2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 0516-1992
チタン管の超音波探傷検査方法
Ultrasonic inspection of titanium pipes and tubes
1. 適用範囲 この規格は,チタン継目無管及び溶接管(以下,管という。)のきずを検出する超音波探傷
検査(以下,検査という。)方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS Z 2300 非破壊試験用語
JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
JIS Z 2352 超音波探傷装置の性能測定方法
2. 用語の定議 この規格で用いる主な用語の定義は,JIS Z 2300による。
3. 一般事項
3.1
適用寸法範囲 管の適用寸法範囲は,外径10〜150mm,厚さ0.3〜10mmで,厚さ対外径百分比20%
以下とする。
3.2
検査方法の要旨 検査は,超音波パルス反射法によって探触子又は管を回転させて行う。
3.3
検査技術者 検査技術者は,検査を行うために必要な知識,技能を有する者とする。
3.4
その他の事項 この規格に規定していない事項は,JIS Z 2344による。
4. 探傷装置
4.1
構成 探傷装置は,探傷器,探触子,管送り装置,探触子又は管の回転装置,自動警報装置又は記
録装置で構成する。
4.2
探傷器 探傷器の増幅直線性は,JIS Z 2352によって測定し,その正と負との最大偏差の絶対値の
和は8%以下とする。
4.3
探触子 探触子は,次による。
(1) 探触子の性能は,対比試験片の人工きずが明りょう(瞭)に検出できること。
(2) 振動子の公称寸法は,直径5〜20mm(これとほぼ同等な面積をもつ角形を含む。)とし,必要に応じ
て集束形探触子を用いるものとする。
4.4
管送り装置,自動警報装置又は記録装置 管送り装置,自動警報装置又は記録装置は,探傷作業上
及び結果の判定作業上十分な性能をもつものとする。
4.5
探傷装置の総合性能 探傷装置の総合性能の測定は,定期点検時及び必要に応じて測定し,探傷作
業上及び結果の判定作業上十分な性能をもつものとする。
5. 対比試験片
2
H 0516-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
使用目的 対比試験片は,探傷装置の感度の設定及び感度が必要な水準に維持されているかどうか
の点検に用いる。
5.2
材料 対比試験片に用いる材料は,検査する管と同等の材質,公称寸法及び表面状態のものとする。
5.3
対比試験片に用いる人工きず
5.3.1
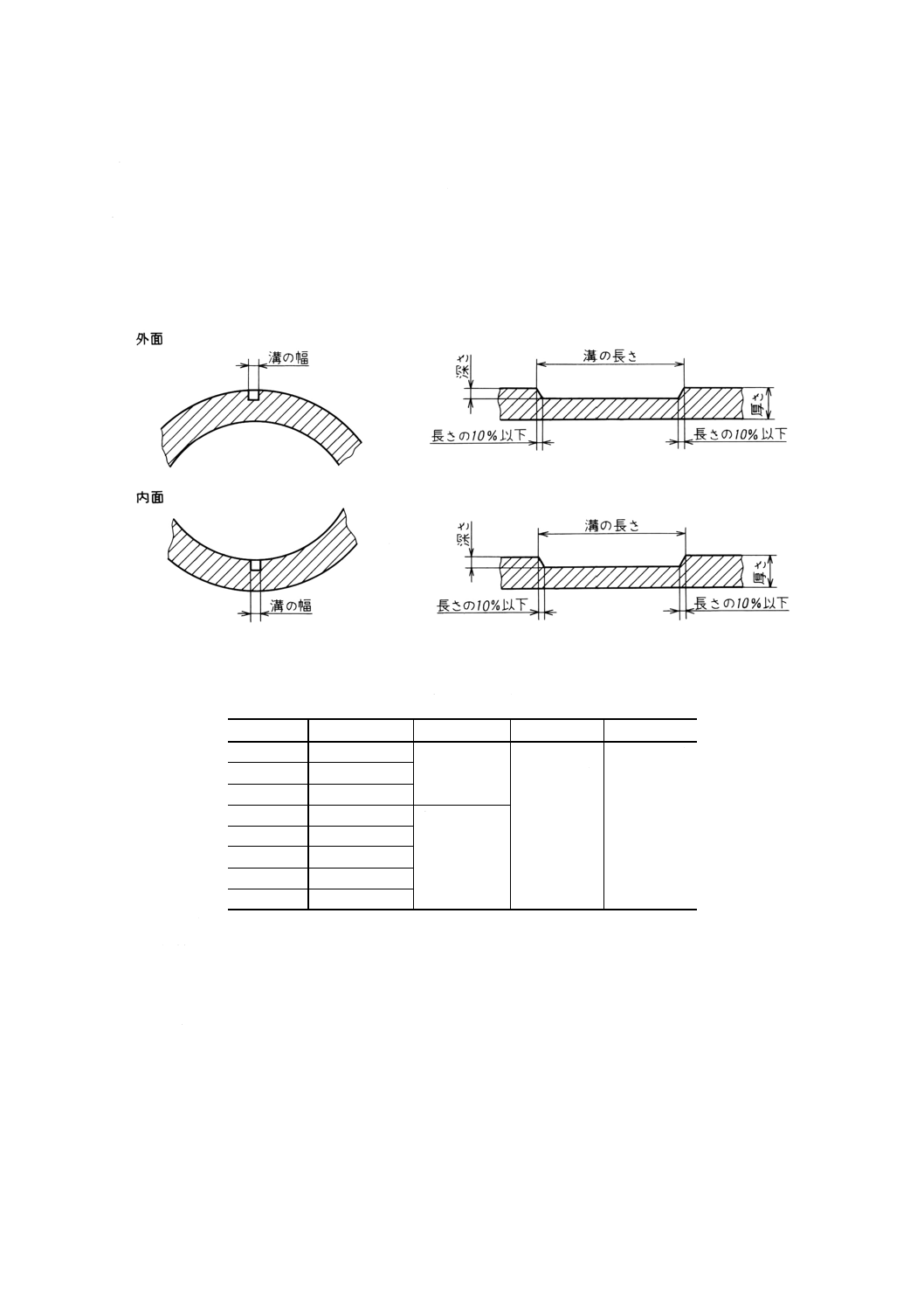
人工きずの種類及び形状 対比試験片に用いる人工きずの種類は,角溝とし,その形状は図1に示
すものとする。
図1 人工きずの形状
5.3.2
人工きずの寸法及び寸法許容差 対比試験片に用いる人工きずの寸法及び寸法許容差は,表1によ
る。
表1 人工きずの寸法及び寸法許容差
角溝の呼び
深さ
深さの許容差
長さ
幅
N-0.08
0.08mm
±0.05mm
10mm以上
25mm以下
1.0mm以下
N-0.10
0.10mm
N-0.20
0.20mm
N-0.40
0.40mm
±15%
(最小値
±0.05mm)
N-12.5
厚さの12.5%
N-15
厚さの15.0%
N-20
厚さの20.0%
N-25
厚さの25.0%
5.4
人工きずの加工 対比試験片に用いる人工きずの加工は,次による。
(1) 継目無管は,放電加工又は機械加工によって加工する。
(2) 溶接管は,管の母材部に放電加工又は機械加工によって加工する。
(3) 人工きずの加工位置は,管の外面及び内面の軸方向に加工する。ただし,内径15mm以下の管に加工
する場合は外面だけとする。
5.5
人工きずの数及び間隔 対比試験片に用いる人工きずの数は,1個以上とし,それぞれの間隔及び試
験片の端からの距離は,検査する速度において人工きずの信号が十分分離して検出できるようにとる。
3
H 0516-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 探傷方法
6.1
探傷方式 探傷方式は,水浸法(局部水浸法を含む。)とする。
6.2
公称周波数 公称周波数は,4〜10MHzとする。
6.3
探傷感度の設定
6.3.1
探傷感度設定時期 探傷感度の設定は,検査開始前に行う。
6.3.2
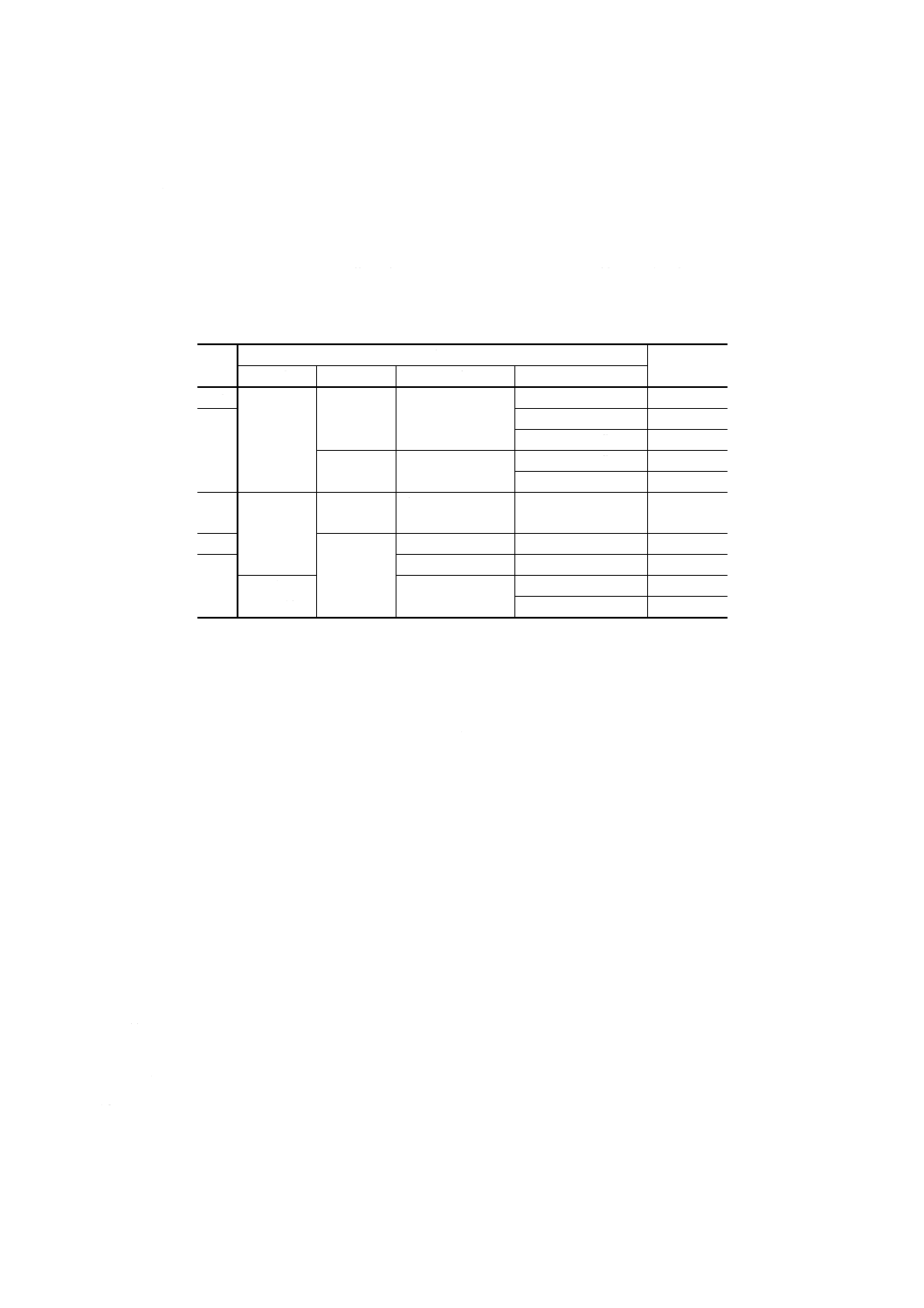
探傷感度設定用人工きず 探傷感度の設定に用いる人工きずは,管の用途,製造方法,仕上方法及
び厚さに応じて表2に示す区分を適用する。
表2 探傷感度設定用人工きず
区分
適用
使用する角
溝の呼び
用途
製造方法
仕上方法
厚さmm
UA 熱交換器用 溶接管
溶接のまま及び
冷間引抜き
0.3以上0.5未満
N-0.08
UB
0.5以上0.8未満
N-0.10
0.8以上3未満
N-12.5
継目無管
冷間引抜き
1以上1.6未満
N-0.20
1.6以上5以下
N-12.5
UC 配管用
溶接管
溶接のまま及び
冷間引抜き
1以上10以下
N-15
UD
継目無管
冷間引抜き
1以上10以下
N-20
UE
熱間押出し
3以上10以下
N-25
熱交換器用
及び配管用
冷間圧延
1以上1.6未満
N-0.40
1.6以上10以下
N-25
6.3.3
探傷器の調整
(1) 探傷器の感度の設定は,表2から選択した区分の対比試験片によって行う。
(2) 探傷器の感度は,対比試験片の人工きずによる指示高さが,探傷器ブラウン管の画面の高さ方向に対
して50%から80%になるように調整する。
(3) 自動警報装置又は記録計は,対比試験片走行探傷状態において,人工きずによる指示が正常な動作範
囲に入るように調整する。
6.4
探傷器の感度の確認 探傷器の感度は,検査作業終了時,検査中断時及び連続的に試験を行う場合
は,少なくとも4時間ごとに適正に維持されていることを確認しなければならない。検査中に装置の異常
を発見した場合には,再調整を行うとともに異常期間中に試験した管はすべて再検査を行う。
7. 結果の判定 対比試験片の人工きずからの信号と同等以上の信号が検出されない管は,合格とする。
8. 記録 検査結果の記録には,次の事項を記載する。
(1) 検査年月日
(2) 検査技術者名
(3) 管の種類記号
(4) 管の寸法
(5) 探傷装置名
(6) 対比試験片
(7) 探触子の種類記号
(8) 公称周波数
4
H 0516-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(9) 探傷方法,探傷条件(探傷速度,探触子又は管回転数,探傷感度など)
(10) 検査結果
関連規格 JIS H 4630 配管用チタン管
JIS H 4631 熱交換器用チタン管
原案作成委員会 構成表
氏名
所属
(委員長)
高 木 幹 雄
東京大学生産技術研究所
江 川 幸 一
科学技術庁航空宇宙技術研究所
松 山 格
東京都立工業技術センター
古 賀 英 宣
通商産業省基礎産業局非鉄金属課
服 部 幹 雄
工業技術院標準部材料規格課
恩 地 健 雄
財団法人電力中央研究所狛江研究所
後 藤 藤太郎
財団法人造水促進センター
林 資 之
三菱重工業株式会社高砂製作所
板 橋 幸 彦
東芝株式会社京浜事業所
佐 藤 和 夫
株式会社日立製作所日立工場
長 崎 幸 治
三井造船株式会社玉野事業所
加 藤 薫
株式会社笹倉機械製作所
(小委員長)
○ 山 口 久 雄
住友金属工業株式会社制御技術センタ
○ 伊 藤 篤 志
株式会社神戸製鋼所高砂製作所
○ 入 江 暢 泰
新日本製鐵株式会社光製鐵所
○ 中 村 徳 英
古河電気工業株式会社
○ 中 森 邦 夫
住友軽金属工業株式会社伸銅所
○ 早乙女 昭
日本鉱業株式会社
○ 北 岡 一 泰
社団法人チタニウム協会
(原案作成協力者)
佐々木 武 志
日鉄テクノス株式会社光サブセンター
伊 藤 均
社団法人チタニウム協会
備考 ○印がつけてある者は,小委員会委員も兼ねる。
なお,規格原案作成においては,社団法人チタニウム協会技術委員会非破壊検査分
科会の協力を得たことを付記する。