2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 0404-1988
電気めっきの記号による表示方法
Graphical Symbol for Electroplated Coating
1. 適用範囲 この規格は,電気めっき(1)(以下,めっきという。)の記号による表示方法について規定す
る。
注(1) 自己触媒型の無電解めっきを含む。
引用規格及び関連規格:5ページに示す。
2. 用語の意味 この規格で用いる主な用語の意味は,JIS H 0400(電気めっき用語)によるほかは,次
による。
(1) めっきの種類 めっきに用いる金属及び合金の種類によって分類されるめっき。
例: 銅めっき,ニッケルめっき,クロムめっき。
(2) めっきの構成 多層めっきを組み立てている一連のめっきの種類の順序。
例: 鉄鋼素地又は亜鉛合金素地上の銅・ニッケル・クロム系めっき。
(3) めっきのタイプ 同一種類のめっきにおいて,性質,形態,方法などを異にするめっき。
例1: ニッケルめっきにおいて,光沢剤を添加した浴から析出された硫黄を含む光沢ニッケルめっき。
例2: 平滑剤を添加した浴から析出された硫黄を含まない半光沢ニッケルめっき。
(4) 後処理 めっきに続いて行われる処理。特にこの規格で規定する後処理とは,めっきに直接関係する
処理に限定する。
例: 水素ぜい性除去のベーキング,亜鉛めっき後のクロメート処理,染色,透明塗装仕上げ。
(5) 使用環境 装飾・防食などのめっきにおいて,めっきを施した製品が使用される環境で,直接又は間
接にその製品に影響を及ぼす周囲の雰囲気。
例: 腐食性の強い屋外雰囲気,通常の屋内雰囲気。
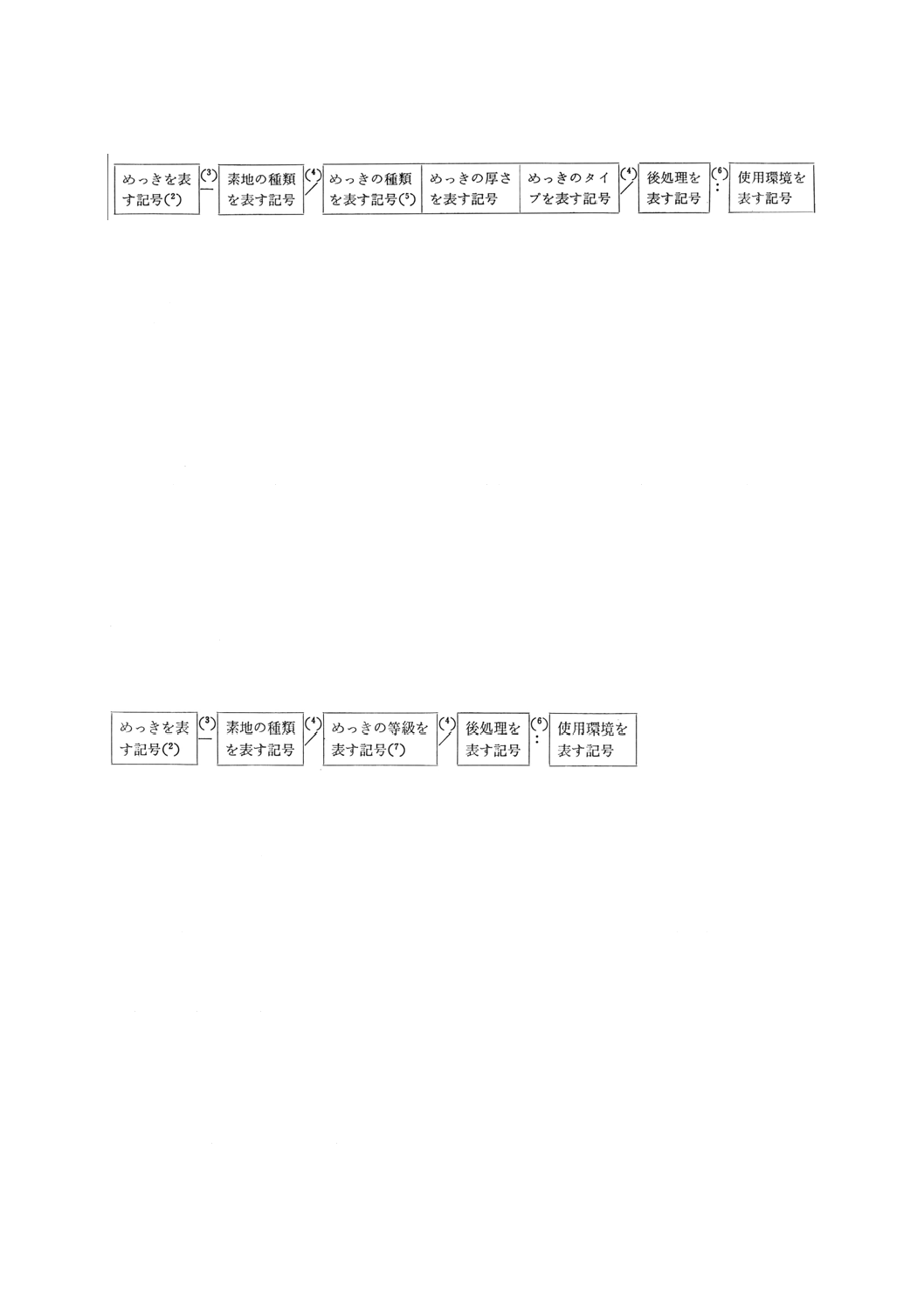
3. めっきの記号による表示方法 めっきの記号による表示方法は,4.に規定する記号を用い,(1)に示す
順序による。ただし,当分の間,(2)に示す順序によってもよい。
なお,特に表示の必要がない記号は,省略してもよい。
2
H 0404-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1)
注(2) 電気めっき又は無電解めっきを表す記号。ただし,電気めっきと無電解めっきとによってめっき層が構成さ
れている場合には,最終めっきを表す記号。
(3) ハイフン
(4) 斜線
(5) 多層めっきの場合には,素地に近いめっきの構成の順に左から右へコンマを付けて順に表示する。
電気めっきと無電解めっきとによって構成されている場合で,注(2)の記号と異なるめっきでは,めっきの
記号の前にそれを表す記号をハイフンを付けて表示する。
(6) コロン
例1: Ep-Fe/Cu 20, Ni 25b, Cr 0.1r/ : A
(電気めっき,鉄鋼素地,銅めっき20μm以上,光沢ニッケルめっき25μm以上,普通クロムめっき0.1μm
以上,腐食性の強い屋外での使用)
例2: Ep-Fe/Zn 15/CM 2 : B
(電気めっき,鉄鋼素地,亜鉛めっき15μm以上,有色クロメート処理,通常の屋外での使用)
例3: Ep-Cu/Ni 5b, Cr 0.1r/ : D
(電気めっき,銅合金素地,光沢ニッケルめっき5μm以上,普通クロムめっき0.1μm以上,通常の屋内
での使用)
例4: Ep-Fe/ELp-Ni 15, ICr 20/
(最終めっきが電気めっき,鉄鋼素地,無電解ニッケルめっき15 μm以上,工業用クロムめっき20 μm以
上)
例5: Ep-Al/Cu 10, Ni 10b, Cr 0.1r/ : D
(電気めっき,アルミニウ合金素地,銅めっき10μm以上,光沢ニッケルめっき10μm以上,普通クロム
めっき0.1μm以上,通常の屋内での使用)
(2)
注(7): めっきの厚さによる等級を表す記号[4.(5)による。]。
例1: Ep-Fe/Zn [2] /CM2 : C
(電気めっき,鉄鋼素地,亜鉛めっき2級,有色クロメート,湿度の高い屋内での使用)
例2: Ep-Cu/Cr [3] / : B
(電気めっき,銅合金素地,ニッケル・クロム系めっき3級,通常の屋外での使用)
4. 記号 記号は,次による。
(1) めっきを表す記号 電気めっきを表す記号は,Ep又はSPLEとする。ただし,無電解めっきを表す記
号は,ELp又はSPLELとする。
(2) 素地の種類を表す記号 素地の種類を表す記号は,素地が金属の場合には,その金属の元素記号とし,
合金の場合には主成分金属の元素記号とする。
例1: 鉄,鋼及びそれらの合金
Fe
例2: 銅及びその合金
Cu
例3: 亜鉛及びその合金
Zn
例4: アルミニウム及びその合金
Al
例5: マグネシウム及びその合金
Mg
3
H 0404-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,素地がプラスチックの場合にはPL,素地がセラミックスの場合にはCEとする。
なお,素地について材質,熱処理及び加工条件を示す必要がある場合には,素地記号に*1印を付け,
注として各材料についての日本工業規格に定められた材質記号,及びJIS B 0122(加工方法記号)に
定められた加工記号及び条件を付記する。
例1: Cu*1/Ni 5b, Cr 0.1r/
注*1 めっきに先立ち素地黄銅にヘヤライン加工を施すこと。
(ヘヤライン加工した黄銅素地,光沢ニッケルめっき5μm以上,普通クロムめっき0.1μm以
上)
例2: Fe*1/Au 2μm/
注*1 SUS 304 ステンレス鋼
(ステンレス鋼素地,金めっき2μm以上)
例3: PL*1/Cu 10b, Ni 15d, Cr 0.1mp/
注*1 ABS樹脂
(ABS樹脂素地,光沢銅めっき10μm以上,二層ニッケルめっき15μm以上,マイクロポー
ラスクロムめっき0.1μm以上)
(3) めっきの種類を表す記号 めっきの種類を表す記号は,その元素記号による。合金めっきの場合には,
合金を構成している主な元素の元素記号をハイフンで結ぶ。
なお,特に主要な合金元素の組成を示す場合には,その質量パーセントの数値を,元素記号の次に
( )を付けて示すことができる。
また,工業用クロムめっき,工業用金めっき,装飾用金めっきなどについては,それぞれの日本工
業規格で定められた記号を元素記号の前に付けることができる。さらに,特殊な使用目的については,
*2印を付け,注として付記する。
例1: Cu 10, Ni 10s, Cr 0.1r
(銅めっき10μm以上,半光沢ニッケルめっき10μm以上,普通クロムめっき0.1μm以上)
例2: Zn-Ni 10
(亜鉛−ニッケル合金めっき10μm以上)
例3: Au (75) -Cu 5
(金75%−銅合金 (18K) めっき5μm以上)
例4: Cu 10, Ni 5b, Sn-Co 0.1
(銅10μm以上,光沢ニッケル5μm以上,すず−コバルト合金めっき0.1μm以上)
例5: ICr 50
(工業用クロムめっき50μm以上)
例6: E-Au2
(工業用金めっき2μm以上)
(4) めっき厚さを表す記号 めっき厚さは,有効面での最小厚さをμm単位で示した数字とする。
例: Cu 10, Ni 15d, Cr 0.1mp
(銅めっき10μm以上,二層ニッケルめっき15μm以上,マイクロポーラスクロムめっき0.1μm
以上)
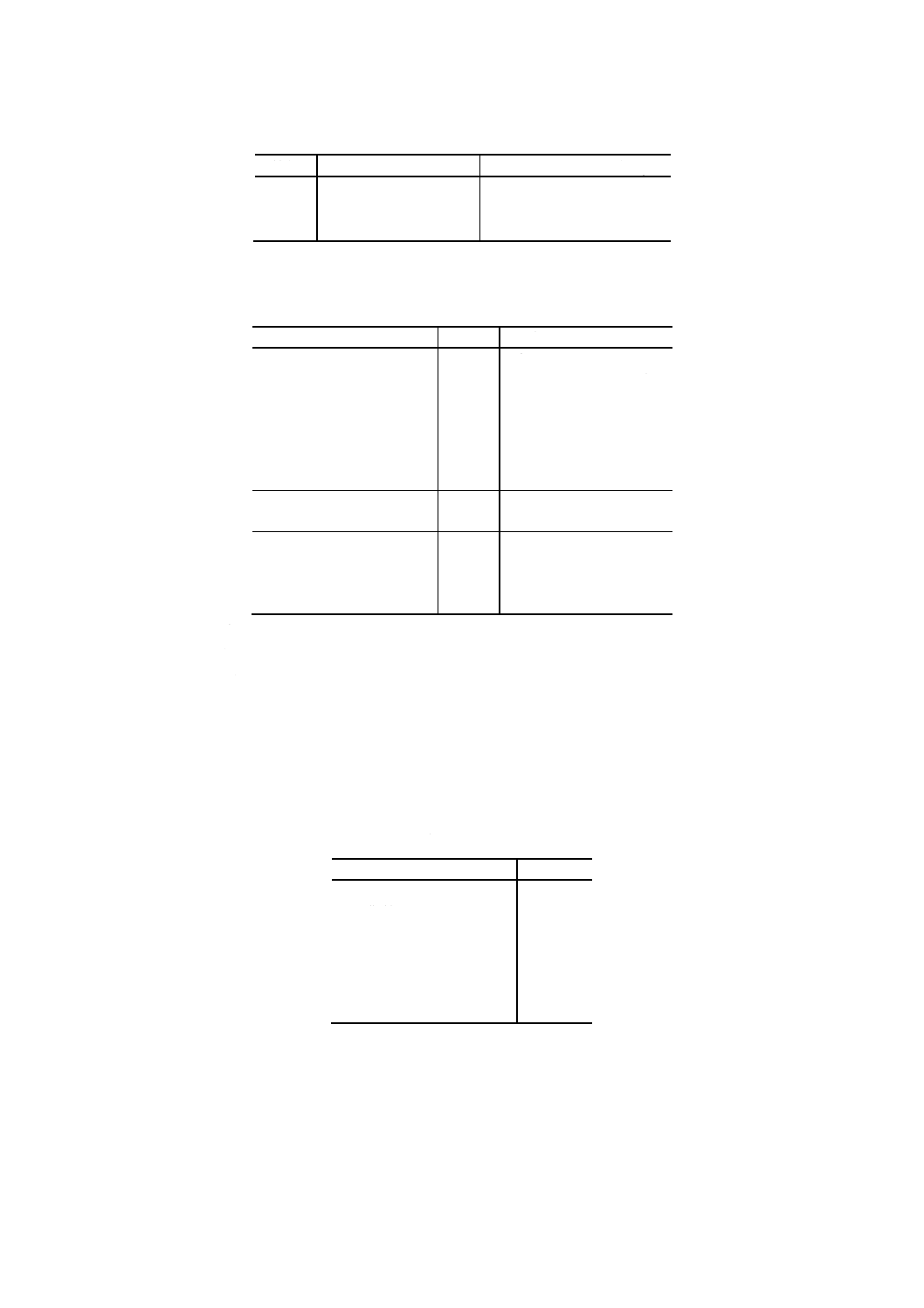
(5) めっきの厚さによる等級を表す記号 めっきの規格で,めっき厚さによる等級分けを行っている場合
には,等級分けによってめっき記号及び厚さを示す。
4
H 0404-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例: 鉄鋼素地上のニッケルめっきの場合
等級
記号
Ni又はCu+Niの厚さ μm
1級
2級
3級
Ep-Fe/Ni [1] /
Ep-Fe/Ni [2] /
Ep-Fe/Ni [3] /
3以上
5以上
10以上
(6) めっきのタイプを表す記号 めっきのタイプ及びその記号は,表1のとおりとする。このほか特殊な
タイプについては,*3印を付け,注として付記する。
表1 めっきのタイプ及びその記号
めっきのタイプ
記号
参考(めっきの種類)
光沢めっき
半光沢めっき
ビロード状めっき
非平滑めっき
無光沢めっき
複合めっき
黒色めっき
b
s
v
n
m
cp
bk
銅めっき,ニッケルめっ
き,クロムめっき,金め
っき,銀めっき,合金め
っきなど
二層めっき
三層めっき
d
t
ニッケルめっきなど
普通めっき
マイクロポーラスめっき
マイクロクラックめっき
クラックフリーめっき
r
mp
mc
cf
クロムめっき
例: Cu 10b, Ni 20t, Cr 0.5mc
(光沢銅めっき10μm以上,三層ニッケルめっき20μm以上,マイクロクラッククロムめっき
0.5μm以上)
(7) 後処理を表す記号 後処理を表す記号は,表2のとおりとする。
2種類以上の後処理を行う場合には,処理操作の順又は素地に近い順に左から右に各記号をコンマ
で区切って示す。
なお,処理条件を示す場合及び表2以外の特殊な後処理を示す場合には,*4印を付け,注として付
記する。
表2 後処理を表す記号
後処理
記号
水素除去のベーキング
HB
拡散熱処理
DH
光沢クロメート処理
CM1
有色クロメート処理
CM2
塗装
PA
着色
CL
変色防止処理
AT
例: Fe*1/Zn 10/HB, CM1, PA*4
注*1 めっきに先立ち素地鉄鋼はHAR(応力除去焼なまし)を施すこと。
*4 透明ウレタン塗装仕上げを施すこと。
(鉄鋼素地,熱処理,亜鉛めっき10μm以上,ベーキング,光沢クロメート処理,塗装)
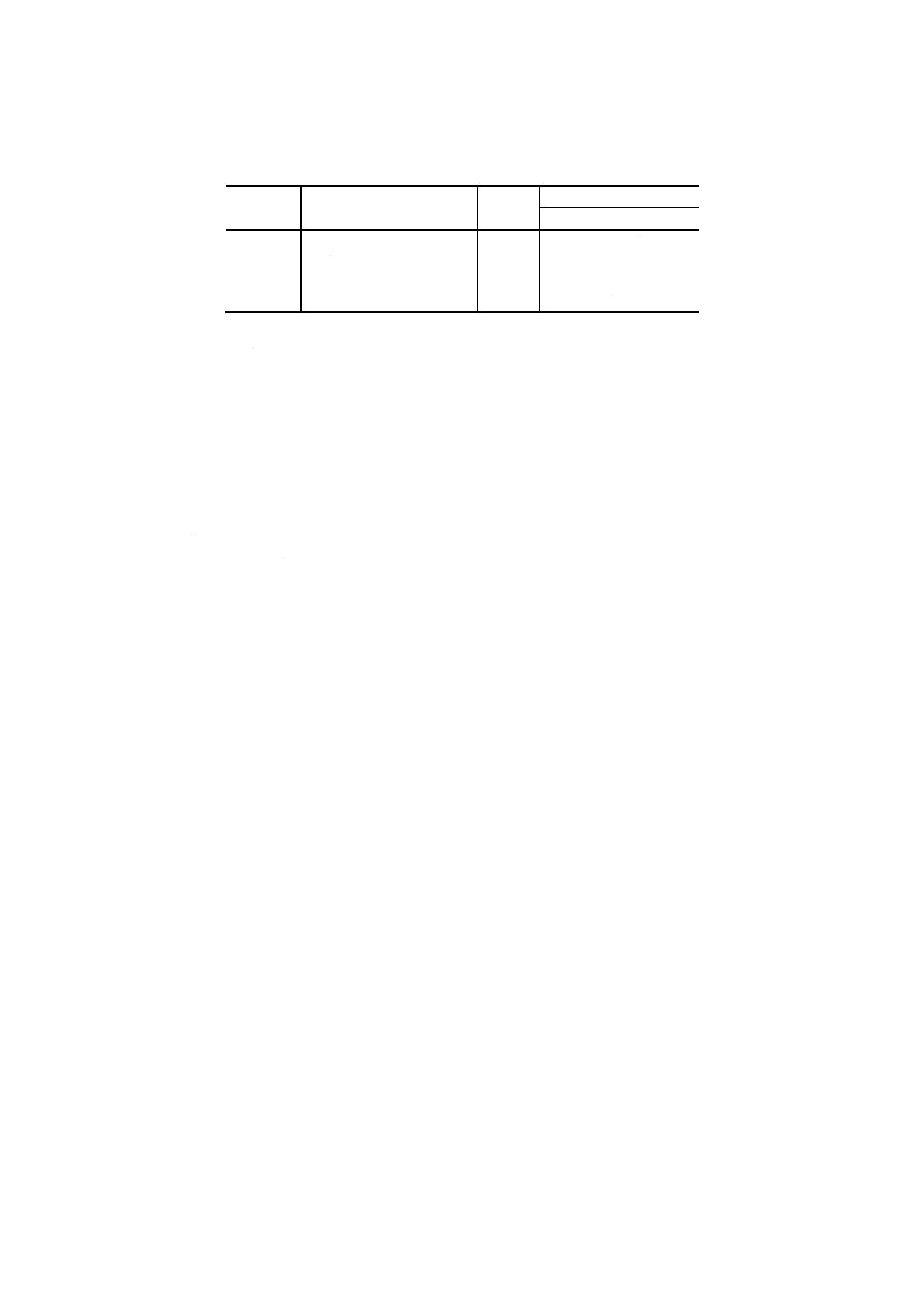
(8) 使用環境を表す記号 装飾,防食などの目的でめっき製品を使用する場合,その使用環境を表3のと
おりに区分し,記号で示す。
5
H 0404-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
これ以外の特殊な環境での使用に対しては,*5印を付け,注として付記する。
表3 使用環境,使用環境条件及び記号
使用環境
使用環境条件
記号
参考
例
A
腐食性の強い屋外環境
A
海浜,工業地域など
B
通常の屋外環境
B
田園,住宅地域など
C
湿度の高い屋内環境
C
浴室,厨房など
D
通常の屋内環境
D
住宅,事務所など
引用規格:
JIS B 0122 加工方法記号
JIS H 0400 電気めっき用語
関連規格:
JIS D 0201 自動車部品の電気めっき通則
JIS H 8610 電気亜鉛めっき
JIS H 8611 カドミウムめっき
JIS H 8615 工業用クロムめっき
JIS H 8617 ニッケル及びニッケル−クロムめっき
JIS H 8619 電気すずめっき
JIS H 8620 工業用金及び金合金めっき
JIS H 8621 工業用銀めっき
JIS H 8622 装飾用金及び金合金めっき
JIS H 8623 装飾用銀めっき
JIS H 8630 プラスチック上の装飾用電気めっき
6
H 0404-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電気めっきの記号による表示方法工業標準原案作成委員会 構成表
氏名
所属
(委員長)
松 本 誠 臣
武蔵工業大学
今 村 武 夫
武蔵工業大学
榎 本 英 彦
大阪市立工業研究所
緒 方 憲 一
工業技術院標準部
大 高 徹 雄
上村工業株式会社
神 戸 徳 蔵
製品科学研究所
斉 藤 いほえ
東京都立工業技術センター
須 賀 蓊
スガ試験機株式会社
内 田 大
内田プレーティング技術事務所
太田川 充 司
三恵技研工業株式会社
金 子 功
平和工業株式会社
矢 部 賢
株式会社大崎金属
山 本 壮兵衛
日本プレーティング株式会社
小 倉 建 昭
社団法人日本自転車工業会
鈴 木 憲 章
日本写真機工業会
高 木 清
富士通株式会社
久 松 定 興
いすゞ自動車株式会社
宮 内 正 夫
社団法人日本電機工業会
(関係者)
高 橋 睦 男
工業技術院標準部
坂 元 耕 三
工業技術院標準部
(事務局)
今 井 昇
社団法人金属表面技術協会
桑 江 雅 子
社団法人金属表面技術協会