H 4204:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 品質······························································································································· 3
5.1 外観 ···························································································································· 3
5.2 化学成分 ······················································································································ 3
5.3 機械的性質 ··················································································································· 5
6 寸法及びその許容差 ·········································································································· 7
6.1 寸法 ···························································································································· 7
6.2 寸法の許容差 ················································································································ 7
7 試験······························································································································ 10
7.1 分析試験 ····················································································································· 10
7.2 引張試験 ····················································································································· 10
8 検査······························································································································ 10
9 表示······························································································································ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
H 4204:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
マグネシウム協会(JMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。
これによって,JIS H 4204:2011は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
特許番号
特許権の名称
所有者
有効期限
3030338号 高強度難燃性マグネシウム合金の製造方法
国立研究開発法人産業技術総合研究所 2018年10月5日
4415098号 難燃性マグネシウム合金押出材の製造方法
及びその押出材
国立研究開発法人産業技術総合研究所 2025年3月15日
5035893号 高強度高延性難燃性マグネシウム合金及び
その製造方法
国立研究開発法人産業技術総合研究所 2027年8月30日
3905115号 高強度高靭性マグネシウム合金及びその製
造方法
河村能人
2024年11月26日
4500916号 マグネシウム合金及びその製造方法
国立大学法人熊本大学
本田技研工業株式会社
不二ライトメタル株式会社
株式会社日本製鋼所
2024年9月28日
5024705号 マグネシウム合金材およびその製造方法
株式会社神戸製鋼所
日産自動車株式会社
国立大学法人熊本大学
2027年11月16日
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
日本工業規格 JIS
H 4204:2018
マグネシウム合金押出形材
Magnesium alloy extruded profiles
序文
この規格は,2007年に第4版として発行されたISO 3116を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,押出加工によって製造した,断面が中実又は中空のマグネシウム合金押出形材(以下,形
材という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3116:2007,Magnesium and magnesium alloys−Wrought magnesium alloys(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0001 アルミニウム,マグネシウム及びそれらの合金−質別記号
JIS H 0321 非鉄金属材料の検査通則
JIS H 1331 マグネシウム及びマグネシウム合金−分析用試料採取方法及び分析方法通則
JIS H 1332 マグネシウム及びマグネシウム合金中のアルミニウム定量方法
JIS H 1333 マグネシウム及びマグネシウム合金中の亜鉛定量方法
JIS H 1334 マグネシウム及びマグネシウム合金中のマンガン定量方法
JIS H 1335 マグネシウム及びマグネシウム合金中のけい素定量方法
JIS H 1336 マグネシウム及びマグネシウム合金中の銅定量方法
JIS H 1337 マグネシウム及びマグネシウム合金中のニッケル定量方法
JIS H 1338 マグネシウム及びマグネシウム合金中の鉄定量方法
JIS H 1340 マグネシウム合金中のジルコニウム定量方法
JIS H 1341 マグネシウム合金中のカルシウム定量方法
JIS H 1345 マグネシウム合金中の希土類定量方法
JIS Z 2241 金属材料引張試験方法
2
H 4204:2018
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
形材(profile)
全長にわたって管,棒及び線の断面形状とは異なる,主として異形の均一な断面をもち,直線又はコイ
ルの形状で供給する展伸材。
3.2
中実形材(solid profile)
断面に中空部をもたない形材。
3.3
中空形材(hollow profile)
断面に一つ又はそれ以上の中空部をもつ形材。
4
種類
形材の種類は,25種に区分し,その種類の記号は,表1による。
表1−形材の種類の記号
種類の記号
ISO 3116による記号
(参考)
JIS H 4204:2011(旧規格)
による種類(参考)
JIS H 4204:2011(旧規格)
による種類の記号(参考)
MS-AZ31B
ISO-MgAl3Zn1(A)
1種B
MS1B
MS-AZ31C
ISO-MgAl3Zn1(B)
1種C
MS1C
MS-AZX311
−
−
−
MS-AZ61
ISO-MgAl6Zn1
2種
MS2
MS-AZX611
−
−
−
MS-AZX612
−
−
−
MS-AZ80
ISO-MgAl8Zn
3種
MS3
MS-AZ91
−
−
−
MS-AZX911
−
−
−
MS-AZX912
−
−
−
MS-AM60
−
−
−
MS-AXM410
−
−
−
MS-AXM510
−
−
−
MS-AXM610
−
−
−
MS-AXM620
−
−
−
MS-ZK30
ISO-MgZn3Zr
5種
MS5
MS-ZK60
ISO-MgZn6Zr
6種
MS6
MS-M1
ISO-MgMn2
8種
MS8
MS-ZM21
ISO-MgZn2Mn1
9種
MS9
MS-ZC71
ISO-MgZn7Cu1
10種
MS10
MS-WE54
ISO-MgY5RE4Zr
11種
MS11
MS-WE43
ISO-MgY4RE3Zr
12種
MS12
MS-LZ91
−
−
−
MS-WZ73
−
−
−
MS-WZ75
−
−
−
表3の質別記号は,この表の種類の記号の後にハイフン“-”とともに表記する。
例 MS-AZ31B-F
3
H 4204:2018
5
品質
5.1
外観
形材は,きず(例えば,穴,切欠き,しみ,溝など),割れなどの,使用上有害な欠点があってはならな
い。
なお,外観の合否判定基準は,受渡当事者間の協定による。
5.2
化学成分
形材は,7.1によって試験を行い,その化学成分は,表2による。
4
H 4204:2018
表2−化学成分
単位 %
種類の記号
Mg
Al
Zn
Mn
REa)
Zr
Fe
Si
Cu
Ni
Ca
Li
Y
その他b)
個々 合計
MS-AZ31B
残部
2.4〜
3.6
0.50〜
1.5
0.15〜
1.0
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
0.04
以下
−
−
0.05
以下
0.30
以下
MS-AZ31C
残部
2.4〜
3.6
0.5〜
1.5
0.05〜
0.4
−
−
0.05
以下
0.1
以下
0.05
以下
0.005
以下
−
−
−
0.05
以下
0.30
以下
MS-AZX311
残部
2.4〜
3.6
0.50〜
1.5
0.15〜
1.0
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
0.7〜
1.5
−
−
0.05
以下
0.30
以下
MS-AZ61
残部
5.5〜
6.5
0.50〜
1.5
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
−
−
−
0.05
以下
0.30
以下
MS-AZX611
残部
5.5〜
6.5
0.50〜
1.5
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
0.7〜
1.5
−
−
0.05
以下
0.30
以下
MS-AZX612
残部
5.5〜
6.5
0.50〜
1.5
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
1.6〜
2.5
−
−
0.05
以下
0.30
以下
MS-AZ80
残部
7.8〜
9.2
0.20〜
0.8
0.12〜
0.4
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
−
−
−
0.05
以下
0.30
以下
MS-AZ91
残部
8.6〜
9.5
0.35〜
1.0
0.15〜
0.5
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
−
−
−
0.05
以下
0.30
以下
MS-AZX911
残部
8.6〜
9.5
0.35〜
1.0
0.15〜
0.5
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
0.7〜
1.5
−
−
0.05
以下
0.30
以下
MS-AZX912
残部
8.6〜
9.5
0.35〜
1.0
0.15〜
0.5
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
1.6〜
2.5
−
−
0.05
以下
0.30
以下
MS-AM60
残部
5.5〜
6.5
0.30
以下
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.01
以下
0.005
以下
−
−
−
0.05
以下
0.30
以下
MS-AXM410 残部
3.5〜
4.4
0.30
以下
0.15
〜0.7
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
0.7〜
1.5
−
−
0.05
以下
0.30
以下
MS-AXM510 残部
4.5〜
5.4
0.30
以下
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
0.7〜
1.5
−
−
0.05
以下
0.30
以下
MS-AXM610 残部
5.5〜
6.5
0.30
以下
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.01
以下
0.005
以下
0.7〜
1.5
−
−
0.05
以下
0.30
以下
MS-AXM620 残部
5.5〜
6.5
0.30
以下
0.15〜
0.4
−
−
0.005
以下
0.10
以下
0.01
以下
0.005
以下
1.6〜
2.5
−
−
0.05
以下
0.30
以下
MS-ZK30
残部
−
2.5〜
4.0
−
−
0.45〜
0.8
−
−
−
−
−
−
−
0.05
以下
0.30
以下
MS-ZK60
残部
−
4.8〜
6.2
−
−
0.45〜
0.8
−
−
−
−
−
−
−
0.05
以下
0.30
以下
MS-M1
残部
−
−
1.2〜
2.0
−
−
−
0.10
以下
0.05
以下
0.01
以下
−
−
−
0.05
以下
0.30
以下
MS-ZM21
残部
0.1
以下
1.75〜
2.3
0.6〜
1.3
−
−
0.06
以下
0.10
以下
0.1
以下
0.005
以下
−
−
−
0.05
以下
0.30
以下
MS-ZC71
残部
0.2
以下
6.0〜
7.0
0.5〜
1.0
−
−
0.05
以下
0.10
以下
1.0〜
1.5
0.01
以下
−
−
−
0.05
以下
0.30
以下
MS-WE54
残部
−
0.2
以下
0.03
以下
1.5〜
4.0
0.4〜
1.0
0.010
以下
0.01
以下
0.02
以下
0.005
以下
−
0.2
以下
4.75〜
5.5
0.01
以下
0.30
以下
MS-WE43
残部
−
0.2
以下
0.03
以下
2.4〜
4.4
0.4〜
1.0
0.010
以下
0.01
以下
0.02
以下
0.005
以下
−
0.2
以下
3.7〜
4.3
0.01
以下
0.30
以下
MS-LZ91
残部
0.05
以下
0.50〜
1.5
0.05
以下
−
−
0.05
以下
0.05
以下
0.05
以下
0.005
以下
0.05
以下
8.5〜
9.5
−
0.05
以下
0.30
以下
MS-WZ73
残部
−
2.0〜
3.0
−
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
−
−
6.2〜
7.4
0.05
以下
0.30
以下
MS-WZ75
残部
−
4.5〜
5.5
−
−
−
0.005
以下
0.10
以下
0.05
以下
0.005
以下
−
−
6.2〜
7.4
0.05
以下
0.30
以下
“−”で示す元素は,意図的に添加する元素ではないことを示す。また,この表に規定のない元素は,受渡当事者間
の協定がない限り,意図的に添加してはならない。
“−”で示す元素及びこの表に示していない元素は,存在が予知される場合,又はその他の欄の規定の値を超えるお
それがある場合に限って,製造業者の判断によって分析を行う。
注a) REは,ネオジム(Nd)及び他の重希土類元素である。
b) その他の元素の“個々”の値は,この表に示す元素以外の個々の成分値をいい,“合計”の値は,個々の成分値
を合計したものをいう。
5
H 4204:2018
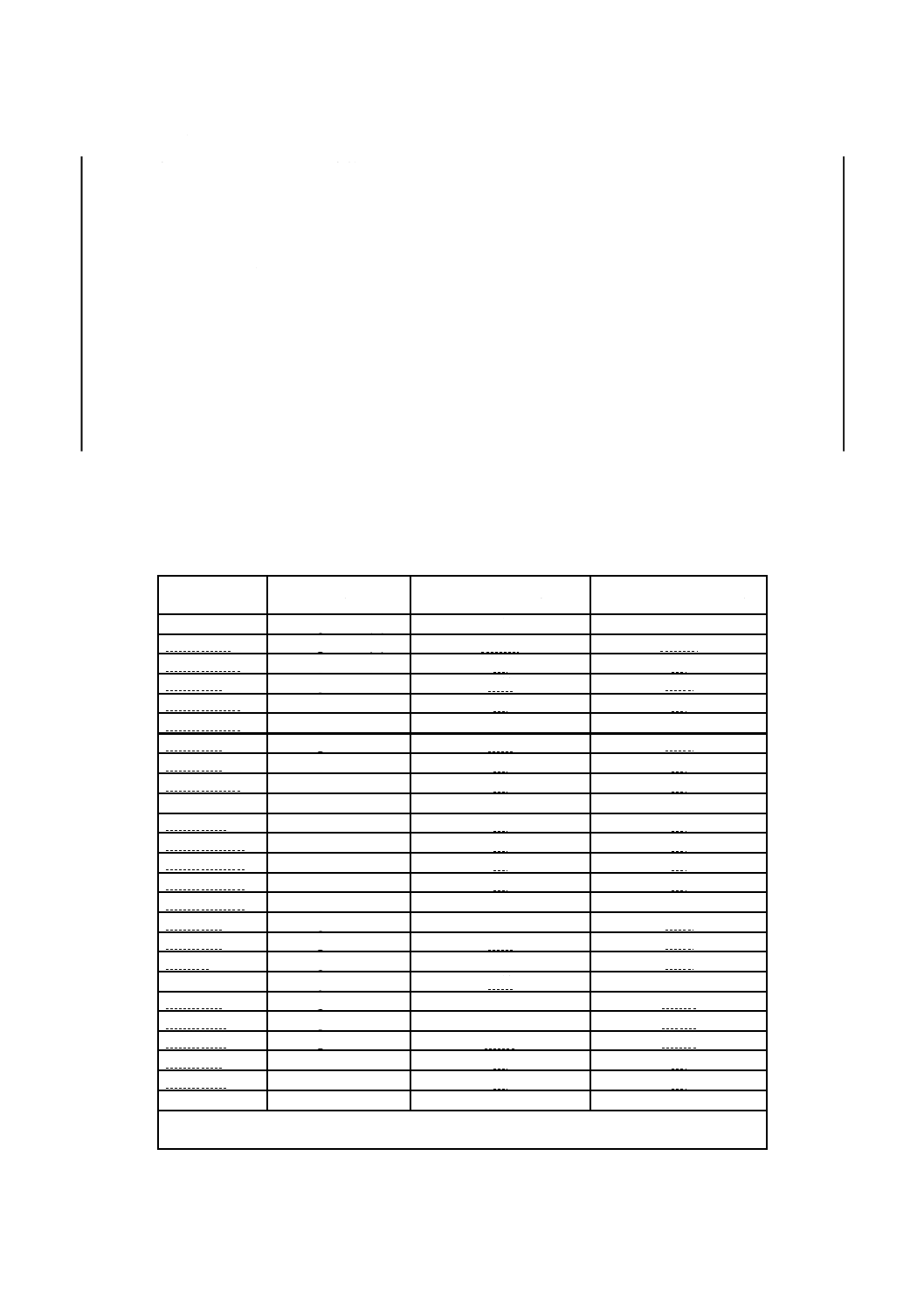
5.3
機械的性質
形材は,7.2によって試験を行い,その機械的性質は,表3及び表4による。0.2 %耐力の適用は受渡当
事者間の協定による。ただし,質別記号Fの機械的性質は,受渡当事者間の協定によって,これらの表以
外の数値を適用してもよい。
表3−中実形材の機械的性質
種類の記号
質別
記号a)
径,厚さ又は
対辺距離
mm
引張試験
引張強さ
N/mm2
0.2 %耐力
N/mm2
伸び
%
MS-AZ31B
MS-AZ31C
F
1以上
10以下
10を超え 65以下
220以上
240以上
140以上
150以上
10以上
10以上
MS-AZX311
F
1以上
100以下
220以上
140以上
8以上
MS-AZ61
F
1以上
10以下
10を超え 40以下
40を超え 65以下
260以上
270以上
260以上
160以上
180以上
160以上
6以上
10以上
10以上
MS-AZX611
F
1以上
65以下
250以上
120以上
8以上
MS-AZX612
F
1以上
65以下
250以上
120以上
6以上
MS-AZ80
F
1以上
40以下
40を超え 60以下
60を超え 130以下
295以上
295以上
290以上
195以上
195以上
185以上
10以上
8以上
8以上
T5
1以上
6以下
6を超え 60以下
60を超え 130以下
325以上
330以上
310以上
205以上
230以上
205以上
4以上
4以上
2以上
MS-AZ91
F
1以上
65以下
280以上
180以上
8以上
MS-AZX911
F
1以上
65以下
280以上
180以上
6以上
MS-AZX912
F
1以上
65以下
280以上
180以上
6以上
MS-AM60
F
1以上
65以下
250以上
140以上
8以上
MS-AXM410
F
1以上
65以下
220以上
80以上
10以上
MS-AXM510
F
1以上
65以下
240以上
100以上
8以上
MS-AXM610
F
1以上
65以下
250以上
120以上
6以上
MS-AXM620
F
1以上
65以下
250以上
120以上
6以上
MS-ZK30
F
10以下
10を超え 100以下
280以上
300以上
200以上
225以上
8以上
8以上
T5
全ての寸法
275以上
255以上
4以上
MS-ZK60
F
1以上
50以下
300以上
210以上
5以上
T5
1以上
50以下
310以上
230以上
5以上
MS-M1
F
1以上
10以下
10を超え 50以下
50を超え 100以下
230以上
230以上
200以上
120以上
120以上
120以上
3以上
3以上
3以上
MS-ZM21
F
10以下
10を超え 75以下
230以上
245以上
150以上
160以上
8以上
10以上
MS-ZC71
F
10以上
130以下
250以上
160以上
7以上
T6
10以上
130以下
325以上
300以上
3以上
MS-WE54
T5
10以上
50以下
50を超え 100以下
250以上
250以上
170以上
160以上
6以上
6以上
T6
10以上
50以下
50を超え100以下
250以上
250以上
160以上
160以上
6以上
6以上
MS-WE43
T5
10以上
50以下
50を超え 100以下
230以上
220以上
140以上
130以上
5以上
5以上
T6
10以上
50以下
50を超え 100以下
220以上
220以上
130以上
130以上
6以上
6以上
MS-LZ91
F
1以上
60以下
110以上
90以上
20以上
MS-WZ73
F
1以上
80以下
320以上
240以上
4以上
MS-WZ75
F
1以上
80以下
330以上
250以上
4以上
注記 1 N/mm2=1 MPa
注a) 質別記号は,JIS H 0001に規定する基本記号,定義及び意味による。
6
H 4204:2018
表4−中空形材の機械的性質
種類の記号
質別
記号a)
肉厚
mm
引張試験
引張強さ
N/mm2
0.2 %耐力
N/mm2
伸び
%
MS-AZ31B
MS-AZ31C
F
1以上
10以下
220以上
140以上
10以上
MS-AZX311
F
1以上
10以下
220以上
140以上
10以上
MS-AZ61
F
1以上
10以下
260以上
150以上
10以上
MS-AZX611
F
1以上
10以下
250以上
120以上
8以上
MS-AZX612
F
1以上
10以下
250以上
120以上
6以上
MS-AZ80
F
1以上
10以下
295以上
195以上
7以上
MS-AZ91
F
1以上
10以下
280以上
180以上
8以上
MS-AZX911
F
1以上
10以下
280以上
180以上
6以上
MS-AZX912
F
1以上
10以下
280以上
180以上
6以上
MS-AM60
F
1以上
10以下
250以上
140以上
8以上
MS-AXM410
F
1以上
10以下
220以上
80以上
10以上
MS-AXM510
F
1以上
10以下
240以上
100以上
6以上
MS-AXM610
F
1以上
10以下
250以上
120以上
6以上
MS-AXM620
F
1以上
10以下
250以上
120以上
6以上
MS-ZK30
T5
全ての肉厚
275以上
255以上
4以上
MS-ZK60
F
全ての肉厚
275以上
195以上
5以上
T5
全ての肉厚
315以上
260以上
4以上
MS-M1
F
1以上
2以下
2を超え 10以下
225以上
200以上
165以上
145以上
2以上
1.5以上
MS-ZM21
F
10以下
10を超え 75以下
230以上
245以上
150以上
160以上
8以上
10以上
MS-LZ91
F
1以上
10以下
110以上
90以上
20以上
MS-WZ73
F
2以上
10以下
320以上
240以上
5以上
MS-WZ75
F
2以上
10以下
330以上
250以上
5以上
注記 1 N/mm2=1 MPa
注a) 質別記号は,JIS H 0001に規定する基本記号,定義及び意味による。
7
H 4204:2018
6
寸法及びその許容差
6.1
寸法
形材の長さ及び断面の寸法は,次による。
a) 形材の長さは,1 000 mm以上とする。1 000 mm未満の場合は,受渡当事者間の協定による。
b) 形材の断面寸法は,受渡当事者間の協定による。
6.2
寸法の許容差
形材の長さ及び断面寸法の許容差,並びに曲がり,平らさ及びねじれの許容値は,次による。
a) 形材の長さの許容差は
010
+ mmとする。
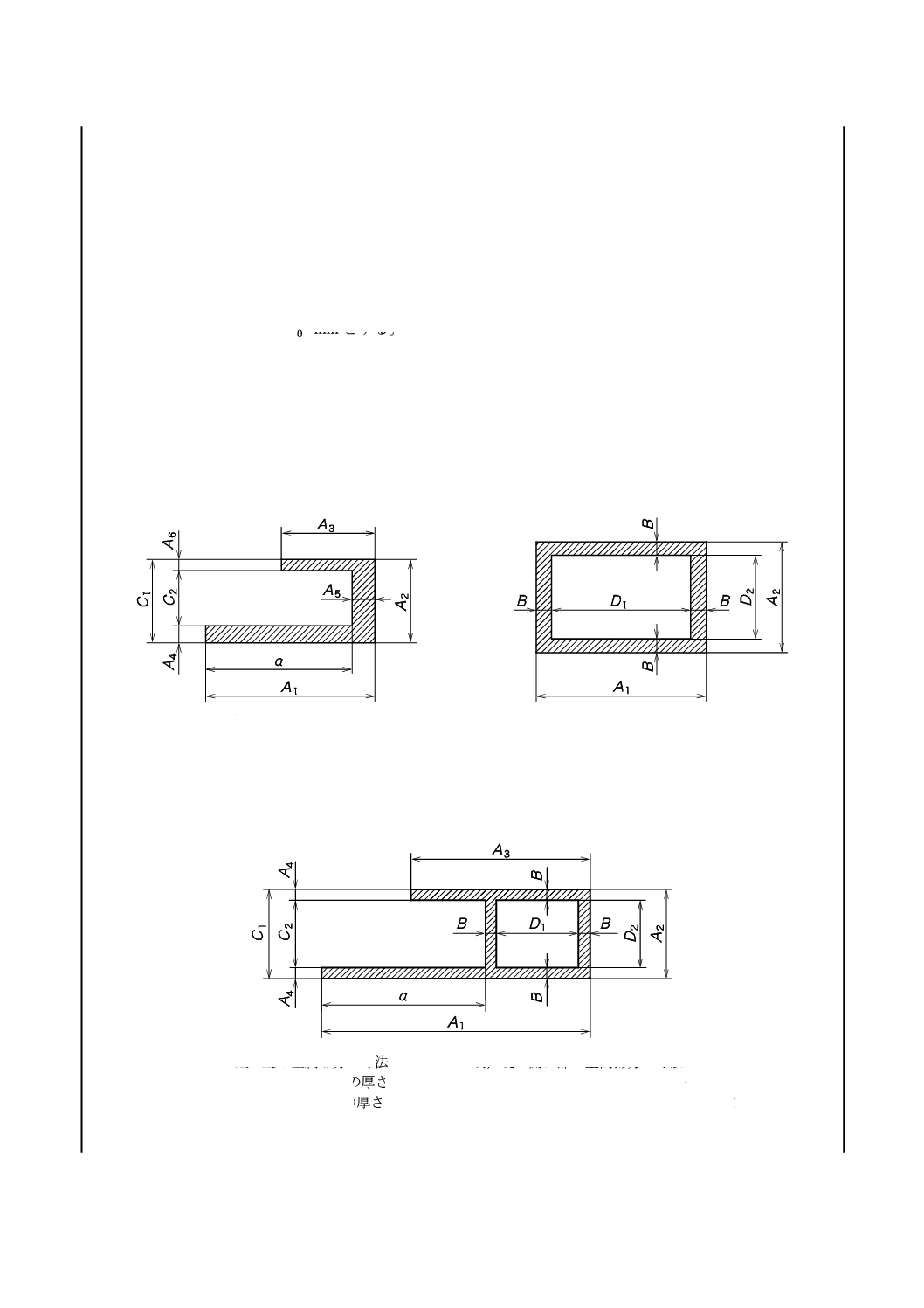
b) 開口部を含む中実形材の断面形状の例を図1,肉厚が均一の中空形材の断面形状を図2,中空部及び開
口部を含む中空形材を図3に示す。形材の断面寸法は,図1,図2及び図3に示す形状の各部位A1〜
A6,B,C1,C2,及びD1,D2とし,その許容差は,表5による。また,この許容差は,それぞれの許
容差の公差域と同じ範囲で(+)側又は(−)側だけとしてもよい。ただし,この場合,上側の許容
差又は下側の許容差は0とする。
なお,図1,図2及び図3以外の断面形状の形材の断面寸法は,受渡当事者間の協定による。
A1〜A3:金属部分の寸法
A4〜A6:金属部分の厚さ
C1,C2:開口部の空間部分の寸法
a:開口部を形成する金属部分の最長距離
A1,A2:金属部分の寸法
B:中空部の壁面の厚さ
D1,D2:中空部の空間部分の寸法
図1−開口部を含む中実形材
図2−肉厚が均一の中空形材
A1〜A3:金属部分の寸法 C1,C2:開口部の空間部分の寸法
A4:金属部分の厚さ D1,D2:中空部の空間部分の寸法
B:中空部の壁面の厚さ a:開口部を形成する金属部分の最長距離
図3−中空部及び開口部を含む中空形材
8
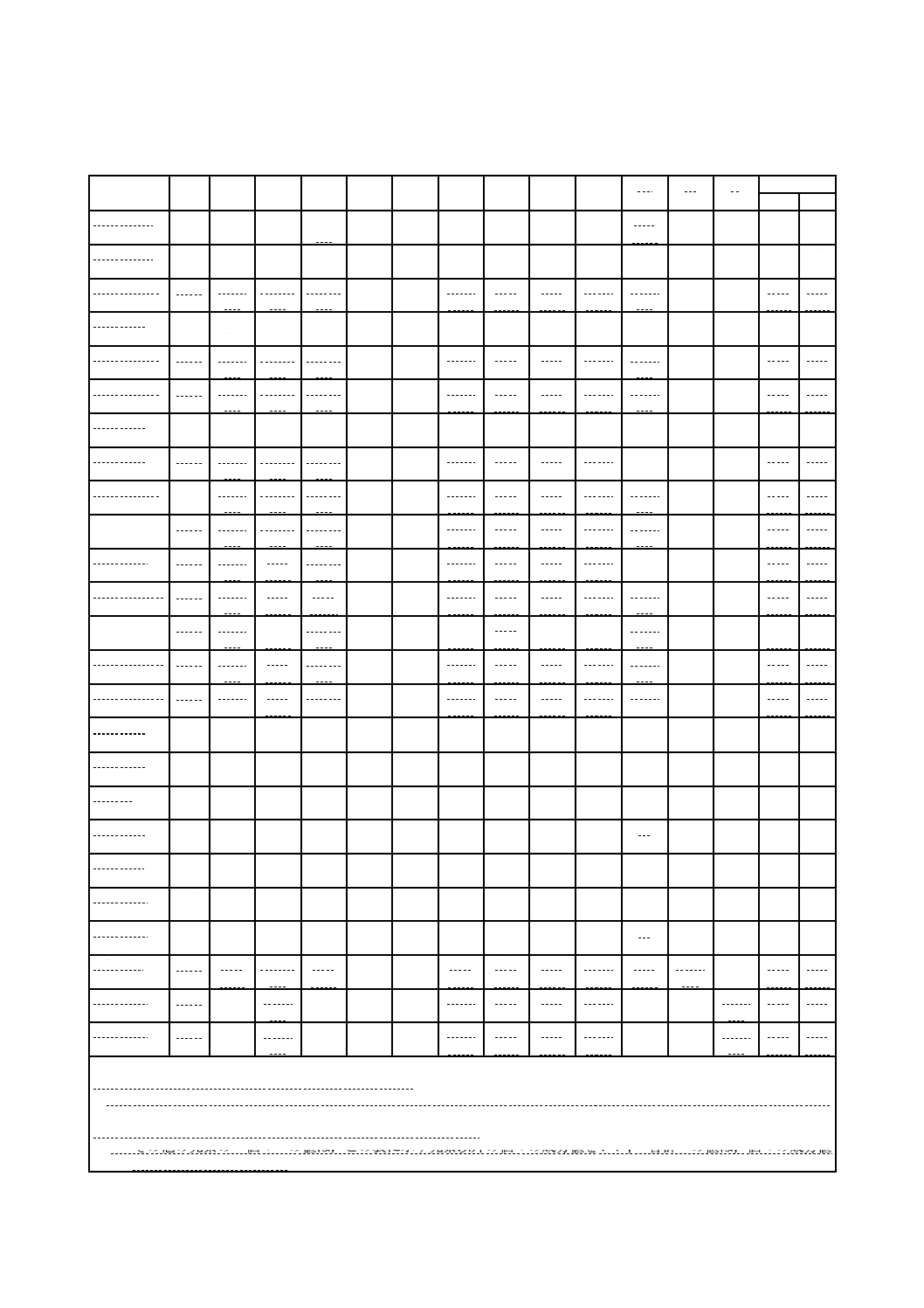
H 4204:2018
表5−断面寸法の許容差
単位 mm
外接円a)
の直径
指定箇所の
寸法
許容差
金属部b)
空間部c)
金属部分
の寸法及
び厚さ
A1〜A6
中空部の
壁面の厚
さd)
B
開口部の空間部分の寸法
C1,C2
中空部の
空間部分
の寸法
D1,D2
開口部を形成する金属部分の最長距離 ae)
5を超え
15以下
15を超え
30以下
30を超え
60以下
60を超え
100以下
100を超え
150以下
150を超え
200以下
250以下
3.20以下
±0.23
厚さの
±15 %
±0.33
±0.38
−
−
−
−
±0.33
3.20を超え
6.30以下
±0.27
±0.39
±0.45
±0.51
−
−
−
±0.41
6.30を超え
12.50以下
±0.30
±0.47
±0.51
±0.58
±0.61
−
−
±0.46
12.50を超え
20.00以下
±0.35
±0.53
±0.58
±0.64
±0.67
−
−
±0.52
20.00を超え
25.00以下
±0.38
±0.60
±0.64
±0.70
±0.77
±0.89
−
±0.58
25.00を超え
40.00以下
±0.45
±0.69
±0.73
±0.83
±0.91
±1.0
−
±0.68
40.00を超え
50.00以下
±0.54
±0.79
±0.83
±0.99
±1.1
±1.2
±1.4
±0.78
50.00を超え
100.00以下
±0.92
±1.1
±1.2
±1.5
±1.7
±2.0
±2.3
±1.2
100.00を超え
150.00以下
±1.3
±1.5
±1.6
±2.0
±2.4
±2.8
±3.2
±1.6
150.00を超え
200.00以下
±1.7
±1.8
±2.0
±2.6
±3.0
±3.6
±4.1
±2.0
200.00を超え
250.00以下
±2.1
±2.1
±2.4
±3.2
±3.7
±4.3
±4.9
±2.3
注a) 外接円の直径が250を超える場合の断面寸法の許容差は,受渡当事者間の協定による。
なお,外接円とは,形材断面に対する最小外接円のことである。ただし,肉厚に偏りがある場合はその部分を
補正し,中空形材の場合は中空部の重心を中心とした外接円とする。このため,必要に応じて,あらかじめ製造
業者に外接円の直径を確認することが望ましい。
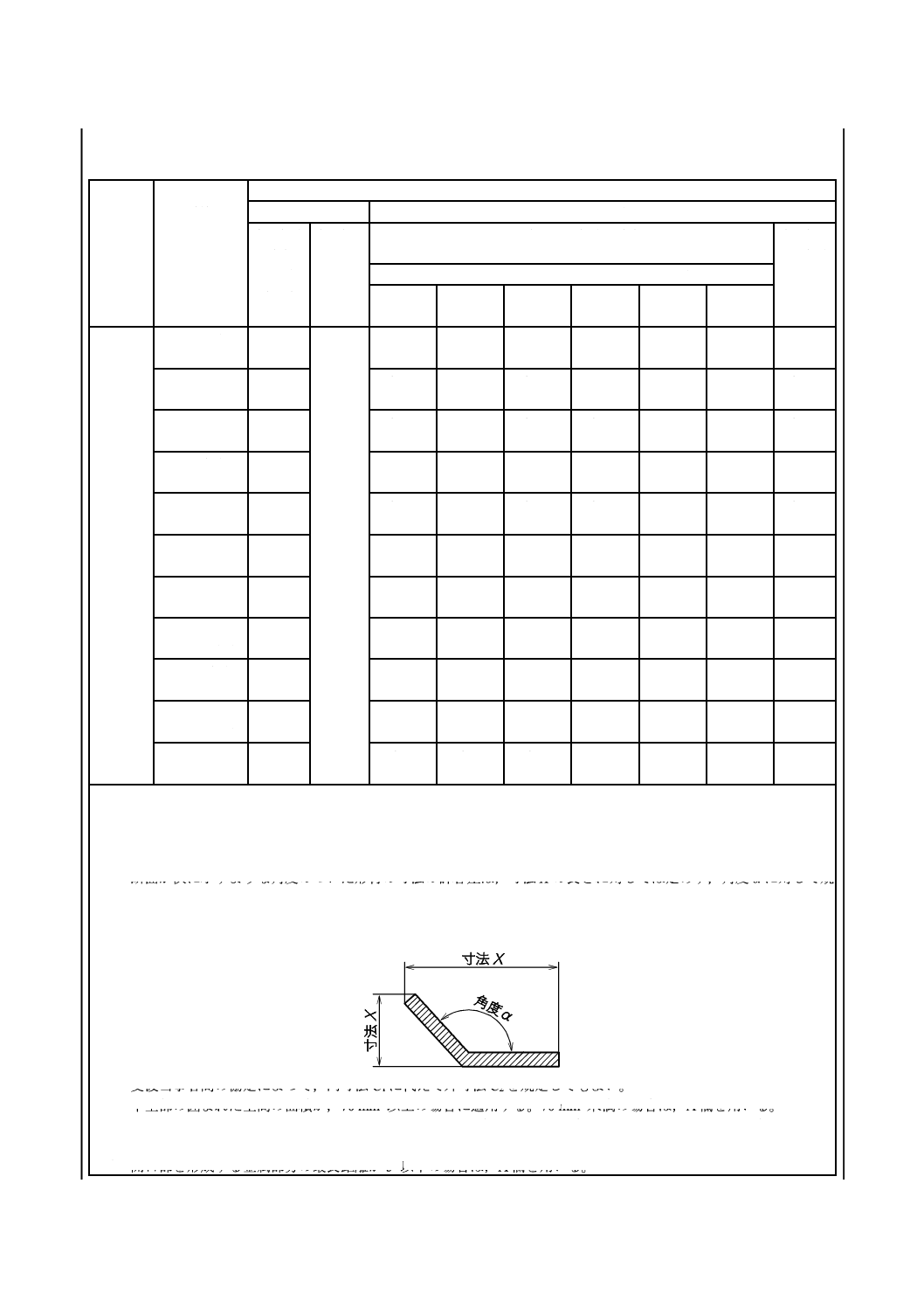
b) 断面が次に示すような角度のついた形材の寸法の許容差は,寸法Xの長さに対しては定めず,角度αに対して規
定する。
形材の角度の許容差は,±2°とする。また,この許容差は,それぞれの許容差の公差域と同じ範囲で(+)側
又は(−)側だけとしてもよい。ただし,この場合,上側の許容差又は下側の許容差は0とする。
c) 受渡当事者間の協定によって,内寸法C1に代えて外寸法C2を規定してもよい。
d) 中空部の囲まれた空間の面積が,70 mm2以上の場合に適用する。70 mm2未満の場合は,A欄を用いる。
中空部の壁面の厚さの±15 %の値が±2.3を超える場合は,±2.3を適用し,±0.38未満となる場合は,±0.38
を適用する。
e) 開口部を形成する金属部分の最長距離が5 以下の場合は,A欄を用いる。
9
H 4204:2018
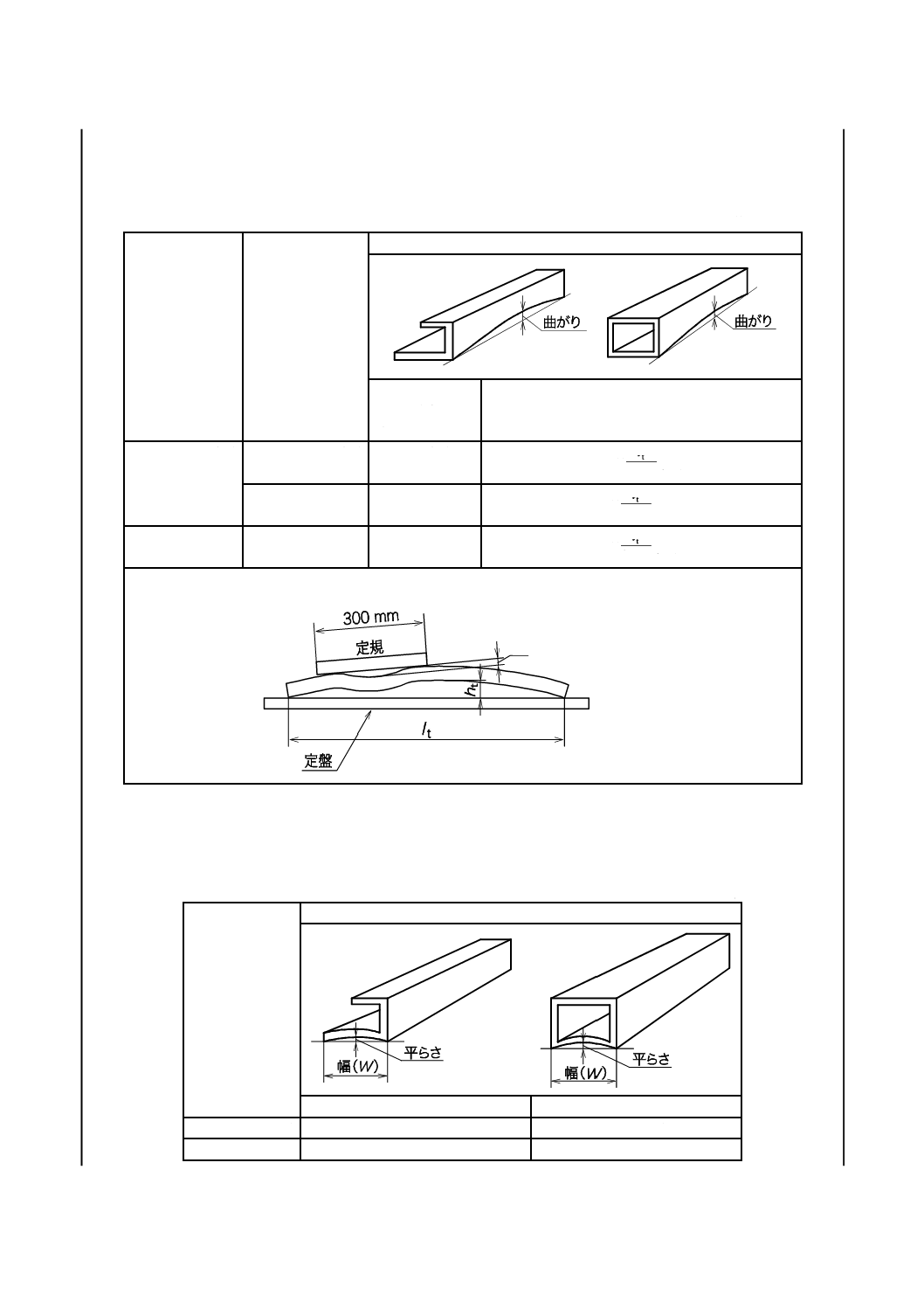
c) 形材の曲がりの許容値は,表6による。
表6−曲がりの許容値a)
単位 mm
外接円の直径
最小肉厚
許容値
任意の箇所の
長さ
1 000につきhs
全長(lt)
につきht
38以下
2.4以下
6.6以下
000
1
6.6
tl
×
以下
2.4を超えるもの
2以下
000
1
2
tl
×
以下
38を超えるもの
−
2以下
000
1
2
tl
×
以下
注a) 平面上に置いて自重によって曲がりを最小にした場合の値。
d) 形材の平らさの許容値は,表7による。
表7−平らさの許容値
単位 mm
幅
W
許容値
任意の箇所の幅25につき
全幅Wにつき
25以下
−
0.20以下
25を超えるもの
0.20以下
0.008 W以下
lt =全長
ht=全長に対する曲がり
hs=任意の箇所に対する曲がり
hs
10
H 4204:2018
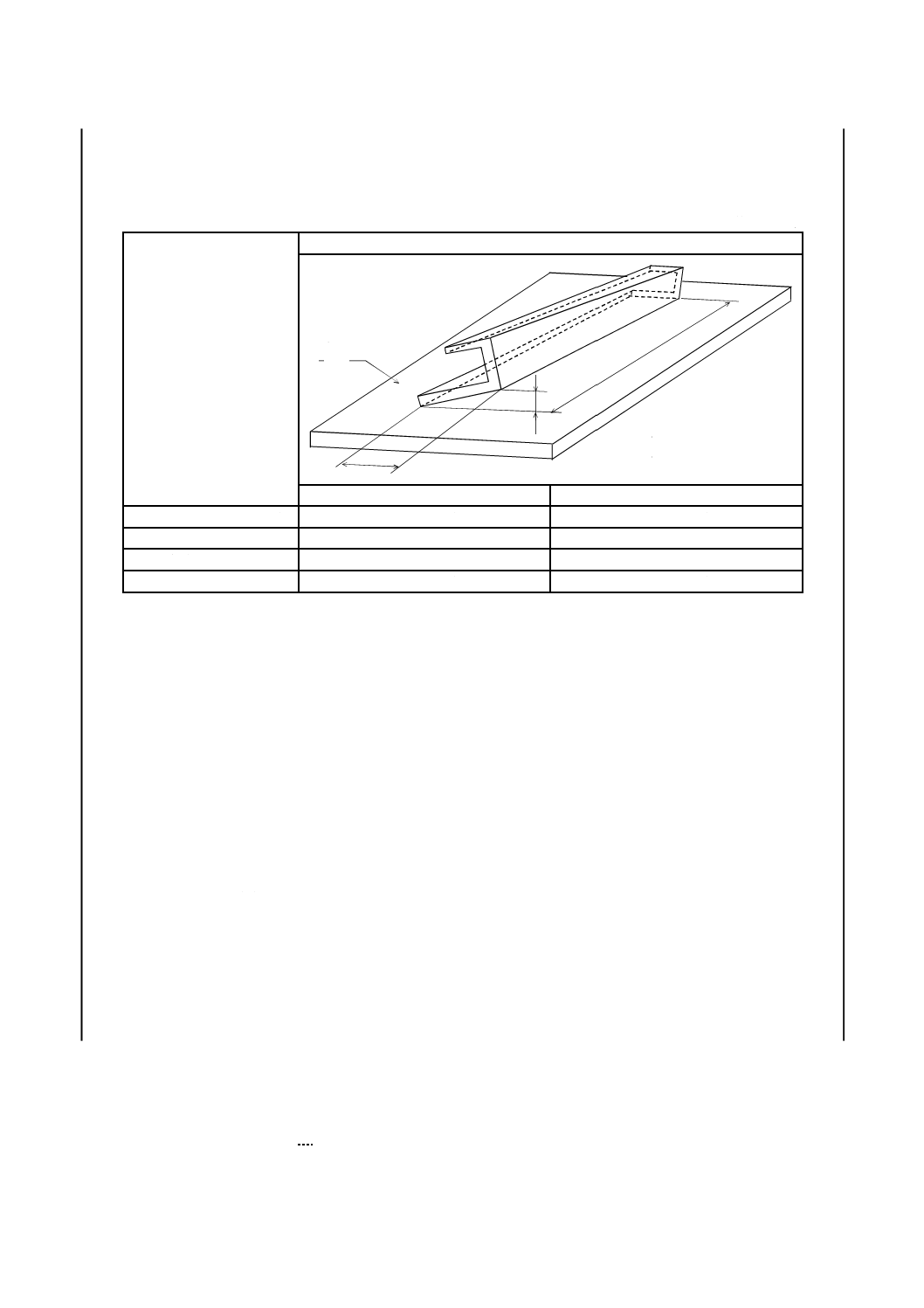
e) 形材のねじれの許容値は,表8による。
表8−ねじれの許容値
単位 mm
外接円の直径
許容値[幅(W)1 mmにつき]
任意の長さ1 mにつき
全長lにつき
12.5を超え
40以下
0.070以下
0.140以下
40を超え
80以下
0.034以下
0.105以下
80を超え
250以下
0.026以下
0.070以下
250を超えるもの
0.017以下
0.058以下
7
試験
7.1
分析試験
化学成分の分析試験は,JIS H 1331,JIS H 1332,JIS H 1333,JIS H 1334,JIS H 1335,JIS H 1336,JIS
H 1337,JIS H 1338,JIS H 1340,JIS H 1341及びJIS H 1345による。
表2に規定するLi,Y及びその他の元素の分析が必要な場合は,その分析方法は,受渡当事者間の協定
による。
7.2
引張試験
引張試験は,JIS Z 2241による。試験片は,種類・質別及び寸法が同じ形材の中から通常,1 m当たり
の質量が2 kg以下のものは1 000 kg及びその端数,1 m当たりの質量が2 kgを超えるものは2 000 kg及び
その端数を一組とし,各組から適切な抜取方法によって1本を抜き取った試料から採取する。試験片の種
類は,JIS Z 2241の箇条6(試験片)によって,定形試験片として1A号試験片,4号試験片,5号試験片,
10号試験片,13A号試験片若しくは13B号試験片から,比例試験片として14A号試験片又は14B号試験
片から,形材の断面形状に合った適切なものを用いる。ただし,いずれの試験片も用いることができない
場合は,受渡当事者間の協定による。
なお,複雑な断面形状の形材においては,主要な肉厚の部分又は最も大きい肉厚の部分から試験片を採
取する。
8
検査
形材の検査は,次による。
a) 検査の一般事項は,JIS H 0321による。
b) 外観は,5.1に適合しなければならない。
定盤
W
l
V
l =全長
W=幅
V=ねじれ
定盤
I =全長
W =幅
V =ねじれ
11
H 4204:2018
c) 化学成分は,5.2に適合しなければならない。
d) 機械的性質は,5.3に適合しなければならない。
e) 寸法は,箇条6に適合しなければならない。
9
表示
形材は,1包装ごと,1束ごと又は1製品ごとに,適切な方法によって,次の事項を表示する。
a) 種類の記号及び質別記号
b) 断面形状を示す番号又は記号
断面形状を示す番号又は記号は,受渡当事者間で合意した番号又は記号による。
c) 長さ
d) 製造番号,及び製造年月又はその略号
e) 製造業者名又はその略号
12
H 4204:2018
附属書JA
(参考)
JISと対応国際規格との対比表
JIS H 4204:2018 マグネシウム合金押出形材
ISO 3116:2007,Magnesium and magnesium alloys−Wrought magnesium alloys
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 マグネシウム合金
の押出形材につい
て規定。
1
マグネシウム合金(棒,
管,鍛造品及び厚板・薄
板)の化学成分及び機械
的性質を規定。
削除
JISは,適用範囲からISO規格のマグ
ネシウム合金のうち,中実及び中空の
異形材用の合金以外を削除した。
ISO規格は,棒,管,鍛造品及
び厚板・薄板に使用されるマグ
ネシウム合金について,化学成
分及び機械的性質を規定して
いる。JISは,使用者の利便性
を考慮し,JIS H 4201(板及び
条),JIS H 4202(継目無管),
JIS H 4203(棒及び線),JIS H
4204(押出形材)及びJIS H
4205(鍛造品)の5種類の規格
としている。
3 用語及び
定義
−
−
追加
JISでは用語及び定義を追加した。
実質的な差異はない。
4 種類
25種の材料を規定。
ISO規格品11種類,
国内独自品14種類。
3.1
材料
材料を11種類に分類
し,記号を指定
追加
JISは,独自の記号を追加し,ISO規
格の記号は参考とした。さらに,JIS
独自品として14種類を追加した。
追加したJIS独自品は,ISOへ
の提案を検討する。
削除
ISO規格の中実及び中空の異形材用の
合金以外の種類を削除した。
3.3
製品形状による名称
変更
ISO規格は,中実の異形材を“B”及
び中空の異形材を“T”と表記してい
るが,JISは独自の記号として,押出
形材に“MS”を付けることとした。
製品形状の記号の変更は,市場
の混乱を招くおそれがあるの
で,旧規格で用いた記号(MS)
を用いることとした。
2
H
4
2
0
4
:
2
0
1
8
13
H 4204:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
5.1 外観
−
−
追加
JISとして必要な規定項目を追加した。 ISOへの提案を検討する。
5.2 化学成分
4.1
化学成分
削除
ISO規格の中実及び中空の異形材用の
合金以外の種類を削除した。
ISO規格へのMn含有量の上限
値変更及びCa上限値の追加,
並びにJIS独自種類の追加の提
案を検討する。注欄への追加に
ついては,技術的な差異はな
い。
追加
JIS独自品14種類の化学成分の追加,
並びに注欄にJISとして必要な化学成
分に関する説明を追加した。
変更
MS-AZ31Bついては耐食性を考慮し,
Mn含有量の上限値を変更するととも
にCaの上限値を追加した。
5.3 機械的性質
4.2
機械的性質
削除
ISO規格の中実及び中空の異形材用の
合金以外の機械的性質を削除した。
追加したJIS独自品は,ISOへ
の提案を検討する。耐力及び質
別記号の数値の取扱いに関す
る規定については,技術的な差
異はない。
追加
JIS独自品14種類の機械的性質の追
加,並びにJISとして必要な耐力及び
質別記号の数値の取扱いに関する規定
を追加した。
変更
ISO規格で中実形材の径,厚さ又は対
辺距離及び中空形材の肉厚に上下限値
のない合金のうち,JISとして必要な
合金の上下限値を追加した。
技術的な差異はない。
3.2
質別記号
変更
ISO規格は,H×2,H×4などの記号
を規定している。JISは,JIS H 0001
で規定されている記号に変更した。
質別記号の変更は,市場の混乱
を招くおそれがあるので現状
のままとする。
6 寸法及び
その許容差
6.1寸法
6.2 寸法の許容差
−
−
追加
ISO規格に規定のない,形材の長さ及
び寸法の許容差を追加した。
ISO規格への寸法及び許容差
の追加の提案を検討する。
7 試験
7.1 分析試験
7.1
化学成分
変更
ISO規格は,分析方法の規格を具体的
に規定していない。JISは,必要な化
学成分ごとの試験方法を追加した。
−
7.2 引張試験
7.2
6
引張試験方法
試験片
変更
JISは,JIS Z 2241を引用することし,
必要な試験片の種類を追加した。
ISO規格への試験片採取方法
変更の提案を検討する。
5
試料採取
変更
JISとして必要な試験片の採取方法を
追加及び変更した。
2
H
4
2
0
4
:
2
0
1
8
14
H 4204:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 検査
8
再試験(検査)
変更
JISとして必要な検査項目に変更した。 ISO規格への検査内容変更の
提案を検討する。
9 表示
3.4
注文用名称
変更
JISとして必要な表示項目に変更した。
−
JISと国際規格との対応の程度の全体評価:ISO 3116:2007,MOD
関連する外国規格
ASTM B107
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
H
4
2
0
4
:
2
0
1
8