1
H
0
0
0
1
:
1
9
9
8
解
説
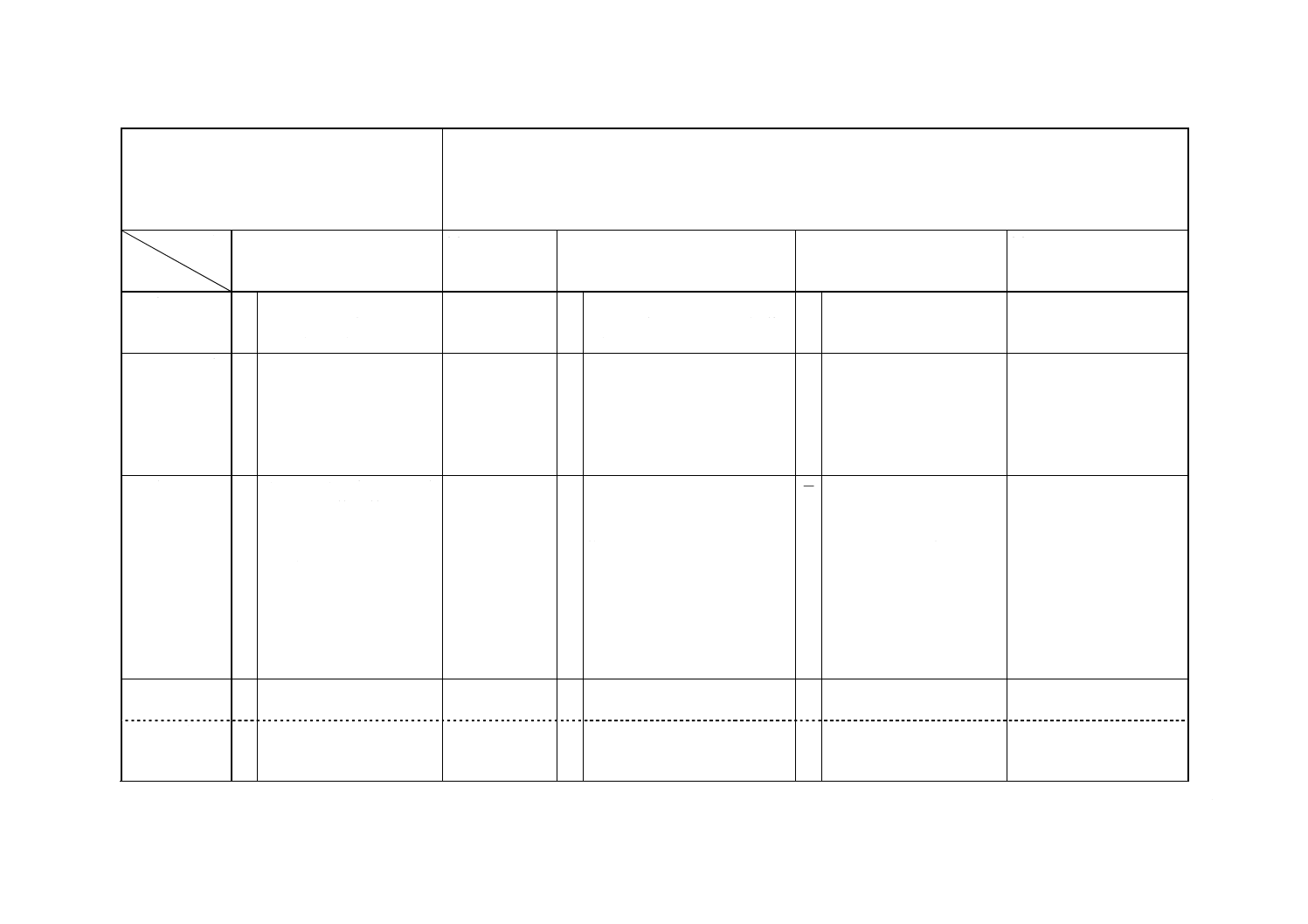
解説表4 JISと対応する国際規格との対比表
JIS H 0001 : 1998 アルミニウム,マグネシウム及
びそれらの合金−質別記号
ISO 2107 : 1983 アルミニウム,マグネシウム及びそれらの合金−質別記号
ISO 6361-2 : 1990 展伸用アルミニウム及びアルミニウム合金の板及び条 パート2−機械的性質
ISO 6362-2 : 1990 展伸用アルミニウム及びアルミニウム合金の押出棒・管・形材 パート2−機械的性質
ISO 6363-2 : 1993 展伸用アルミニウム及びアルミニウム合金の冷間引抜棒・管 パート2−機械的性質
各規格の附属書B−T質別記号の拡張
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格の一致が
困難な理由と今後の対策
1. 適用範囲
○ アルミニウム,マグネシウム
及びそれらの合金の質別記
号(展伸材と鋳物)
2107
○ アルミニウム,マグネシウム及び
それらの合金の質別記号(展伸材
と鋳物)。
≡
2. 記号の形式 ○ ラテン文字のアルファベッ
ト大文字1字の基本記号の後
にアラビア数字一つ又はそ
れ以上の組合せの細分記号
を付ける。細分記号には文字
も使える。
2107
○ 基本記号は文字,細分記号はアラ
ビア数字か文字,又はこれらを組
み合わせた基本記号の後につけ
る。
≡
3. 基本記号
○ (H112=M) :加工硬化を加
えずに機械的性質の保証さ
れたもの。
F:加工硬化,熱処理につい
て調整されていないもの。
O:焼なまししたもの。
H:加工硬化したもの。
T:熱処理によってF, O, H以
外の質別にしたもの。
W:溶体化処理したもの。
2107
○ M:熱間加工のままで機械的性質
の保証されたもの。
F:加工硬化,熱処理について調
整されていないもの。
O:焼なまししたもの。
H:加工硬化したもの。
T:熱処理によってM, F, O, H以
外の質別にしたもの。
= JISにはMに相当する基本記
号がないが,H112をMと表
示してもよいとした。
ISOにはWの規定がない。
4. 細分記号
○ H, T, O, Wの細分記号
2107
○ H, Tの細分記号。
= ISOにはO, Wの細分記号の
規定がない。
4.1 Hの細分記
号
○ Hの後に二つ以上の数字を
付ける。又は,文字を使って
もよい。
2107
○ 加工硬化:Hの後に数字,次に文
字を付ける。
=
2
H
0
0
0
1
:
1
9
9
8
解
説
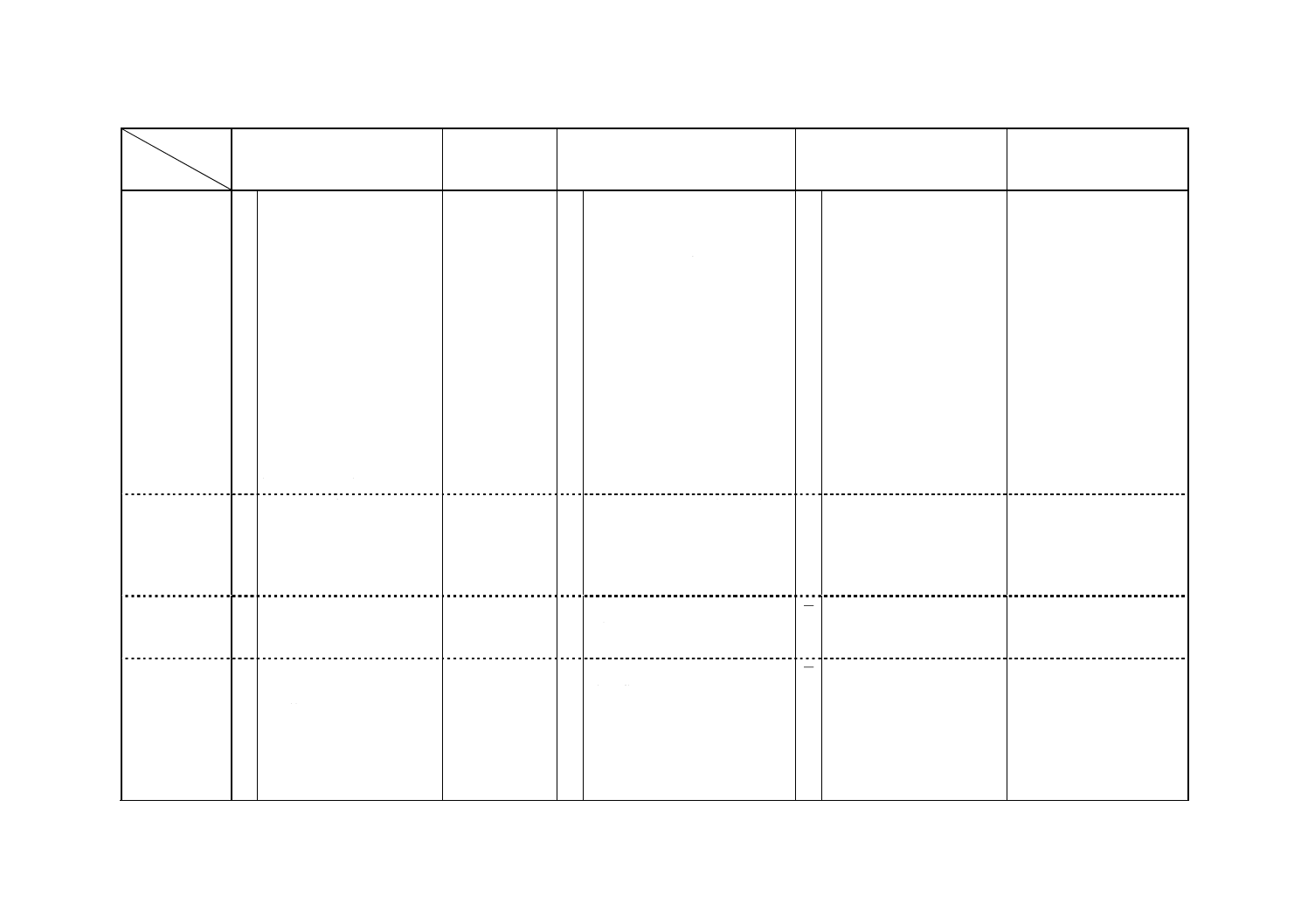
解説表4 JISと対応する国際規格との対比表 続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格の一致が
困難な理由と今後の対策
4.1.1 HXY
○ Xは,基本的な処理 (H1, H2,
H3, H4) 。
Yは,引張強さの程度で
O-HX8間を細分する。ISO記
号も使える。
HX1 (O-HX2の中間)
HX2 (O-HX4の中間) ,
HX3 (HX2-HX4の中間) ,
HX4 (O-HX8の中間) ,
HX5 (HX4-HX6の中間) ,
HX6 (HX4-HX8の中間) ,
HX7 (HX6-HX8の中間) ,
HX9 (>HX8+10N/mm2)
Y=8 : Oの程度に応じて増
加させた引張強さのもの。
2107
○ Xは,基本的処理 (H1, H2, H3)
Yは,加工硬化の程度でOとHXH
間を細分する。
HXB (O-HXDの中間)
HXD (O-HXHの中間)
HXF (HXD-HXHの中間)
HXJ (HXHを超える)
Y=H : Oの程度に応じて増加さ
せた引張強さ。
= ISOにはH4の規定がない。
4.1.2 HXYZ
○ HXYZの数字ZはHXYに若
干の変更を示す。文字を使用
してもよい。
HX11, H112, HXX4, HXX5,
H116
2107
○ Zは,再細分化の文字,数字。
≡
4.2 Tの細分記
号
○ Tの後に一つ又はそれ以上の
数字を付ける。文字も使用で
きる。
2107
○ 熱処理:Tの後に処理を表す文字
を付ける。
≡
4.2.1 TX
○ Xは基本的処理の組合せに
よって数字を用いる。ISO記
号も使用できる。
T1=TA,
T2=TC,
T3=TD,
T4=TB,
T5=TE,
T6=TF,
T7=TM,
T8=TH,
T9=TL,
T10=TG
2107
○ Xは,処理を表す文字。
TA, TC, TD, TB, TE, TF, TM, TH,
TL, TG
≡
3
H
0
0
0
1
:
1
9
9
8
解
説
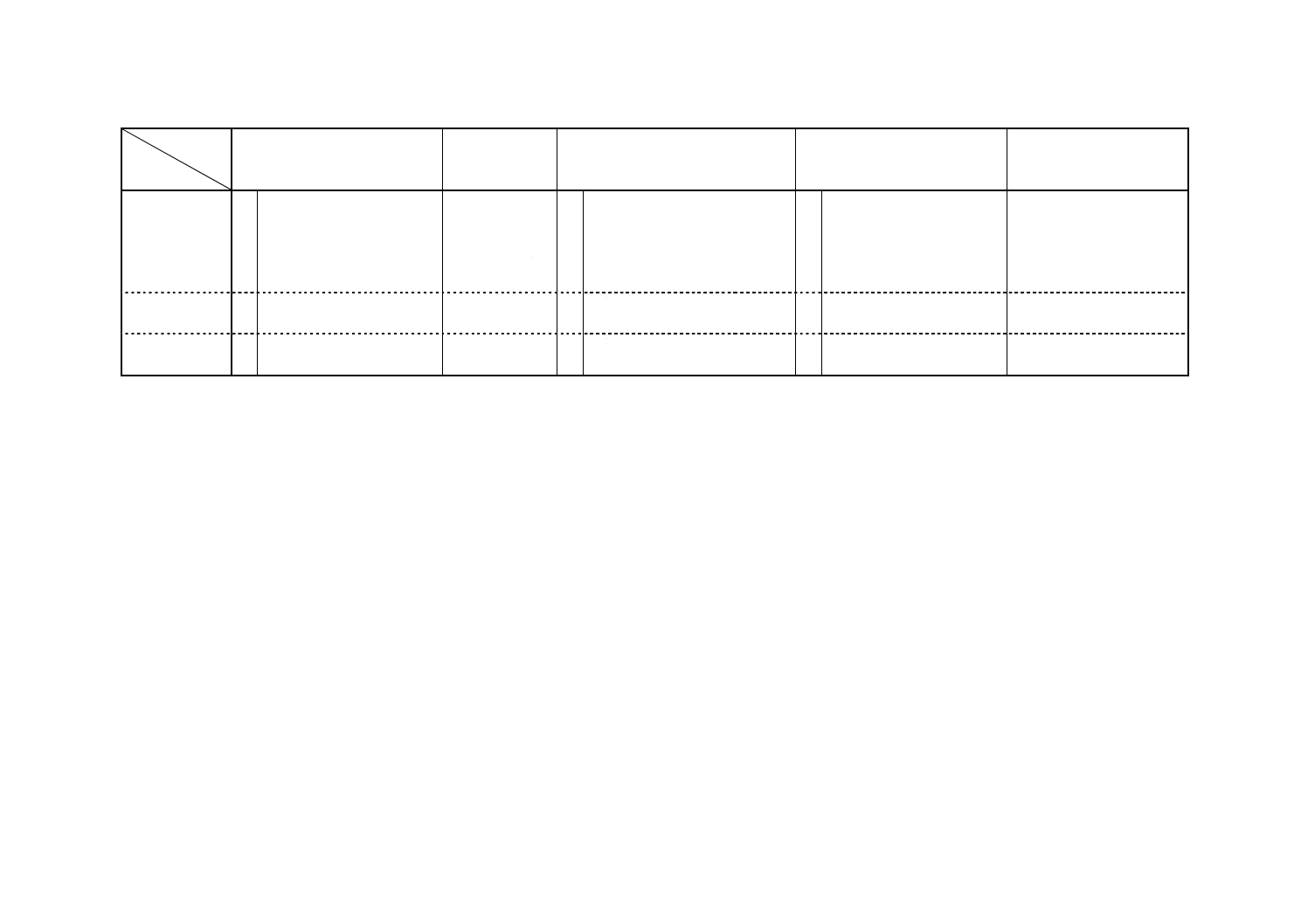
解説表4 JISと対応する国際規格との対比表 続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格の一致が
困難な理由と今後の対策
4.2.2 TXY
○ Yは特定の処理方法又は特
定の機械的性質による数字。
ISO記号も使用できる。
具体例を65例示した。
6361-2
6362-2
6363-2
それぞれの附属
書B
○ Yは,再細分化の文字,数字を必
要に応じて追加できる。
JISの具体例のうち12例が示さ
れている。
≡
4.3 Oの細分記
号
○ 01, 02, 03
− 規定がない。
4.4 Wの細分記
号
○ W51, W52, W53
− 規定がない。
備考1. 対比項目(I)及び(III)の小欄で“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“≡”:JISと国際規格との技術的内容は同等である。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。