H 4460 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,タングステン・モ
リブデン工業会 (JTMIA) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 4460 : 1994は改正され,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 4460 : 2002
照明及び電子機器用のタングステン及びモリブデン
材料の試験通則
General rules for test of tungsten and molybdenum materials for lighting and
electronic equipments
1. 適用範囲 この規格は,照明及び電子機器用として用いるタングステン,トリエーテッドタングステ
ン及びモリブデンの線及び棒(以下,それぞれ線及び棒という。)並びにモリブデンの板及びはく(箔)(以
下,それぞれ板及びはくという。)の試験の一般事項について規定する。
なお,試験の適用材料は,表1による。
表1 適用材料
試験
適用材料
外観試験
線又は棒,板又ははく
化学分析試験
線又は棒,板又ははく
加熱変形試験
タングステン線又はトリエーテッドタングステン線
再結晶温度測定法
タングステン線
引張試験
タンブステン又はモリブデンの線又は棒,板又ははく
硬さ試験
板又ははく
曲げ試験
板又ははく
エリクセン試験
板又ははく
巻付け試験
タングステン線又はトリエーテッドタングステン線
加熱もろさ試験
タングステン線又はモリブデン線
折り曲げ試験
ドープモリブデン線又はドープモリブデン棒
真直性試験
線又は棒
平たん度
板又ははく
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7721 引張試験機−力の検証方法
JIS B 7729 エリクセン試験機
JIS B 7741 一軸試験に使用する伸び計の検証方法
JIS H 0321 非鉄金属材料の検査通則
JIS H 1403 タングステン材料の分析方法
JIS H 1404 モリブデン材料の分析方法
JIS H 1405 トリエーテッドタングステン材料の分析方法
JIS Z 2201 金属材料引張試験片
2
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2204 金属材料曲げ試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2247 エリクセン試験方法
JIS Z 2248 金属材料曲げ試験方法
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 線及び棒の区別 線と棒は径で区別しない。一般にリールなどに上巻きしたもの及びフープ状に束ね
たものを線といい,巻いていないものを棒という。
b) 板及びはくの区別 板の厚みによって区別し,0.1mm以上を板と呼び,0.1mm未満をはくと呼ぶ。
c) ロット 1回の配合粉末から加工したものをロットという。
d) 太さ 線又は棒の太さは径 (mm) で表す。ただし,線の太さについては,必要に応じて,MG(1)で表
してもよい。
注(1) MG : 長さ200mmの線の質量をミリグラムで表した数値をいう。
MG=K×D2
ここに,
D: 線の径 (mm)
K: 定数で,タングステン及びトリエーテッドタングステンの場
合は3 016,モリブデンの場合は1 600とする。
e) 太さの平均値 1本の線又は棒の両端の太さをそれぞれ2か所以上測定して,その算術平均値で表す。
f)
太さの許容差 同一品種について許容される太さの平均値の範囲をいう。
g) 太さの差 1本の線又は棒の両端の太さの相違を太さの差といい,次の式で表す。
100
2
×
+
−
=
B
A
B
A
T
ここに,
T: 太さの差 (%)
A: 両端の太さの測定値の最大値(mm又はMG)
B: 両端の太さの測定値の最小値(mm又はMG)
h) 真円度 線又は棒の横断面の長径と短径の相違を真円度といい,次の式で表す。
100
2
2
1
2
1
×
+
−
=
D
D
D
D
C
ここに,
C: 真円度 (%)
D1: 横断面の径の測定値の最大値 (mm)
D2: 横断面の径の測定値の最小値 (mm)
i)
再結晶開始温度 縦断面を金属顕微鏡(50倍)で観察し,粗大結晶が生成した温度を再結晶開始温度
とする。
j)
ドープモリブデン 約1 100℃以上の加熱後の再結晶によるぜい(脆)化を防止するため,微量成分が
添加されたモリブデン線及び棒。
3
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 外観試験 外観試験は,目視によって線又は棒については全面にひび,割れ,ささくれ,折れ,変色
などの欠陥,板又ははくについては全面に,ひび,はがれ,しわ,凹凸などの欠陥の有無を確認する。た
だし,確認しにくい場合は,3倍の拡大鏡を用いる。
5. 化学分析試験 化学分析試験は,JIS H 1403,JIS H 1404及びJIS H 1405に規定した方法によるもの
とし,ロットごとに任意に採取した試料について行う。
6. 加熱変形試験 加熱変形試験は,タングステン線又はトリエーテッドタングステン線に適用し,次に
よる。
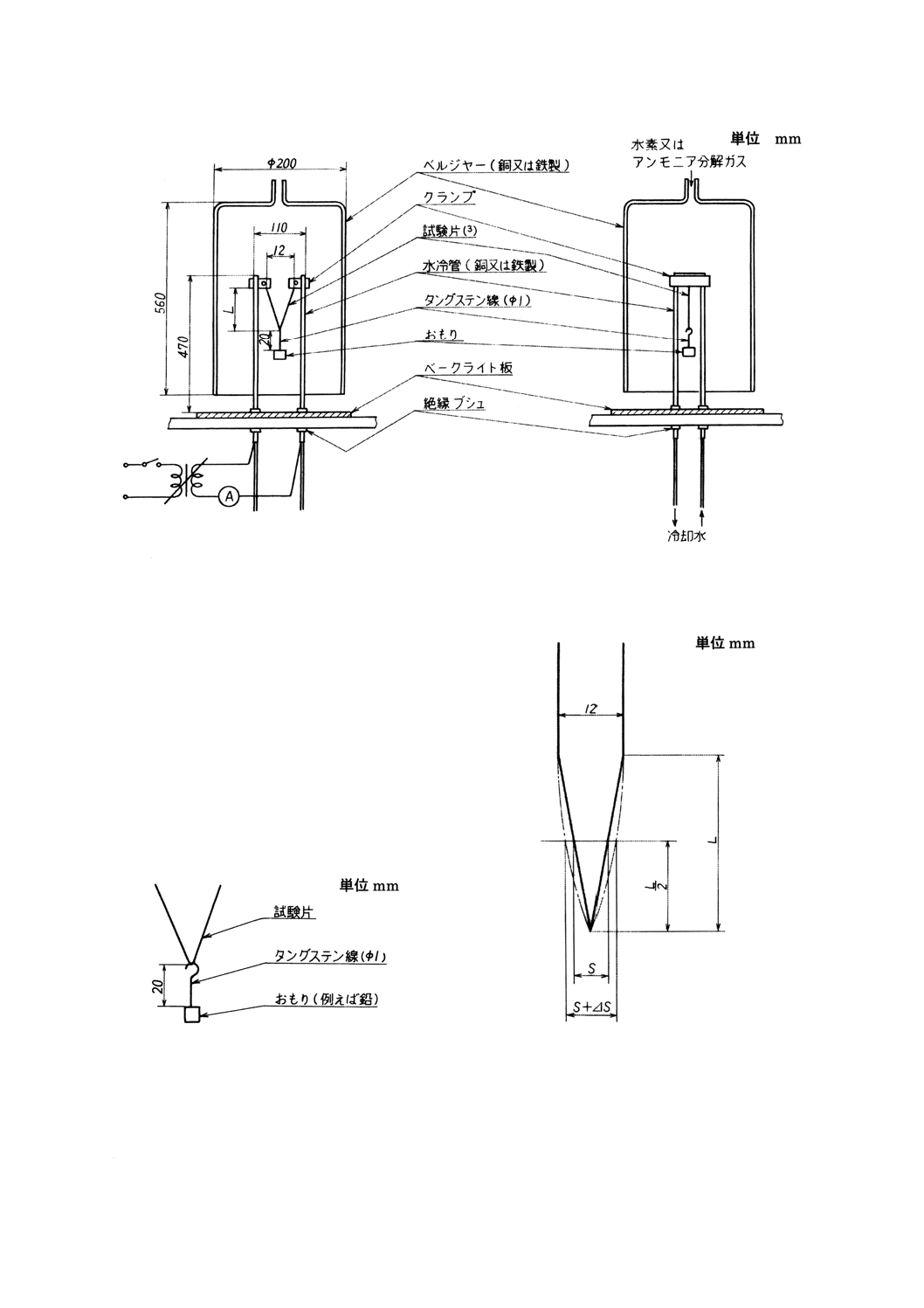
6.1
試験片 試験片は,径0.39mm又は径1.00mmの線を図1のようにヘアピンに成形する。
6.2
試験装置 試験装置は,図1に示した加熱変形試験装置を用いる。
6.3
試験方法
a) 成形 図1に示すようにヘアピンに成形した試験片に所定のおもり(図2参照)をかけたまま,露点
−40℃以下の水素又はアンモニア分解ガスを流したベルジャーの中で所定電流で一定時間通電加熱す
る。冷却後おもりを外し,必要ならば図3のSを測定した後試験に移る。
b) 試験 成形後,再び所定電流で一定時間加熱し,冷却後試験片を取り外し,変形量を測定する。
c) 成形及び試験条件 成形及び試験条件は,表2による。
表2 成形及び試験条件
太さ
mm
ピンの
長さ
(L)
mm
おも
りの
質量
g
成形
試験
ガス流量
m3/s
電流
A
保持時間
s
ガス流量
m3/s
電流
A
保持時間
min
0.39
130
100
1.7×10−4
FC(2)×0.65
30
1.7×10−4
FC(2)×0.80
5
1.00
200
500
1.7×10−4
FC(2)×0.65
60
1.7×10−4
FC(2)×0.80
5
注(2) FCは溶断電流 (A) をいい,FC測定時はおもりを付けないで行う。
備考 測定時及び変形試験時の電流上昇速度は,毎秒約1Aで行う。
4
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(3) 試験片は線の曲がりを矯正した後,ヘアピン成形を行う。
図1 加熱変形試験装置の例
図2 おもり
図3 加熱変形測定図
d) 変形量測定方法及び評価法 ヘアピンは加熱後,図3の想像線のように変形する。変形のS+∆Sを目
盛板などで読み取り,(S+∆S) mm又は (∆S/S×100) %で表す。
7. 再結晶温度測定法 再結晶温度測定法は,タングステン線に適用し,次による。
7.1
試験片 試験片は,径0.39mmの線を図1のようにヘアピンに成形する。
5
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
試験装置 試験装置は,図1に示す加熱変形試験装置を用いる。
7.3
試験方法
a) 溶断及び加熱試験 7.2の装置に7.1の試験片を取り付け,水素又はアンモニア分解ガスを流したベル
ジャーの中で通電加熱し,溶断電流 (FC) を求める。溶断試験とまったく同じ方法でFC%(4)の中から
二つ以上を選び試験を行う。溶断及び加熱試験条件は,表3のとおりとする。
表3 溶断及び加熱試験条件
太さ
mm
ピンの
長さ
(L)
mm
溶断試験
加熱試験
ガス流量
m3/s
電流上昇速度
A/s
ガス流量
m3/s
電流上昇速度
A/s
FC%(4)
保持時間
min
0.39
130
1.7×10−4
約1
1.7×10−4
約1
40,42,44,46,48,50,52,54,56
2
注(4) FC%とは,FCを100%としたときの百分率をいう。
b) 観察 試験片を取り出し,ヘアピン中央部約20mmの縦断面組織を金属顕微鏡(50倍)で観察し,粗
大結晶組織が生成した温度を再結晶開始温度とみなす。FC%(4)と温度との関係は,表4のとおりとす
る。
表4 FC%(4)と温度との関係
FC%(4)
40
42
44
46
48
50
52
54
56
温度℃
1 850
1 910
1 960
2 020
2 070
2 120
2 180
2 230
2 290
8. 引張試験
8.1
線又は棒
8.1.1
試験 片試験片は,JIS Z 2201の9B号試験片とする。
8.1.2 試験方法 試験方法は,JIS Z 2241によるが,引張強さの単位はN/mm2で表す。試験片が標点間の
外で破断したときは,この試験は無効とし,更に最初に試験片を採った材料について再試験を行う。
8.2
板又ははく
8.2.1
試験片 試験片は,JIS Z 2201の5号,6号,7号又は13号試験片のいずれかとし,圧延方向に平
行方向の特性となるように採取する。
8.2.2
試験装置 試験装置は,JIS B 7721に規定された引張試験機を用いる。
8.23 試験方法 試験方法は,JIS Z 2241による。0.2%耐力まではJIS B 7741に規定する伸び計を使用し,
荷重を加える速度は均一で,応力増加率は690MPa/min未満で行う。0.2%耐力を超えてからの荷重を加え
る速度は,最大0.5mm/min/標点間距離mm以下で行う。0.2%耐力は,オフセット法によって算出する。
ただし,試験条件は,受渡当事者間の協定によって変更することができる。
9. ビッカース硬さ試験 ビッカース硬さ試験は,板又ははくに適用し,JIS Z 2244による。
10. 曲げ試験 曲げ試験は,板又ははくに適用し,次による。
10.1 試験片 試験片は,JIS Z 2204による。
10.2 試験方法 試験方法は,JIS Z 2248のVブロック方法によって圧延方向に対し直角に折り曲げる。
内側半径は板の厚さに等しくとり,曲げ角度は90度とする。
11. エリクセン試験 エリクセン試験は,板又ははくに適用し,次による。
6
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.1 試験片 試験片は,50mm角以上とする。
11.2 試験装置 試験装置は,JIS B 7729に規定されたエリクセン試験機を用いる。
11.3 試験方法 試験方法は,エリクセン試験はJIS Z 2247のA法に準ずる。
12. 巻付け試験 巻付け試験は,タングステン又はトリエーテッドタングステン線に適用し,次によって
断線,ひび,割れ,ささくれなどの欠陥を確認する。
12.1 常温巻付け法 線にその線の引張強さの約10%の張力をかけながら,常温でその線径の3倍の心線
に約30回緊密に巻き付ける。
12.2 加熱巻付け法 線にその線の引張強さの約10%の張力をかけながら,加熱状態でその線径の3倍の
心線に約30回緊密に巻き付ける。
12.3 しごき法 線に表5に示す径の心線に1回巻き付け,その部分を指で押さえて緩やかに1mしごく。
表5 心線の径
単位 mm
線の径
心線の径
0.3未満
3
0.3以上
10
12.4 刃先巻付け法 線にその線の引張強さの約10%の張力をかけながら,1mの線を厚さ約0.4mm,両端
の曲率半径0.2mm及び幅20mmの金属板に緩やかに巻き付ける。
13. 加熱もろさ試験
13.1 タングステン線 タングステン線の加熱もろさ試験は,次によって断線,ひび,割れ,ささくれな
どの欠陥を確認する。
a) 内径25〜50mm,均熱部長さ200mm以上の水素炉を炉壁温度約1 600℃に保ち,その中へ線をボート
にのせて挿入し,炉壁温度約1 600℃,水素露点−40℃以下の条件で1分間加熱した後,径0.150mm
(MG67.86) 未満の線は12.1の常温巻付け法,12.3のしごき法及び12.4の刃先巻付け法めいずれかに
よる。また,径0.150mm (MG67.86) 以上の線は,12.2の加熱巻付け法による。
b) 径0.250mm未満の線は,12.1の常温巻付け法によって作成したコイルを約30mmの長さに切断し,心
線を取り除き炉壁温度約1 600℃,水素露点−40℃以下の条件で1分間加熱した後コイル長さの3倍に
引き伸ばす。
13.2 モリブデン線 内径25〜50mm,灼熱部長さ200mm以上の水素炉を炉壁温度約1 550℃に保ち,線
の速度約0.3m/sで通して熱処理した後,12.3のしごき法による。
14. 折曲げ試験 折曲げ試験は,ドープモリブデン線又はドープモリブデン棒に適用し,長さ100mmの
試験片を炉壁温度約1 500℃,水素露点−40℃以下の条件で5分間加熱した後,表6の半径Rで割れが発
生するまで折り曲げを繰り返し,回数を測定する。
表6 線径と折曲げ半径
単位 mm
線径
0.4未満
0.4以上0.8未満
0.8以上1.5未満
1.5以上
折曲げ半径R
0.5
2.5
2.5
2.5
7
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15. 真直性試験 真直性試験は,線又は棒に適用し,次による。
15.1 垂下法 垂下法は,線を各規格に規定された長さに切断し,その線の自然垂下長さを測る。
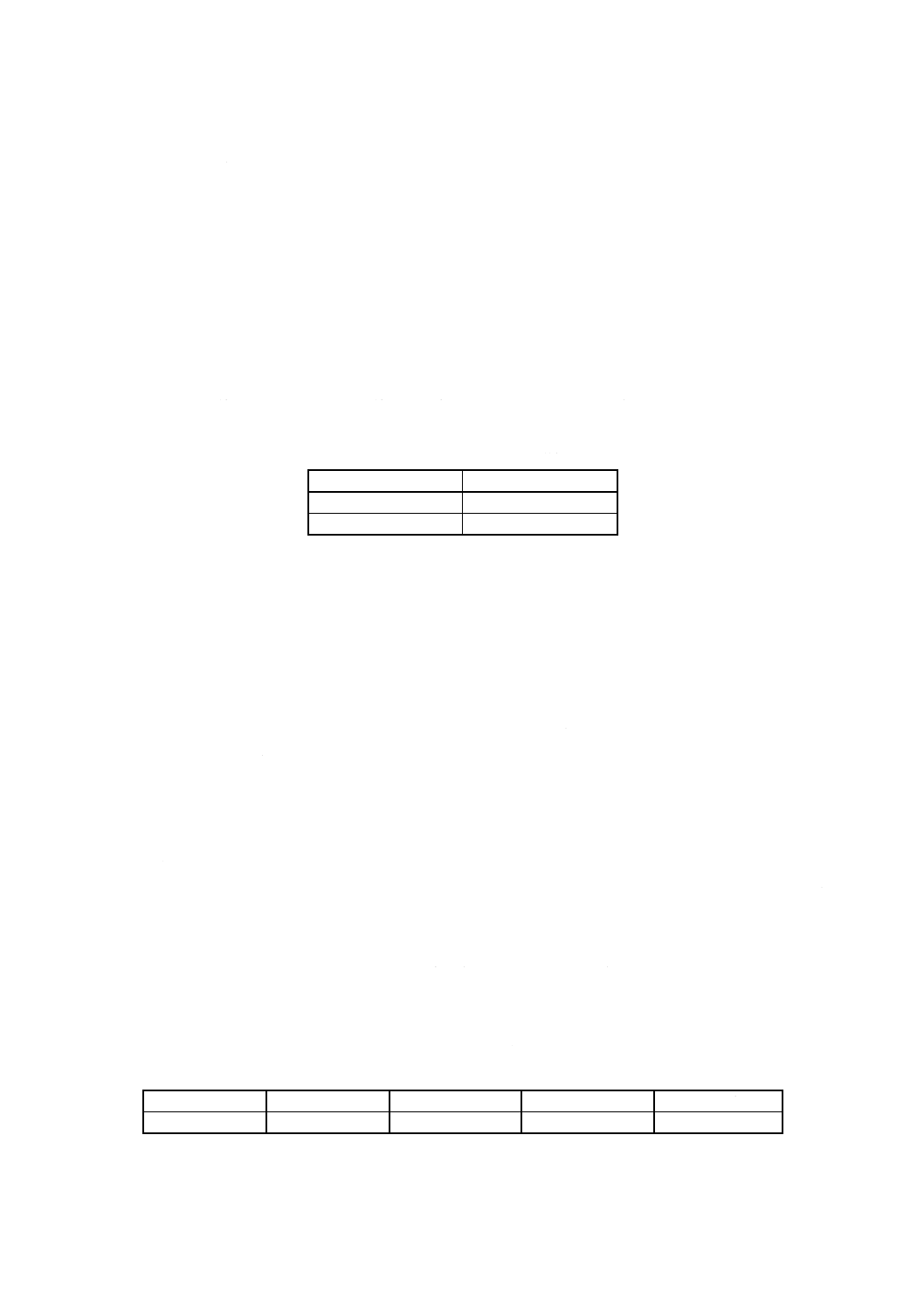
15.2 円弦法 円弦法は,線又は棒を各規定に規定された長さに切断し,平滑な平面上に置き,規定され
た弦長に対する山の高さを図4のようにして測る。
図4 山の高さの測り方
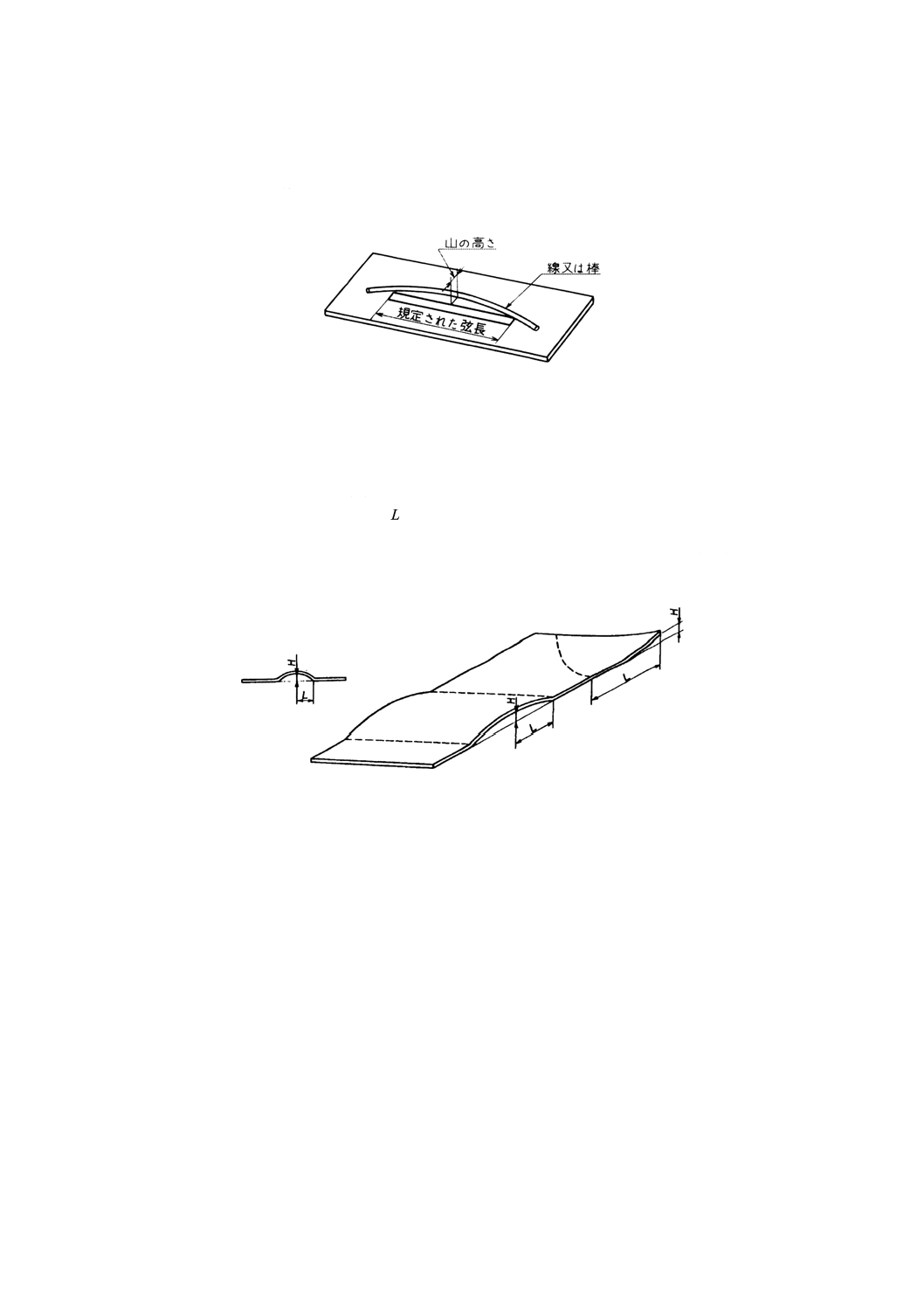
16. 平たん度 平たん度は,板又ははくに適用し,次による。
平たん度は,図5に示す“H”及び“L”を測定し,次の式で表す。
100
(%)
×
=L
H
平たん度
ここに,
H: 板の底面と平たん面との最大間隔 (mm)
L: 平たん面の接線と板の最大高さと最低距離 (mm)
図5 平たん度の測り方
17. そのほかの一般事項は,JIS H 0321による。
8
H 4460 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS H 4460(照明及び電子機器用のタングステン及びモリブデン材料の試験通則)
改正原案作成委員会 構成表
氏名
所属
(委員長)
辻 川 正 弘
日本工業標準調査会
橋 本 進
財団法人日本規格協会
藤 井 忠 行
文部科学省金属材料技術研究所
菊 地 正
山口東京理科大学
石 塚 昌 泰
東芝ライテック株式会社
斎 藤 武 志
東芝タンガロイ株式会社
杉 浦 稔
岩崎電気株式会社
堀 田 幸 男
松下電子工業株式会社
鮫 島 進 一
日本新金属株式会社
山 口 悟
株式会社東芝
仙 場 謙 次
日本タングステン株式会社
(分科会)
瀬 戸 啓 之
株式会社アライドマテリアル
秋 吉 直 義
東邦金属株式会社
嶋 津 太 輔
松下電子工業株式会社
(事務局)
小 泉 英 雄
タングステン・モリブデン工業会
(文責:仙場 謙次)
日本工業標準調査会 標準部会 非鉄金属技術専門委員会 構成表
氏名
所属
(委員会長)
神 尾 彰 彦
東京工業大学
(委員)
藍 田 勲
株式会杜神戸製鋼所
有 川 彰 一
財団法人日本船舶標準協会
一 瀬 明
住友金属鉱山株式会社
今 福 豊
日本伸銅協会(三菱マテリアル株式会社)
碓 井 栄 喜
社団法人軽金属学会(株式会杜神戸製鋼所)
齋 藤 鐵 哉
独立行政法人物質・材料研究機構
酒 井 勝 之
社団法人日本アルミニウム協会(三菱アルミニウム株式会社)
中 村 守
独立行政法人産業技術総合研究所
西 村 尚
東京都立大学工学部
平 山 晴 彦
日本鉱業協会
村 上 陽 一
社団法人日本電機工業会
柳 沢 健 史
古河電気工業株式会杜
山 田 桑太郎
杜団法人日本鉄道車輌工業会