H 4650:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類,仕上方法及び記号,並びに適用寸法 ············································································ 2
5 品質······························································································································· 4
5.1 外観 ···························································································································· 4
5.2 化学成分 ······················································································································ 4
5.3 機械的性質 ··················································································································· 6
5.4 内部性状 ······················································································································ 8
6 寸法の許容差 ··················································································································· 8
6.1 径,厚さ,対辺距離及び幅の許容差··················································································· 8
6.2 長さの許容差 ················································································································ 9
7 試験······························································································································· 9
7.1 化学分析試験 ················································································································ 9
7.2 引張試験 ······················································································································ 9
7.3 硬さ試験 ····················································································································· 10
7.4 内部性状試験 ··············································································································· 10
8 検査······························································································································ 10
9 表示······························································································································ 10
附属書A(参考)断面が円形の棒の代表寸法 ············································································ 11
H 4650:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
チタン協会(JTS)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 4650:2012は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
特許登録番号
特許権の名称
所有者
有効期限
3916088号
耐食材用チタン合金
新日鐵住金株式会社
平成37年12月28日
3967515号
マフラー用チタン合金材およびマフラー
株式会社神戸製鋼所
平成32年2月16日
4125560号
耐水素吸収性に優れたチタン合金材
株式会社神戸製鋼所
平成34年8月7日
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 4650:2016
チタン及びチタン合金−棒
Titanium and titanium alloys-Bars
1
適用範囲
この規格は,チタン及びチタン合金の棒(以下,棒という。)について規定する。断面の形状は,円形だ
けでなく,正方形,長方形,正六角形なども含む。ただし,断面が長方形の棒は,厚さが幅の1/10を超え
るものをいう。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0321 非鉄金属材料の検査通則
JIS H 1610 チタン及びチタン合金−サンプリング方法
JIS H 1612 チタン及びチタン合金中の窒素定量方法
JIS H 1614 チタン及びチタン合金中の鉄定量方法
JIS H 1617 チタン及びチタン合金中の炭素定量方法
JIS H 1619 チタン及びチタン合金−水素定量方法
JIS H 1620 チタン及びチタン合金中の酸素定量方法
JIS H 1621 チタン合金中のパラジウム定量方法
JIS H 1622 チタン合金−アルミニウム定量方法
JIS H 1624 チタン合金−バナジウム定量方法
JIS H 1625 チタン合金−ランタン,セリウム,プラセオジム及びネオジム定量方法
JIS H 1626 チタン合金−硫黄定量方法
JIS H 1630 チタンの発光分光分析方法
JIS H 1631 チタン合金−蛍光X線分析方法
JIS H 1632-2 チタン−ICP発光分光分析方法−第2部:パラジウム,マンガン,鉄,マグネシウム,
けい素,アルミニウム,バナジウム,ニッケル,クロム,すず,銅,モリブデン,ジルコニウム,
ニオブ,タンタル,コバルト及びイットリウム定量方法
JIS H 4670 チタン及びチタン合金−線及び線材
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
2
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS H 4670によるほか,次による。
3.1
棒
熱間加工又は冷間加工によって棒状(直線状)に成形し,所定の長さに切断した製品。
注記1 熱間加工した棒とは,熱間圧延,熱間鍛造又は熱間スウェジング加工によって製造した棒を
いう。また,線材を矯正し,所定長さに切断した棒も,“熱間加工した棒”に含む。
注記2 冷間加工した棒とは,冷間圧延,冷間引抜加工又は冷間スウェジング加工によって製造した
棒をいう。また,線を矯正し,所定長さに切断した棒も,“冷間加工した棒”に含む。
3.2
径
円形断面の棒の直径。
3.3
厚さ
長方形断面の棒の短辺の長さ。
3.4
幅
長方形断面の棒の長辺の長さ。
3.5
対辺距離
正方形,正六角形などの断面をもつ棒の向き合う辺の距離。
4
種類,仕上方法及び記号,並びに適用寸法
棒の種類及び仕上方法並びにこれらの記号は,表1による。また,適用寸法(径,厚さ又は対辺距離)
は,表2による。
なお,断面が円形の棒の代表寸法を,参考として附属書Aに示す。
3
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類,仕上方法及び記号
種類
仕上方法
種類及び仕上
方法の記号
特色及び用途例
(参考)
1種
熱間加工
TB 270 H
工業用純チタン
耐食性に優れ,特に耐海水性に優れる。
化学装置,石油精製装置,パルプ製紙工業装置などに用いる。
冷間加工
TB 270 C
2種
熱間加工
TB 340 H
冷間加工
TB 340 C
3種
熱間加工
TB 480 H
冷間加工
TB 480 C
4種
熱間加工
TB 550 H
冷間加工
TB 550 C
11種
熱間加工
TB 270 Pd H
耐食チタン合金
耐食性に優れ,特に耐隙間腐食性に優れる。
化学装置,石油精製装置,パルプ製紙工業装置などに用いる。
冷間加工
TB 270 Pd C
12種
熱間加工
TB 340 Pd H
冷間加工
TB 340 Pd C
13種
熱間加工
TB 480 Pd H
冷間加工
TB 480 Pd C
14種
熱間加工
TB 345 NPRC H
冷間加工
TB 345 NPRC C
15種
熱間加工
TB 450 NPRC H
冷間加工
TB 450 NPRC C
16種
熱間加工
TB 343 Ta H
冷間加工
TB 343 Ta C
17種
熱間加工
TB 240 Pd H
冷間加工
TB 240 Pd C
18種
熱間加工
TB 345 Pd H
冷間加工
TB 345 Pd C
19種
熱間加工
TB 345 PCo H
冷間加工
TB 345 PCo C
20種
熱間加工
TB 450 PCo H
冷間加工
TB 450 PCo C
21種
熱間加工
TB 275 RN H
冷間加工
TB 275 RN C
22種
熱間加工
TB 410 RN H
冷間加工
TB 410 RN C
23種
熱間加工
TB 483 RN H
冷間加工
TB 483 RN C
50種
熱間加工
TAB 1500 H
α合金(Ti-1.5Al)
耐食性に優れ,特に耐海水性が良い。耐水素吸収性,耐熱性が良い。
二輪車マフラーなどに用いる。
冷間加工
TAB 1500 C
60種
熱間加工
TAB 6400 H
α-β合金(Ti-6Al-4V)
高強度で耐食性が良い。
化学工業,機械工業,輸送機器などの構造材(例えば,大形蒸気タービ
ン翼,船舶用スクリュー,自動車用部品,医療機器)に用いる。
60E種
熱間加工
TAB 6400 E H
α-β合金[Ti-6Al-4V ELI a)]
高強度で耐食性に優れ,極低温までじん(靱)性を保つ。低温及び極低
温にも使える構造材である。
有人深海調査船の船殻,クライオスタット容器,医療機器などに用いる。
4
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類,仕上方法及び記号(続き)
種類
仕上方法
種類及び仕上
方法の記号
特色及び用途例
(参考)
61種
熱間加工
TAB 3250 H
α-β合金(Ti-3Al-2.5V)
中強度で耐食性,溶接性及び成形性が良く,冷間加工性に優れる。
医療機器,レジャー用品などに用いる。
冷間加工
TAB 3250 C
61F種
熱間加工
TAB 3250 F H
α-β合金(切削性の良いTi-3Al-2.5V)
中強度で耐食性及び熱間加工性が良く,切削性に優れる。
自動車部品,レジャー用品(例えば,自動車用エンジンコンロッド,シ
フトノブ,ナット)などに用いる。
冷間加工
TAB 3250 F C
80種b)
熱間加工
TAB 4220 H
β合金(Ti-4Al-22V)
高強度で耐食性に優れ,常温でのプレス加工性が良い。
自動車部品,レジャー用品(例えば,自動車用エンジンリテーナー,ゴ
ルフクラブのヘッド,ボルト)などに用いる。
冷間加工
TAB 4220 C
注記 特色及び用途例の欄に記載している合金の表示(括弧内)で,元素記号の前の数字は,それぞれの合金元素
の成分比率(%)の公称値を示す。
注a) ELIは,酸素,窒素,水素及び鉄の含有量を60種に対して低く抑えていることを意味する。
b) 80種は,溶体化処理を行った棒について規定する。
なお,80種の溶体化処理とは,室温で安定なα相の一部又は全部がβ相に変態する温度まで加熱して十分
な時間保持した後,空冷又はそれ以上の速度で急冷する熱処理をいう。
表2−適用寸法
単位 mm
種類
適用寸法(径,厚さ又は対辺距離)
1〜3種
1〜300 a)
4種
8〜300
11〜23種,50種
1〜300 a)
60種,60E種
8〜100
61種,61F種,80種
1〜100 a)
注a) 適用寸法1 mm以上8 mm未満については,断面が円形の棒だけに適用する。
5
品質
5.1
外観
棒の外観に,使用上の有害な欠点があってはならない。使用上の有害な欠点の判定基準及び欠点の処置
は,受渡当事者間の協定による。
5.2
化学成分
棒の化学成分は,7.1によって試験を行い,表3の値を満足しなければならない。
5
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−化学成分
単位 %
種類
N
C
H
Fe
O
Al
V
Ru
Pd
Ta
Co
Cr
Ni
S
La+
Ce+
Pr+
Nd
その他a)
Ti b)
個々 合計
1種
0.03
以下
0.08
以下
0.013
以下
0.20
以下
0.15
以下
−
−
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
2種
0.03
以下
0.08
以下
0.013
以下
0.25
以下
0.20
以下
−
−
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
3種
0.05
以下
0.08
以下
0.013
以下
0.30
以下
0.30
以下
−
−
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
4種
0.05
以下
0.08
以下
0.013
以下
0.50
以下
0.40
以下
−
−
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
11種
0.03
以下
0.08
以下
0.013
以下
0.20
以下
0.15
以下
−
−
−
0.12
〜
0.25
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
12種
0.03
以下
0.08
以下
0.013
以下
0.25
以下
0.20
以下
−
−
−
0.12
〜
0.25
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
13種
0.05
以下
0.08
以下
0.013
以下
0.30
以下
0.30
以下
−
−
−
0.12
〜
0.25
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
14種
0.03
以下
0.08
以下
0.015
以下
0.30
以下
0.25
以下
−
−
0.02
〜
0.04
0.01
〜
0.02
−
−
0.10
〜
0.20
0.35
〜
0.55
−
−
0.10
以下
0.40
以下
残部
15種
0.05
以下
0.08
以下
0.015
以下
0.30
以下
0.35
以下
−
−
0.02
〜
0.04
0.01
〜
0.02
−
−
0.10
〜
0.20
0.35
〜
0.55
−
−
0.10
以下
0.40
以下
残部
16種
0.03
以下
0.08
以下
0.010
以下
0.15
以下
0.15
以下
−
−
−
−
4.00
〜
6.00
−
−
−
−
−
0.10
以下
0.40
以下
残部
17種
0.03
以下
0.08
以下
0.015
以下
0.20
以下
0.18
以下
−
−
−
0.04
〜
0.08
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
18種
0.03
以下
0.08
以下
0.015
以下
0.30
以下
0.25
以下
−
−
−
0.04
〜
0.08
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
19種
0.03
以下
0.08
以下
0.015
以下
0.30
以下
0.25
以下
−
−
−
0.04
〜
0.08
−
0.20
〜
0.80
−
−
−
−
0.10
以下
0.40
以下
残部
20種
0.05
以下
0.08
以下
0.015
以下
0.30
以下
0.35
以下
−
−
−
0.04
〜
0.08
−
0.20
〜
0.80
−
−
−
−
0.10
以下
0.40
以下
残部
21種
0.03
以下
0.08
以下
0.015
以下
0.20
以下
0.10
以下
−
−
0.04
〜
0.06
−
−
−
−
0.40
〜
0.60
−
−
0.10
以下
0.40
以下
残部
22種
0.03
以下
0.08
以下
0.015
以下
0.30
以下
0.15
以下
−
−
0.04
〜
0.06
−
−
−
−
0.40
〜
0.60
−
−
0.10
以下
0.40
以下
残部
6
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−化学成分(続き)
単位 %
種類
N
C
H
Fe
O
Al
V
Ru
Pd
Ta
Co
Cr
Ni
S
La+
Ce+
Pr+
Nd
その他a)
Ti b)
個々 合計
23種
0.05
以下
0.08
以下
0.015
以下
0.30
以下
0.25
以下
−
−
0.04
〜
0.06
−
−
−
−
0.40
〜
0.60
−
−
0.10
以下
0.40
以下
残部
50種
0.03
以下
0.08
以下
0.015
以下
0.30
以下
0.25
以下
1.00
〜
2.00
−
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
60種
0.05
以下
0.08
以下
0.015
以下
0.40
以下
0.20
以下
5.50
〜
6.75
3.50
〜
4.50
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
60E種 0.03
以下
0.08
以下
0.012 5
以下
0.25
以下
0.13
以下
5.50
〜
6.50
3.50
〜
4.50
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
61種
0.03
以下
0.08
以下
0.015
以下
0.25
以下
0.15
以下
2.50
〜
3.50
2.00
〜
3.00
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
61F種 0.05
以下
0.10
以下
0.015
以下
0.30
以下
0.25
以下
2.70
〜
3.50
1.60
〜
3.40
−
−
−
−
−
−
0.05
〜
0.20
0.05
〜
0.70
0.10
以下
0.40
以下
残部
80種
0.05
以下
0.10
以下
0.015
以下
1.00
以下
0.25
以下
3.50
〜
4.50
20.0
〜
23.0
−
−
−
−
−
−
−
−
0.10
以下
0.40
以下
残部
注a) その他の成分とは,それぞれの種類において表中で成分値を規定していない化学成分及び表にない化学成分を
いう。受渡当事者間で協定する場合にだけ,分析する化学成分を決定し,適用する。
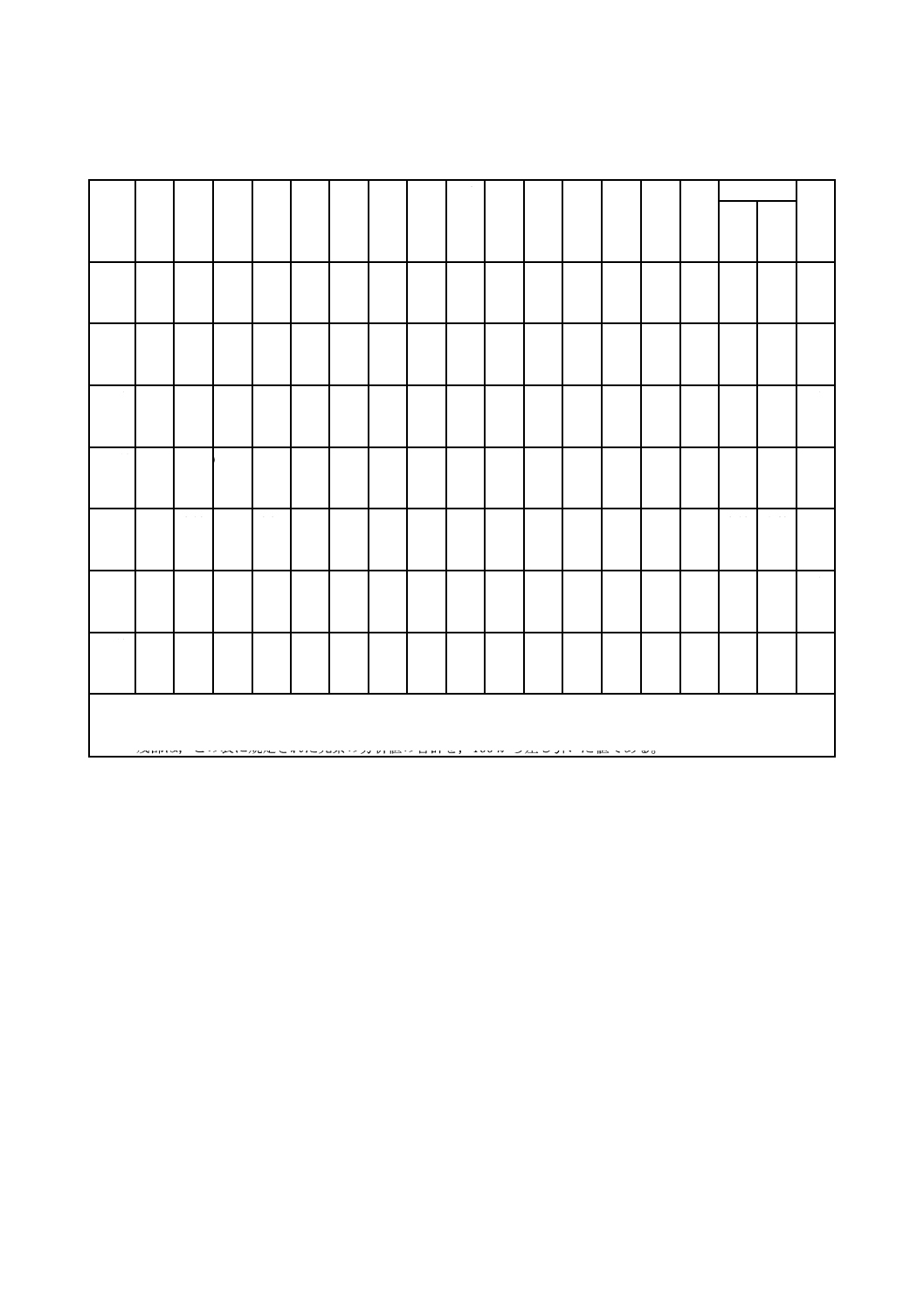
b) 残部は,この表に規定された元素の分析値の合計を,100から差し引いた値である。
5.3
機械的性質
棒の機械的性質(引張強さ,耐力,伸び,絞り及び硬さ)は,7.2及び7.3によって試験を行い,表4又
は表5の値を満足しなければならない。表4の硬さは,注文者の要求がある場合に限って適用する。
なお,1種,2種,3種,4種,11種,12種及び13種で,径,厚さ又は対辺距離が8 mm以上の棒では,
受渡当事者間の協定によって,硬さだけとしてもよい。
7
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
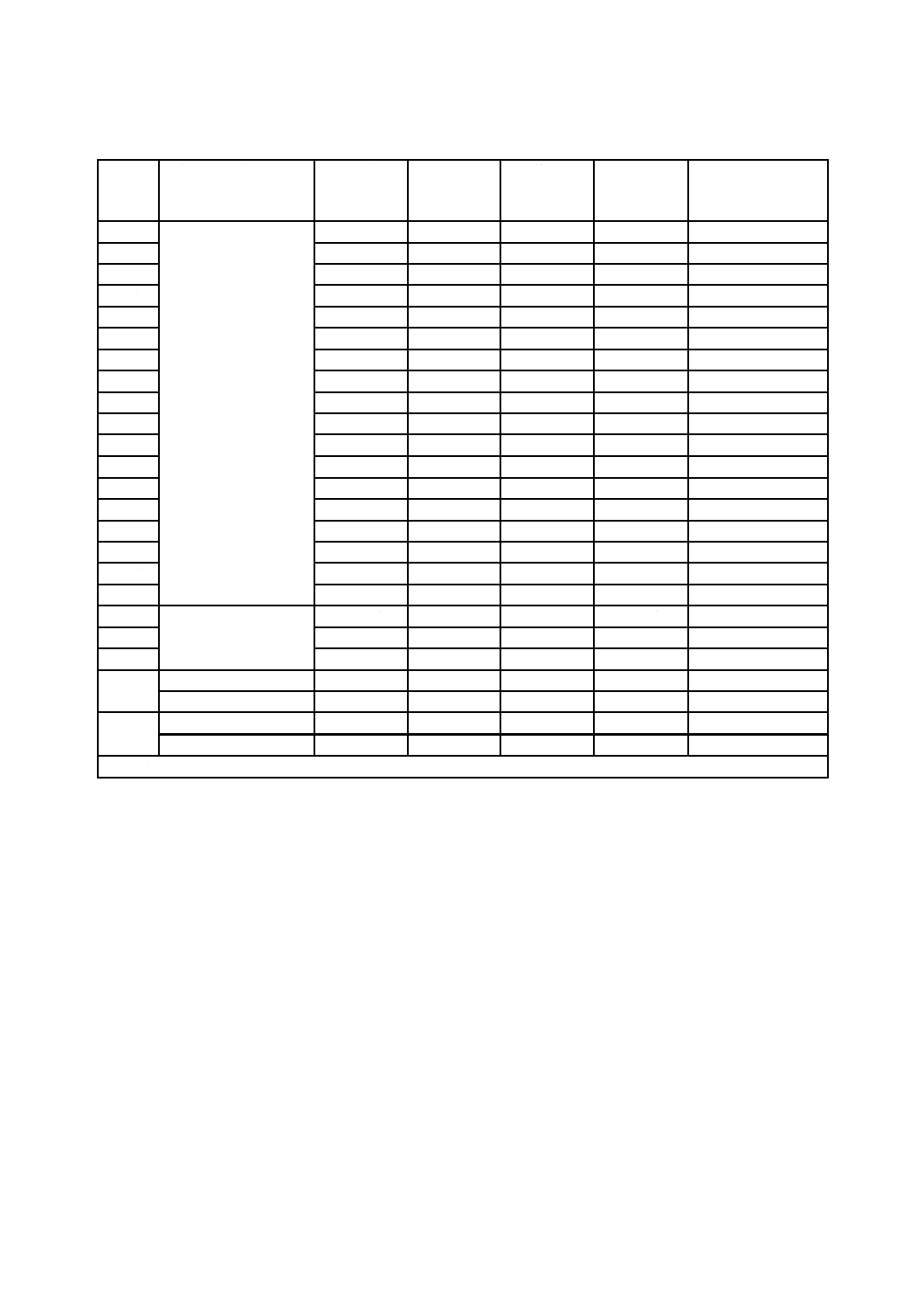
表4−機械的性質(径,厚さ又は対辺距離が8 mm以上の棒)
種類
適用寸法(径,厚さ
又は対辺距離)
mm
引張強さ
MPa
耐力
MPa
伸び
%
絞り
%
硬さ
HBW 10/3 000
又はHV30
1種
8以上 300以下
270〜410
165以上
27以上
−
100以上
2種
340〜510
215以上
23以上
−
110以上
3種
480〜620
345以上
18以上
−
150以上
4種
550〜750
485以上
15以上
−
180以上
11種
270〜410
165以上
27以上
−
100以上
12種
340〜510
215以上
23以上
−
110以上
13種
480〜620
345以上
18以上
−
150以上
14種
345以上
275〜450
20以上
−
−
15種
450以上
380〜550
18以上
−
−
16種
343〜481
216〜441
25以上
−
−
17種
240〜380
170以上
24以上
−
−
18種
345〜515
275以上
20以上
−
−
19種
345〜515
275以上
20以上
−
−
20種
450〜590
380以上
18以上
−
−
21種
275〜450
170以上
24以上
−
−
22種
410〜530
275以上
20以上
−
−
23種
483〜630
380以上
18以上
−
−
50種
345以上
215以上
20以上
−
110以上
60種
8以上 100以下
895以上
825以上
10以上
25以上
−
60E種
825以上
755以上
10以上
25以上
−
61種
620以上
485以上
15以上
30以上
−
61F種
8以上 25未満
650以上
600以上
10以上
25以上
−
25以上 100以下
650以上
600以上
8以上
20以上
−
80種
8以上 25未満
640〜900
850以下
10以上
55以上
−
25以上 100以下
640〜900
800以下
7以上
45以上
−
注記 1 MPa=1 N/mm2
8
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
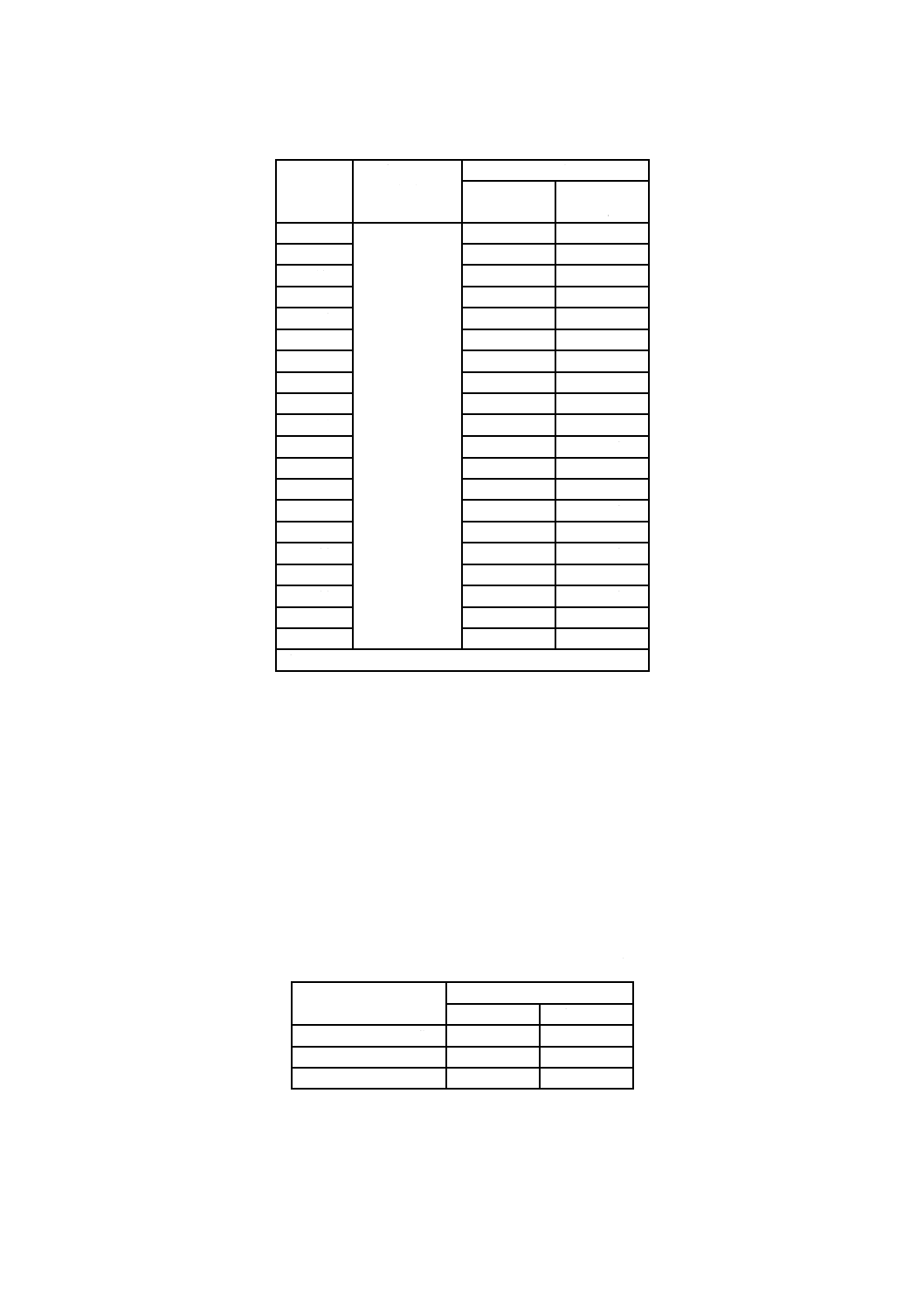
表5−機械的性質(径が8 mm未満の円形断面の棒)
種類
適用寸法
(径)
mm
引張試験
引張強さ
MPa
伸び
%
1種
1以上 8未満
270〜410
15以上
2種
340〜510
13以上
3種
480〜620
11以上
11種
270〜410
15以上
12種
340〜510
13以上
13種
480〜620
11以上
14種
345以上
12以上
15種
450以上
11以上
16種
343〜481
15以上
17種
240〜380
14以上
18種
345〜515
12以上
19種
345〜515
12以上
20種
450〜590
11以上
21種
275〜450
14以上
22種
410〜530
12以上
23種
483〜630
11以上
50種
345以上
20以上
61種
700〜900
9以上
61F種
650以上
6以上
80種
640〜900
6以上
注記 1 MPa=1 N/mm2
5.4
内部性状
棒の内部性状は,7.4によって試験を行い,有害な欠点があってはならない。ただし,内部性状は,注文
者の要求のある場合に限って適用し,有害な欠点の判定基準は,受渡当事者間の協定による。
6
寸法の許容差
6.1
径,厚さ,対辺距離及び幅の許容差
棒の径,厚さ,対辺距離及び幅の許容差は,表6〜表8による。
なお,注文者の要求のある場合は,径,厚さ,対辺距離及び幅の許容差を(+)又は(−)だけに指定
してもよい。この場合の許容差は,表6〜表8に規定する許容差と同一の範囲で,下側の許容差を0 mm,
又は上側の許容差を0 mmとしてもよい。
表6−径,厚さ又は対辺距離の許容差(径,厚さ又は対辺距離が8 mm以上の棒)
径,厚さ又は対辺距離
mm
許容差
熱間加工
冷間加工
8以上 25未満
±0.4 mm
±0.1 mm
25以上 100未満
±1.80 %
±0.2 mm
100以上 300以下
±1.80 %
−
9
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
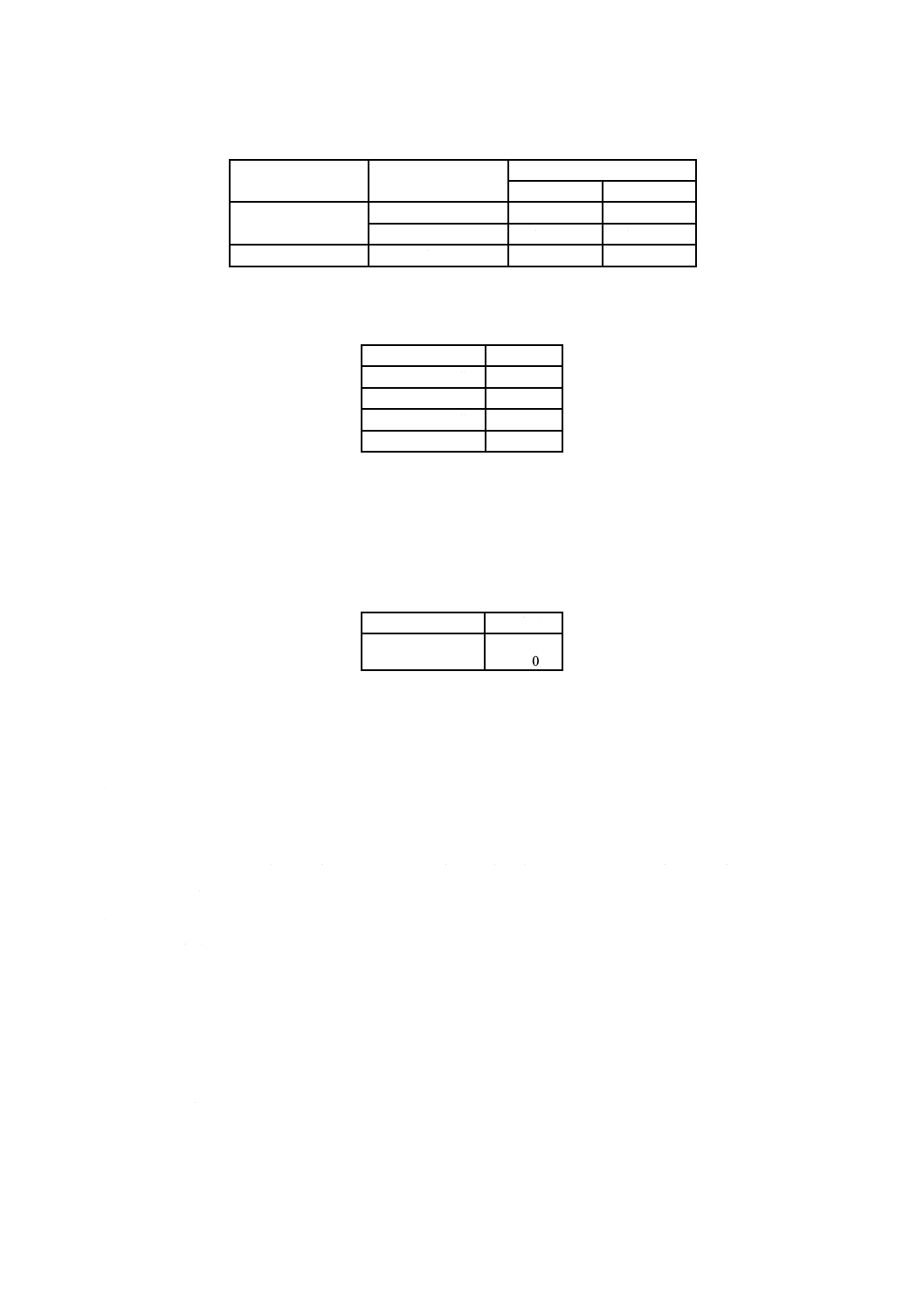
表7−幅の許容差(厚さが8 mm以上の棒)
幅
mm
厚さ
mm
許容差
熱間加工
冷間加工
8以上 100未満
8以上 25未満
±0.4 mm
±0.1 mm
8以上 100未満
±1.80 %
±0.2 mm
100以上 300以下
8以上 300以下
±1.80 %
−
表8−径の許容差(径が8 mm未満の円形断面の棒)
単位 mm
径
許容差
1以上 2未満
±0.04
2以上 3未満
±0.06
3以上 5未満
±0.08
5以上 8未満
±0.10
6.2
長さの許容差
棒の長さの許容差は,表9による。ただし,長さが7 000 mmを超える棒の許容差は,受渡当事者間の
協定による。
表9−長さの許容差
単位 mm
長さ
許容差
7 000以下
+40 0
7
試験
7.1
化学分析試験
化学分析試験は,次による。
a) 化学成分の分析試験は,JIS H 1612,JIS H 1614,JIS H 1617,JIS H 1619,JIS H 1620,JIS H 1621,
JIS H 1622,JIS H 1624,JIS H 1625,JIS H 1626,JIS H 1630,JIS H 1631又はJIS H 1632-2のいず
れかによる。
なお,これらの規格に規定されていない元素及び適用成分範囲を外れる元素の分析方法は,受渡当
事者間の協定による。
b) 化学分析試験の分析用試料のサンプリング方法は,次のいずれかによる。ただし,水素の分析試験の
分析用試料は,1)による。
1) 鋳塊,仕上方法,熱処理,及び径,厚さ又は対辺距離が同じ棒を一組とし,その一組から任意に1
本を抜き取った棒から,JIS H 1610の箇条8(チタン及びチタン合金の加工材のサンプリング方法)
に従って採取する。
2) 鋳塊が同じ棒を一組とし,鋳塊から,JIS H 1610の箇条7(チタン及びチタン合金鋳塊のサンプリ
ング方法)に従って採取する。
7.2
引張試験
引張試験は,次による。
a) 引張試験の方法は,JIS Z 2241による。ただし,耐力の測定は,標点距離のひずみ速度を0.000 05〜
10
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0.000 12 s−1とする。耐力を超えて引張強さの測定を行う場合には,クロスヘッド変位速度から推定さ
れるひずみ速度を,50種,60種,60E種,61種,61F種及び80種は,0.001 7±0.000 7 s−1,その他の
種類は,0.005 0±0.002 0 s−1とする。
なお,引張強さの測定だけを行う場合は,試験開始時から,上記の引張強さ測定時のひずみ速度と
してよい。
b) 引張試験の試験片は,鋳塊,仕上方法,熱処理,及び径,厚さ又は対辺距離が同じ棒を一組とし,そ
の一組から任意に1本を抜き取った棒から採取する。
なお,径,厚さ又は対辺距離が100 mm以下の棒の試験片は長手方向から採取し,100 mmを超える
棒の試験片の採取方向は受渡当事者間の協定による。
c) 径,厚さ又は対辺距離が8 mm以上の棒の引張試験には,JIS Z 2241に規定する4号試験片,10号試
験片又は14A号試験片を用いる。ただし,4号試験片,10号試験片又は14A号試験片が採れない場合
には,JIS Z 2241に規定する2号試験片又は13B号試験片を用いる。
d) 径が1 mm以上8 mm未満の棒の引張試験には,JIS Z 2241に規定する9A号試験片を用いる。
7.3
硬さ試験
硬さ試験は,JIS Z 2243又はJIS Z 2244による。試験には,棒から直接採った試験片,又は7.2で採取
した試験片の一部を用いる。
7.4
内部性状試験
内部性状試験は,超音波探傷装置を用いて行い,試験方法は,受渡当事者間の協定による。
8
検査
検査は,次による。
a) 検査の一般事項は,JIS H 0321による。ただし,JIS H 0321の5.(化学成分)は,適用しない。
b) 棒は,外観及び寸法を検査するとともに,箇条7によって試験を行い,箇条5及び箇条6の規定に適
合しなければならない。
9
表示
棒は,1製品ごと,1束ごと又は1こん(梱)包ごとにラベルなどの適切な方法によって,次の事項を表
示する。
a) 規格番号
b) 種類及び仕上方法,又はそれらの記号
c) 寸法
例 丸形の場合 φ30×3 000 mm
φ:径
正方形の場合 30×30×3 000 mm
正六角形の場合 30×3 000 mm
最初の項目は,対辺距離を示す。
d) 製造番号
e) 製造業者名又はその略号
11
H 4650:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
断面が円形の棒の代表寸法
表A.1−断面が円形の棒の代表寸法
単位 mm
径
長さ
1.0,2.0,3.0,4.0,5.0,6.0,7.0,8.0,9.0,
10,11,12,13,14,15,16,17,18,19,20,
22,24,25,26,28,30,32,34,35,36,38,
40,42,44,45,46,48,50,55,60,65,
70,75,80,85,90,95,100,120,150,
200,250,300
1 000,1 500,2 000,2 500,3 000,3 500,
4 000,4 500,5 000,5 500,6 000