2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 4541-1997
ジュメット線
Dumet wires
1. 適用範囲 この規格は,電子管,電球,放電ランプ及びダイオード,サーミスタなどの半導体デバイ
スの軟質ガラス封入部に用いるジュメット線(1)(以下,線という。)について規定する。
注(1) 線は,鉄・ニッケル合金を心金とし,それに銅を被覆した複合線で,更に表面をオキシダイズ
仕上げ又はボレート仕上げしたものをいう。
備考 この規格の引用規格を,次に示す。
JIS B 7502 マイクロメータ
JIS G 0303 鋼材の検査通則
JIS G 1201 鉄及び鋼の分析方法通則
JIS G 1211 鉄及び鋼−炭素定量方法
JIS G 1212 鉄及び鋼−けい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
JIS G 1214 鉄及び鋼中のりん定量方法
JIS G 1215 鉄及び鋼−硫黄定量方法
JIS G 1216 鉄及び鋼−ニッケル定量方法
JIS G 1219 鉄及び鋼−銅定量方法
JIS G 1253 鉄及び鋼−スパーク放電発光分光分析方法
JIS G 1256 鉄及び鋼−蛍光X線分析方法
JIS G 1257 鉄及び鋼−原子吸光分析方法
JIS G 1258 鋼の誘導結合プラズマ発光分光分析方法
JIS H 1271 ニッケル銅合金分析方法
JIS H 1272 ニッケル及びニッケル合金鋳物中の銅定量方法
JIS H 3100 銅及び銅合金の板及び条
JIS H 3300 銅及び銅合金継目無管
JIS H 3510 電子管用無酸素銅の板,条,継目無管,棒及び線
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
2
H 4541-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 種類及び記号 線の種類及び記号は,表1のとおりとする。
表1 種類及び記号
種類
記号
参考
用途例
ジュメット線1種1
DW1-1
電子管,電球,放電ランプなどの管球類
ジュメット線1種2
DW1-2
ジュメット線2種
DW2
ダイオード,サーミスタなどの半導体デバイス類
3. 品質
3.1
外観 線の外観は,6.1によって試験を行ったとき,表面が滑らかで,心金露出,きず,割れ,変色
などの使用上有害な欠陥がなく,さらに仕上げが均一でなければならない。
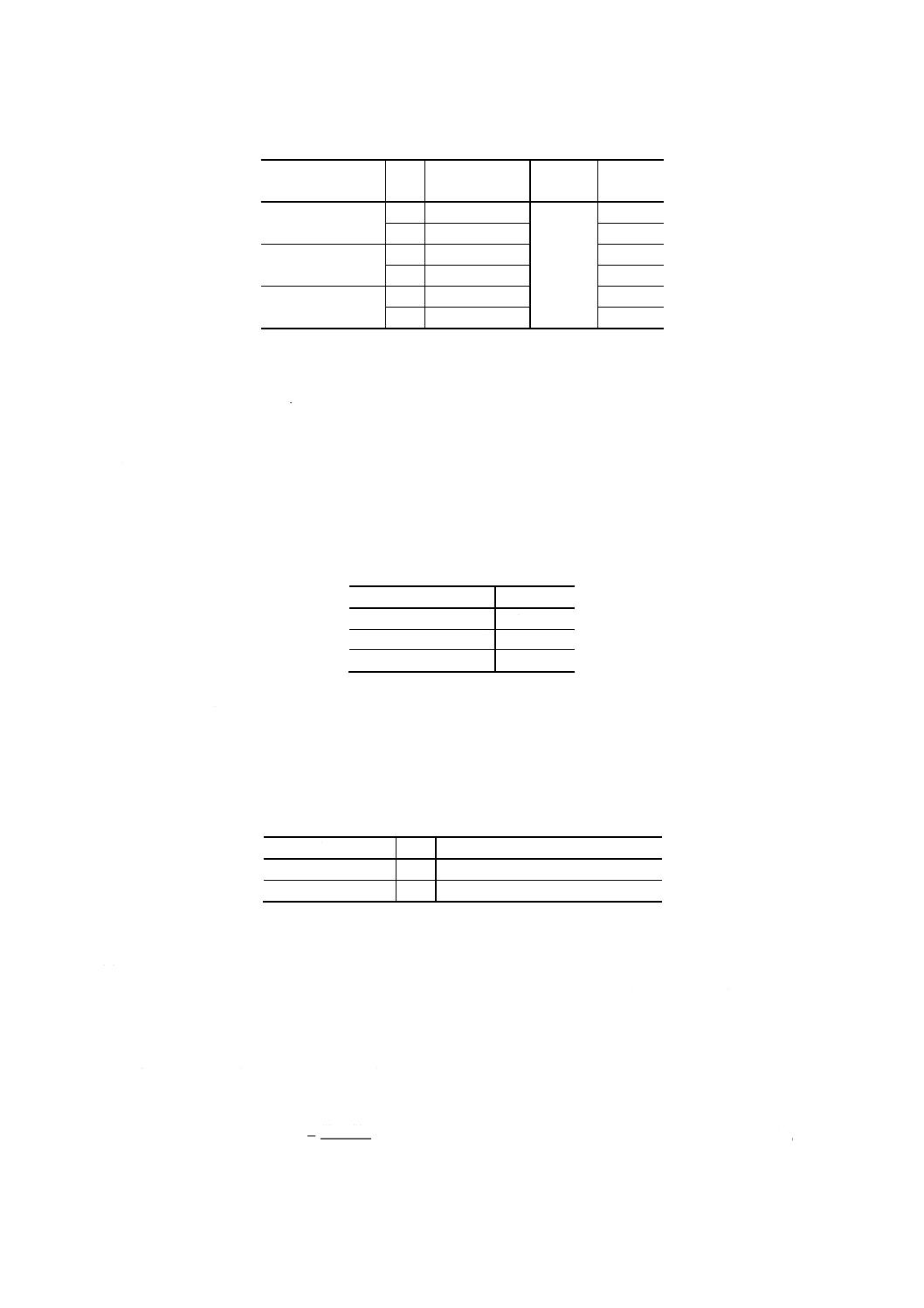
3.2
化学成分 心金の化学成分は,表2による。
表2 心金の化学成分
種類
記号
心金の化学成分
% (m/m)
Ni(2)
C
Mn
Si
S
P
Fe
ジュメット線1種1 DW1-1
41.0〜43.0
0.10以下
0.75〜1.25
0.30以下
0.02以下
0.02以下
残部
ジュメット線1種2 DW1-2
ジュメット線2種 DW2
46.0〜48.0
0.10以下
0.20〜1.25
0.30以下
0.02以下
0.02以下
残部
注(2) Ni中のCoは,Ni成分として取り扱う。
参考 心金の平均線膨張係数は,ジュメット線1種が45×10−7〜60×10−7/℃ (30〜300℃),2種が72×10−7〜82
×10−7/℃ (30〜300℃) である。
3.3
銅比率 線の銅比率は,6.3によって試験を行ったとき,表3に適合しなければならない。ただし,
特殊な用途に用いる線については,その銅比率を受渡当事者間の協定によることができる。
表3 銅比率
種類
記号
銅比率
% (m/m)
参考
平均線膨張係数 (×10−7/℃)
軸方向
半径方向
ジュメット線1種1 DW1-1
20〜25
55〜65
79〜86
ジュメット線1種2 DW1-2
23〜28
55〜65
83〜89
ジュメット線2種 DW2
13〜20
80〜95
90〜97
備考 参考の平均線膨張係数は,30〜380℃の温度範囲における値を示す。
3.4
断面の形状 線の断面の形状は,6.4によって試験を行ったとき,被覆銅層にはく離がなく,被覆銅
層及び心金にきず,割れその他の使用上有害な欠陥がなく,さらに偏肉比は2.5以下でなければならない。
ただし,受渡当事者間の協定によってグロー放電による空気漏れでこれに替えることができる。
3.5
機械的性質 線の機械的性質(引張強さ・伸び)は,6.5によって試験を行ったとき,表4に適合し
なければならない。
3
H 4541-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 機械的性質
種類
質別
記号
引張強さ
MPa
伸び
%
ジュメット線1種1 O1
DW1-1-O1
640以下
15以上
O2
DW1-1-O2
20以上
ジュメット線1種2 O1
DW1-2-O1
15以上
O2
DW1-2-O2
20以上
ジュメット線2種
O1
DW2-O1
15以上
O2
DW2-O2
20以上
備考 質別は加熱条件による。
3.6
仕上げ層の密着性 線の仕上げ層の密着性は,6.6によって試験を行う。
線表面の仕上げ層面積の41以上が破損(3)してはならない。
注(3) 破損とは,銅素地が露出した状態をいう。
3.7
ガラス溶着性 線のガラス溶着性は,6.7によって試験を行う。
線に起因するガラスの割れ,気泡,その他の使用上有害な欠陥を生じてはならない。
4. 線径の許容差 線径の許容差は,6.8によって試験を行ったとき,表5に適合しなければならない。
表5 線径の許容差
単位 mm
線径
許容差
0.40以下
±0.010
0.40を超え 0.60以下
±0.020
0.60を超えるもの
±0.025
5. 製造方法 線は,表2に示す化学成分の心金を用い,これにJIS H 3100のC1020, JIS H 3300のC1020
又はJIS H 3510のC1011に示す化学成分の銅(4)を密着被覆して複合線を形成する。その表面は,表6に示
す仕上げのいずれかを行う。
注(4) 銅の選択は,受渡当事者間の協定による。
表6 仕上げ
名称
記号
内容
ボレート仕上げ
P
亜酸化銅層とほう砂層を形成する。
オキシダイズ仕上げ
Q 亜酸化銅層だけを形成する。
6. 試験
6.1
外観試験 外観試験は,約10倍の拡大鏡によって線の表面状態を観察する。
6.2
分析試験 心金の化学成分の分析試験は,JIS G 0303及びJIS G 1201並びに次のいずれかによる。
JIS G 1211, JIS G 1212, JIS G 1213, JIS G 1214, JIS G 1215, JIS G 1216, JIS G 1253, JIS G 1256,
JIS G 1257, JIS G 1258
6.3
銅比率試験 線の銅比率試験は,線中の銅の質量をJIS G 1219, JIS H 1271又はJIS H 1272によって
求め,銅除去前後の質量変化から式(1)によって算出する。
100
1
2
1
×
m
m
m
Cu
−
=
····································································· (1)
4
H 4541-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに, Cu: 線の銅比率 [% (m/m)]
m1: 銅除去前の質量 (g)
m2: 銅除去後の質量 (g)
6.4
断面の形状試験 線の断面の形状試験は,線を線軸に対して垂直に切断し,樹脂などに埋め込み,
断面研磨して鏡面状態に仕上げて,倍率50倍以上の顕微鏡によって観察する。
なお,銅層の偏肉比は,式(2)によって算出する。
min
max
T
T
TR=
················································································ (2)
ここに,
TR: 銅層の偏肉比
Tmax: 被覆銅の最大肉厚 (mm)
Tmin: 被覆銅の最小肉厚 (mm)
6.5
引張試験 引張試験は,JIS Z 2241の規定による。試験片は,JIS Z 2201の4.1(9)(9号試験片)の
9Bを用いる。
6.6
巻付け試験 巻付け試験は,線を表7の倍率の心径の丸棒に巻き付けた後,倍率約10倍の拡大鏡で
線表面の仕上げ層の破損状態を観察する。
表7 巻き心径倍率
径
mm
巻き心径倍率
0.60以下
5
0.60を超えるもの
10
6.7
ガラス溶着試験 ガラス溶着試験は,線及び鉛ガラス管(30〜380℃の平均線膨張係数90×10−7〜100
×10−7/℃)を安定した熱源で,線径の約2倍以上の外径になるまで溶着し,ガラスの屈曲点温度以下に徐
冷し観察する。
6.8
寸法試験 寸法試験は,JIS B 7502に規定するマイクロメータを用い,線軸に垂直な同一平面で互
いにほぼ直角な2方向の直径を測定し,その平均値を求める。
7. 検査 検査は,次のとおり行う。
(1) 試料は,一般に同一材料であり,かつ,同一製造単位のものを1ロットとして,1ロットごとに抜き
取る。
(2) 線は,6.によって試験を行ったとき,3.の規定に合格しなければならない。
8. 包装 線は,線径によって次に示すように巻いて,湿気を吸収しないように適切な方法で包装する。
(1) 線径が0.3mm以下の線は,巻き心径30mm以上のスプール巻き。
(2) 線径が0.3mmを超え0.6mm以下の線は,巻き心径50mm以上のスプール巻き。
(3) 線径が0.6mmを超える線は,束巻き。
備考 これらによらない包装については,受渡当事者間の協定によることができる。
9. 表示 線は,1スプールごと,1束ごと又は1包装ごとに適切な方法によって,次の事項を表示しなけ
ればならない。ただし,受渡当事者間の協定によってその一部を省略してもよい。
(1) 種類又はその記号
(2) 質別
5
H 4541-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 線径
(4) 長さ又は質量
(5) 仕上げ名称又はその記号
(6) 製造番号
(7) 製造年月日
(8) 製造業者名又はその略号
ジュメット線JIS原案作成委員会 構成表
氏名
所属
(委員長)
久 世 孝
東芝電子エンジニアリング株式会社
(委員)
中 島 一 郎
通商産業省機械情報産業局
天 野 徹
工業技術院標準部
佐 藤 充 典
科学技術庁金属材料技術研究所
林 明
松下電子工業株式会社
千 葉 正 寿
株式会社スタンレーいわき製作所
川 田 茂
東芝ライテック株式会社
工 藤 和 直
住友電気工業株式会社
岸 田 道 幸
東和電子株式会社
(事務局)
長谷川 実
社団法人日本電子材料工業会
佐 藤 秀 樹
社団法人日本電子材料工業会
(審議参加者)
廣 瀬 浩 二
工業技術院標準部
富 永 登
松下電子工業株式会社
鶴 丸 明 彦
株式会社スタンレーいわき製作所
後 藤 和 紀
社団法人日本電子材料工業会