H 4463 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,タングステン・モ
リブデン工業会 (JTMIA) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 4463 : 1984は改正され,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 4463 : 2002
照明及び電子機器用のトリエーテッド
タングステン線及び棒
Thoriated tungsten wires and rods for lighting and electronic equipment
1. 適用範囲 この規格は,照明及び電子機器用のトリエーテッドタングステン(酸化トリウムを含むタ
ングステン)線(以下,線という。)及びトリエーテッドタングステン棒(以下,棒という。)について規
定する。ただし,断面が円形以外の線及び棒についてはこの規格を適用しない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0321 非鉄金属材料の検査通則
JIS H 1405 トリエーテッドタングステン材料の分析方法
JIS H 4460 照明及び電子機器用のタングステン及びモリブデン材料の試験通則
3. 定義 この規格で用いられる主な用語の定義は,次による。
a) 線及び棒の区別 線と棒は,径で区別しない。一般にリールなどに上巻きしたもの及びフープ状に束
ねたものを線といい,巻いていないものを棒という。
b) 太さ 線の太さは,径 (mm) で表し,棒の太さは,径 (mm) で表す。ただし,線の太さについては,
必要に応じて,MG(1)で表してもよい。
注(1) MGは,長さ200mmの線の質量をミリグラムで表した数値をいう。
MG=3016×D2
ここに,
D: 線の径 (mm)
c) 太さの平均値 1本の線又は棒の両端の太さをそれぞれ2か所以上測定して,その算術平均値で表す。
d) 太さの許容差 同一品種について許容される太さの平均値の範囲をいう。
e) 太さの差 1本の線又は棒の両端の太さの相違を太さの差といい,次の式で表す。
100
2
×
B
A
B
A
T
+
−
=
ここに,
T: 太さの差 (%)
A: 両端の太さの最大値(mm又はMG)
B: 両端の太さの最小値(mm又はMG)
f)
真円度 線又は棒の横断面の長径と短径の相違を真円度といい,次の式で表す。
2
H 4463 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
2
2
1
2
1
×
D
D
D
D
C
+
−
=
ここに,
C: 真円度 (%)
D1: 測定した横断面の太さの最大値 (mm)
D2: 測定した横断面の太さの最小値 (mm)
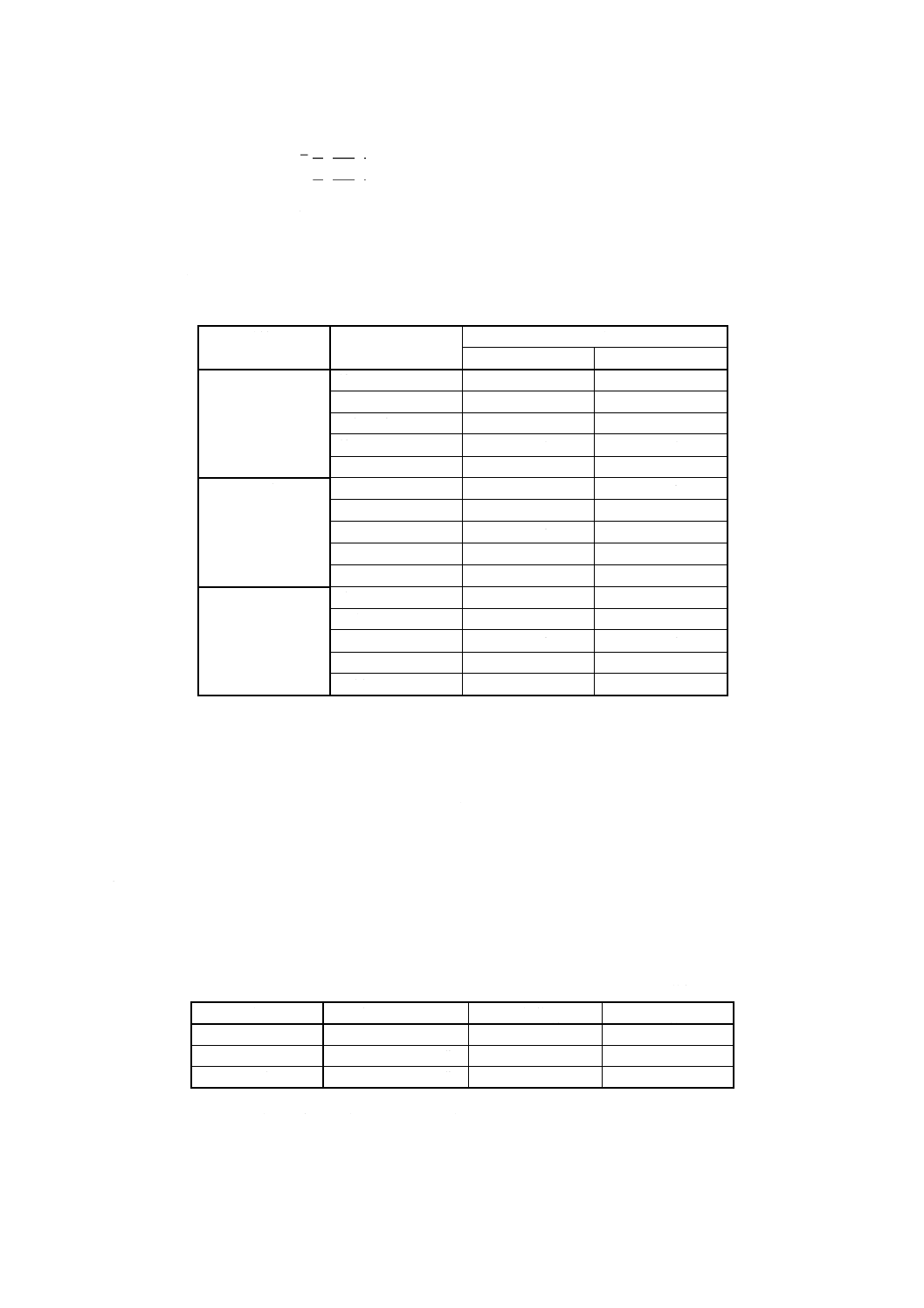
4. 種類及び記号 線又は棒の種類,仕上げの区分及び記号は,表1のとおりとする。
表1 種類,仕上げ区分及び記号
種類
仕上げ区分
記号
線
棒
1種
線引のまま
VTWW1D
VTWB1D
化学処理
VTWW1C
VTWB1C
電解研磨
VTWW1E
VTWB1E
熱処理
VTWW1H
VTWB1H
研削
VTWW1G
VTWB1G
2種
線引のまま
VTWW2D
VTWB2D
化学処理
VTWW2C
VTWB2C
電解研磨
VTWW2E
VTWB2E
熱処理
VTWW2H
VTWB2H
研削
VTWW2G
VTWB2G
3種
線引のまま
VTWW3D
VTWB3D
化学処理
VTWW3C
VTWB3C
電解研磨
VTWW3E
VTWB3E
熱処理
VTWW3H
VTWB3H
研削
VTWW3G
VTWB3G
備考1. 熱処理を必要とする線又は棒は,記号の末尾にHを付記する。
2. 真直性処理を必要とする線又は棒は,記号の末尾にSを付記する。
3. 二つ以上の仕上げが行われる場合は,記号の末尾の文字を適宜組み合わせ
てもよい。
例 電解研磨後,熱処理された1種の線:VTWW1EH
4. 研削には切削及びバレル研磨を含む。
5. 品質
5.1
外観 外観試験は,7.1によって行う。線又は棒には,使用上有害なひび,割れ,ささくれ,折れ,
変色などの欠陥があってはならない。
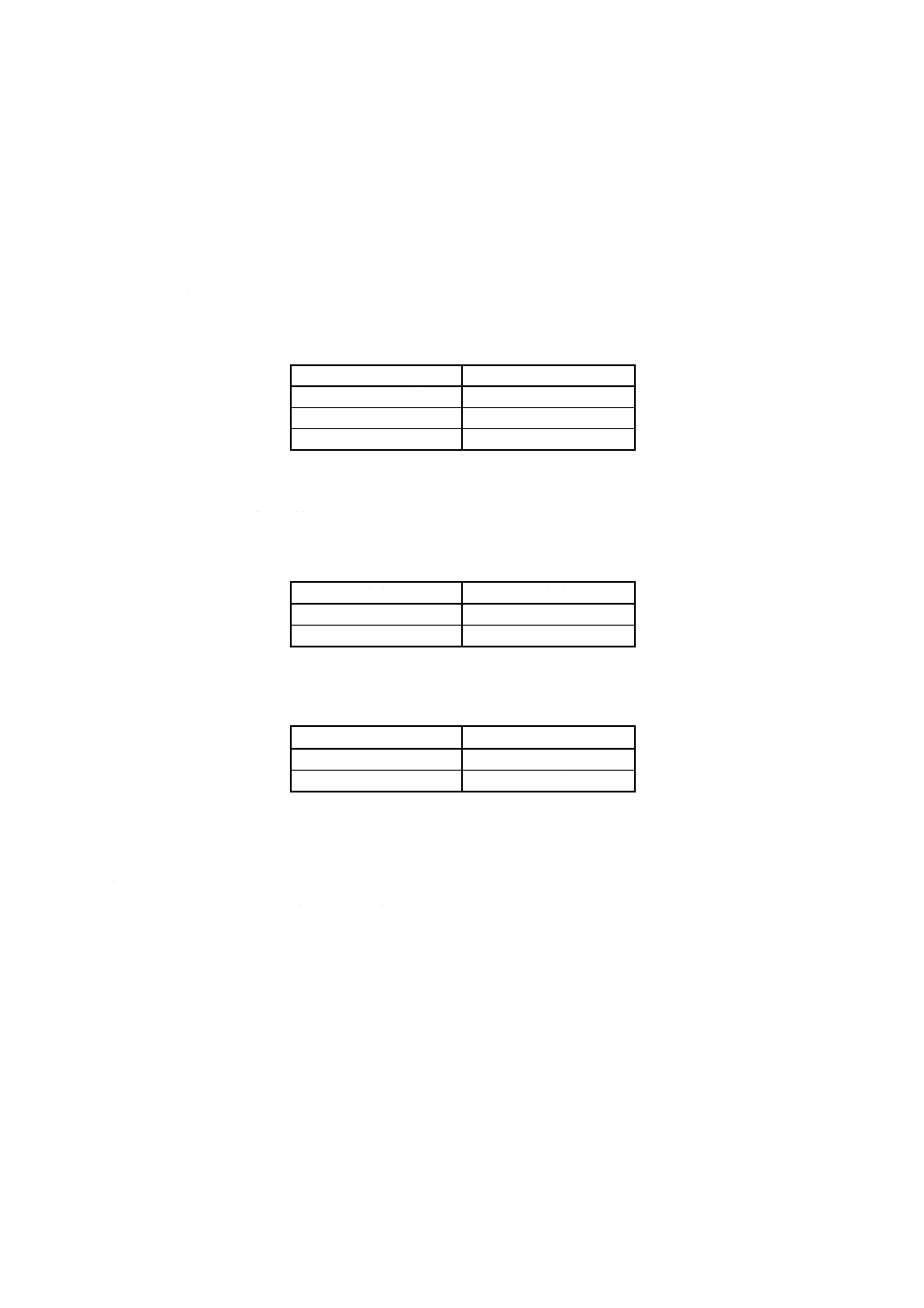
5.2
化学成分 化学成分は,表2による。
表2 化学成分
単位 %
種類
酸化トリウム
不純物(2)
W(3)
1種
0.80以上1.20未満
0.05以下
残部
2種
1.20以上1.60未満
0.05以下
残部
3種
1.60以上2.05未満
0.05以下
残部
注(2) 不純物は,鉄及びモリブデンの百分率の合計とする。
(3) W(タングステン)は,100から酸化トリウム及び不純物の百分率を差し引い
た残部とする。
3
H 4463 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
加熱変形及び電子放射 線又は棒は,7.3によって試験を行い,実用上支障をきたすような変形を生
じてはならない。また,電子放射が良好でなければならない。
5.4
巻付け強さ 線又は棒は,7.4によって試験を行い,断線,ひび,割れ,ささくれなどの欠陥があっ
てはならない。
5.5
真直性 真直性を必要とする線又は棒は,7.5によって試験を行う。線は,200mmに切断し,弦長
100mmに対して表3の値でなければならない。棒は,棒全体の長さに渡り,弦長100mmに対して表3の
値でなければならない。
表3 真直性
単位 mm
径
山の高さ
0.2以上0.5未満
10
0.5以上1.0未満
5
1.0以上
1
6. 寸法の許容差
6.1
太さの許容差 線又は棒の太さの許容差は,表4による。
表4 太さの許容差
単位 %
太さ
許容差
mmで表した場合
±1
MGで表した場合
±2
6.2
太さの差 線又は棒の太さの差は,表5による。
表5 太さの差
単位 %
太さ
太さの差
mmで表した場合
1以下
MGで表した場合
2以下
6.3
真円度 径0.150mm以上の線又は棒の真円度は,3%以下とする。
7. 試験方法
7.1
外観試験 外観試験は,JIS H 4460の4.(外観試験)による。
7.2
化学成分分析試験 化学成分分析試験は,JIS H 1405による。
7.3
加熱変形試験及び電子放射試験 加熱変形試験は,JIS H 4460の6.(加熱変形試験)による。電子
放射試験方法は,受渡当事者間の協定による。
7.4
巻付け試験 径0.150mm未満の線及び棒の巻付け試験は,JIS H 4460の12.1(常温巻付け法)によ
る。径0.150mm以上の線及び棒の巻付け試験は,JIS H 4460の12.2(加熱巻付け法)による。
7.5
真直性試験 真直性試験は,JIS H 4460の15.(真直性試験)による。
7.6
一般事項 その他の一般事項は,JIS H 0321による。
8. 包装 線又は棒は,損傷及び湿気を受けないように,適切な方法で包装しなければならない。
4
H 4463 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 表示 線又は棒には,1束,1巻き又は1包装ごとに次の事項を表示しなければならない。
a) 品名,種類,仕上げ区分又はその記号
b) 太さ
c) 長さ又は質量
d) ロット番号
e) 製造年月日
f)
製造業者又はその略号
JIS H 4463原案作成委員会 構成表
氏名
所属
(委員長)
辻 川 正 弘
日本工業標準調査会
(委員)
橋 本 進
財団法人日本規格協会
藤 井 忠 行
文部科学省金属材料技術研究所
菊 地 正
山口東京理科大学
石 塚 昌 泰
東芝ライテック株式会社
斎 藤 武 志
東芝タンガロイ株式会社
杉 浦 稔
岩崎電気株式会社
堀 田 幸 男
松下電子工業株式会社
鮫 島 進 一
日本新金属株式会社
山 口 悟
株式会社東芝
仙 場 謙 次
日本タングステン株式会社
(分科会)
瀬 戸 啓 之
株式会社アライドマテリアル
秋 吉 直 義
東邦金属株式会社
嶋 津 太 輔
松下電子工業株式会社
(事務局)
小 泉 英 雄
タングステン・モリブデン工業会
(文責 山口悟)
日本工業標準調査会標準部会 非鉄金属技術専門委員会 構成表
氏名
所属
(委貝会長)
神 尾 彰 彦
東京工業大学名誉教授
(委貝)
藍 田 勲
株式会社神戸製鋼所
有 川 彰 一
財団法人日本船舶標準協会
一 瀬 明
住友金属鉱山株式会社
今 福 豊
日本伸銅協会(三菱マテリアル株式会社)
碓 井 栄 喜
社団法人軽金属学会(株式会社神戸製鋼所)
齋 藤 鐵 哉
独立行政法人物質・材料研究機構
酒 田 勝 之
社団法人日本アルミニウム協会(三菱アルミニウム株式会社)
中 村 守
独立行政法人産業技術総合研究所
西 村 尚
東京都立大学工学部機械工学科
平 山 晴 彦
日本鉱業協会
村 上 陽 一
社団法人日本電機工業会
柳 沢 健 史
古河電気工業株式会社
山 田 桑太郎
社団法人日本鉄道車輌工業会