G 7304 : 2000 (ISO 8458-1 : 1989)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
今回の制定では,国際規格との整合を図るために,ISO 8458 (Steel wire for mechanical springs) Part 1〜3
を内容を変更することなく翻訳したものである。
JIS G 7304は,次に示す規格群の編成になっている。
JIS G 7304 (ISO 8458-1) ばね用鋼線−第1部:一般要求事項(ISO仕様)
JIS G 7305 (ISO 8458-2) ばね用鋼線−第2部:冷間引抜炭素鋼線(ISO仕様)
JIS G 7306 (ISO 8458-3) ばね用鋼線−第3部:オイルテンパー線(ISO仕様)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 7304 : 2000
(ISO 8458-1 : 1989)
ばね用鋼線−
第1部:一般要求事項(ISO仕様)
Steel wire for mechanical springs−
Part 1:General requirements
序文 この規格は,1989年に第1版として発行されたISO 8458-1, Steel wire for mechanical springs−Part 1 :
General requirementsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格で
ある。
1. 適用範囲
1.1
この規格は,コイル形状で供給されるばね用に適した,丸断面の被膜しないばね線に対する一般要
求事項について規定する。
1.2
この規格は,家具用ばねや自動車用弁ばねに使用される被膜しない鋼線については,適用しない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格を構成する
ものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格はその最新版(追
補を含む。)を適用する。
JIS G 0404 鋼材の一般受渡し条件
備考 ISO 404 : 1981, Steel and steel products−General technical delivery requirementsが,この規格と
一致している。
JIS G 0416 鋼及び鋼製品−機械試験用供試材及び試験片の採取位置並びに調製
備考 ISO 377 : 1985, Wrought steel−Selection and preparation of samples and test piecesが,この規格
と一致している。
ISO 3887 : 1976, Steel, non-alloy and low-alloy−Determination of depth of decarborization
ISO 6892 : 1984, Metallic materials−Tensile testing
ISO 7438 : 1985, Metallic materials−Bend test
ISO 7800 : 1984, Metallic materials−Wire−Simple torsion test
ISO 7802 : 1983, Metallic materials−Wire−Wrapping test
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
線くせ,らせん及びピッチ (cast, helix, pitch) コイルから1リングの線が切り取られたとき,その
リングが示す挙動。
備考1. 良いくせの線は置かれたときに,一様な円状で平面上に平らに横たわる。スパイラルくせと
2
G 7304 : 2000 (ISO 8458-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,線が置かれたときにらせん状に立ち上がる傾向のあることをいう。直線くせは,コイル
状から巻きほどいた際に,ほぼ真っすぐになる。
2. スプール,スプールレスコア及びチーズの用語は,コイルと同義とみなす。
3.2
冷間引抜線 (cold-drawn wire) 熱処理(パテンティング又は同等の熱処理)をした線をかなりの減
面率で引き抜いた炭素鋼線。
3.3
オイルテンパー線 (oil-hardened and tempered wire) 変態温度以上に加熱し,油焼入れをした後,
焼入れ硬さを調整するために再加熱,すなわち,焼戻しした高炭素鋼線と低合金鋼線。
3.4
静的負荷 (static duty) ばねが静的応力や頻繁でない動的荷重を受ける場合,又はその両方を組み
合わせて受ける場合に適用。
備考 低サイクル・高応力の場合は,これに該当しない。
3.5
動的負荷 (dynamic duty) ばねが,頻繁に動的荷重を受ける場合に適用。
3.6
リング (ring) コイルから切り取った線の一巻,すなわち,線の1円周分。
備考 1リングの線は,特定な線の長さや線径を示すものではない。
3.7
パテンティング (patenting) 線材又は線がオーステナイト化温度以上の温度から,マルテンサイト
生成温度以上の温度に急冷される熱処理。急冷の目的は引き続き行われる冷間加工の際に,特に高減面率
に適したパーライト組織をつくることにある。
備考 適切な組織は,線材の熱処理又は熱間圧延に続く調整冷却の直接の結果として得られる。
4. 注文 注文者は,引き合いや注文時に次に示す事項を明示しなければならない。
a) この規格の番号
b) 線の種類
c) 線の公称径及び線径許容差のクラス
d) 必要とするコイル寸法
e) 必要とする表面仕上げ
f)
必要量及び納入指示書
g) 受入れ文書の種類(7.10参照)
備考 この規格の特別又は補足的な要求事項がある場合,引き合い及び/又は注文時に受渡当事者間の
協定による。
5. 仕上げ線の状態 線は,後工程や最終用途において悪影響を与えるような内部欠陥や表面欠陥があっ
てはならない。
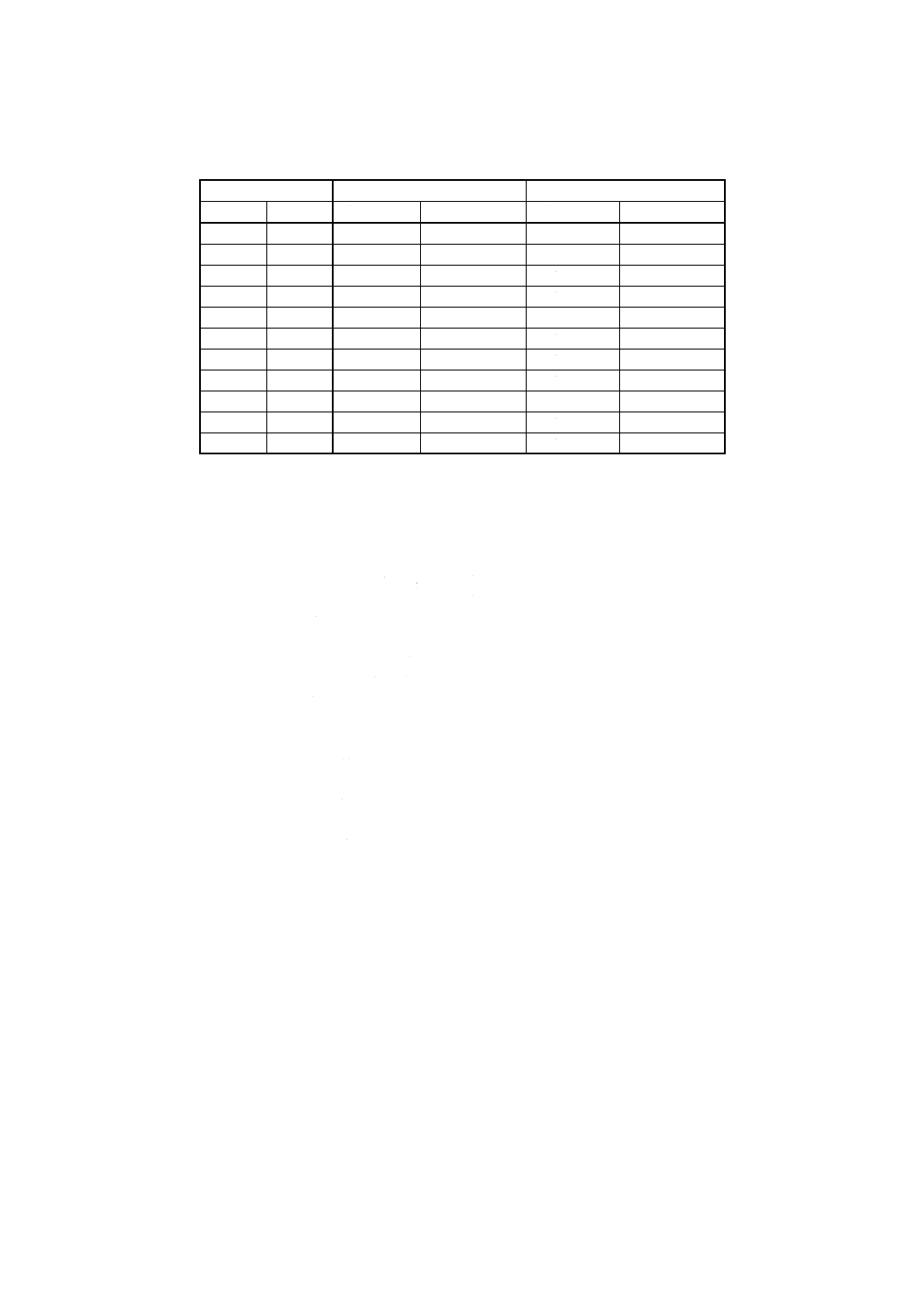
6. 線径許容差 線径許容差及び最大偏径差は,表1による。
7. 検査及び試験
7.1
一般 引き合いや注文時に合意した場合,JIS G 0404によった文書の一つを提出することができる。
特定の検査及び試験が要求される場合,それらには7.2〜7.10の要求事項が適用される。
7.2
試料,試験片の選択及び準備 試料,試験片の選択及び準備に関しては,JIS G 0416に示される一
般条件が適用される。
すべての要求される試験の試料は,コイルの端部から適切に採取されなければならない。
3
G 7304 : 2000 (ISO 8458-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3
化学分析 係争の場合,化学分析は適切な国際規格に従ってなされるものとする。
国際規格がない場合は,方法は引き合いと注文時に合意するものとする。
7.4
引張試験 引張試験は,ISO 6892に従うものとする。引張強さは実線径を用いて計算する。
7.5
絞り 絞りの試験は,ISO 6892に基づいて行うものとする。
7.6
巻付試験 巻付試験は,ISO 7802に基づいて行うものとする。
7.7
ねじり試験 ねじり試験は,ISO 7800に基づいて行うものとする。
7.8
曲げ試験 曲げ試験は,ISO 7438の図1に基づいた単純曲げで行われるものとする。
7.9
線径の測定 最大径及び最小径は,線の直線部の同一断面でのマイクロメータの読みによって計測
するものとする。
7.10 表面品質試験法
7.10.1 表面欠陥を検出するための酸腐食試験 酸腐食試験は,公称線径1.00mm以上の線に適用される。
冷間引抜線からの試験片は酸腐食試験の前に応力除去処理を施すものとする。試験片を75℃以上の温度の
濃塩酸50%(体積/体積),水50%(体積/体積)の溶液中につけ,線径が1%程度減じたときに終了する。
係争の場合は,金属顕微鏡試験も用いられる(7.10.3参照)。
7.10.2 脱炭を測るための金属顕微鏡試験 ISO 3887の4.1に基づき,コイルから取った試験片の横断面が
脱炭のために試験される。断面は,少なくとも100倍の倍率で調べるものとする。脱炭は,線径0.75mm
を超える線についてだけ規定する。
7.10.3 表面欠陥測定のための金属顕微鏡試験 コイルから取った試験片の横断面が,表面欠陥の存在に対
して金属顕微鏡試験で試験される。用いる方法については,注文者と供給者との合意による。
7.11 再試験 再試験は,JIS G 0404による。
7.12 試験証明 JIS G 0404が有効であり,受入れ文書は次のいずれかによる。
a) 注文と合致することの記述書
b) 検査証明書
c) 検査報告書
d) 試験報告書
8. 表示
8.1
JIS G 0404に含まれる識別と表示の一般条件を適用する。
8.2
注文書に記述されていない限り,次の情報は各コイルにしっかりと取り付けられたタグに示されて
いなければならない。
a) 製造業者名又はその略号
b) この規格の番号
c) 線の種類
d) 公称線径
9. 苦情 苦情は,JIS G 0404に規定された苦情の取扱い条件が適用される。
4
G 7304 : 2000 (ISO 8458-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 線径許容差及び許容される偏径差
単位mm
公称線径
クラスA許容差
クラスB許容差
超え
以下
線径許容差
最大偏径差1)
線径許容差
最大偏径差1)
0.07
0.18
±0.004
0.004
±0.008
0.008
0.18
0.35
±0.008
0.008
±0. 015
0.015
0.35
0.80
±0.010
0.010
±0.020
0.020
0.80
1.40
±0.015
0.015
±0.025
0.025
1.40
3.15
±0.020
0.020
±0.035
0.035
3.15
5.60
±0.030
0.030
±0.045
0.045
5.60
8.50
±0.040
0.040
±0.060
0.060
8.50
10.00
±0.050
0.050
±0.070
0.070
10.00
15.00
±0.060
0.060
±0.090
0.090
15.00
17.50
±0.080
0.080
±0.120
0.120
17.50
20.00
±0.100
0.100
±0.150
0.150
注1) 同一断面における最大径と最小径の差
線材製品(ばね用線)JIS検討委員会(平成9年2月現在) 構成表
氏名
所属
(委員長)
木 原 諄 二
東京大学
(委員)
林 明 夫
通商産業省基礎産業局
大 嶋 清 治
通商産業省工業技術院
中 村 守 文
社団法人日本鉄鋼連盟(株式会社神戸製鋼所)
島 田 瑛 司
鈴木金属工業株式会社
若 宮 辰 也
神鋼鋼線工業株式会社
山 田 凱 朗
サンコール株式会社
杉 田 平 次
株式会社杉田製線工場
山 本 進 住友電気工業株式会社
長 尾 一 郎
トクセン工業株式会社
安 倍 正 浩
社団法人自動車技術会(ダイハツ工業株式会社)
小曽根 敏 夫
ばね技術研究会(中央発條株式会社)
小 河 雄 二
ばね技術研究会(株式会社東郷製作所)
高 村 典 利
日本発条株式会社
井 上 信 彦
株式会社パイオラックス
松 田 好 央
社団法人日本ばね工業会
(事務局)
本 橋 保 久
線材製品協会