································································· 7
附属書(参考)JISと対応する国際規格との対比表 ····································································· 8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 5203:2006
マグネシウム合金鋳物
Magnesium alloy castings
序文 この規格は,2005年に第2版として発行されたISO 16220,Magnesium and magnesium alloys−
Magnesium alloy ingots and castingsを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,砂型鋳造,金型鋳造及び精密鋳造のマグネシウム合金鋳物(以下,鋳物とい
う。)について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 16220:2005,Magnesium and magnesium alloys−Magnesium alloy ingots and castings (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0403 鋳造品−寸法公差方式及び削り代方式
JIS H 0001 アルミニウム,マグネシウム及びそれらの合金−質別記号
JIS H 0321 非鉄金属材料の検査通則
JIS H 1332 マグネシウム及びマグネシウム合金中のアルミニウム定量方法
JIS H 1333 マグネシウム及びマグネシウム合金中の亜鉛定量方法
JIS H 1334 マグネシウム及びマグネシウム合金中のマンガン定量方法
JIS H 1335 マグネシウム及びマグネシウム合金中のけい素定量方法
JIS H 1336 マグネシウム及びマグネシウム合金中の銅定量方法
JIS H 1337 マグネシウム及びマグネシウム合金中のニッケル定量方法
JIS H 1338 マグネシウム及びマグネシウム合金中の鉄定量方法
JIS H 1340 マグネシウム合金中のジルコニウム定量方法
JIS H 1345 マグネシウム合金中の希土類定量方法
JIS H 2221 鋳物用マグネシウム合金地金
JIS Z 2201 金属材料引張試験片
備考 ISO 6892:1984,Metallic materials−Tensile testing at ambient temperatureからの引用事項は,こ
の規格の該当事項と同等である。
JIS Z 2241 金属材料引張試験方法
2
H 5203:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 6892:1984,Metallic materials−Tensile testing at ambient temperatureからの引用事項は,こ
の規格の該当事項と同等である。
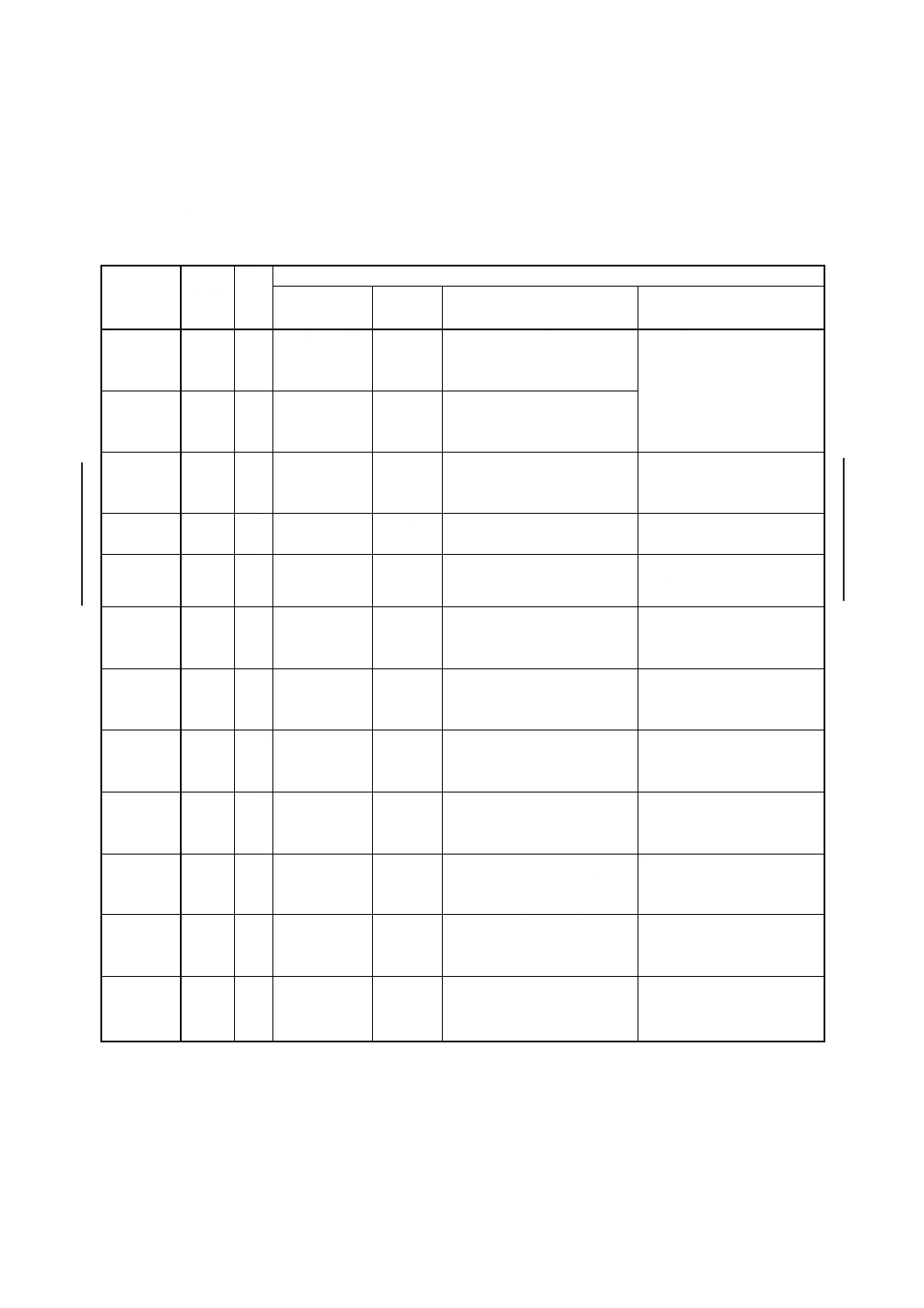
3. 種類及び記号 種類及び記号は,表1による。
表 1 種類及び記号
種類
記号
鋳型
の
区分
参考
ISO相当合金
ASTM
相当合金
合金の特色
用途例
鋳物2種C MC2C 砂型
金型
精密
MgAl9Zn1(B)
AZ91C
じん性があって鋳造性もよく
耐圧用鋳物としても適する。
一般用鋳物,ギヤボックス,
テレビカメラ用部品,工具用
ジグ,電動工具,コンクリー
ト試験容器など。
鋳物2種E MC2E 砂型
金型
精密
MgAl9Zn1(A) AZ91E
MC2Cより,耐食性がよい。
その他の性質はMC2Cと同
等。
鋳物5種
MC5
砂型
金型
精密
−
AM100A 強度及びじん性があり,耐圧
用鋳物としても適する。
一般用鋳物,エンジン部品な
ど。
鋳物6種
MC6
砂型
−
ZK51A
強度及びじん性が要求される
場合に用いられる。
高力鋳物,レーサ用ホイール
など。
鋳物7種
MC7
砂型
−
ZK61A
強度及びじん性が要求される
場合に用いられる。
高力鋳物,インレットハウジ
ングなど。
鋳物8種
MC8
砂型
金型
精密
MgRE3Zn2Zr
EZ33A
鋳造性,溶接性,耐圧性があ
る。常温の強度は低いが,高
温での強度の低下が少ない。
耐熱用鋳物,エンジン部品,
ギヤボックス,コンプレッサ
ケースなど。
鋳物9種
MC9
砂型
金型
精密
MgAg2RE2Zr
QE22A
強度及びじん性があって,鋳
造性がよい。高温強度が優れ
る。
耐熱用鋳物,耐圧鋳物ハウジ
ング,ギヤボックスなど。
鋳物10種 MC10
砂型
金型
精密
MgZn4RE1Zr
ZE41A
鋳造性,溶接性,耐圧性があ
り,高温での強度低下が少な
い。
耐熱用鋳物,耐圧鋳物ハウジ
ング,ギヤボックスなど。
鋳物11種 MC11
砂型
金型
精密
MgZn6Cu3Mn ZC63A
MC10と類似した特性をもつ。
鋳造性も同等。
シリンダブロック,オイルパ
ンなど。
鋳物12種 MC12
砂型
金型
精密
MgY4RE3Zr
WE43A
200 ℃以上で使用でき,高温
に長時間保持しても強度低下
が少ない。
航空宇宙用部品,ヘリコプタ
のトランスミッションなど。
鋳物13種 MC13
砂型
金型
精密
MgY5RE4Zr
WE54A
現状のマグネシウム合金の中
で,最も高温強度が高い。
レーシング部品,特にシリン
ダブロック,ヘッド・バルブ
カバーなど。
鋳物14種 MC14
砂型
金型
精密
MgRE2Ag1Zr
EQ21A
強度及びじん性があって,鋳
造性がよい。高温強度が優れ
る。
耐熱用鋳物,耐圧鋳物ハウジ
ング,ギヤボックスなど。
3
H 5203:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 材料 鋳物用マグネシウム合金地金は,JIS H 2221による。
5. 品質 鋳物の品質は,次による。
a) 鋳物には,使用上有害なきず,鋳巣,介在物などがあってはならない。
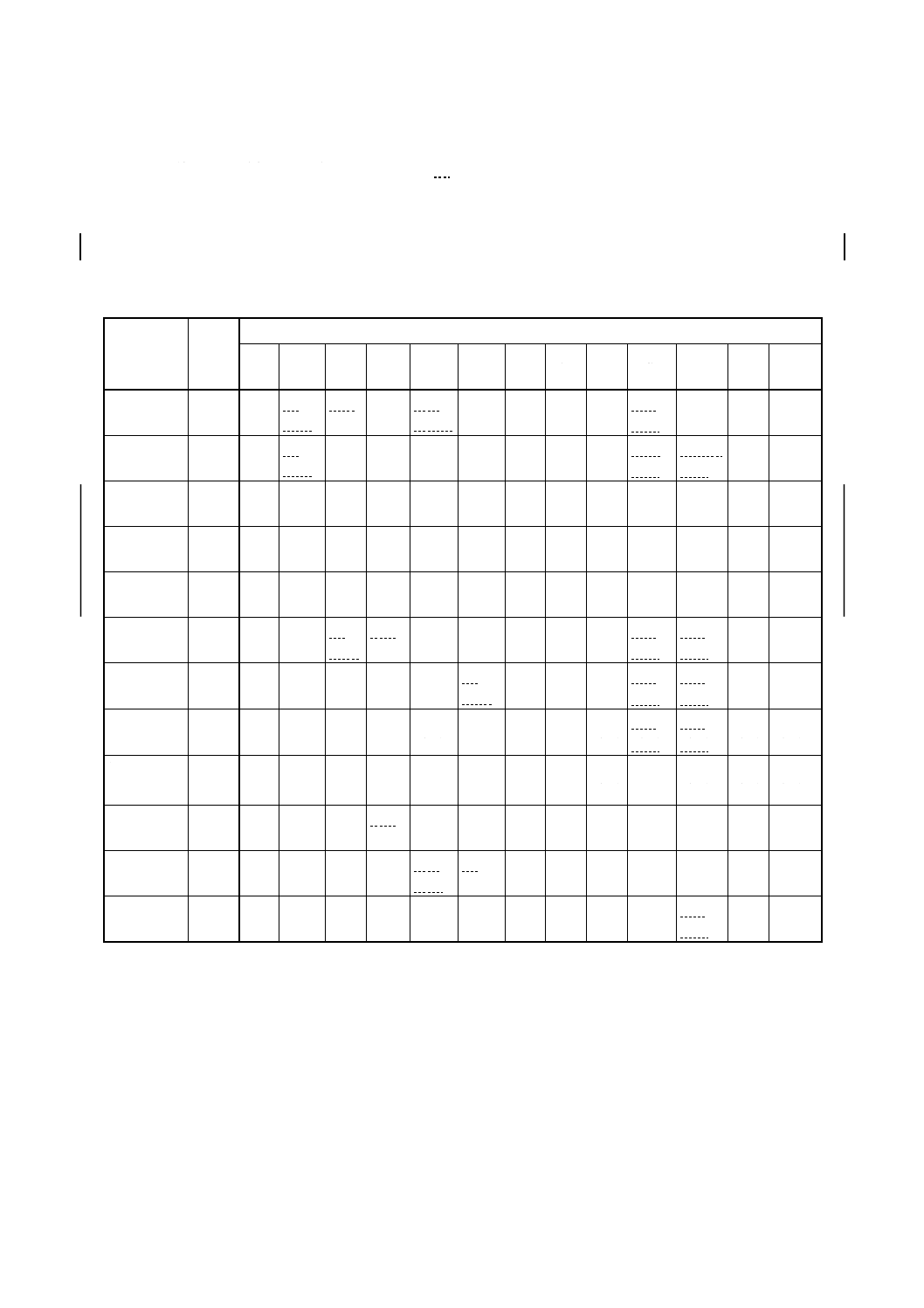
b) 化学成分は,表2による。
表 2 化学成分
種類
記号
化学成分 %(質量分率)
Mg
Al
Zn
Zr
Mn
RE
(1)
Y
Ag
Si
Cu
Ni
Fe
その他
個々
鋳物2種C MC2C 残部 8.1
〜9.3
0.40
〜1.0
−
0.13
〜0.35
−
−
−
0.30
以下
0.10
以下
0.01
以下
0.03
以下
0.05
以下
鋳物2種E MC2E 残部 8.1
〜9.3
0.40
〜1.0
−
0.17
〜0.35
−
−
−
0.20
以下
0.015
以下
0.001 0
以下
0.005
以下
0.01
以下
鋳物5種
MC5
残部 9.3
〜10.7
0.30
以下
−
0.10
〜0.35
−
−
−
0.30
以下
0.10
以下
0.01
以下
−
0.01
以下
鋳物6種
MC6
残部
−
3.6
〜5.5
0.50
〜1.0
−
−
−
−
− 0.10
以下
0.01
以下
−
0.01
以下
鋳物7種
MC7
残部
−
5.5
〜6.5
0.6
〜1.0
−
−
−
−
− 0.10
以下
0.01
以下
−
0.01
以下
鋳物8種
MC8
残部
−
2.0
〜3.1
0.50
〜1.0
0.15
以下
2.5
〜4.0
−
−
0.01
以下
0.10
以下
0.01
以下
0.01
以下
0.01
以下
鋳物9種
MC9
残部
−
0.2
以下
0.4
〜1.0
−
1.8
〜2.5
− 2.0
〜3.0
0.01
以下
0.10
以下
0.01
以下
0.01
以下
0.01
以下
鋳物10種
MC10 残部
−
3.5
〜5.0
0.4
〜1.0
0.15
以下
0.75
〜1.75
−
−
0.01
以下
0.10
以下
0.01
以下
0.01
以下
0.01
以下
鋳物11種
MC11 残部
−
5.5
〜6.5
−
0.25
〜0.75
−
−
−
0.20
以下
2.4
〜3.0
0.01
以下
0.05
以下
0.01
以下
鋳物12種
MC12 残部
−
0.2
以下
0.40
〜1.0
0.15
以下
2.4
〜4.4
3.7
〜4.3
−
0.01
以下
0.03
以下
0.005
以下
0.01
以下
0.01
以下
鋳物13種
MC13 残部
−
0.2
以下
0.40
〜1.0
0.03
以下
1.5
〜4.0
4.75
〜5.5
−
0.01
以下
0.03
以下
0.005
以下
0.01
以下
0.01
以下
鋳物14種
MC14 残部
−
0.2
以下
0.4
〜1.0
0.15
以下
1.5
〜3.0
−
1.3
〜1.7
0.01
以下
0.05
〜0.10
0.01
以下
0.01
以下
0.01
以下
注(1) REは,イットリウム(Y)を除く希土類元素である。
備考1.
この表に規定する以外の有害な不純物があると認められるときは,受渡当事者間の協定によって,その
不純物の許容限度を規定することができる。ただし,規定値は0.01 %(質量分率)を超えてはならない。
2.
鋳物8種及び鋳物10種のREは,主としてセリウム(Ce)である。
3.
鋳物9種及び鋳物14種のREは,ネオジム(Nd)が70 %(質量分率)以上,残りの大部分はプラセオジ
ム(Pr)からなるジジミウムである。
4.
鋳物12種のREは,2.0〜2.5 %(質量分率)のネオジム(Nd)とその他の重希土類である。
5.
鋳物13種のREは,1.5〜2.0 %(質量分率)のネオジム(Nd)とその他の重希土類である。
6.
鋳物12種及び鋳物13種のリチウム(Li)の含有率は,0.2 %(質量分率)以下とする。
4
H 5203:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
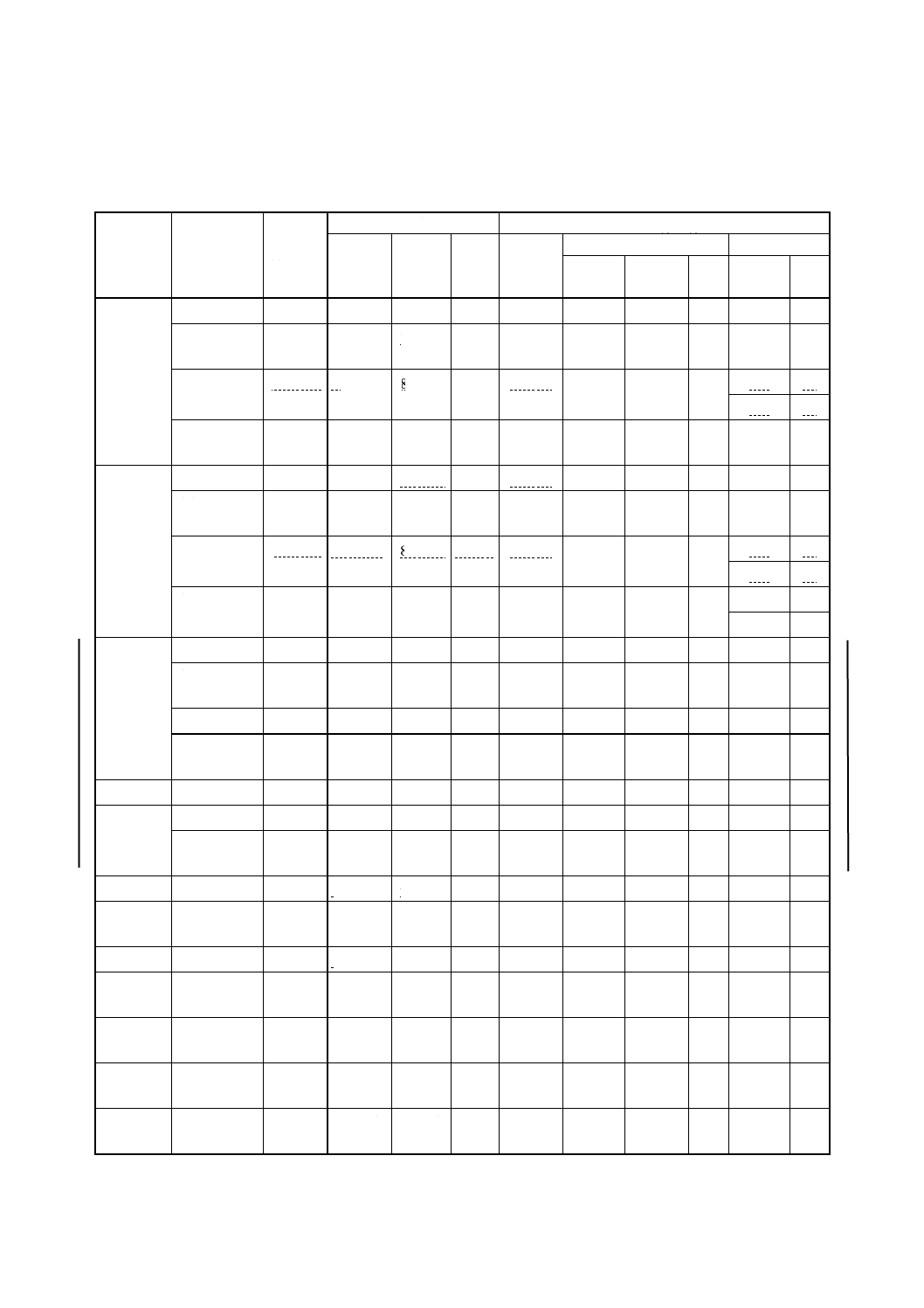
c) 砂型鋳造及び金型鋳造のマグネシウム合金鋳物の機械的性質は,表3による。
表 3 機械的性質(2)
種類
質別(3)
記号及び
質別記号
引張試験
参考(4),(5)
引張強さ
N/mm2
耐力
N/mm2
伸び
%
ブリネル
硬さ(6)
HBW
溶体化処理
時効硬化処理
温度
±6 (℃)
最高温度
℃
時間
h
温度
±6 (℃)
時間
h
鋳物2種C 鋳造のまま
MC2C-F 160以上 70以上
−
50〜65
−
−
−
−
−
溶体化処理
MC2C-T4 240以上 70以上 6以上 55〜70
412(7)
418
16
〜24
−
−
時効硬化処理 MC2C-T5 160以上 80以上 2以上 60〜70
−
−
−
168
16
216
4
溶体化処理後
時効硬化処理
MC2C-T6 240以上 110以上 2以上 60〜90
412(7)
418
16
〜24
168
16
鋳物2種E 鋳造のまま
MC2E-F 160以上 70以上
−
50〜65
−
−
−
−
−
溶体化処理
MC2E-T4 240以上 70以上 6以上 55〜70
412(7)
418
16
〜24
−
−
時効硬化処理 MC2E-T5 160以上 80以上 2以上 60〜70
−
−
−
168
16
216
4
溶体化処理後
時効硬化処理
MC2E-T6 240以上 110以上 2以上 60〜90
412(7)
418
16
〜24
168
16
216
5〜6
鋳物5種
鋳造のまま
MC5-F
140以上 70以上
−
−
−
−
−
−
−
溶体化処理
MC5-T4 240以上 70以上 6以上
−
424(7)
432
16
〜24
−
−
時効硬化処理 MC5-T5 160以上 80以上
−
−
−
−
−
232
5
溶体化処理後
時効硬化処理
MC5-T6 240以上 110以上 2以上
−
424(7)
432
16
〜24
232
5
鋳物6種
時効硬化処理 MC6-T5 235以上 140以上 4以上 60〜70
−
−
−
177(8)
12
鋳物7種
時効硬化処理 MC7-T5 270以上 180以上 5以上
−
−
−
−
149
48
溶体化処理後
時効硬化処理
MC7-T6 275以上 180以上 4以上 65〜75
496(9)
502
2
129
48
鋳物8種
時効硬化処理 MC8-T5 140以上 95以上 2以上 50〜60
−
−
−
175
16
鋳物9種
溶体化処理後
時効硬化処理
MC9-T6 240以上 175以上 2以上 70〜90
525(10)
538
4〜8
204
8
鋳物10種 時効硬化処理 MC10-T5 200以上 135以上 2以上 55〜70
−
−
−
329(11)
2
鋳物11種 溶体化処理後
時効硬化処理
MC11-T6 195以上 125以上 2以上 55〜65
439(10)
445
4〜8
200
16
鋳物12種 溶体化処理後
時効硬化処理
MC12-T6 220以上 170以上 2以上 75〜90
527(10)
535
4〜8
250
16
鋳物13種 溶体化処理後
時効硬化処理
MC13-T6 250以上 170以上 2以上 80〜90
527(10)
535
4〜8
250
16
鋳物14種 溶体化処理後
時効硬化処理
MC14-T6 240以上 175以上 2以上 70〜90
527(10)
535
4〜8
250
16
5
H 5203:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) 精密鋳造の機械的性質は,規定しない。
(3) 質別記号は,JIS H 0001による。
(4) 溶体化処理後の鋳物は,強制空冷によって室温に冷却する。他の条件が設定される場合は除く。400 ℃以上で
保護雰囲気となるCO2,SO2又はSF6の含有率が0.5〜1.5 %(質量分率)のCO2のいずれかを使用する。
(5) 鋳物2種C及び鋳物2種Eの溶体化処理においては,260 ℃の熱処理炉で昇温を溶体化温度まで2時間かけて
行う必要がある。
(6) この参考値は,JIS Z 2243(ブリネル硬さ試験−試験方法)により試験したときの値である。
(7) 結晶の粗大化を防止するために,412±6 ℃ 6時間処理した後352±6 ℃ 2時間を行い,更に412±6 ℃ 10
時間の3段階に分けて処理を行ってもよい。
(8) 218±6 ℃ 8時間でもよい。
(9) 482±6 ℃ 10時間でもよい。
(10) 65 ℃の温水又は他の媒体で冷却する。
(11) 既定の機械的性質が得られない場合は,177 ℃で16時間の処理を追加してもよい。
備考 1 N/mm2=1 MPa
6. 形状,寸法及び質量 形状,寸法及び質量は,図面又は模型による。寸法許容差は,注文者の指定に
よる。特に寸法許容差の指定のない部分には,JIS B 0403を適用してもよい。
7. 試験
7.1
分析試験 化学成分の分析試験は,次による。
JIS H 1332,JIS H 1333,JIS H 1334,JIS H 1335,JIS H 1336,JIS H 1337,JIS H 1338,JIS H 1340,
JIS H 1345
なお,Ag及びその他の不純物の分析試験において,該当する日本工業規格がない場合,受渡当事者間の
協定による。
7.2
引張試験 引張試験は,次による。
a) 試験片に用いる供試材は,8. d)により採取し,金型鋳造の場合はJIS Z 2201の4号試験片に仕上げ,
砂型鋳造の場合は押湯とせきの除去後,機械加工することなく鋳肌のまま試験に供する。
b) 試験方法は,JIS Z 2241による。
8. 検査 検査は,次による。
a) 一般事項は,JIS H 0321による。
b) 分析試験に必要な試料を採取する方法は,受渡当事者間の協定による。
c) 鋳物は,外観を検査するとともに,7.によって試験を行い,5.及び6.の規定に適合したものを合格とす
る。
d) 引張試験片の作製に必要な供試材の採取は,次による。
1) 供試材は,特に指定のない限り1溶解ごとに1個以上を採取する。ただし,受渡当事者間の協定に
よって数溶解ごとに採取することができる。また,受渡当事者間の協定によって鋳物から採取して
もよい。
2) 供試材は,鋳物鋳造の際に鋳造する。
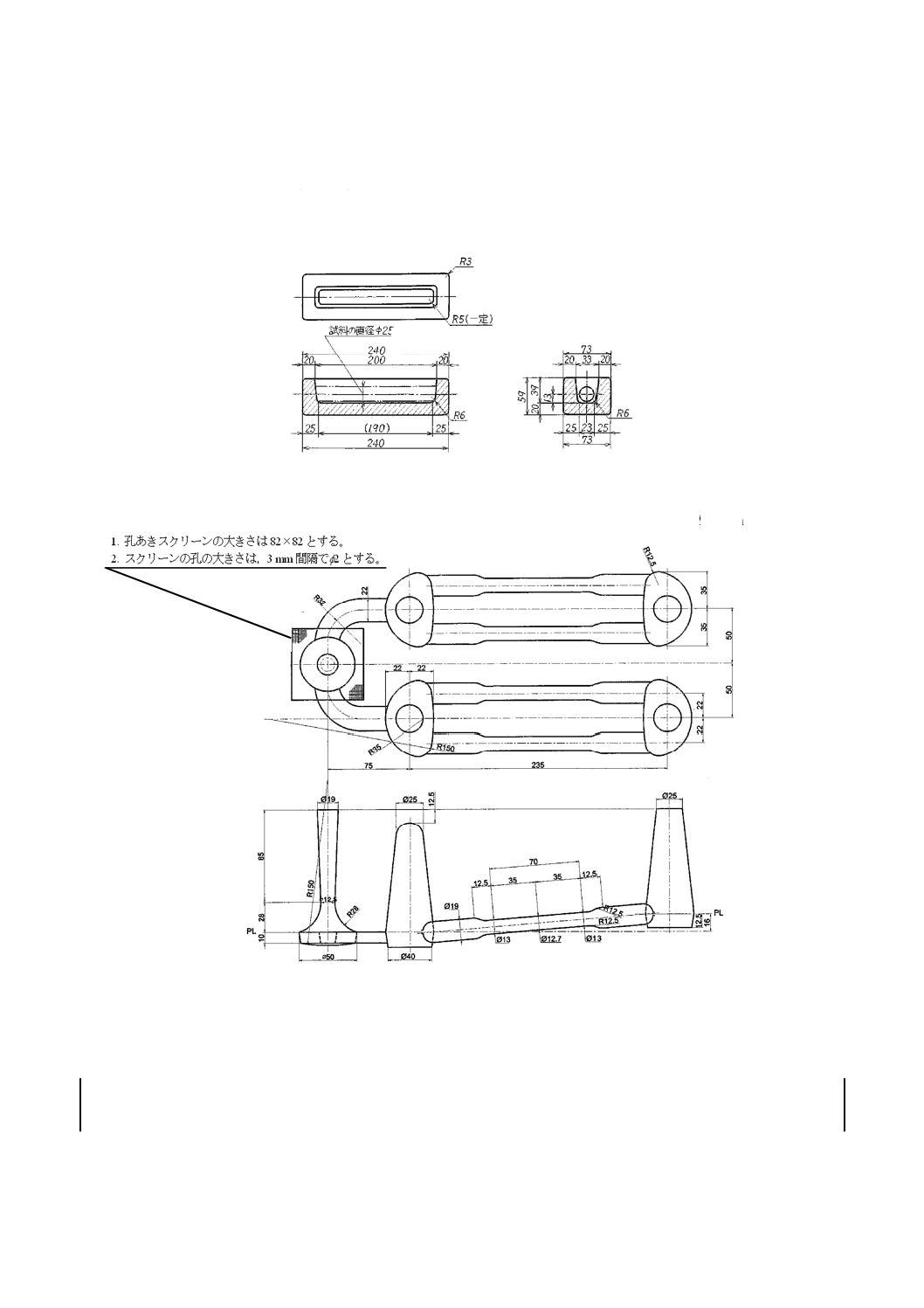
3) 供試材を採取する鋳型は,金型鋳造の場合の試験片鋳型は鋳鉄製とし,試験片鋳型の形状及び寸法
並びに試験片の採取位置は,図1による。また,砂型鋳造の場合の試験片鋳型材料は,鋳物鋳造に
用いられるものと同一とし,試験片鋳型の形状及び寸法は,図2による。
なお,直径13 mm以上の砂型鋳造試験片又は機械加工によって直径12 mm以下とならないよう
6
H 5203:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に加工した試験片を参考に用いてもよい。これらの試験片は,必ず冷し金を用いないで,砂型によ
って4本一組で採取するものとする。鋳物から供試材を採取する場合は,受渡当事者間の協定によ
って最小直径を4 mmとしてもよい。
単位 mm
図 1 金型試験片鋳型
単位 mm
図 2 砂型試験片鋳型
e) 熱処理をする鋳物を代表する供試材は,表3の質別に応じた熱処理を行う。
9. 鋳物の補修 鋳物には,埋金,溶接,ろう付けなどの補修を施してはならない。ただし,注文者の承
認を得て,欠陥部分の補修又は漏れ止めの処理を施すことができる。
(試験片の採取位置)
7
H 5203:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 表示 鋳物には,鋳物表面,送り状又は1包装ごとに貼付ラベルなど適切な方法で,次の事項を表示
する。
a) 規格番号及び種類・質別又はそれらの記号
例1. JIS H 5203 MC2C-F
b) 製造番号
c) 製造業者名又はその略号
11. 報告 製造業者は,注文者からの要求がある場合は,分析試験及び引張試験の結果を提出しなければ
ならない。
附属書(参考)JISと対応する国際規格との対比表
JIS H 5203:2006 マグネシウム合金鋳物
ISO 16220:2005 マグネシウム及びマグネシウム合金−マグネシウム合金地金と鋳物
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.
適用範囲
砂型鋳物,金型鋳物,精密
鋳物について規定。
ISO
16220
1
適用範囲
マグネシウム合金地金及
び鋳造品の化学組成及び
機械的性質を規定。
MOD/削除 ISO規格は,鋳物に関するすべて
の種類のマグネシウム合金につ
いて,化学組成及び機械的性質を
規定している。
JISは,ISO規格のうち砂型鋳物,
金型鋳物,精密鋳物だけを適用範
囲としている。
JISは,使用者の利便性を考慮し,JIS H
2221(鋳物用地金),JIS H 2222(ダイ
カスト用地金),JIS H 5203(鋳物)及
びJIS H 5303(ダイカスト)の4規格と
している。
2.
引用規格
JIS B 0403,JIS H 0001,
JIS H 0321,JIS H 1332,
JIS H 1333,JIS H 1334,
JIS H 1335,JIS H 1336,
JIS H 1337,JIS H 1338,
JIS H 1340,JIS H 1345,
JIS H 2221,JIS Z 2201,
JIS Z 2241
2
引用規格
ISO 31-0,ISO 6506-1,
ISO 6892,EN 1559-5,
EN 1753
MOD/追加
削除
JISは,化学成分の分析に必要な
試験方法を規定するために,引用
規格を追加。
ISO規格では,分析試験方法を規定して
いない。
ISOへの提案を検討する。
3.
種類及び記号
材料を12種類に分類。
ISO規格品9種類。
国内独自品3種類。
3
分類
3.1 材料
材料を15種類に分類
3.2 質別記号
3.3 鋳造方法の表示記号
MOD/削除
追加
JISは,ISO規格の鋳物合金以外
を削除。JISは,鋳造方法による
区分をしていない。
ISO規格の記号を参考として記載
している。
JISの分類は,ISO規格の鋳物合金と一
致している。鋳造方法による区分につい
ては,今後検討が必要である。
4.
材料
使用する鋳物用マグネ
シウム合金地金を規程。
3.1 材料
使用するマグネシウム
合金地金を規程。
MOD/追加 JISは,ASTM規格に規定する鋳
物合金3種類を追加。
8
H
5
2
0
3
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の
理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.
品質
a) 有害なきず,鋳巣,介在物は
不可
4
品質
4.4品質
受渡当事者間の協定による。
MOD/追加
JISとして必要な規定を追加。
ISOへの提案について検討を行う。
b) 化学成分
12の種類ごとに規定。
4.1化学成分
15の種類ごとに規定。
MOD/削除
追加
JISは,ISO規格の鋳物合金
以外を削除。
ISO規格のうち,鋳物の規定値と
は,ほぼ一致している。
c) 機械的性質
12の種類ごとに規定。
4.2機械的性質
砂型と金型の8の種類ごと
に規定。
MOD/削除
追加
JISは,ISO規格の砂型と金
型の機械的性質を一つにま
とめて規定。
ブリネル硬さを参考値とし
て規定。
ISO規格と,数値はほぼ一致してい
る。
6.
形状,寸法及び質量
図面又は模型による。
MOD/追加
JISとして必要な規定項目を追加。
7.
試験
分析試験,引張試験方法を規定。
7
試験方法
引張試験は,ISO 6892による。
硬さ試験は,ISO 6506による。
MOD/追加 ISO規格では,分析試験方法
について規定していない。
JISとして必要な試験法(分析方法)
を追加。硬さは,参考とした。
8.
検査
a) 一般事項を規定。
b) 分析試料採取方法を規程。
c) 試験の実施者を規程。
d) 合否を規程。
e) 供試材の採取を規程。
f) 熱処理条件を規程。
4
4.3試験頻度
EN 1559-5による。
MOD/削除
JISとして規定しない項目を削除。
5
供試材の採取
EN 1559-5による。
6
機械的性質測定用試験片
ISO 6892による。
8
再検査
EN 1559-5による。
9.
鋳物の補修
MOD/追加 ISO規格では,鋳物の補修に
ついて規定していない。
JISとして必要な項目を追加。
ISOへの提案について検討を行う。
9
H
5
2
0
3
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の
理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
10.
表示
3
3.4 注文用名称
MOD/追加 ISO規格は,製造個数,合金
種,質別記号,製造法を規定
JISとして必要な項目を追加。
ISOへの提案について検討を行う。
11.
報告
−
MOD/追加
JISとして必要な項目を追加。
ISOへの提案について検討を行う。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
0
H
5
2
0
3
:
2
0
0
6