1
H
0
5
2
2
:
1
9
9
9
解
説
解説表1 JISと対応する国際規格との対比表
JIS H 0522 : 1999 アルミニウム鋳物の放射線透過
試験方法及び透過写真の等級分
類方法
ISO 9915 : 1992 アルミニウム合金鋳物−放射線透過試験
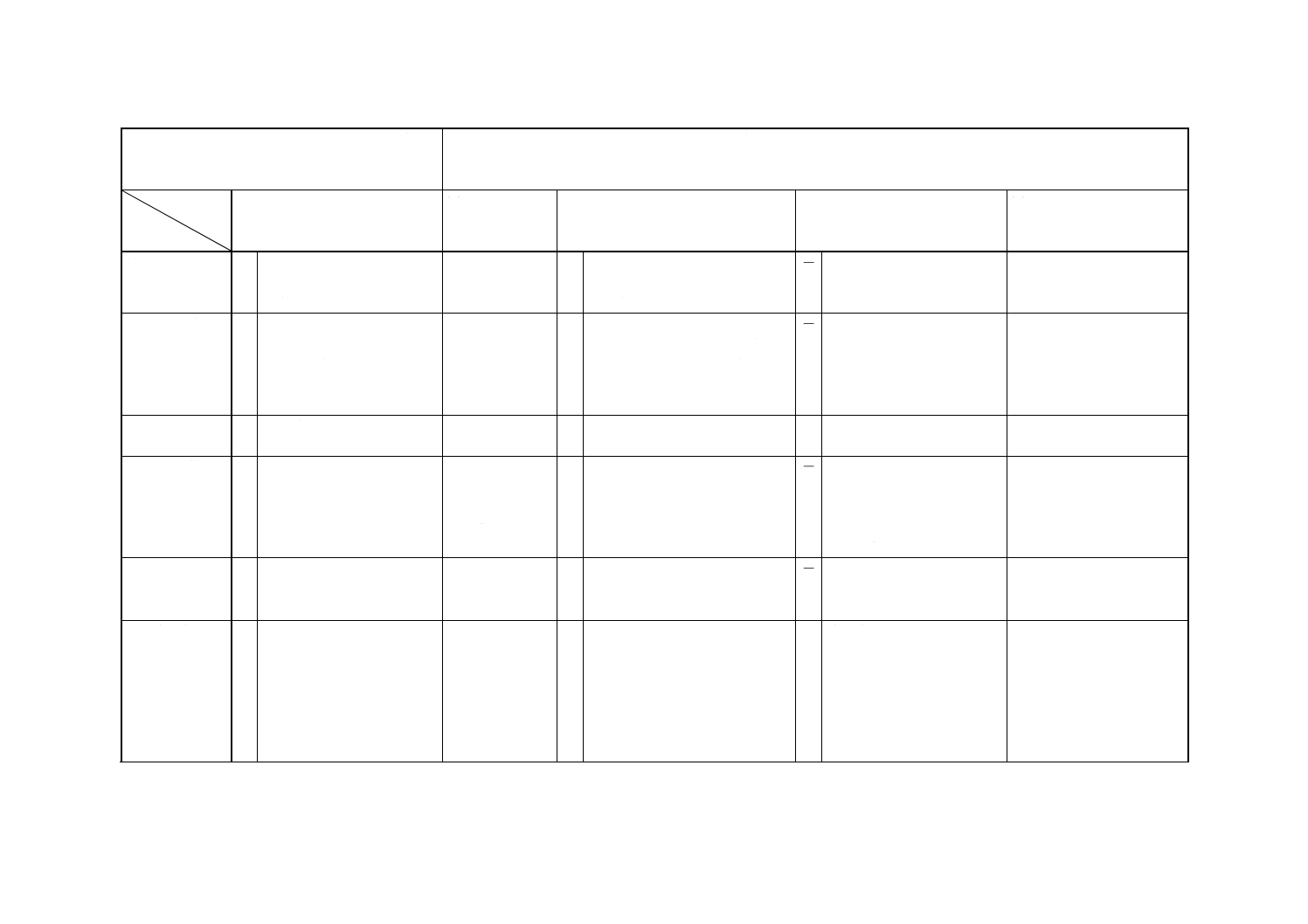
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との一致
が困難な理由と今後の対
策
(1) 適用範囲
○ アルミニウム鋳物の放射線
透過試験方法及び透過写真
の等級分類。
ISO 9915
○ アルミニウム合金鋳物の放射線
透過試験方法及び透過写真によ
る欠陥の許容基準
=
(2) 引用規格
○ JIS Z 2306及びASTM E 155
を引用。ISO 5579は関連規格
として記述。
ISO 9915
○ 参考規格として規定。ISO 5579
の基本規定,JIS Z 2306に相当す
るISO 1027及びこの規格で引用
しているASTM E 155, ASTM E
505を記述。
=
(3) 一般事項
○ 放射線試験方法を実施する
際の一般的事項を規定
−
−
(4) 放射線透過
写真の撮影
方法
○ 透過写真撮影に必要な基本
事項を規定。
ISO 9915
ISO 5579
○ 透過写真撮影に必要な基本事項
を規定。
= JISは,ISO 9915のほか関連
規格であるISO 5579(放射線
透過試験の基本規定)のうち
の,必要項目についても引用
して規定。
(5) フィルム観
察装置
○ フィルム観察装置として具
備すべき一般的事項につい
て記述。
ISO 9915
○ 透過写真の観察条件の一般的事
項について記述。
= 表現が異なるが,内容は同等
である。
(6) 透過度計
○ 透過度計の構造と使用方法
について規定。
ISO 9915
○ 同左
= 透過度計の構造については
JISは別にZ 2306(放射線透
過試験用透過度計)が規定さ
れているため,これを引用
(ISOとの整合化が図られ
ている)。使用方法について
はISOの規定を採用。