H 5121:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 1
4 品質······························································································································· 4
4.1 連鋳鋳物の品質 ············································································································· 4
4.2 化学成分 ······················································································································ 4
4.3 機械的性質 ··················································································································· 7
5 形状・寸法及び質量並びにそれらの許容差 ············································································ 7
6 製造方法························································································································· 8
7 試験······························································································································· 8
7.1 分析試験 ······················································································································ 8
7.2 引張試験 ······················································································································ 8
7.3 硬さ試験 ······················································································································ 8
8 検査······························································································································· 8
9 表示······························································································································· 9
10 報告 ····························································································································· 9
H 5121:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鋳造協会(JFSinc)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 5121:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
− 発明の名称:無鉛青銅合金
− 設定登録日:2003年8月8日
− 特許番号 :第3459623号
− 特許権者 :京和ブロンズ株式会社
京都府久世郡久御山町佐山新開地314
− 発明の名称:銅合金とその合金を用いた鋳塊又は接液部品
− 設定登録日:2005年6月24日
− 特許番号 :第3690746号
− 特許権者 :株式会社キッツ
千葉県千葉市美浜区中瀬1丁目10番1
− 発明の名称:青銅合金
− 設定登録日:2006年3月3日
− 特許番号 :第3776441号
− 特許権者 :株式会社キッツ
千葉県千葉市美浜区中瀬1丁目10番1
− 発明の名称:青銅合金とその合金を用いた鋳塊・接液部品
− 設定登録日:2006年7月21日
− 特許番号 :第3830946号
− 特許権者 :株式会社キッツ
千葉県千葉市美浜区中瀬1丁目10番1
− 発明の名称:飲料水用銅合金製バルブ
− 設定登録日:2006年9月8日
− 特許番号 :第3850861号
− 特許権者 :株式会社キッツ
千葉県千葉市美浜区中瀬1丁目10番1
− 発明の名称:耐圧性に優れた鋳物用無鉛銅合金
− 設定登録日:2007年5月18日
− 特許番号 :第3957308号
− 特許権者 :滋賀バルブ協同組合
H 5121:2016
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
滋賀県彦根市岡町52番地
:滋賀県
滋賀県大津市京町4丁目1番1号
− 発明の名称:銅合金系水道用部材
− 設定登録日:2007年4月20日
− 特許番号 :第3946244号
− 特許権者 :株式会社栗本鐵工所
大阪府大阪市西区北堀江1丁目12番19号
− 発明の名称:無鉛快削性銅合金
− 設定登録日:2005年10月28日
− 特許番号 :第3734372号
− 特許権者 :三菱伸銅株式会社
東京都品川区北品川4丁目7番35号
− 発明の名称:快削性銅合金
− 設定登録日:2007年2月16日
− 特許番号 :第3917304号
− 特許権者 :三菱伸銅株式会社
東京都品川区北品川4丁目7番35号
− 発明の名称:鉛を超低量含む快削銅合金
− 設定登録日:2012年3月16日
− 特許番号 :第4951623号
− 特許権者 :三菱伸銅株式会社
東京都品川区北品川4丁目7番35号
− 発明の名称:機械的特性に優れた鋳物用無鉛銅合金
− 設定登録日:2013年8月9日
− 特許番号 :第5335558号
− 特許権者 :滋賀バルブ協同組合
滋賀県彦根市岡町52番地
:株式会社ビワライト
滋賀県彦根市岡町52番地
:滋賀県
滋賀県大津市京町4丁目1番1号
− 発明の名称:水道部材用銅合金
− 設定登録日:2013年11月8日
− 特許番号 :第5406405号
− 特許権者 :株式会社栗本鐵工所
大阪府大阪市西区北堀江1丁目12番19号
− 発明の名称:鋳造性に優れた無鉛快削性黄銅
− 設定登録日:2014年1月17日
− 特許番号 :第5454144号
H 5121:2016
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 特許権者 :TOTO株式会社
福岡県北九州市小倉北区中島2丁目1番1号
− 発明の名称:水道部材用黄銅合金
− 設定登録日:2014年4月18日
− 特許番号 :第5522582号
− 特許権者 :株式会社栗本鐵工所
大阪府大阪市西区北堀江1丁目12番19号
− 発明の名称:飲料水用のバルブ
− 設定登録日:2010年2月12日
− 特許番号 :第4455507号
− 特許権者 :株式会社キッツ
千葉県千葉市美浜区中瀬1丁目10番1
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 5121:2016
銅合金連続鋳造鋳物
Copper alloy continuous castings
1
適用範囲
この規格は,連続鋳造によって製造された銅合金の連続鋳造鋳物(以下,連鋳鋳物という。)について規
定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0403 鋳造品−寸法公差方式及び削り代方式
JIS H 0321 非鉄金属材料の検査通則
JIS H 1012 銅及び銅合金の分析方法通則
JIS H 1051 銅及び銅合金中の銅定量方法
JIS H 1052 銅及び銅合金中のすず定量方法
JIS H 1053 銅及び銅合金中の鉛定量方法
JIS H 1054 銅及び銅合金中の鉄定量方法
JIS H 1055 銅及び銅合金中のマンガン定量方法
JIS H 1056 銅及び銅合金中のニッケル定量方法
JIS H 1057 銅及び銅合金中のアルミニウム定量方法
JIS H 1058 銅及び銅合金中のりん定量方法
JIS H 1061 銅及び銅合金中のけい素定量方法
JIS H 1062 銅及び銅合金中の亜鉛定量方法
JIS H 1065 銅及び銅合金中のセレン定量方法
JIS H 1068 銅及び銅合金中のビスマス定量方法
JIS H 1070 銅及び銅合金中の硫黄定量方法
JIS H 1072 銅及び銅合金中のアンチモン定量方法
JIS H 1292 銅合金の蛍光X線分析方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
3
種類及び記号
連鋳鋳物の種類及び記号は,合金系及び化学成分によって区分し,表1による。
2
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
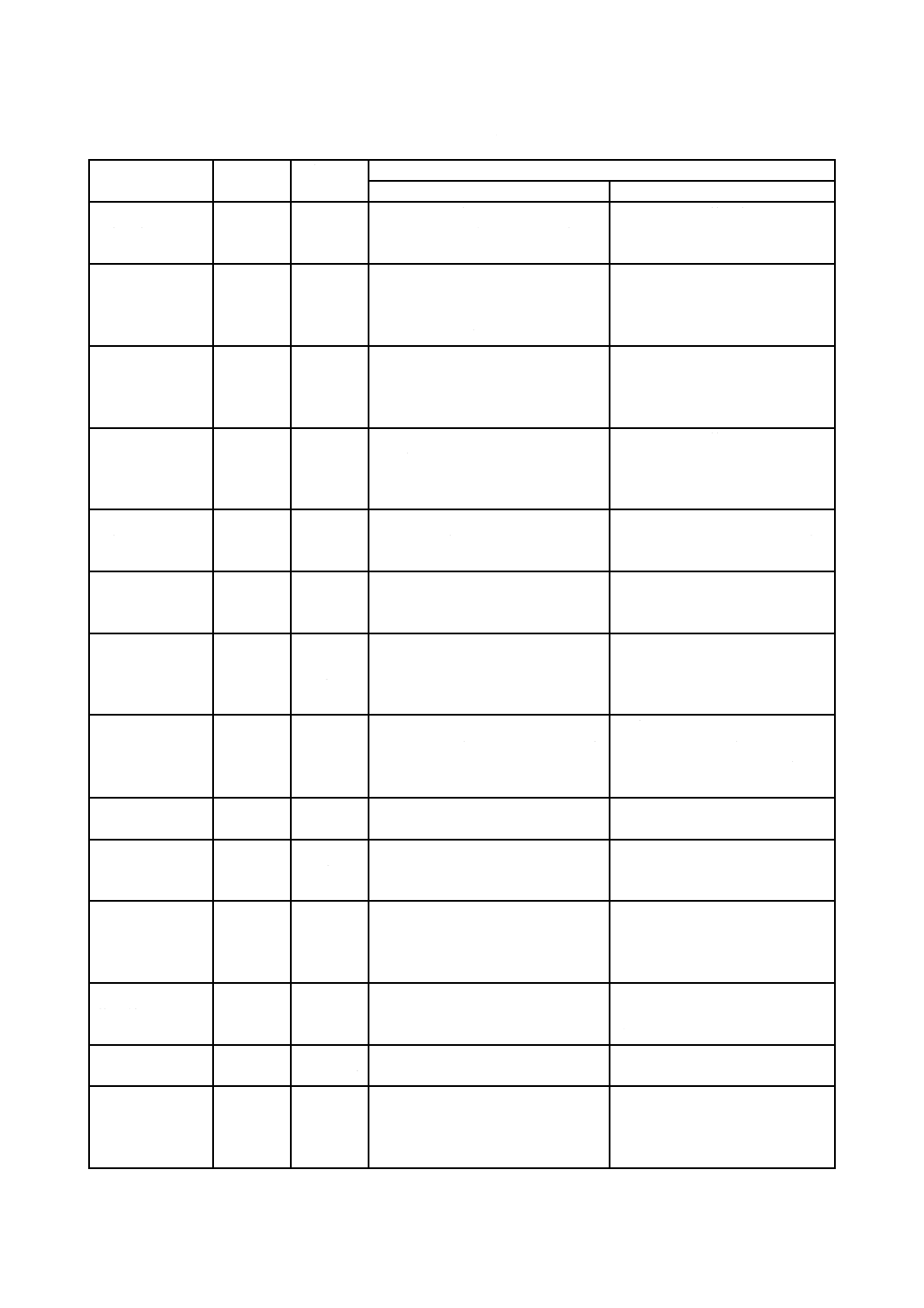
表1−種類及び記号
種類
記号
合金系
参考
合金の特色
用途例a)
耐脱亜鉛黄銅連
続鋳造鋳物11種
CAC211C
Cu−Zn−
Sn−Pb系
耐脱亜鉛性に優れ,CAC406Cと同等
の引張強さ及び伸びをもつ。被削性
はCAC406Cより劣る。
給水用具・給水管用各種部品など。
耐脱亜鉛黄銅連
続鋳造鋳物21種
CAC221C
Cu−Zn−
Bi系
鉛浸出量はほとんどない。耐脱亜鉛
性に優れる。CAC406Cより高い引張
強さ及び伸びをもつ。被削性は
CAC406Cより劣る。
給水用具・給水管用各種部品など。
耐脱亜鉛黄銅連
続鋳造鋳物31種
CAC231C
Cu−Zn−
Sn−Bi系
鉛浸出量はほとんどない。耐脱亜鉛
性に優れ,CAC406Cと同等の引張強
さ及び伸びをもつ。被削性は
CAC406Cより劣る。
給水用具・給水管用各種部品など。
耐脱亜鉛黄銅連
続鋳造鋳物32種
CAC232C
Cu−Zn−
Sn−Bi系
鉛浸出量はほとんどない。耐脱亜鉛
性に優れ,CAC406Cと同等の引張強
さ及び伸びをもつ。被削性は
CAC406Cより劣る。
給水用具・給水管用各種部品など。
高力黄銅連続鋳
造鋳物1種
CAC301C
Cu−Zn−
Mn−Fe−
Al系
高力黄銅鋳物CAC301より引張強さ
及び硬さに優れ,耐食性及びじん性
もよい。
軸受,弁座,弁棒,軸受保持器,
レバー,アーム,ギヤ,舶用ぎ装
品など。
高力黄銅連続鋳
造鋳物2種
CAC302C
Cu−Zn−
Mn−Fe−
Al系
CAC301Cより引張強さが高い。耐摩
耗性もよい。硬さはCAC301Cより
高く,剛性がある。
軸受,軸受保持器,スリッパー,
エンドプレート,弁座,弁棒,特
殊シリンダ,一般機械部品など。
高力黄銅連続鋳
造鋳物3種
CAC303C
Cu−Zn−
Al−Mn−
Fe系
CAC302Cより引張強さ,硬さ及び耐
摩耗性がよい。
低速高荷重のしゅう(摺)動部品,
バルブ,ステム,ブシュ,ウォー
ムギヤ,スリッパー,カム,水圧
シリンダ部品など。
高力黄銅連続鋳
造鋳物4種
CAC304C
Cu−Zn−
Al−Mn−
Fe系
高力黄銅連鋳鋳物の中で引張強さ及
び硬さが最も優れ,高荷重でも耐摩
耗性がよい。
低速高荷重のしゅう(摺)動部品,
橋りょう(梁)用支承板,軸受,
ナット,ウォームギヤ,耐摩耗板
など。
青銅連続鋳造鋳
物1種
CAC401C
Cu−Sn−
Zn−Pb系
被削性がよく,ろう付け性及びはん
だ付け性がよい。
給水用具・給水管用各種部品,軸
受,銘板,一般機械部品など。
青銅連続鋳造鋳
物2種
CAC402C
Cu−Sn−
Zn系
CAC406Cに比べて,耐圧性,耐摩耗
性及び耐食性がよく,引張強さ及び
伸びもよい。鉛浸出量は少ない。
軸受,歯車,舶用丸窓,電動機器
部品など。
青銅連続鋳造鋳
物3種
CAC403C
Cu−Sn−
Zn系
CAC406Cに比べて,耐圧性,耐摩耗
性,引張強さ及び伸びがよく,かつ,
耐食性がCAC402Cよりもよい。鉛
浸出量は少ない。
軸受,バルブ,歯車,電動機器部
品,一般機械部品など。
青銅連続鋳造鋳
物6種
CAC406C
Cu−Sn−
Zn−Pb系
耐圧性,耐摩耗性及び被削性がよい。 軸受,バルブシートリング,給水
用具・給水管用各種部品,水道用
資機材,一般機械部品など。
青銅連続鋳造鋳
物7種
CAC407C
Cu−Sn−
Zn−Pb系
引張強さ及び伸びがCAC406Cより
もよい。
軸受,小形ポンプ部品,一般機械
部品など。
青銅連続鋳造鋳
物8種
CAC408C
Cu−Sn−
Zn−Pb系
CAC406Cの低鉛組成の青銅で
CAC406Cと同等の引張強さ,伸び,
耐摩耗性,耐食性及び耐圧性をもつ
が,被削性は劣る。
軸受,バルブシートリング,給水
用具・給水管用各種部品,水道用
資機材,一般機械部品など。
3
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
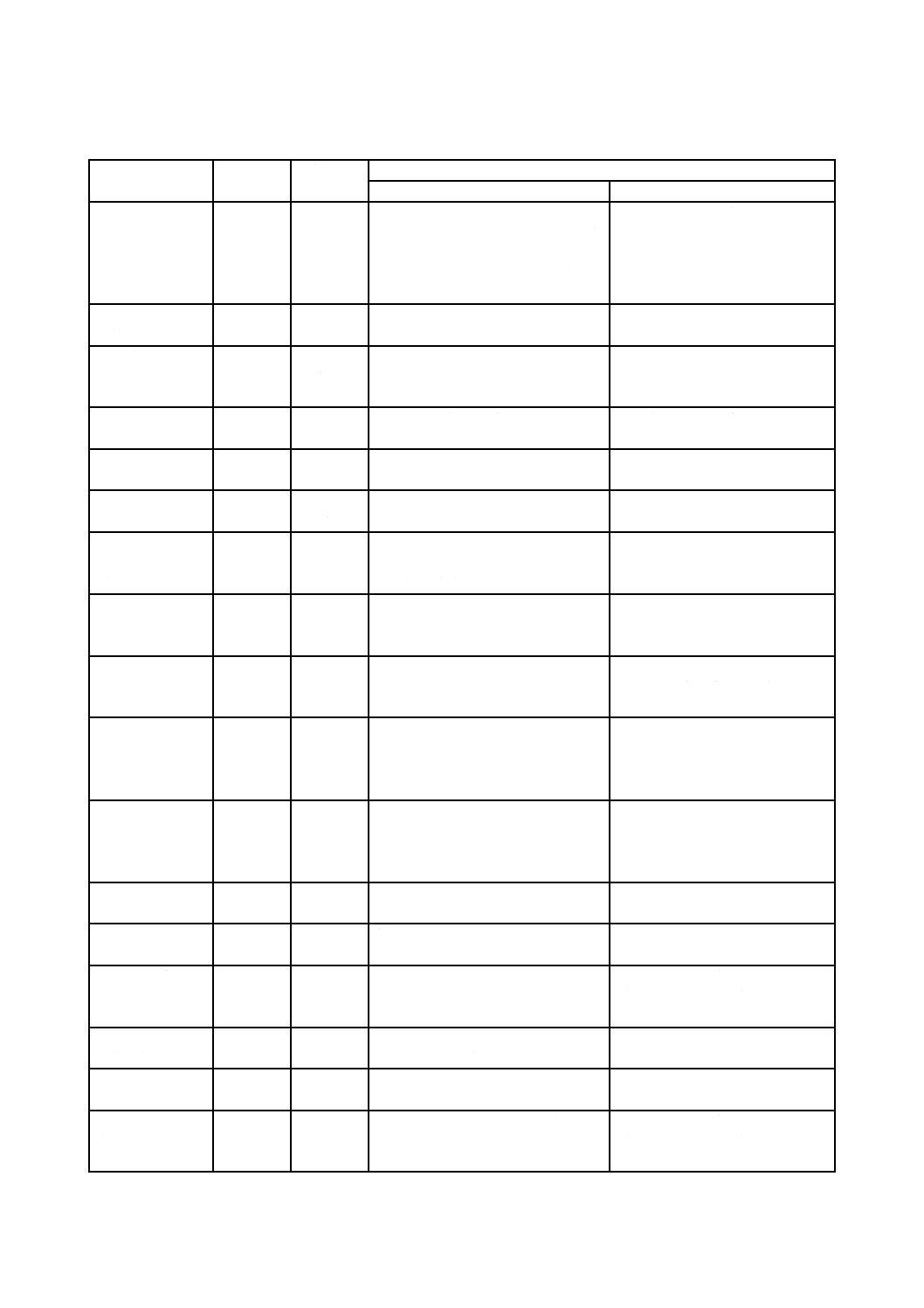
表1−種類及び記号(続き)
種類
記号
合金系
参考
合金の特色
用途例a)
青銅連続鋳造鋳
物11種
CAC411C
Cu−Sn−
Zn−Ni−
S系
硫化物を分散させた青銅で,鉛浸出
量はほとんどない。CAC406Cより赤
味を帯びている。引張強さ及び伸び
はCAC406Cと同等である。被削性
はCAC406Cより劣る。
給水用具及び給水管用各種部品,
一般機械部品など。
りん青銅連続鋳
造鋳物2種
CAC502C
Cu−Sn−
P系
耐食性及び耐摩耗性がよい。鉛浸出
量は非常に少ない。
歯車,ウォームギヤ,軸受,一般
機械部品など。
りん青銅連続鋳
造鋳物3種
CAC503C
Cu−Sn−
P系
硬さが高く,耐摩耗性がよい。鉛浸
出量は非常に少ない。
しゅう(摺)動部品,油圧シリン
ダ,スリーブ,歯車,ライナー,
製紙用各種ロールなど。
鉛青銅連続鋳造
鋳物3種
CAC603C
Cu−Sn−
Pb系
面圧の高い軸受に適し,なじみ性が
よい。
中高速・高荷重用軸受,エンジン
用軸受など。
鉛青銅連続鋳造
鋳物4種
CAC604C
Cu−Sn−
Pb系
CAC603Cよりなじみ性がよい。
中高速・中荷重用軸受,車両用軸
受,ホワイトメタルの裏金など。
鉛青銅連続鋳造
鋳物5種
CAC605C
Cu−Sn−
Pb系
鉛青銅連鋳鋳物の中でなじみ性及び
耐焼付性が特によい。
中高速・低荷重用軸受,エンジン
用軸受など。
アルミニウム青
銅連続鋳造鋳物1
種
CAC701C
Cu−Al−
Fe−Ni−
Mn系
引張強さ及びじん性に優れ,曲げに
も強い。耐食性,耐熱性,耐摩耗性
及び低温特性がよい。
軸受,歯車,バルブシート,プラ
ンジャ,製紙用ロールなど。
アルミニウム青
銅連続鋳造鋳物2
種
CAC702C
Cu−Al−
Fe−Ni−
Mn系
引張強さが大きく,耐食性及び耐摩
耗性がよい。
軸受,歯車,バルブシート,羽根
車,ボルト,ナット,安全工具,
架線金具など。
アルミニウム青
銅連続鋳造鋳物3
種
CAC703C
Cu−Al−
Fe−Ni−
Mn系
引張強さが特に大きく,耐食性及び
耐摩耗性がよい。
軸受,ポンプ部品,舶用ボルト・
ナット,化学工業用機器部品など。
シルジン青銅連
続鋳造鋳物4種
CAC804C
Cu−Si−
Zn系
鉛浸出量はほとんどない耐脱亜鉛性
に優れる。CAC406Cより引張強さが
大きい。被削性はCAC406Cより劣
る。
給水用具・給水管用各種部品,ポ
ンプ部品バルブ,継手,軸受,歯
車など。
ビスマス青銅連
続鋳造鋳物1種
CAC901C
Cu−Sn−
Zn−Bi系
鉛浸出量はほとんどない。引張強さ,
伸び及び耐圧性はCAC406C,
CAC902Cよりよいが,被削性は劣
る。
給水用具・給水管用各種部品,水
道用資機材,バルブ,継手など。
ビスマス青銅連
続鋳造鋳物2種
CAC902C
Cu−Sn−
Zn−Bi系
鉛浸出量はほとんどない。CAC406C
より被削性は劣る。
給水用具・給水管用各種部品,水
道用資機材,バルブ,継手など。
ビスマス青銅連
続鋳造鋳物3種
CAC903C
Cu−Sn−
Zn−Bi系
鉛浸出量はほとんどない。CAC406C
と同等の被削性をもつ。
給水用具・給水管用各種部品,水
道用資機材,バルブ,継手など。
ビスマス青銅連
続鋳造鋳物4種
CAC904C
Cu−Sn−
Zn−Bi−
Ni系
鉛浸出量はほとんどない。CAC406C
より被削性は劣る。
給水用具・給水管用各種部品,水
道用資機材,バルブ,継手など。
ビスマス青銅連
続鋳造鋳物5種
CAC905C
Cu−Sn−
Zn−Bi系
鉛浸出量はほとんどない。被削性は
CAC406Cより劣る。
給水用具・給水管用各種部品,バ
ルブ,継手など。
ビスマス青銅連
続鋳造鋳物6種
CAC906C
Cu−Sn−
Zn−Bi系
鉛浸出量はほとんどない。被削性は
CAC406Cより劣る。
給水用具・給水管用各種部品,バ
ルブ,継手など。
ビスマスセレン
青銅連続鋳造鋳
物1種
CAC911C
Cu−Sn−
Zn−Bi−
Se系
鉛浸出量はほとんどない。被削性は
CAC902Cよりよい。
給水用具・給水管用各種部品,水
道用資機材,バルブ,継手など。
4
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類及び記号(続き)
注a) 給水用具・給水管用各種部品とは,給水管,止水栓及び給水栓における配管部品,バルブ,コックなどを指す。
水道用資機材とは,上水道・工業用水道のための取水,浄水及び配水の施設における配管部品,バルブ,ポン
プなどを指す。
4
品質
4.1
連鋳鋳物の品質
連鋳鋳物の品質は,鋳肌が良好で,使用上有害なきず,割れ,鋳巣などの欠陥があってはならない。
4.2
化学成分
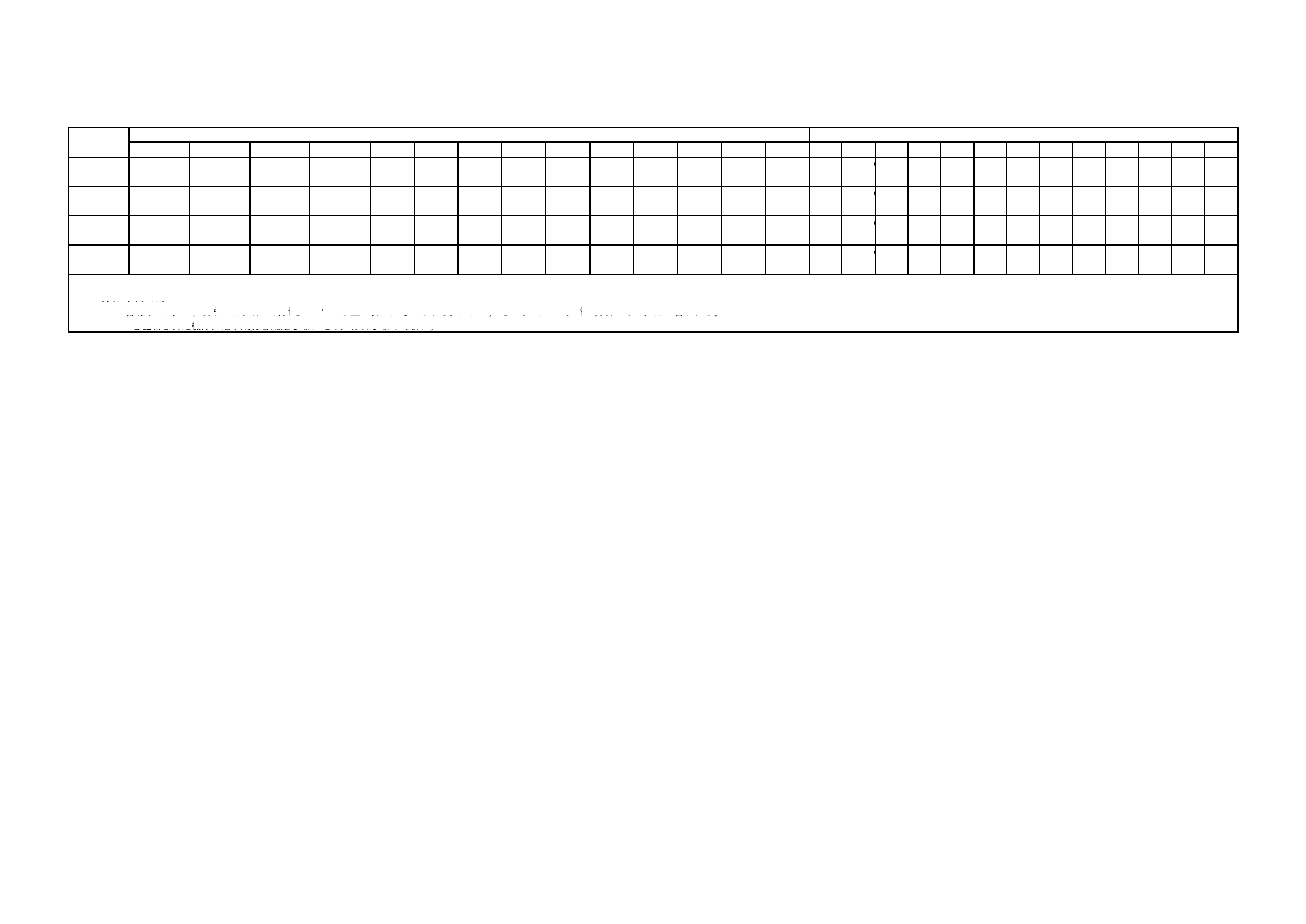
連鋳鋳物は,7.1によって試験を行い,その化学成分は,表2による。
5
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
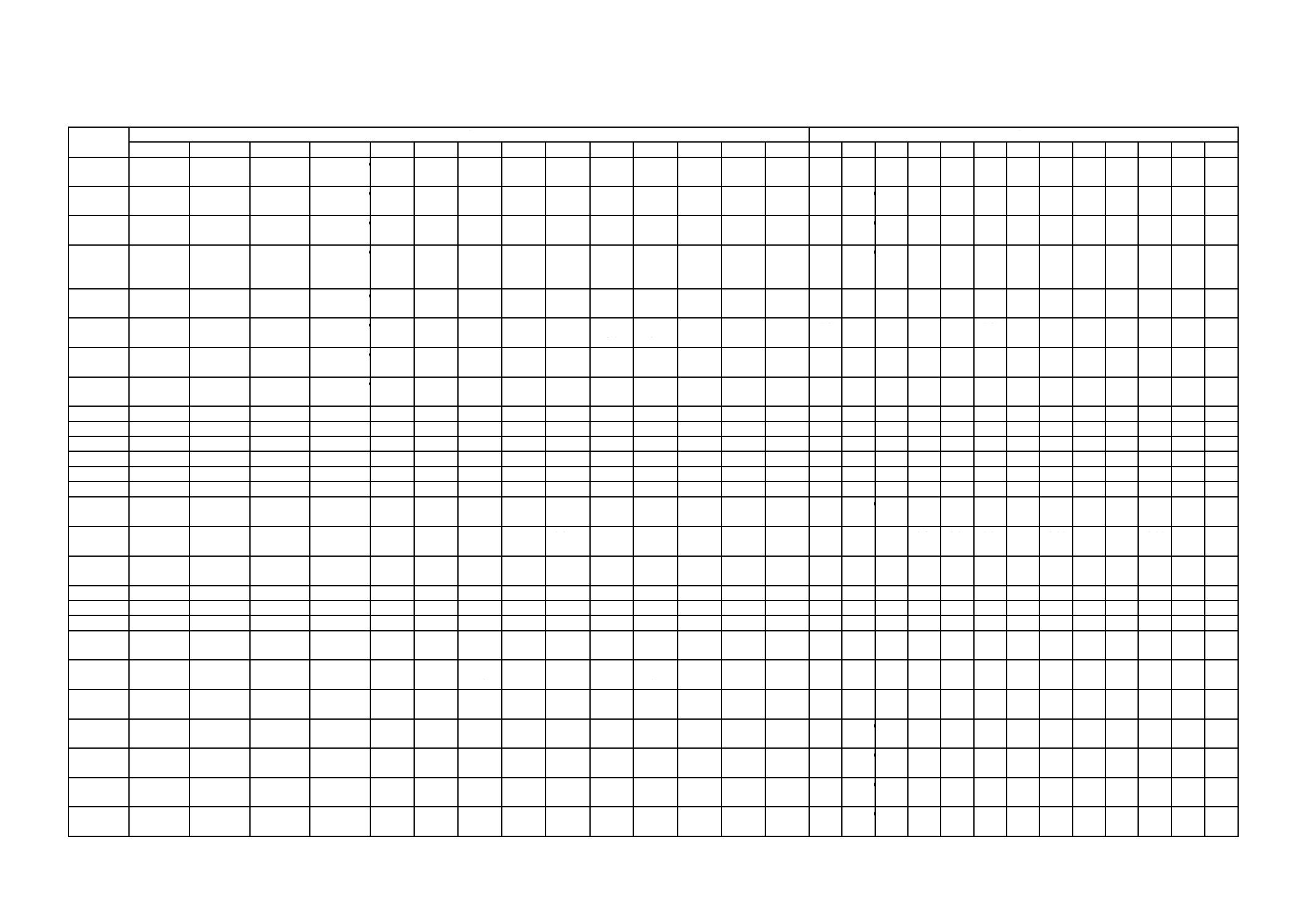
表2−化学成分
単位 %
記号
主要成分d)
残余成分a), d)
Cu
Sn
Pb
Zn
Bi
Se
Fe
Ni
P
Al
Mn
Si
S
Sb
Sn
Pb
Zn
Fe
Sb
Ni
P
Al
Se
Mn
Si
Bi
S
CAC211C
65.5〜68.5
1.1〜1.5
0.1〜2.0
28.0〜31.0 c)
−
−
−
−
0.05〜
0.1
0.01〜
0.1
−
−
−
0.06〜
0.15
−
−
−
0.2
−
0.2
−
−
−
−
0.05
−
−
CAC221C
66.0〜69.0
−
−
26.0〜31.0 c) 0.2〜
1.2
−
−
0.2〜
1.0
0.005〜
0.2
0.8〜
1.4
−
−
−
−
0.5
0.25 b)
−
0.5
−
−
−
−
−
−
0.3
−
−
CAC231C
66.3〜68.5
1.1〜1.5
−
28.0〜31.0 c) 0.5〜
0.8
−
−
−
0.05〜
0.1
0.01〜
0.1
−
−
−
0.06〜
0.15
−
0.25 b)
−
0.2
−
0.2
−
−
−
−
0.05
−
−
CAC232C
66.0〜72.0
0.6〜1.5
−
26.0〜30.0 c) 0.5〜
2.0
−
−
−
−
0.35〜
0.6
−
0.4〜
0.8
−
0.02〜
0.20
−
0.25 b)
−
0.2
−
0.2
0.03
−
−
0.2
−
−
−
CAC301C
55.0〜60.0
−
−
33.0〜42.0 c)
−
−
0.5〜
1.5
−
−
0.5〜
1.5
0.1〜
1.5
−
−
−
1.0
0.4
−
−
−
1.0
−
−
−
−
0.1
−
−
CAC302C
55.0〜60.0
−
−
30.0〜42.0 c)
−
−
0.5〜
2.0
−
−
0.5〜
2.0
0.1〜
3.5
−
−
−
1.0
0.4
−
−
−
1.0
−
−
−
−
0.1
−
−
CAC303C
60.0〜65.0
−
−
22.0〜28.0 c)
−
−
2.0〜
4.0
−
−
3.0〜
5.0
2.5〜
5.0
−
−
−
0.5
0.2
−
−
−
0.5
−
−
−
−
0.1
−
−
CAC304C
60.0〜65.0
−
−
22.0〜28.0 c)
−
−
2.0〜
4.0
−
−
5.0〜
7.5
2.5〜
5.0
−
−
−
0.2
0.2
−
−
−
0.5
−
−
−
−
0.1
−
−
CAC401C
79.0〜83.0
2.0〜4.0
3.0〜7.0
8.0〜12.0
−
−
−
−
−
−
−
−
−
−
−
−
−
0.35
0.2
1.0
0.5
0.01
−
−
0.01
−
−
CAC402C
86.0〜90.0
7.0〜9.0
−
3.0〜5.0
−
−
−
−
−
−
−
−
−
−
−
1.0 b)
−
0.2
0.2
1.0
0.5
0.01
−
−
0.01
−
−
CAC403C
86.5〜89.5
9.0〜11.0
−
1.0〜3.0
−
−
−
−
−
−
−
−
−
−
−
1.0 b)
−
0.2
0.2
1.0
0.5
0.01
−
−
0.01
−
−
CAC406C
83.0〜87.0
4.0〜6.0
4.0〜6.0
4.0〜6.0
−
−
−
−
−
−
−
−
−
−
−
−
−
0.3
0.2
1.0
0.5
0.01
−
−
0.01
−
−
CAC407C
86.0〜90.0
5.0〜7.0
1.0〜3.0
3.0〜5.0
−
−
−
−
−
−
−
−
−
−
−
−
−
0.2
0.2
1.0
0.5
0.01
−
−
0.01
−
−
CAC408C
84.0〜88.0
4.0〜6.0
2.0〜4.0
5.0〜7.0
−
−
−
−
−
−
−
−
−
−
−
−
−
0.3
0.2
1.0
0.5
0.01
−
−
0.01
−
−
CAC411C
90.0〜96.0
3.0〜5.0
−
1.0〜3.0
−
−
−
0.1〜
1.0
−
−
−
−
0.2〜
0.6
−
−
0.25 b)
−
0.5
0.2
−
0.5
0.01
−
−
0.01
−
−
CAC502C
87.0〜91.0
9.0〜12.0
−
−
−
−
−
−
0.05〜
0.50
−
−
−
−
−
−
0.3
0.3
0.2
0.05
1.0
−
0.01
−
−
0.01
−
−
CAC503C
84.0〜88.0
12.0〜15.0
−
−
−
−
−
−
0.05〜
0.50
−
−
−
−
−
−
0.3
0.3
0.2
0.05
1.0
−
0.01
−
−
0.01
−
−
CAC603C
77.0〜81.0
9.0〜11.0
9.0〜11.0
−
−
−
−
−
−
−
−
−
−
−
−
−
1.0
0.3
0.5
1.0
0.5
0.01
−
−
0.01
−
−
CAC604C
74.0〜78.0
7.0〜9.0
14.0〜16.0
−
−
−
−
−
−
−
−
−
−
−
−
−
1.0
0.3
0.5
1.0
0.5
0.01
−
−
0.01
−
−
CAC605C
70.0〜76.0
6.0〜8.0
16.0〜22.0
−
−
−
−
−
−
−
−
−
−
−
−
−
1.0
0.3
0.5
1.0
0.5
0.01
−
−
0.01
−
−
CAC701C
85.0〜90.0
−
−
−
−
−
1.0〜
3.0
0.1〜
1.0
−
8.0〜
10.0
0.1〜
1.0
−
−
−
0.1
0.1
0.5
−
−
−
−
−
−
−
−
−
−
CAC702C
80.0〜88.0
−
−
−
−
−
2.5〜
5.0
1.0〜
3.0
−
8.0〜
10.5
0.1〜
1.5
−
−
−
0.1
0.1
0.5
−
−
−
−
−
−
−
−
−
−
CAC703C
78.0〜85.0
−
−
−
−
−
3.0〜
6.0
3.0〜
6.0
−
8.5〜
10.5
0.1〜
1.5
−
−
−
0.1
0.1
0.5
−
−
−
−
−
−
−
−
−
−
CAC804C
74.0〜78.0
−
−
18.0〜22.5
−
−
−
−
0.05〜
0.2
−
−
2.7〜
3.4
−
−
0.6
0.25 b)
−
0.1
0.1
0.2
−
−
0.1
0.1
−
0.1
−
CAC901C
86.0〜90.6
4.0〜6.0
−
4.0〜8.0
0.4超
〜1.0
−
−
−
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.3
1.0
0.5
0.01
0.10
未満b)
−
0.01
−
0.08
CAC902C
84.5〜90.0
4.0〜6.0
−
4.0〜8.0
1.0超
〜2.5
−
−
−
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.3
1.0
0.5
0.01
0.10
未満b)
−
0.01
−
0.08
CAC903C
83.5〜88.5
4.0〜6.0
−
4.0〜8.0
2.5超
〜3.5
−
−
−
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.3
1.0
0.5
0.01
0.10
未満b)
−
0.01
−
0.08
6
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−化学成分(続き)
単位 %
記号
主要成分d)
残余成分a), d)
Cu
Sn
Pb
Zn
Bi
Se
Fe
Ni
P
Al
Mn
Si
S
Sb
Sn
Pb
Zn
Fe
Sb
Ni
P
Al
Se
Mn
Si
Bi
S
CAC904C
82.5〜87.5
3.0〜5.0
−
6.0〜9.0
1.0〜
2.0
−
−
1.5〜
2.5
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.3
−
0.5
0.01
0.10
未満b)
−
0.01
−
0.08
CAC905C
80.1〜85.1
1.5〜3.0
−
12.0〜17.0
0.4〜
0.9
−
−
−
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.05
未満
0.5
0.5
0.01
0.10
未満b)
−
0.01
−
−
CAC906C
77.5〜83.0
2.0〜3.0
−
14.0〜17.0
0.9超
〜1.5
−
−
−
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.05
未満
0.2
0.5
0.01
0.10
未満b)
−
0.01
−
−
CAC911C
83.0〜90.6
3.5〜6.0
−
4.0〜9.0
0.8〜
2.5
0.1〜
0.5
−
−
−
−
−
−
−
−
−
0.25 b)
−
0.3
0.2
1.0
0.5
0.01
−
−
0.01
−
0.08
注a) 許容限度(許容最大値)を示す。分析対象元素[注b)参照]以外の成分の分析は,注文者の要求がある場合,又は製造業者の選定によって行う。
b) 分析対象元素。
c) Znの含有率(%)は,分析した元素の合計を100 %から差し引いたものとする。ただし,その中にはZn以外の分析しない元素が含まれる。
d) “−”と記載された欄は,化学成分を規定しないため,分析しなくてよい。
7
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
機械的性質
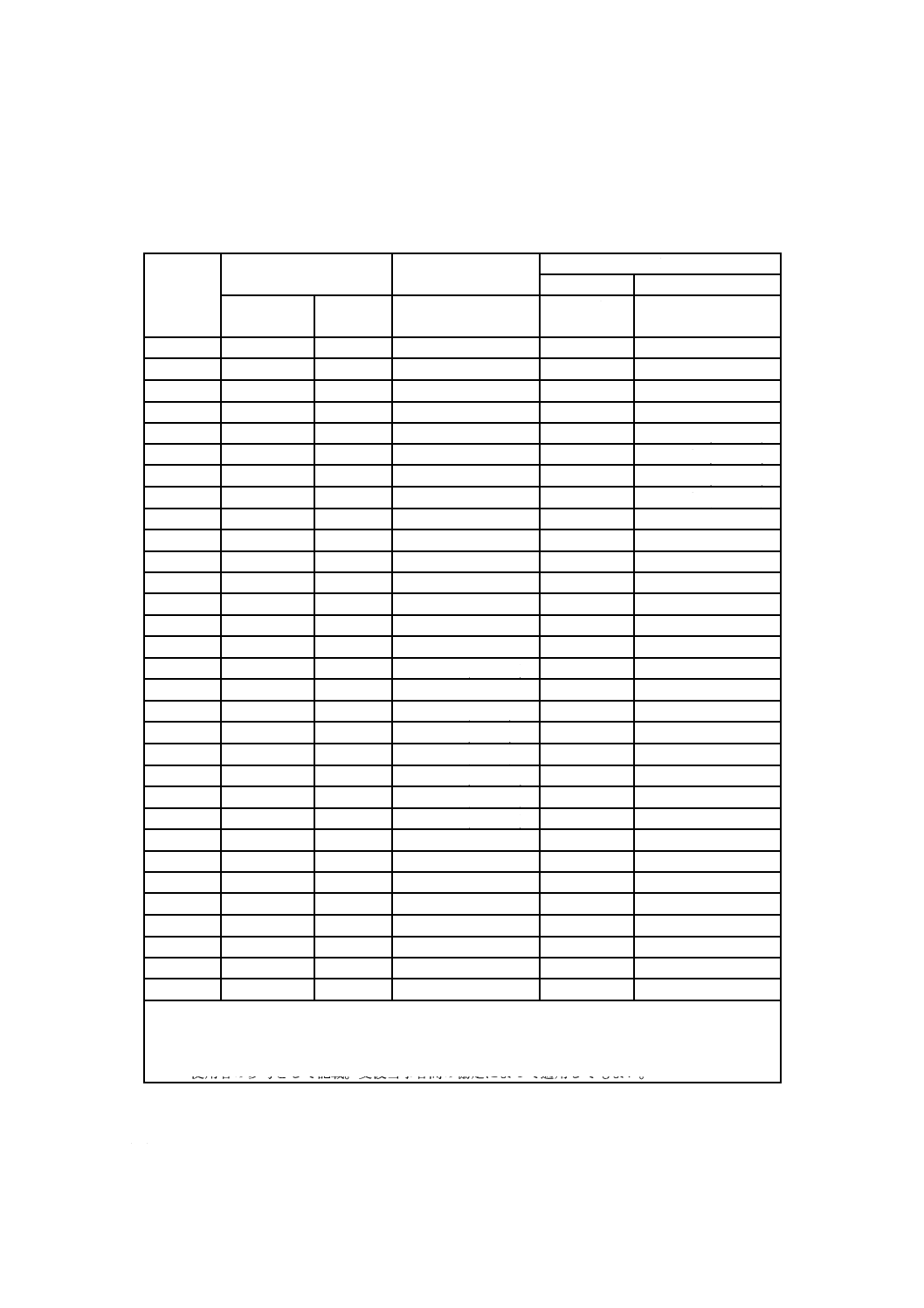
連鋳鋳物は,7.2及び7.3によって試験を行い,その機械的性質(引張強さ,伸び及びブリネル硬さ)は,
表3による。
表3−機械的性質a)
記号
引張試験
硬さ試験
参考b)
引張試験
硬さ試験
引張強さ
N/mm2
伸び
%
ブリネル硬さ
HBW
0.2 %耐力
N/mm2
ブリネル硬さ
HBW
CAC211C
245以上
15以上
−
−
−
CAC221C
255以上
20以上
−
−
−
CAC231C
245以上
15以上
−
−
−
CAC232C
245以上
20以上
−
−
−
CAC301C
470以上
25以上
−
170以上
90以上 (10/1 000)
CAC302C
530以上
20以上
−
200以上
100以上 (10/1 000)
CAC303C
655以上
18以上
−
310以上
165以上 (10/3 000)
CAC304C
765以上
14以上
−
420以上
200以上 (10/3 000)
CAC401C
195以上
15以上
−
90以上
−
CAC402C
275以上
15以上
−
150以上
−
CAC403C
275以上
13以上
−
170以上
−
CAC406C
245以上
15以上
−
100以上
−
CAC407C
255以上
15以上
−
130以上
−
CAC408C
245以上
15以上
−
100以上
−
CAC411C
245以上
15以上
−
100以上
−
CAC502C
295以上
10以上
80以上 (10/1 000)
160以上
−
CAC503C
295以上
5以上
90以上 (10/1 000)
160以上
−
CAC603C
225以上
10以上
65以上 (10/500)
135以上
−
CAC604C
220以上
8以上
60以上 (10/500)
100以上
−
CAC605C
175以上
7以上
50以上 (10/500)
80以上
−
CAC701C
490以上
20以上
90以上 (10/1 000)
170以上
−
CAC702C
540以上
15以上
120以上 (10/1 000)
220以上
−
CAC703C
610以上
12以上
160以上 (10/3 000)
245以上
−
CAC804C
350以上
18以上
−
170以上
−
CAC901C
245以上
25以上
−
−
−
CAC902C
245以上
20以上
−
100以上
−
CAC903C
245以上
15以上
−
−
−
CAC904C
245以上
15以上
−
100以上
−
CAC905C
245以上
20以上
−
−
−
CAC906C
245以上
20以上
−
−
−
CAC911C
245以上
15以上
−
−
−
注記 1 N/mm2=1 MPa
注a) 連鋳鋳物の機械的性質は,外径100 mm以下の管及び棒に適用する。異形状連鋳鋳物並びに外
径及び対辺距離が100 mmを超える管及び棒の機械的性質は,受渡当事者間の協定による。
b) 使用者の参考として記載。受渡当事者間の協定によって適用してもよい。
5
形状・寸法及び質量並びにそれらの許容差
連鋳鋳物の形状・寸法及び質量並びにそれらの許容差は,次による。
8
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 受渡当事者間で,事前に仕様書又は図面を取り交わし,形状・寸法及び質量を取り決める。
b) それぞれの許容差は,受渡当事者間の協定による。ただし,寸法許容差は,特に指定のない場合,JIS
B 0403による。
6
製造方法
連鋳鋳物の製造方法は,次による。
a) 連鋳鋳物は,横型連続鋳造法,たて(竪)型連続鋳造法又はその他の連続鋳造法によって製造する。
b) 連鋳鋳物には,埋め金,溶接,ろう付けなどの補修を施してはならない。ただし,きず又は鋳巣で使
用上影響が軽微なものは,注文者の承認を得て欠陥部分の補修を施してもよい。
c) 連鋳鋳物は,必要がある場合,応力除去焼なまし,その他適切な熱処理又は切削加工を行ってもよい。
なお,CAC703Cなどで海水などの腐食環境で使用する部品については,受渡当事者間の協定によっ
て焼なまし熱処理を施してもよい。
7
試験
7.1
分析試験
分析試料の採取方法及び一般事項は,JIS H 0321及び/又はJIS H 1012による。
化学成分の分析試験は,次のいずれかによる。
JIS H 1051,JIS H 1052,JIS H 1053,JIS H 1054,JIS H 1055,JIS H 1056,JIS H 1057,JIS H 1058,
JIS H 1061,JIS H 1062,JIS H 1065,JIS H 1068,JIS H 1070,JIS H 1072又はJIS H 1292
なお,発光分光分析方法については,受渡当事者間の協定による。
7.2
引張試験
7.2.1
供試材及び試験片の採取方法
供試材及び試験片の採取方法は,次による。
a) 供試材は,特に指定がない限り同一目標成分,同一形状の1回の連続鋳造ごとに1個以上とする。供
試材は,連鋳鋳物本体から採取する。
b) 引張試験片の採り方は,受渡当事者間の協定による。
7.2.2
試験片
試験片は,JIS Z 2241の4号試験片による。4号試験片に調製できない場合は,受渡当事者間の協定に
よる。
7.2.3
試験方法
試験方法は,JIS Z 2241による。
7.3
硬さ試験
硬さ試験は,JIS Z 2243による。供試材及び試験片の採取方法は,受渡当事者間の協定による。
8
検査
検査は,次による。
a) 一般事項は,JIS H 0321による。
b) 連鋳鋳物の品質は,4.1に適合しなければならない。
c) 化学成分は,4.2に適合しなければならない。
d) 機械的性質は,4.3に適合しなければならない。
9
H 5121:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 形状・寸法及び質量は,箇条5に適合しなければならない。
9
表示
連鋳鋳物又はこん(梱)包には,ラベルの貼付など適切な方法によって,次の事項を表示する。ただし,
受渡当事者間の協定によって表示事項の一部を省略してもよい。
a) 規格番号,及び種類又は記号
b) 製造番号(溶解番号又は鋳造ロット番号)
c) 製造年月日又はその略号
d) 製造業者名又はその略号
10 報告
製造業者は,受注時に注文者の要求がある場合,受渡当事者間で合意した内容を記載した試験成績書を
提出しなければならない。