H 0523:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 用語及び定義 ··················································································································· 1
3 試験方法の概要 ················································································································ 1
4 試験片採取用金型 ············································································································· 1
5 試験片の採取方法 ············································································································· 3
6 観察片の作製方法 ············································································································· 4
7 介在物の観察 ··················································································································· 5
8 介在物数の計測 ················································································································ 5
9 溶湯清浄度の計算方法及び表し方 ························································································ 6
10 試験報告書 ···················································································································· 6
H 0523:2020
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般社団法人日本ダイカスト協会(JDCA)
及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出
があり,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
H 0523:2020
ダイカスト用アルミニウム合金溶湯の
清浄度試験方法
Testing method of molten aluminium alloy cleanliness for die castings
1
適用範囲
この規格は,主にアルミニウム合金ダイカストの製造に用いるアルミニウム合金溶湯の清浄度を試験す
る方法について規定する。
2
用語及び定義
この規格で用いる主な用語及び定義は,次による。
2.1
試験片
試験に用いるために鋳造して得た短冊状鋳物。
2.2
観察片
試験片を破断して得た,介在物を観察するための破断面をもつ小片。
2.3
介在物
観察片の破断面に見られる,金属組織以外の物質。アルミニウム合金溶湯に含まれる,非金属物質,酸
化皮膜などを含む酸化物などがある。
2.4
K値
アルミニウム合金溶湯の清浄度を示す指標。
3
試験方法の概要
試験対象である溶湯の一部を柄しゃく(杓),小形るつぼなどを用いて採取し,試験片を鋳造する。凝固・
冷却後,試験片をプライヤ,ペンチなどを用いて小片に破断し,観察片を作製する。肉眼によって又は低
倍率の拡大鏡,ルーペなどを用いて,観察片の破断面中に検出される介在物の数を計測し,観察片1枚当
たりの平均の数を溶湯の清浄度(K値)として求める。
4
試験片採取用金型
試験片採取用金型は,次による。
a) 金型の形状 金型の形状は,図1〜図3による。湯口部の反対側に,ガス抜き部を設置してもよい。
キャビティ部の寸法は,表1による。金型の肉厚は,上金型及び下金型共に20 mm〜40 mmが望まし
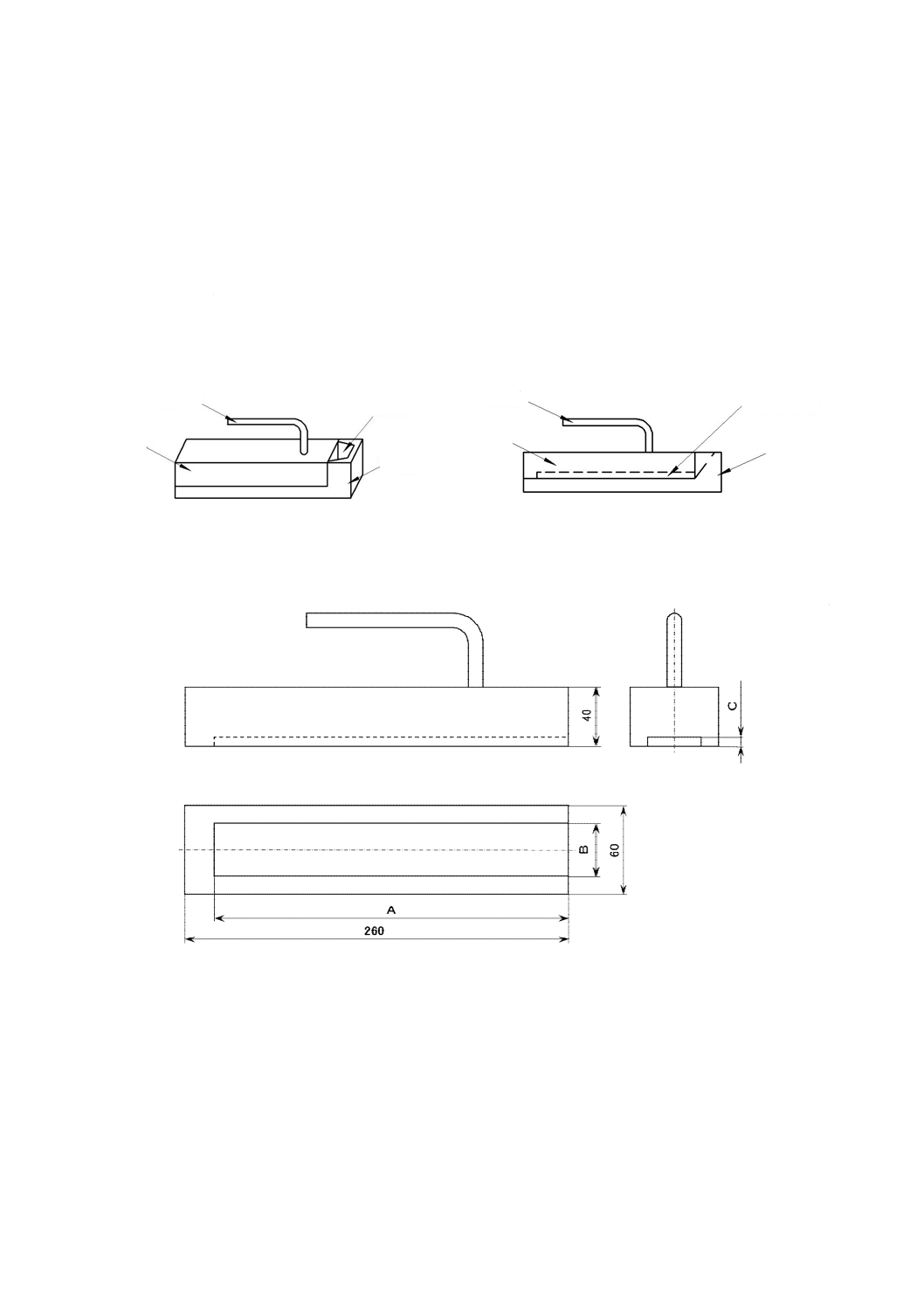
2
H 0523:2020
い。
b) 金型の表面 金型の表面は,フライス加工面,又は同等の表面粗度をもつ加工面とする。
c) 金型の材質 金型の材質は,試験片に急冷凝固組織が得やすく,かつ,金型としての使用に耐える金
属材料とし,アルミニウム合金,鋳鉄などを用いる。
d) 金型への突起付与 試験片を破断しやすくする目的で,Vノッチを試験片に付けるため,上金型に30
mm〜40 mmの間隔で突起を付けてもよいが,その高さは1.0 mm以下でなければならない。ただし,
下金型には突起を付けてはならない。
e) 金型の取っ手 上金型には,上金型を操作するための取っ手を付けることが望ましい。
図1−試験片採取用金型組立図の例
単位 mm
図2−上金型の例
取っ手
上金型
下金型
キャビティ
取っ手
上金型
下金型
湯口部
3
H 0523:2020
表1−上金型のキャビティ部の寸法
単位 mm
箇所
寸法
A
240±1
B
36.0±0.1
C
6.0±0.1
箇所(A〜C)は,図2による。
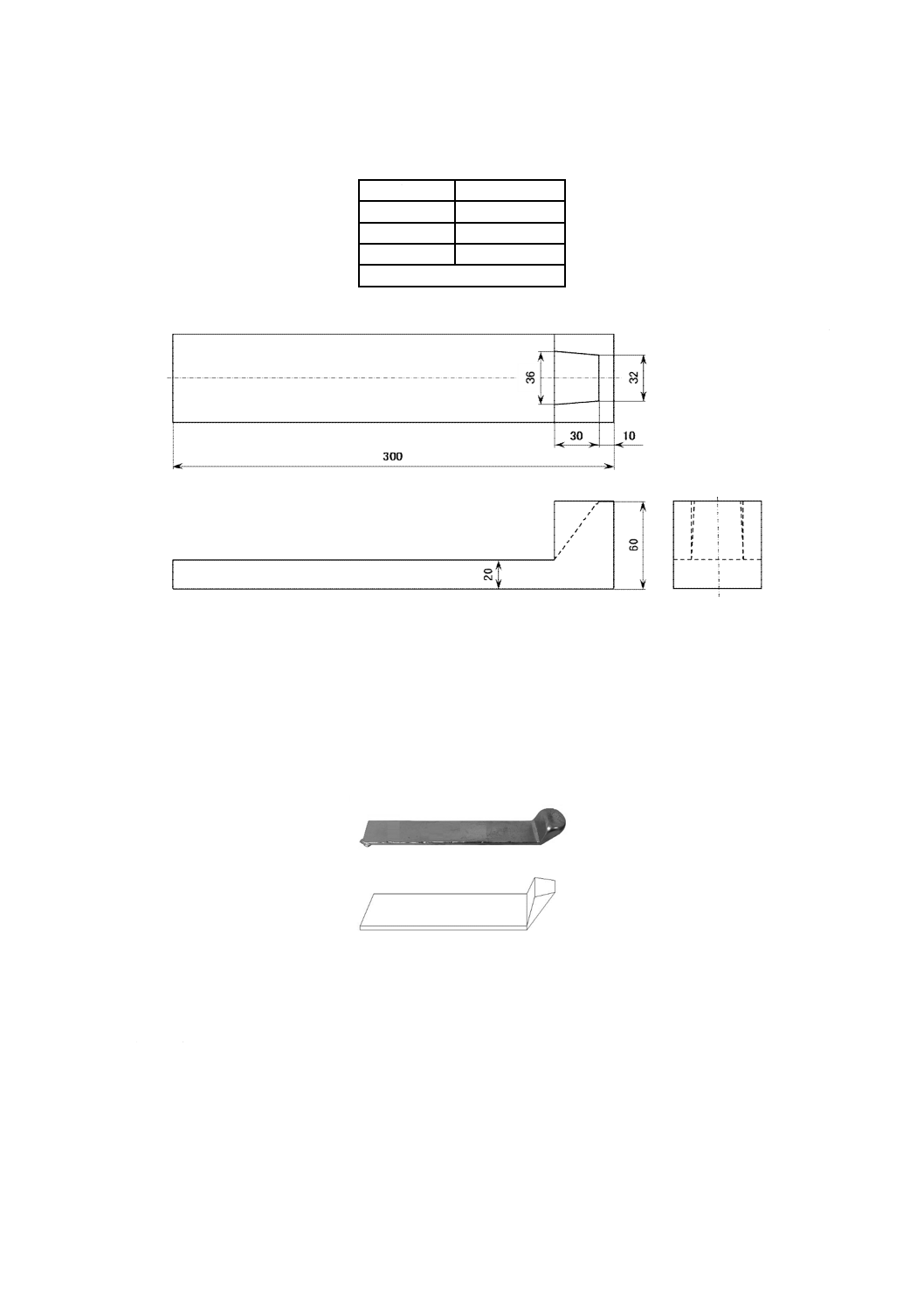
単位 mm
図3−下金型の例
5
試験片の採取方法
溶湯からの試験片の採取は, 次による。試験片の形状の例を図4に示す。
図4−試験片の形状の例
a) 金型への塗型 溶湯と接する金型の部分には,溶損を防ぐために炭酸カルシウム,窒化ほう素などの
塗型を施すことが望ましい。
湯口部への塗型は,高温の溶湯が注がれるため,十分に厚くすることが望ましい。キャビティ部へ
の塗型は,試験片の凝固組織が粗くなって破断面の観察が困難にならないようにするため,かつ,金
型に溶湯が充塡できなくならないようにするため,溶損が生じない程度に,薄くすることが望ましい。
b) 金型の予熱及び金型温度 金型は,残存水分と溶湯との反応による水蒸気爆発を避けるため,使用開
4
H 0523:2020
始前に加熱・乾燥させなければならない。また,試験片の組織を細かくするために,金型は,300 ℃
以下で使用することが望ましい。
c) 金型の傾斜 金型は,床などの水平な場所に置いて使用する。ただし,採取した溶湯を流れやすくす
るために,湯口部を床などから高くして傾斜を設けてもよい。その場合,高さは2 cm以下でなければ
ならない。
d) 鋳造 表面の酸化物を避けずに溶湯を0.5 kg程度採取できる小さな柄しゃくなどに採り,湯口部から
速やかに流し込む。金型の温度上昇を抑制するために,凝固後は,速やかに試験片を金型から取り出
すことが望ましい。
e) 試験片採取数 試験精度を高めるために,d) に規定する作業を繰り返し,同一溶湯から2本以上の試
験片を採取する。少ない介在物でも機械的特性に大きな影響を及ぼす場合は,製品使用者との協議に
よって採取本数を増やして試験することが望ましい。
f)
再採取 試験片に著しい外びけ又は湯回り不良が生じた場合には,再採取する。
6
観察片の作製方法
採取した試験片からの観察片の作製は,次による。
a) 観察片の作製準備 試験片採取用金型によって採取した試験片を,室温まで冷却する。
b) 観察片の作製 試験片を,おおむね等間隔になるように5か所以上破断して,両側に破断面をもつ観
察片を得る。片側にだけ破断面がある小片は,観察片としない。
試験片にVノッチがない場合は,金のこ(鋸)などを用いて,深さ1.0 mm以下のきずを付けて破
断させてもよい。
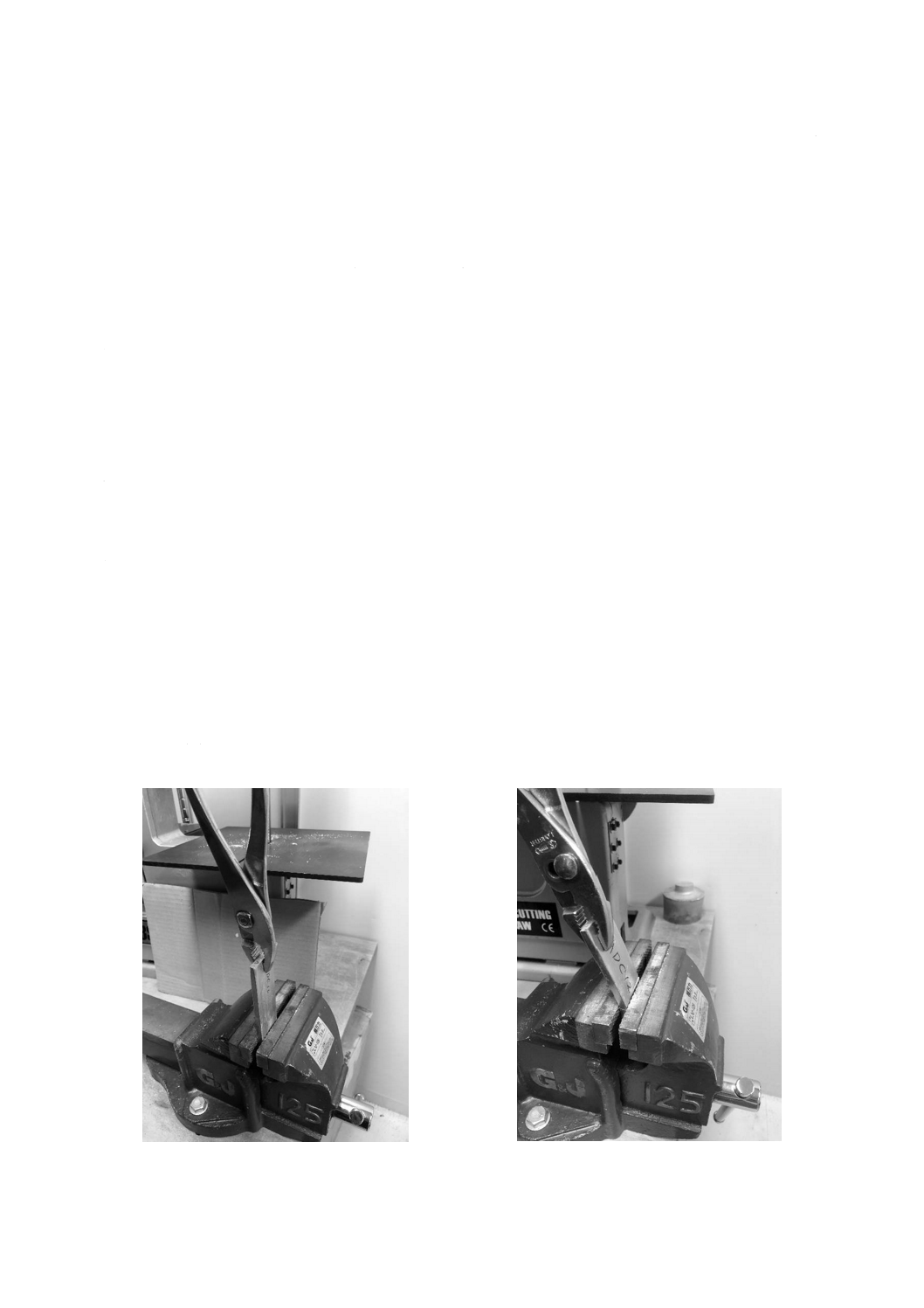
c) 破断方法 試験片から観察片を作製するときの破断方法は,曲げ変形による。引張破断,ねじり破断
などの曲げ変形以外の破断方法は,用いてはならない。
d) 破断用具 試験片の破断は,横万力(バイス)を用いて試験片を固定し,プライヤ,ペンチなどによ
って曲げ破断することが望ましい(図5参照)。
図5−試験片破断作業の例
5
H 0523:2020
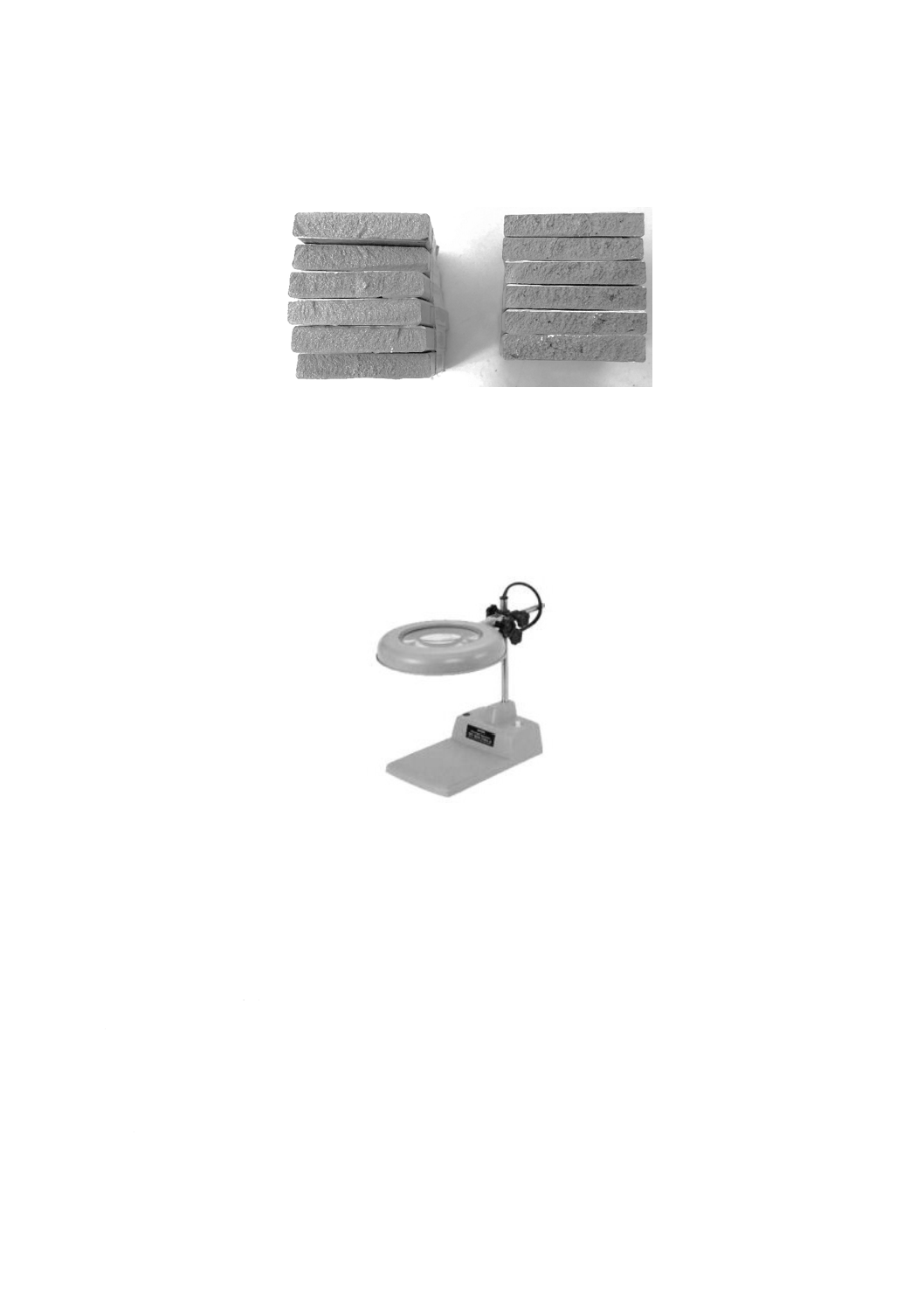
e) 識別記号の記載 作製した観察片は,試験片ごとに破断面をそろえて,粘着テープなどで束ねる(図
6参照)。破断面以外の面に,識別記号などを記載することが望ましい。
図6−束ねた観察片の例
7
介在物の観察
観察片の破断面の介在物の観察は,次による。
a) 観察用具 介在物の観察は,肉眼によるか,又は倍率が2倍〜10倍の拡大鏡,ルーペなどを用いる。
拡大鏡は,倍率が3倍程度の照明付きが望ましい。照明付き拡大鏡の例を図7に示す。
図7−破断面の介在物観察用照明付き拡大鏡の例
b) 観察環境 十分な観察精度を確保するため,陰影のできない十分明るい場所(1 000 lx 以上)で観察
することが望ましい。照明付き拡大鏡を用いる場合は,陰影ができないように破断面全体を全方向か
ら十分に照射しなければならない。
8
介在物数の計測
観察片の破断面の介在物数の計測は,次による。
a) 計測者 この規格に基づく計測は,介在物とそれ以外のピンホール,引け欠陥,割れなどの空洞部を
識別できる者が,又はその指導の下で実施しなければならない。
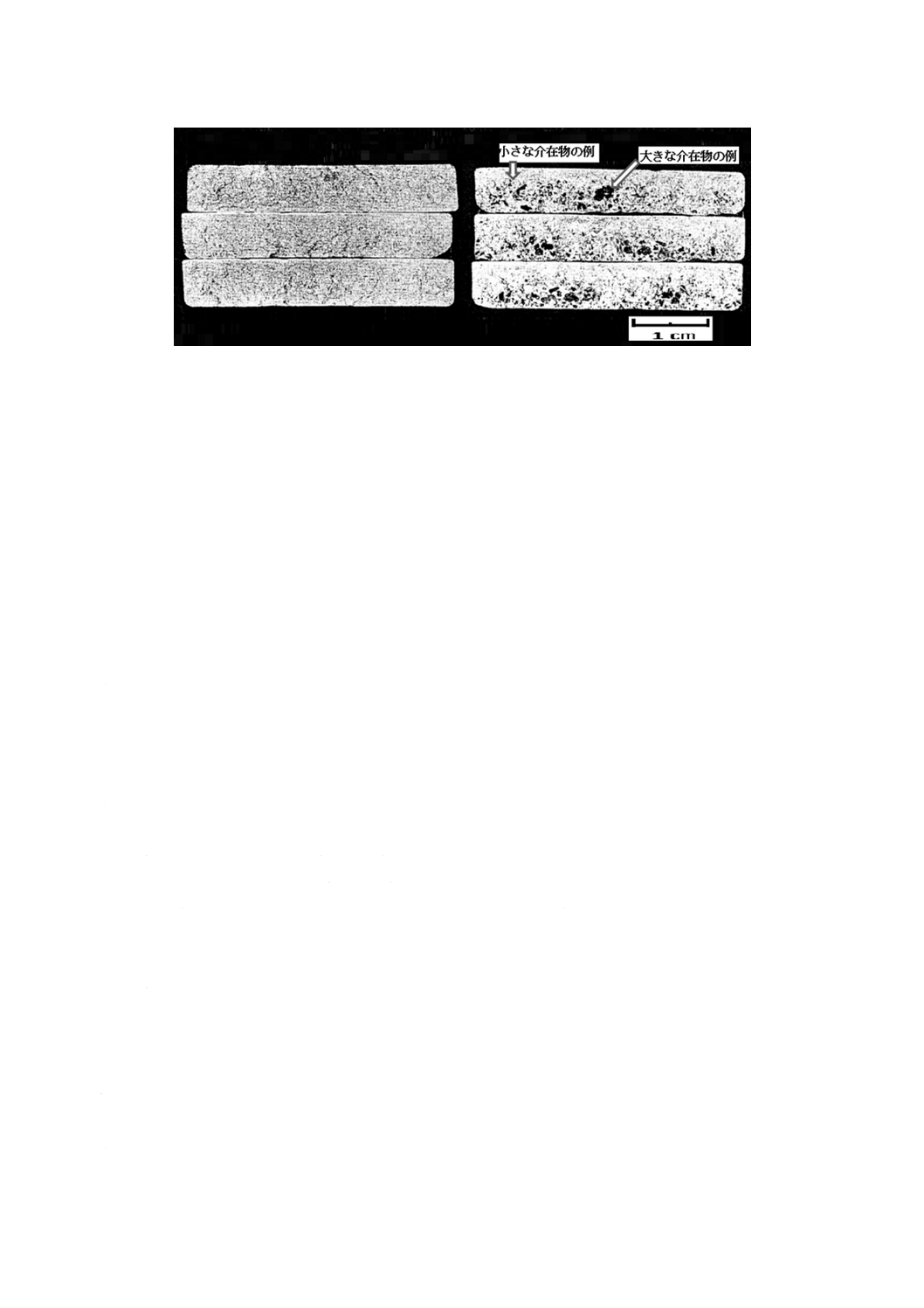
b) 介在物の判定 計測者は,介在物の色の濃淡及び形状を問わずに判定する(図8参照)。検出する大き
さの下限は,受渡当事者間の協定による。ただし,ピンホール,引け欠陥,割れなどの空洞部は,介
在物に含めない。
6
H 0523:2020
a) 介在物がない場合の例
b) 多数の介在物がある場合の例
図8−観察片の破断面に見られる介在物の例
c) 介在物数の計測 試験対象の溶湯ごとに全ての観察片の破断面を観察し,破断面の介在物の個数を計
測する。
d) 介在物数の記録 試験片ごとに,破断面の数及び介在物の数を記録する。
e) 計測条件及び結果の記録 肉眼か,又は拡大鏡,ルーペなどの使用かの区別,観察に用いた拡大鏡の
倍率,照明用具及び観察者名を記録する。介在物の色調,形状,寸法,分散状況などのデータは,参
考情報として記録することが望ましい。
9
溶湯清浄度の計算方法及び表し方
溶湯清浄度は,試験対象とする溶湯ごとにK値で表し,次による。
a) 算出方法 K値は,次の式による。結果は,小数点以下2桁目を四捨五入し,小数点以下1桁まで表
示する。
K=S/(0.5×n)
ここに,
S: 計測された介在物の総数
n: 計測対象とした破断面の数
b) 溶湯清浄度の記号の記載 肉眼の場合は,Kの後に数字を記載せず,単にKと記載する。拡大鏡,ル
ーペなどを用いて観察した場合には,それらの倍率を付記して記載する(例1及び例2参照)。
例1 拡大倍率3倍で観察した場合 :K3
例2 拡大倍率10倍で観察した場合 :K10
c) 溶湯清浄度の表し方 溶湯清浄度の記号に続いて,a)によって算出したK値を記載する(例3及び例
4参照)。
例3 肉眼で計測し,K=0.5の場合
:K 0.5
例4 拡大倍率10倍で計測し,K=0.5の場合 :K10 0.5
10 試験報告書
試験報告書が必要な場合は,次の項目について記載する。ただし,受渡当事者間の協定によってその一
部を省略してもよい。
a) 報告書番号及び日付(報告日)
b) 試験対象溶湯(合金種,炉番号,溶湯採取位置及び採取日時)
7
H 0523:2020
c) 試験片の採取本数
d) 介在物の観察条件(肉眼又は拡大鏡,ルーペなどの使用の区別,使用倍率など)
e) 溶湯清浄度の試験結果(計測対象とした破断面の数,及び溶湯清浄度)
f)
観察者名
g) その他(介在物の特徴及びその他の特記事項)