G 7217:2003 (ISO 3305:1985)
(1)
。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 3305:1985,Plain end welded
precision steel tubes−Technical conditions for deliveryを基礎として用いた。
G 7217:2003 (ISO 3305:1985)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 記号 ······························································································································ 2
4. 注文者が提示すべき項目 ··································································································· 2
4.1 必す(須)項目 ············································································································· 2
4.2 選択条件 ······················································································································ 2
4.3 表記 ···························································································································· 2
5. 製造方法 ························································································································ 2
5.1 製鋼工程及び脱酸 ·········································································································· 3
5.2 製造方法 ······················································································································ 3
5.3 熱処理:受渡時の状態 ···································································································· 3
6. 化学成分,機械的性質及び溶接性 ······················································································· 3
6.1 化学成分 ······················································································································ 3
6.2 機械的性質 ··················································································································· 4
6.3 溶接性 ························································································································· 6
7. 寸法,質量及び許容差 ······································································································ 6
7.1 寸法及び質量 ················································································································ 6
7.2 許容差 ························································································································· 9
8. 外観及び健全性 ··············································································································· 9
8.1 外観 ···························································································································· 9
8.2 手直し ························································································································ 10
9. 検査及び試験 ················································································································· 10
9.1 一般要求事項 ··············································································································· 10
9.2 試験方法及び試験結果 ··································································································· 10
9.3 試験の無効 ·················································································································· 11
9.4 再試験 ························································································································ 11
10. 表示 ··························································································································· 11
11. 保護 ··························································································································· 11
12. 検査文書 ····················································································································· 11
13. 受渡後の苦情 ··············································································································· 11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 7217:2003
(ISO 3305:1985)
プレーンエンドの溶接精密鋼管−技術的受渡条件
(ISO仕様)
Plain end welded precision steel tubes−Technical conditions for delivery
(ISO specifications)
序文 この規格は,1985年に第2版として発行されたISO 3305:1985,Plain end welded precision steel tubes
−Technical conditions for deliveryを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,表2に示される種類から製造され,精密寸法許容差をもち,かつ,表9に示
すISO 4200から選択された寸法のプレーンエンドの溶接鋼管(以下,管という。)の技術的受渡条件につ
いて規定する。
この規格による管は,寸法精度及び必要な場合,薄肉で表面仕上げが重要となる用途に主に使用する。
この種の管が,水配管用設備に使用する場合は,必ず焼なまし又は焼ならしされた状態で使用しなけれ
ばならない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 3305:1985,Plain end welded precision steel tubes−Technical conditions for delivery (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0404 鋼材の一般受渡し条件
備考 ISO 404,Steel and steel products−General technical delivery requirementsが,この規格と一致し
ている。
JIS Z 2241 金属材料引張試験方法
備考 ISO 6892,Metallic materials−Tensile testingが,この規格と一致している。
ISO 2604/3,Steel products for pressure purposes−Quality requirements−Part 3:Electric resistance and
induction-welded tubes
ISO 3545,Steel tubes and tubular shaped accessories with circular cross-section−Symbols to be used in
specifications
ISO 4200,Plain end steel tubes,welded and seamless−General tables of dimensions and masses per unit
length
2
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 8492,Metallic materials−Tubes−Flattening test
ISO 8493,Metallic materials−Tubes−Drift expanding test
3. 記号
D
:管の外径
T
:管の厚さ
Rm
:引張強さ(N/mm2)
ReH
:上降伏点(N/mm2)
A
:標点距離(Lo)の破断伸び(%),Lo=5.65
o
S
So
:平行部の断面積
BK
:引抜きのままの冷間仕上げ
BKW :軽冷間加工
GBK :制御雰囲気下での焼なまし
GZF
:制御雰囲気下での焼なましで,かつ,脱スケール
NBK :制御雰囲気下での焼ならし
NZF
:制御雰囲気下での焼ならしで,かつ,脱スケール
4. 注文者が提示すべき項目
4.1
必す(須)項目 注文者は,引合い書及び注文書において次の事項を記述しなければならない。
a) 必要量
b) この規格の番号
c) 種類
d) 受渡時に要求される管の状態
e) 外径及び厚さ
f)
長さ
4.2
選択条件 特定事項については,選択が認められる。また,他の補足的要求事項を指定してもよく,
注文者は,その要求事項を引合い書及び注文書に記載しなければならない。その記載がない場合は,製造
業者の任意とする。
4.3
表記 管は,次に示す順序で表示しなければならない。
− 製品名
− この規格の番号
− 種類,受渡しでの管の状態
− 外径及び厚さ
例
JIS G 7216による種類R37において,制御雰囲気下(GBK)で焼なましされ,外径25 mm,厚さ2 mm,
乱尺での溶接精密鋼管の場合,次のように表示する。
鋼管 JIS G 7216-R37-GBK-25×2
5. 製造方法
3
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
製鋼工程及び脱酸 管は,平炉,電気炉又は転炉法のうちの一つによる製鋼工程で製造した鋼から
製造しなければならない。製鋼方法及び脱酸工程は,製造業者に一任する。
注文者の要求がある場合,製造業者は使用する製鋼工程及び脱酸方法を明示しなければならない。
種類R28,種類R33及び種類R37に対しては,リムド鋼が認められる。
5.2
製造方法 管は,熱間又は冷間圧延された鋼帯を,突合せ端面にわたり電流を通電して,縦方向に
連続的に溶加材を用いることなく溶接して製造しなければならない。この管は,通常,内面・外面とも冷
間仕上げされたものであるが,用途によっては熱処理を施してもよい。受渡時の管の状態は,表1から選
択しなければならない。
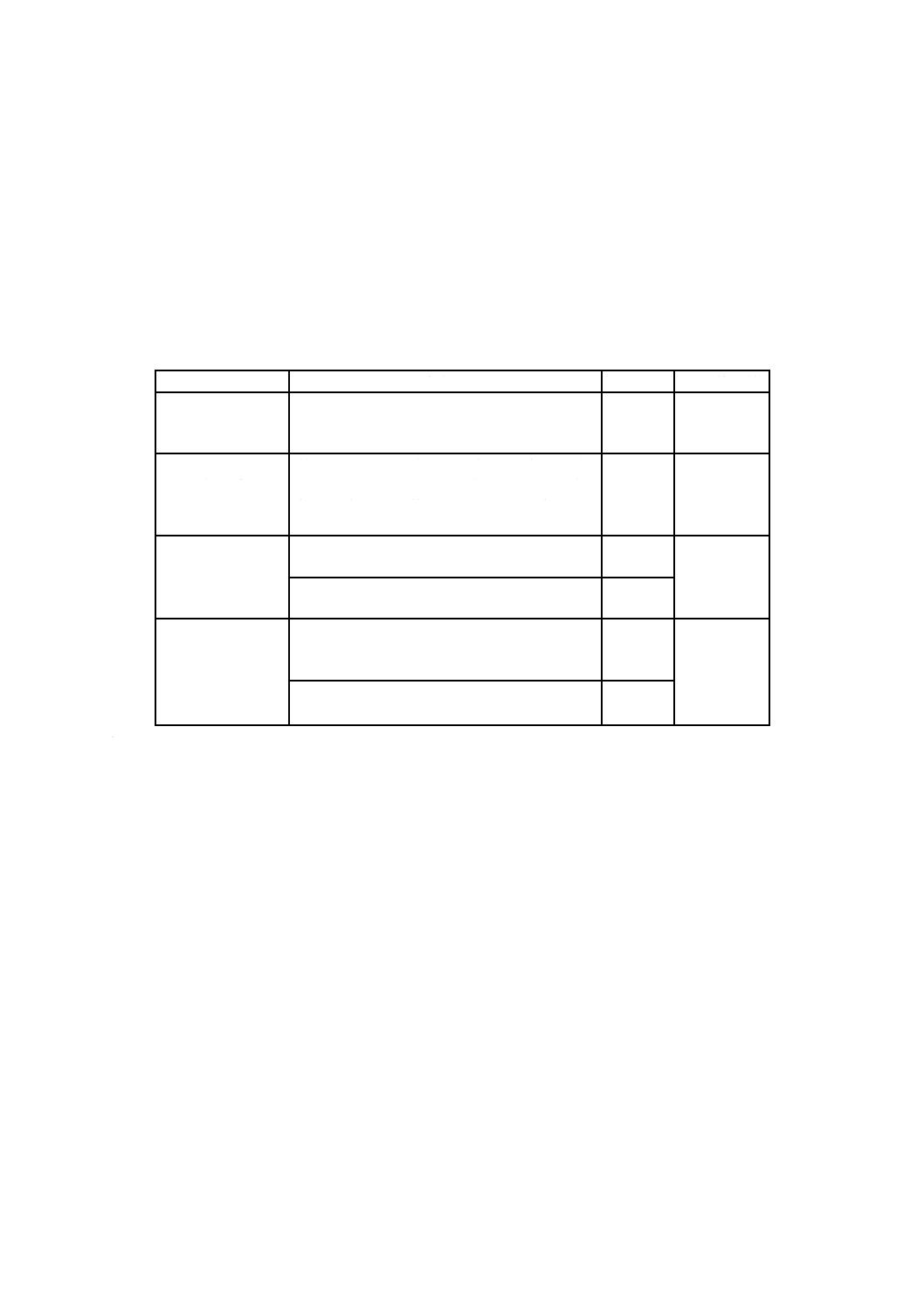
表 1 受渡時の状態
項目
(参考) 内容説明
記号
機械的性質
冷間仕上げ/硬
(引抜きのままの
冷間仕上げ)
最終仕上工程後熱処理なし。このため管は,軽
度の加工性しかなく,加工性の程度に対する保
証はない。
BK
表3参照
冷間仕上げ/軟
(軽度の冷間加
工)
最終熱処理後,軽度の仕上げパス(冷間パス)
がある。すなわち,後続の適切な工程(曲げ,
押し広げなど)で管は,ある範囲内で冷間成形
してもよい。
BKW
表4参照
焼なまし
最終の冷間仕上工程後,管は,制御雰囲気下に
おいて焼なましする。
GBK
表5参照
焼なまし後,管は,機械的又は化学的(酸洗)
に脱スケールする。
GZF
焼ならし
管は,上部変態点以上の温度に加熱され,その
後冷却される。加熱・冷却の両過程とも制御さ
れた雰囲気下で行う。
NBK
表6参照
焼ならし処理後,管は機械的又は化学的(酸洗)
に脱スケールする。
NZF
5.3
熱処理:受渡時の状態 管の受渡しは,通常,表1に示す状態のいずれかの状態とする。
6. 化学成分,機械的性質及び溶接性
6.1
化学成分
6.1.1
溶鋼分析 鋼は,溶鋼分析を行うとき,化学成分値は表2によらなければならない。
4
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
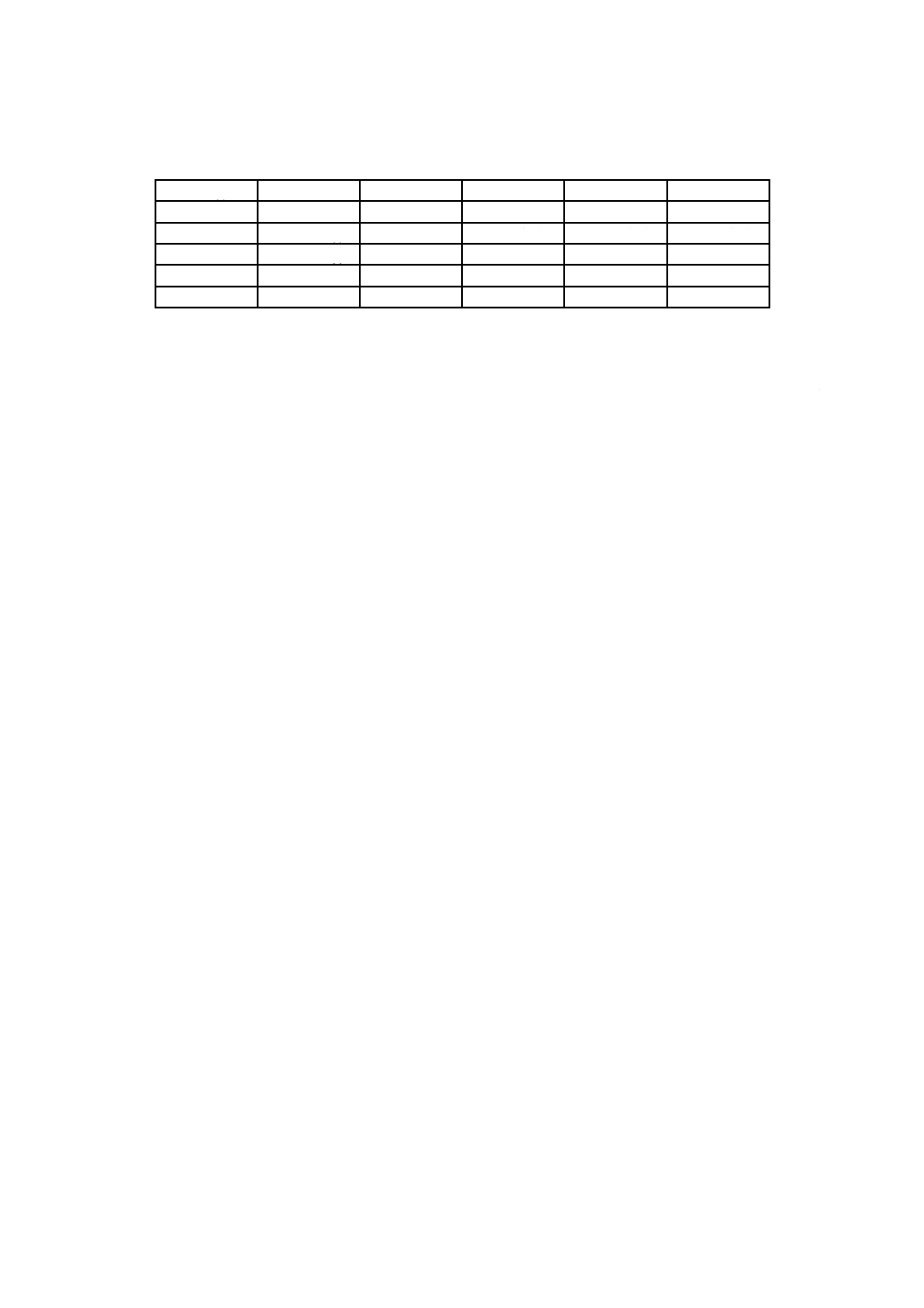
表 2 化学成分(溶鋼分析)
単位 %
種類(1)
C
Si
Mn
P
S
R28
0.13以下(2)
−
0.60以下
0.050以下
0.050以下
R33
0.16以下(2)
−
0.70以下
0.050以下
0.050以下
R37
0.17以下(2)
0.35以下
0.8 以下
0.050以下
0.050以下
R44
0.21以下
0.35以下
1.2 以下
0.050以下
0.050以下
R50
0.23以下
0.55以下
1.6 以下
0.050以下
0.050以下
注(1) この記号は,暫定的なものとする。
(2) 種類R28,種類R33及び種類R37には,リムド鋼を適用してもよい。種類R33及び種類
R37に適用された場合,炭素含有量は最大0.19 %まで高めてもよい。
6.1.2
製品分析 キルド鋼から製造する管について製品分析が要求される場合は,ISO 2604/3に示す許容
変動値を適用する。
6.2
機械的性質
a) 機械的性質は,受渡しの状態によって,表3〜6による。
5
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
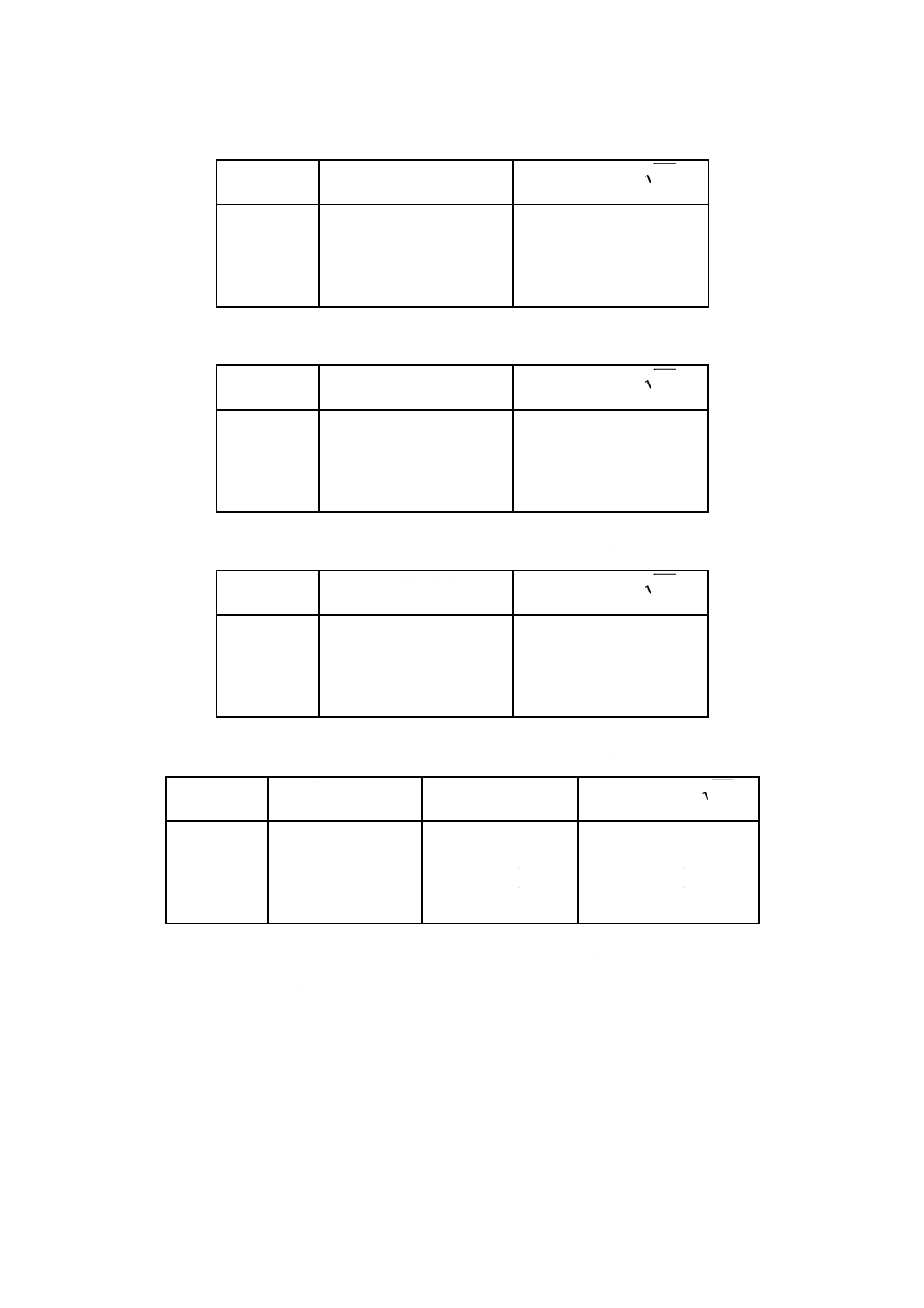
表 3 引抜状態のままの冷間仕上げでの機械的性質−BK
種類
引張強さ(Rm)
N/mm2
伸び(A)(対5.65
o
S)
%
R28
400以上
8以上
R33
420以上
6以上
R37
450以上
6以上
R44
520以上
5以上
R50
600以上
4以上
表 4 軽度の冷間加工状態での機械的性質−BKW
種類
引張強さ(Rm)
N/mm2
伸び(A)(対5.65
o
S)
%
R28
350以上
10以上
R33
370以上
10以上
R37
400以上
9以上
R44
450以上
8以上
R50
550以上
7以上
表 5 焼なまし状態での機械的性質−GBK及びGZF
種類
引張強さ(Rm)
N/mm2
伸び(A)(対5.65
o
S)
%
R28
270以上
30以上
R33
320以上
27以上
R37
340以上
26以上
R44
400以上
24以上
R50
480以上
23以上
表 6 焼ならし状態での機械的性質−NBK及びNZF
種類
上降伏点(ReH)
N/mm2
引張強さ(Rm)
N/mm2
伸び(A)(対5.65
o
S)
%
R28
155以上
280以上
28以上
R33
195以上
320以上
25以上
R37
215以上
360以上
24以上
R44
255以上
430以上
22以上
R50
285以上
490以上
21以上
焼なましされた状態で受け渡しする管に対しては,試験圧力を計算するのに際し,表5による引張
強さの最小値の50 %を降伏点又は耐力としてよい。
b) 管は,9.(表7及び表8参照)に示した試験の該当要求事項に適合しなければならない。
6
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
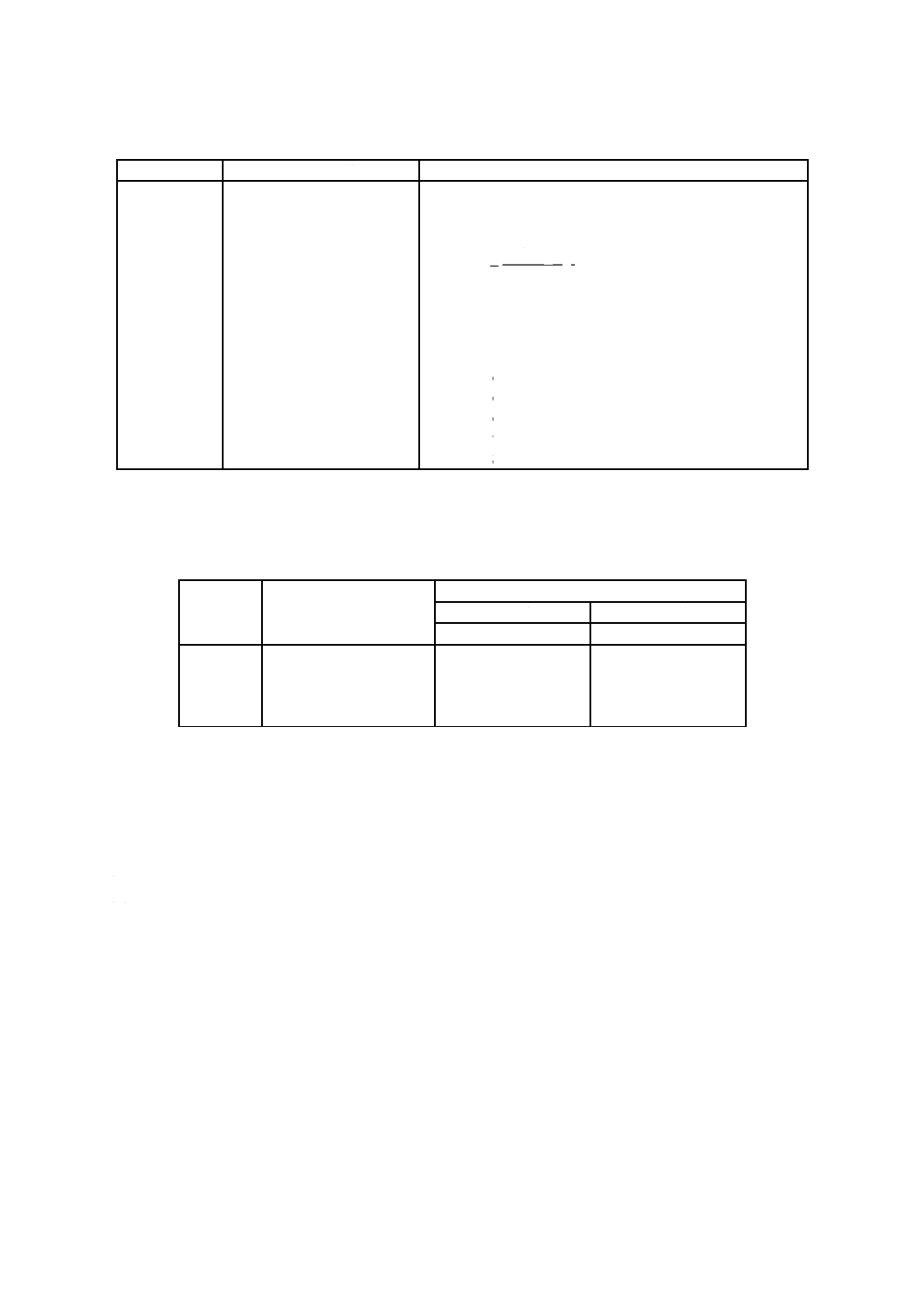
表 7 へん平試験(試験片において,その直径及び厚さを変形できる場合)
種類
受渡しの状態
平板間の間隔
R28
焼なまし又は焼ならし
ISO 8492(3)に従って実施された試験の後,押し圧用平板の間
隔H(mm)は,次の式で与えられる値よりも大きくてはな
らない。
(
)
(
)
D
T
c
T
c
H
/
1
+
+
=
ここに,
T (4) :管の厚さ(mm)
D (4)
:管の外径(mm)
c
:種類によって変動する定数で次に示すとおり。
0.09
R33
0.09
R37
0.09
R44
0.07
R50
0.06
注(3) 溶接部は,圧縮方向に対して直角に置く。
(4) ISO 3545による記号
表 8 押し広げ試験
種類
熱処理
押し広げ(5)
1<T≦4
4<T≦8
%
%
R28
焼なまし又は焼ならし
12
8
R33
12
8
R37
10
6
R44
8
5
注(5) Tは,厚さ(mm)
6.3
溶接性 焼なまし又は焼ならし状態の管は,特別な対策を施さなくとも溶接に適している。溶接又
はろう付けされた冷間仕上げの管は,熱影響部における機械的性質は溶接温度の影響を受けることがある。
7. 寸法,質量及び許容差
7.1
寸法及び質量
7.1.1
直径及び厚さ 外径,内径及び厚さは,表9による。
7
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
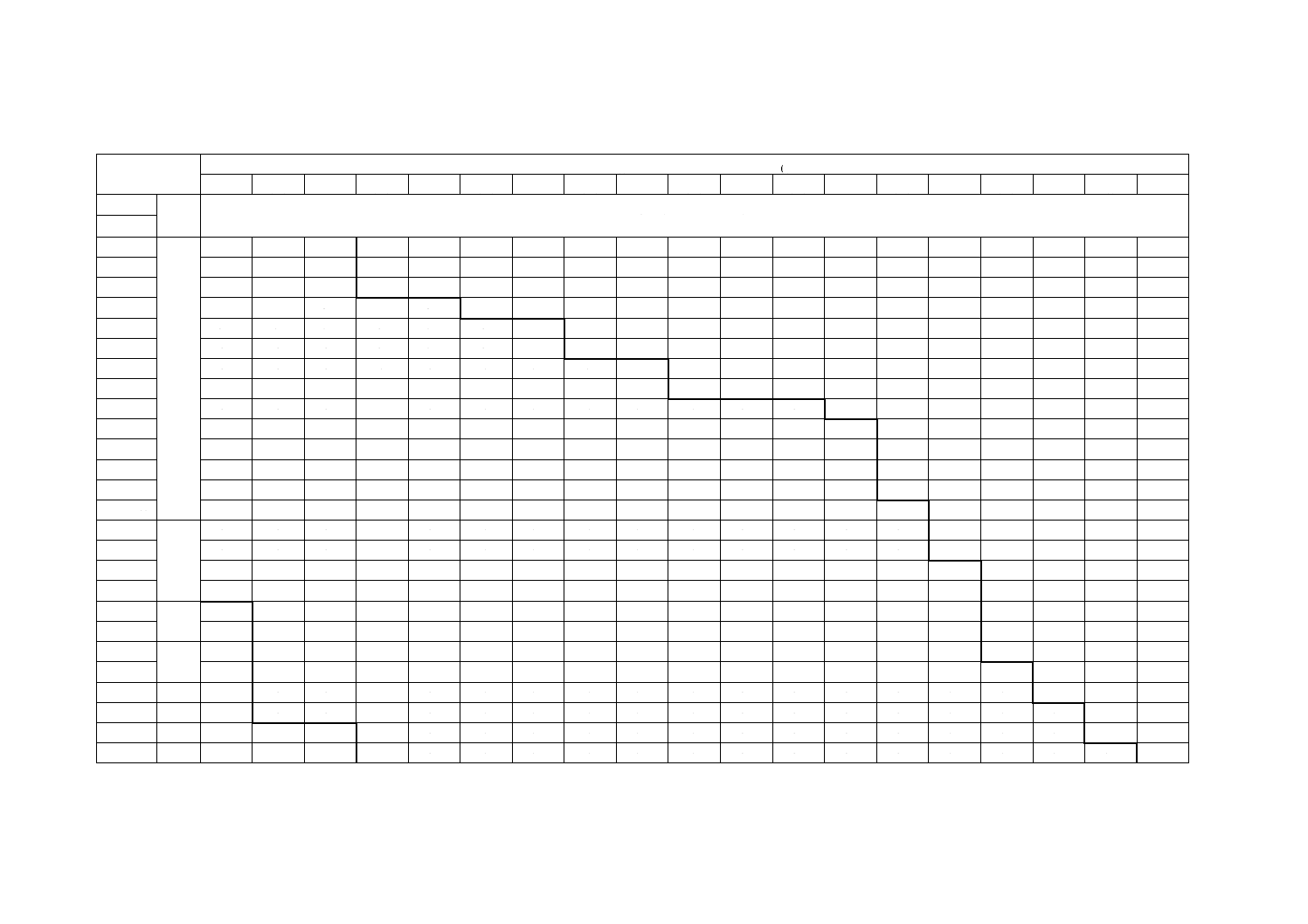
表 9 寸法
単位 mm
外径
厚さ(7),±7.5 % ただし,最小±0.15 mm (8)
0.5
(0.8)
1
(1.2)
1.5
(1.8)
2
(2.2)
2.5
(2.8)
3
(3.5)
4
(4.5)
5
(5.5)
6
(7)
8
シリーズ(6)
許容差
内径(公称値及び許容差)
2
3
4
±0.10
3±0.30
2.4±0.30
2±0.30
5
4±0.30
3.4±0.30
3±0.30
6
5±0.25
4.4±0.25
4±0.25
8
7±0.20
6.4±0.20
6±0.20
5.6±0.30
5±0.30
10
9±0.15
8.4±0.15
8±0.20
7.6±0.25
7±0.25
6.4±0.30
6±0.30
12
11±0.15
10.4±0.15
10±0.15
9.5±0.20
9±0.20
8.4±0.25
8±0.25
14
13±0.10
12.4±0.10
12±0.10
11.6±0.15
11±0.15
10.4±0.20
10±0.20
9.6±0.25
9±0.25
16
15±0.10
14.4±0.10
14±0.10
13.6±0.10
13±0.10
12.4±0.15
12±0.15
11.6±0.20
11±0.20
18
17±0.10
16.4±0.10
16±0.10
15.6±0.10
15±0.10
14.4±0.10
14±0.10
13.6±0.20
13±0.20
12.4±0.20
12±0.20
11±0.35
20
19±0.10
18.4±0.10
18±0.10
17.6±0.10
17±0.10
16.4±0.10
16±0.10
15.6±0.15
15±0.15
14.4±0.15
14±0.20
13±0.30
12±0.35
22
21±0.10
20.4±0.10
20±0.10
19.6±0.10
19±0.10
18.4±0.10
18±0.10
17.6±0.10
17±0.15
16.4±0.15
16±0.15
15±0.20
14±0.30
25
24±0.10
23.4±0.10
23±0.10
22.6±0.10
22±0.10
21.4±0.10
21±0.10
20.6±0.10
20±0.10
19.4±0.15
19±0.15
18±0.15
17±0.20
28
27±0.10
26.4±0.10
26±0.10
25.6±0.10
25±0.10
24.4±0.10
24±0.10
23.6±0.10
23±0.10
22.4±0.10
22±0.15
21±0.15
20±0.15
30
29±0.10
28.4±0.10
28±0.10
27.6±0.10
27±0.10
26.4±0.10
26±0.10
25.6±0.10
25±0.10
24.4±0.10
24±0.15
23±0.15
22±0.15
21±0.15
32
±0.15
31±0.15
30.4±0.15
30±0.15
29.6±0.15
29±0.15
28.4±0.15
28±0.15
27.6±0.15
27±0.15
26.4±0.15
26±0.15
25±0.15
24±0.15
23±0.15
35
34±0.15
33.4±0.15
33±0.15
32.6±0.15
32±0.15
31.4±0.15
31±0.15
30.6±0.15
30±0.15
29.4±0.15
29±0.15
28±0.15
27±0.15
26±0.15
38
37±0.15
36.4±0.15
36±0.15
35.6±0.15
35±0.15
34.4±0.15
34±0.15
33.6±0.15
33±0.15
32.4±0.15
32±0.15
31±0.15
30±0.15
29±0.15
28±0.15
40
39±0.15
38.4±0.15
38±0.15
37.6±0.15
37±0.15
36.4±0.15
36±0.15
35.6±0.15
35±0.15
34.4±0.15
34±0.15
33±0.15
32±0.15
31±0.15
30±0.15
45
±0.20
43.4±0.20
43±0.20
42.6±0.20
42±0.20
41.4±0.20
41±0.20
40.6±0.20
40±0.20
39.4±0.20
39±0.20
38±0.20
37±0.20
36±0.20
35±0.20
50
48.4±0.20
48±0.20
47.6±0.20
47±0.20
46.4±0.20
46±0.20
45.6±0.20
45±0.20
44.4±0.20
44±0.20
43±0.20
42±0.20
41±0.20
40±0.20
55
±0.25
53.4±0.25
53±0.25
52.6±0.25
52±0.25
51.4±0.25
51±0.25
50.6±0.25
50±0.25
49.4±0.25
49±0.25
48±0.25
47±0.25
46±0.25
45±0.25
60
58.4±0.25
58±0.25
57.6±0.25
57±0.25
56.4±0.25
56±0.25
55.6±0.25
55±0.25
54.4±0.25
54±0.25
53±0.25
52±0.25
51±0.25
50±0.25
49±0.25
70
±0.30
68.4±0.30
68±0.30
67.6±0.30
67±0.30
66.4±0.30
66±0.30
65.6±0.30
65±0.30
64.4±0.30
64±0.30
63±0.30
62±0.30
61±0.30
60±0.30
59±0.30
80
±0.35
78.4±0.35
78±0.35
77.6±0.35
77±0.35
76.4±0.35
76±0.35
75.6±0.35
75±0.35
74.4±0.35
74±0.35
73±0.35
72±0.35
71±0.35
70±0.35
69±0.35
68±0.35
90
±0.40
87.6±0.40
87±0.40
86.4±0.40
86±0.40
85.6±0.40
85±0.40
84.4±0.40
84±0.40
83±0.40
82±0.40
81±0.40
80±0.40
79±0.40
78±0.40
100
±0.45
97.6±0.45
97±0.45
96.4±0.45
96±0.45
95.6±0.45
95±0.45
94.4±0.45
94±0.45
93±0.45
92±0.45
91±0.45
90±0.45
89±0.45
88±0.45
86±0.45
2
7
G
7
2
1
7
:
2
0
0
3
(I
S
O
3
3
0
5
:
1
9
8
5
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
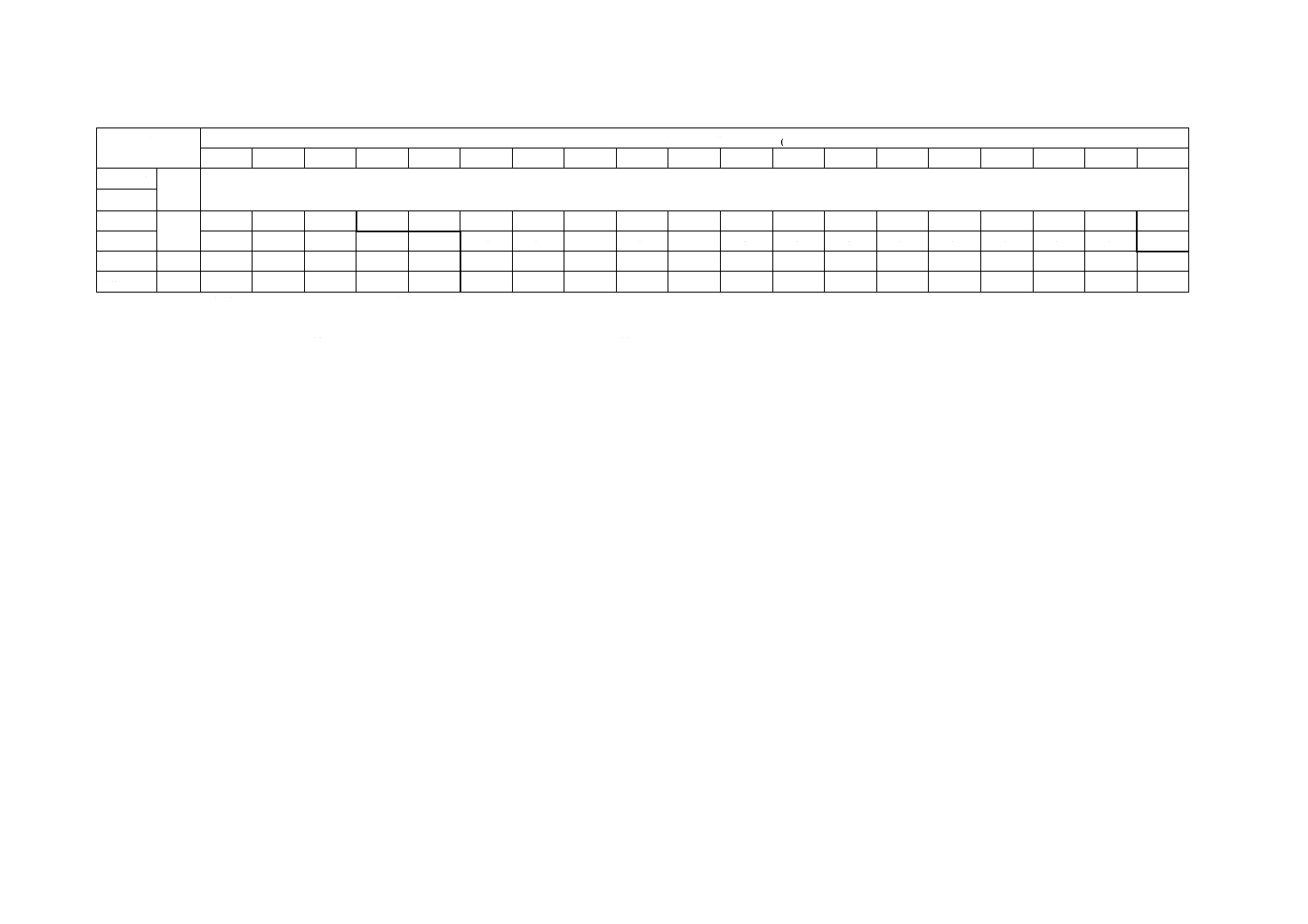
表 9 寸法(続き)
外径
厚さ(7),±7.5 % ただし,最小±0.15 mm (8)
0.5
(0.8)
1
(1.2)
1.5
(1.8)
2
(2.2)
2.5
(2.8)
3
(3.5)
4
(4.5)
5
(5.5)
6
(7)
8
シリーズ(6)
許容差
内径(公称値及び許容差)
2
3
110
±0.50
107.6±0.50
107±0.50
106.4±0.50
106±0.50
105.6±0.50
105±0.50
104.4±0.50
104±0.50
103±0.50
102±0.50
101±0.50
100±0.50
99±0.50
98±0.50
96±0.50
120
116.4±0.50
116±0.50
115.6±0.50
115±0.50
114.4±0.50
114±0.50
113±0.50
112±0.50
111±0.50
110±0.50
109±0.50
108±0.50
106±0.50
140
±0.65
136.4±0.65
136±0.65
135.6±0.65
135±0.65
134.4±0.65
134±0.65
133±0.65
132±0.65
131±0.65
130±0.65
129±0.65
128±0.65
126±0.65
124±0.65
160
±0.80
156.4±0.80
156±0.80
155.6±0.80
155±0.80
154.4±0.80
154±0.80
153±0.80
152±0.80
151±0.80
150±0.80
149±0.80
148±0.80
146±0.80
144±0.80
注(6) シリーズの定義については,ISO 4200を参照。外径の分類についても同様。
(7) 括弧内の肉厚は,できる限り避けなければならない。
(8) 外径が,4 mm及び5 mmの管に対する許容差は±20 %,6 mm及び8 mmの管に対しては±15 %とする。
。
8
G
7
2
1
7
:
2
0
0
3
(I
S
O
3
3
0
5
:
1
9
8
5
)
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1.2
質量 単位長さ当たりの質量は,ISO 4200による。
7.1.3
長さ 長さについては,次の二つのいずれかによる。
a) 2 mと7 mとの間の乱尺:発注時,管長さについて特別に協定のない場合には,この乱尺の管を供給
する。
b) 定尺
7.2
許容差
7.2.1
直径 外径及び内径に対する許容差は,冷間仕上げ/硬又は冷間仕上げ/軟の両管に対して適用す
るものであり,外径及び内径に対する許容差は,表9による。焼なまし及び焼ならし処理をした管につい
ては,焼なまし中での反りが発生する結果として直径の変化量は大きくなり,これに対しては,次の許容
変動値を適用する。
厚さT(mm),外径D(mm)
許容差
T/D≧1/20
表9に示す値
T/D<1/20及びT/D≧1/40
表9に示す値の1.5倍
T/D<1/40及びT/D≧1/60
表9に示す値の2倍
T/D<1/60
表9に示す値の2.5倍
外径,内径及び厚さに対して,それぞれ許容差を同時に適用しない。管は,一般には外径と厚さとで発
注する。
内径指定がより重要とされる場合には,管の発注は,内径及び厚さ,又は外径及び内径で行ってもよい。
受渡当事者間で,特別な許容差を協定してもよい。
7.2.2
厚さ 厚さに対する許容差は,表9による。
7.2.3
真円度 真円度は,外径許容差に含む。
7.2.4
長さ 定尺:次の許容差とする。
長さ
許容差
500 mm以下
+2.0 mm
500 mmを超え2 000 mm以下
+3.0 mm
2 000 mmを超え5 000 mm以下
+5.0 mm
5 000 mmを超え7 000 mm以下
+10.0 mm
7 000 mmを超えるもの
協定による
より厳しい許容差が要求される場合は,発注時の協定によらなければならない。
7.2.5
真直度 管は,まっすぐでなければならない。外径16 mm以上の管に対しては,曲がりは,管全
長の0.2 %を超えてはならない。任意の1 m当たりの曲がりは,1.5 mmを超えてはならない。
受渡当事者間で特別許容差を協定してもよい。
7.2.6
管端処理 管端は,通常,管軸に対して直角でなければならない。特別な管端仕上げを受渡当事者
間で協定してもよい。
8. 外観及び健全性
8.1
外観 管は,外面及び内面とも滑らかでなければならない。管の平滑度は,製造方法による。管は,
手際よく仕上げられたものとするが,厚さが許容下限値内であれば小さな欠陥は許容する。
溶接した結果,管に間隔的なばりが認められてもよいが,溶接部における厚さは,規定された許容範囲
内でなければならない。
10
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
内径16 mm未満の管の場合,製造上の理由から内面の平滑度に関する要求事項に必ずしもすべて適合し
なくともよい。
冷間仕上げした管は,引抜工程にて受ける内面及び外面にりん酸塩及び潤滑剤の付着層があってもよい。
制御雰囲気下で焼なまし又は焼ならしされた管は,変色があってもよいが,浮きさびはあってはならな
い。
8.2
手直し 手直し後の管厚さが許容下限値内にあれば,表面欠陥は手直ししてよい。表面欠陥のピー
ニングを行ってはならない。
9. 検査及び試験
9.1
一般要求事項 試験は,通常,品質管理として供給者側で行う。特別な注文の管で,検査及び試験
が要求される場合,発注時にその旨明記しなければならない。
注文の契約条項によって,受渡しの前に,9.1.1,9.1.2及び9.2に従って管を最終検査してもよい。
受渡検査は,注文者にて任命された代理人によって行われてよい。この代理人は,外部の検査員であっ
たり,製造業者側のスタッフから選任された者であってもよい。受渡検査の詳細は,発注時に協定されな
ければならない。
9.1.1
試験の要点 管には,次の試験を行わなければならない。
a) 目視検査
b) 引張試験
c) 押し広げ試験又は
d) へん平試験
押し広げ試験は,厚さが1 mmから8 mmの間で,焼なまし又は焼ならしの状態の種類R28,種類R33,
種類R37及び種類R44から製造する管にだけ実施しなければならない。その他すべての寸法及び種類の場
合,焼なまし又は焼ならしを施した管に関する限りへん平試験を実施しなければならない。漏れ試験は,
通常,これらの管には行わない。これら管が流体の搬送用に使用される場合で,かつ,焼なまし又は焼な
らし状態での管である場合には,これら管は,漏れ試験を受けなければならない。漏れ試験は,注文書に
指定しなければならない。
9.1.2
ロットの定義,試験片の選択及び準備 受渡試験に供する管は,ロット単位で試験しなければなら
ない。一つのロットは,同一種類,同一受渡状態及び同一寸法の200本の管で構成する。
本数が200本未満のロットは,これを完全な1ロットとみなさなければならない。本数が20本未満のロ
ットは,他のロットの中に分散しなければならない。
引張試験及び押し広げ試験又はへん平試験は,各ロットから任意に選択した1本の管について実施しな
ければならない。
9.2
試験方法及び試験結果 すべての試験は,室温で実施しなければならない。
9.2.1
引張試験 JIS Z 2241に従って行うこの試験は,引張強さ及び伸びを測定し,得られた試験値は,
表3〜5による値に適合しなければならない。焼ならし状態の場合,上降伏点も測定し,得られた値は,表
6による値に適合しなければならない。
9.2.2
へん平試験 へん平試験は,ISO 8492に従って実施しなければならない。試験片は,平板の間隔
が表7による値未満のとき,きず及び割れがあってはならない。
9.2.3
押し広げ試験 押し広げ試験は,ISO 8493に従って実施しなければならない。試験片は,押し広
げ率が表8による値に達する前にきず及び割れを生じてはならない。
11
G 7217:2003 (ISO 3305:1985)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2.4
漏れ試験 管は,5 MPa(50 bar)の圧力の水圧試験に合格しなければならない。受渡当事者間の
協定によって,異なる試験圧力値を採ってもよい。
製造業者は,この試験を,同等品質を保証する他の試験方法に代えてもよい。
9.2.5
目視検査 すべての管に対し,可能な範囲で外面及び内面の目視検査を実施しなければならない。
9.2.6
寸法管理 管は,直径及び厚さが指定どおりであるかどうかを検査しなければならない。
9.3
試験の無効 試験の無効は,JIS G 0404による。
9.4
再試験 再試験は,JIS G 0404による。
10. 表示 管には,結束又は包装木枠に固定するラベルに,次の項目を表示しなければならない。
a) 製造業者の略号
b) 種類(表2参照)
c) 熱処理
11. 保護 管は,表面保護をした状態で受け渡さなければならない。特に協定がない限り,製造業者の標
準保護方法を適用してもよい。
12. 検査文書 注文書に受渡試験が協定されている場合,9.に規定する試験に関連した工場側の証明書を
提出しなければならない。検査文書の種類は,JIS G 0404によらなければならない。
13. 受渡後の苦情 苦情のある場合,製造業者には適切な期限内で苦情を調査する機会が与えられなけれ
ばならない。そのために,対象製品は保管しておかなければならない。
特に,注文者側での使用後に欠陥が現れた場合,その製品をチェックするために提出する。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。