G 7215:2003 (ISO 2937:1974)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日本工
業規格を基礎にした国際規格原案の提案を容易にするために,ISO 2937,Plain end seamless steel tubes for mechanical
applicationを基礎として用いた。
G 7215:2003 (ISO 2937:1974)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 注文書記載事項 ··············································································································· 1
4. 材料 ······························································································································ 2
4.1 製鋼方法 ······················································································································ 2
4.2 脱酸 ···························································································································· 2
5. 製品の製造 ····················································································································· 2
6. 受渡時の製品状態 ············································································································ 2
7. 化学成分 ························································································································ 2
7.1 溶鋼分析 ······················································································································ 2
7.2 製品分析 ······················································································································ 2
8. 機械的性質及び技術的性質 ································································································ 3
8.1 機械的性質 ··················································································································· 3
8.2 溶接性 ························································································································· 3
9. 外観 ······························································································································ 3
10. 寸法及び許容差 ············································································································· 3
10.1 寸法 ··························································································································· 3
10.2 許容差 ························································································································ 4
10.3 真直度 ························································································································ 4
10.4 質量 ··························································································································· 4
10.5 長さ ··························································································································· 4
11. 試験 ···························································································································· 4
11.1 目視検査 ····················································································································· 4
11.2 引張試験 ····················································································································· 4
12. 再試験 ························································································································· 5
13. 検査文書 ······················································································································ 5
14. 表示 ···························································································································· 5
15. 出荷輸送中の保護 ·········································································································· 5
16. 包装 ···························································································································· 5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 7215:2003
(ISO 2937:1974)
機械構造用プレーンエンド継目無鋼管
(ISO仕様)
Plain end seamless steel tubes for mechanical application
(ISO specifications)
序文 この規格は,1974年に第1版として発行されたISO 2937:1974,Plain end seamless steel tubes for
mechanical application を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。
なお,この規格で側線又は点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,機械工業及び一般工業用の熱間仕上げ継目無鋼管(以下,管という。)の特性
について規定する。
この管は,製造したまま又は更に機械加工を行った後に使用することを意図する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 2937:1974,Plain end seamless steel tubes for mechanical application (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
ISO 336,Plain end steel tubes, welded or seamless−General table of dimensions and masses per unit length
参考 ISO 336は現在,ISO 4200に統合されている。
ISO 375,Steel−Tensile testing of tubes
参考 ISO 375は現在,ISO 6892に統合されている。
ISO/R 404,General technical delivery requirements for steel
参考 ISO/R 404は,現在,ISO 404となっている。
ISO 2566/1,Steel−Conversion of elongation values−Part 1:Carbon and low alloy steels
ISO 2605,Steel products for pressure purposes−Quality requirements−Part 2:Wrought seamless tubes
3. 注文書記載事項 鋼管の発注には,この規格の番号を記載し,種類,外径,厚さ,必要量及び定尺が
必要な場合は,その長さを指定しなければならない。
例 JIS G 7215,種類TS 1,外径60.3 mm,厚さ5 mm,…kg
上記の他に,購入者は次の詳細項目を記載しなければならない。
a) 試験の手順
2
G 7215:2003 (ISO 2937:1974)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 提出を必要とする文書
注文者側に,熱処理,表面保護及び包装に関して特別な要求事項がある場合は,それらも記載しなけれ
ばならない。
4. 材料
4.1
製鋼方法 鋼は,平炉,電気炉又は各種転炉法によって製造しなければならない。受渡当事者間の
協定によって,他の製鋼方法を用いてもよい。注文者が要求する場合は,製造業者は使用する製鋼方法を
注文者に通知しなければならない。
4.2
脱酸 TS 1,TS 4及びTS 9は,セミ・キルド鋼でもよい。TS 18及びC 35は,キルド鋼としなけれ
ばならない。
5. 製品の製造 管は,継目なく製造しなければならない。
6. 受渡時の製品状態 管は通常,表3の特性をもつ熱間仕上げ状態で受け渡しする。ただし,受渡当事
者間の協定によって,焼ならし,その他の熱処理を行ってもよい。
7. 化学成分
7.1
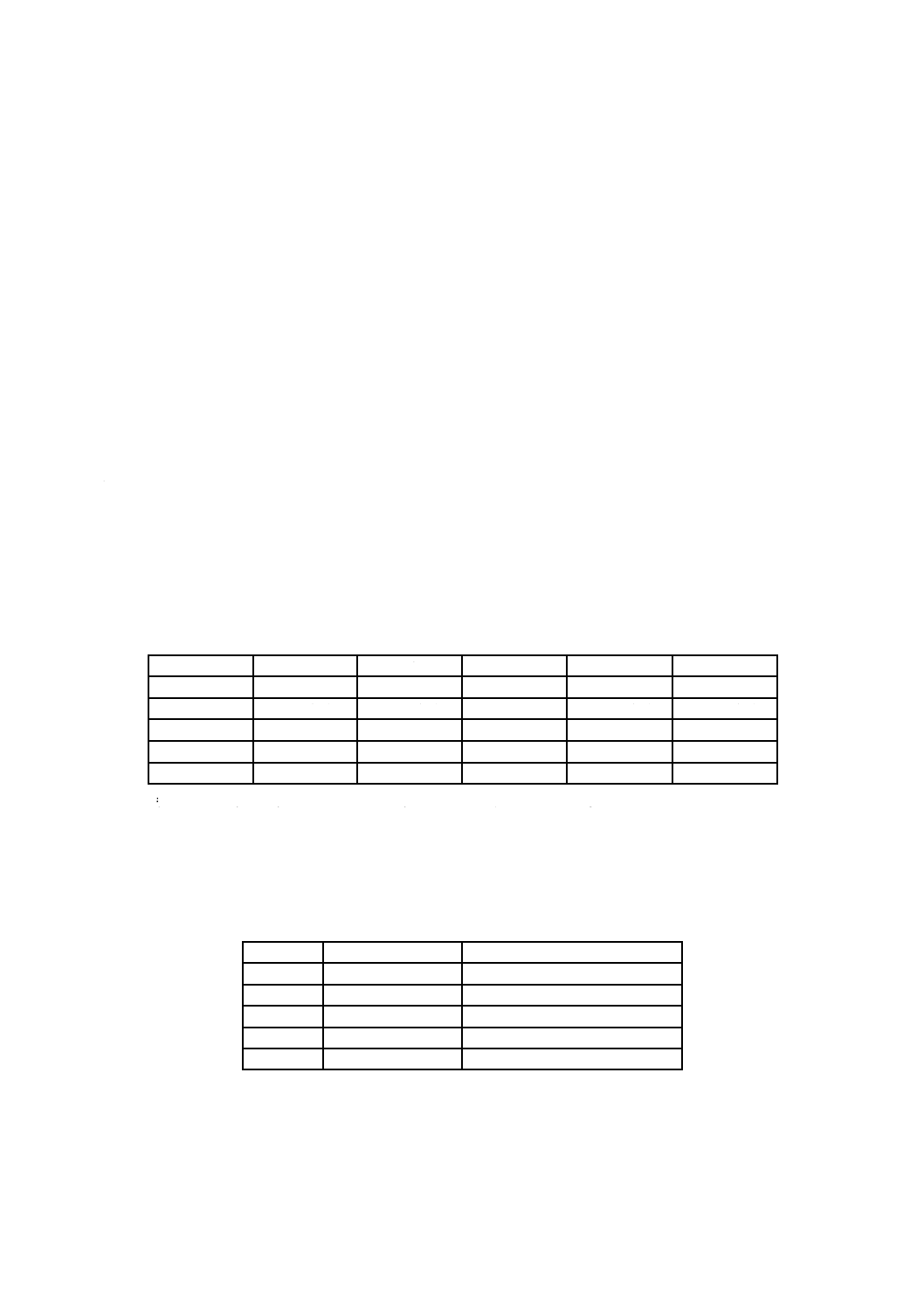
溶鋼分析 鋼は,溶鋼分析を行ったとき,化学成分値は表1によらなければならない。
表 1 化学成分(溶鋼分析)
単位 %
種類
C
Si
Mn
P
S
TS 1
0.16以下
―
0.30〜0.70
0.050以下
0.050以下
TS 4
0.17以下
0.35以下
0.40〜0.80
0.045以下
0.045以下
TS 9
0.21以下
0.35以下
0.40〜1.20
0.045以下
0.045以下
TS 18
0.23以下
0.35以下
0.80〜1.50
0.045以下
0.045以下
C 35
0.23〜0.39
0.15〜0.40
0.50〜0.80
0.035以下
0.035以下
参考1. TS 1,TS 4,TS 9及びTS 18は,ISO 2604に規定されている。
2. C 35は文書ISO/TC 17/SC 4 N 505に記載がある。
7.2
製品分析 製品分析が要求される場合は,表2に示す許容変動値を表1に規定する溶鋼分析値に適
用しなければならない。
表 2 規定化学成分値からの許容変動値
単位 %
元素
規定範囲の上限
規定化学成分からの許容変動値
C
0.40以下
±0.03
Si
0.50以下
±0.05
Mn
2.0以下
±0.10
P
0.050以下
+0.005
S
0.050以下
+0.005
備考 上限及び下限の許容変動値が規定されている元素の場合は,
同一溶鋼からの製品の同一元素に対して,許容変動値の上限
又は下限のいずれかを適用し,両方を適用するものではない。
参考 最大値だけが規定されている元素の場合は,許容変動値は正
だけとする。
3
G 7215:2003 (ISO 2937:1974)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 機械的性質及び技術的性質
8.1
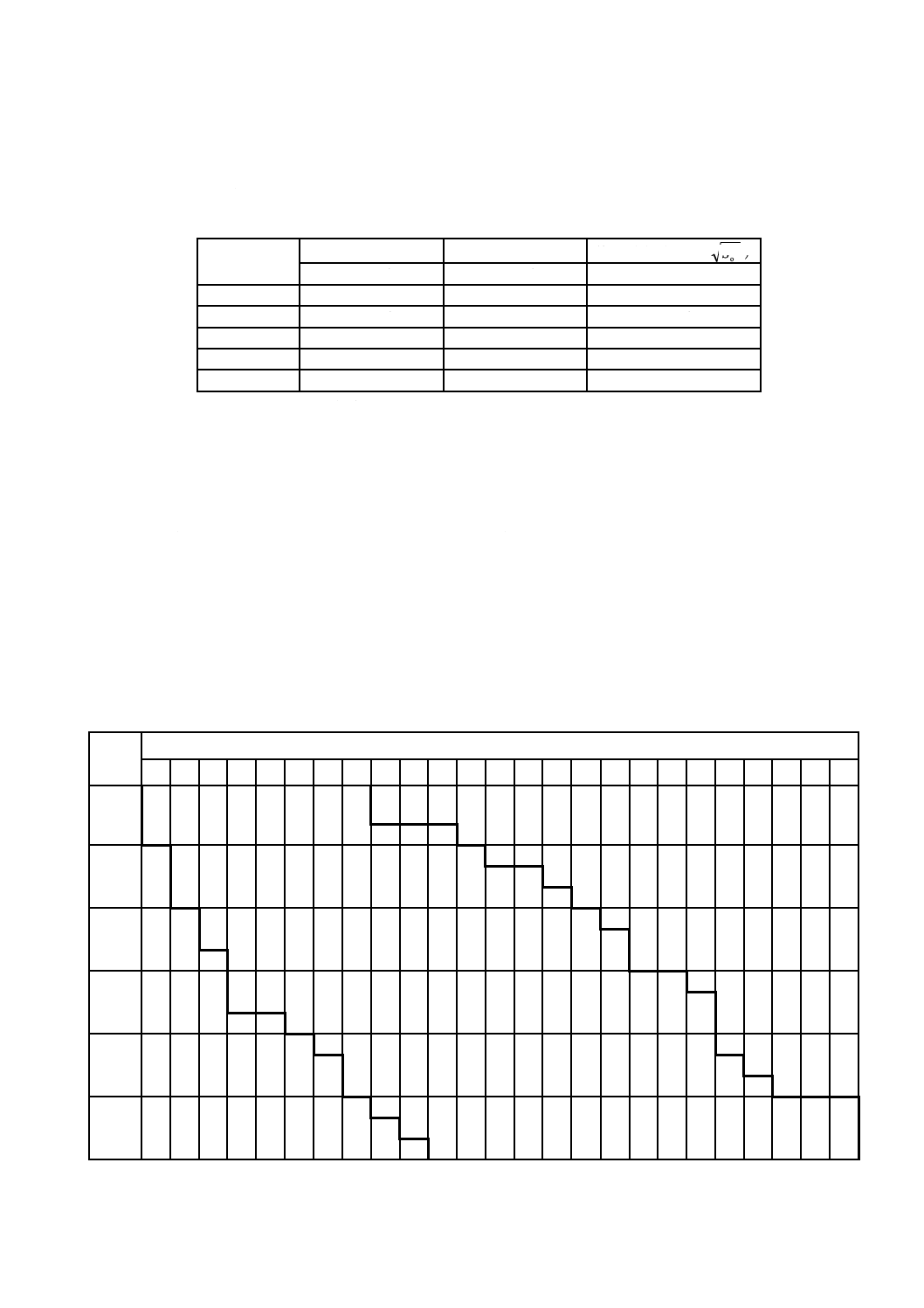
機械的性質 管は,表3の要求事項に適合しなければならない。
表 3 機械的性質
種類
下降伏点(ReL)
引張強さ(Rm)
伸び(A)(対5.65
oS)
N/mm2
N/mm2
%
TS 1
195以上
320〜440
25以上
TS 4
215以上
360〜480
24以上
TS 9
235以上
410〜530
22以上
TS 18
285以上
490〜610
21以上
C 35
275以上
540〜660
20以上
8.2
溶接性 TS 1,TS 4,TS 9及びTS 18は,一般に溶接可能とみなされている。C 35を溶接する場合
は,通常,十分な対策を必要とする。しかし,溶接中及び溶接後の鋼の挙動は鋼の種類によるだけでなく,
鋼管の寸法,溶接条件及びその鋼の最終用途にもよるものであり,これらの鋼の溶接性は,一般に保証さ
れるものではない。
9. 外観 管は,用いた製造工程及び熱処理に応じた仕上げ状態をもっていなければならない。両端部は,
鋼管の中心軸に対して直角に切断し,ばりがあってはならない。表面欠陥,欠陥の修正及び内部欠陥につ
いては,ISO/R 404の8.1,8.2及び8.3による。
10. 寸法及び許容差
10.1 寸法 寸法は,表4によらなければならない。
表 4 公称寸法
単位 mm
外径
D
厚さ a
3.2 3.6 4.0 4.5 5.0 5.4 5.9 6.3 7.1 8.0 8.8 10
11 12.5 16
20
25
30
36
40
45
50
55
60
65
33.7
38
42.4
48.3
60.3
76.1
88.9
101.6
114.3
139.7
168.3
193.7
219.1
244.5
273
323.9
355.6
406.4
4
G 7215:2003 (ISO 2937:1974)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2 許容差
10.2.1 外径 ISOD2による:±1 %ただし,最小±0.5 mm
10.2.2 厚さ
a)
D
a≦3 %の場合,ISOT1による:±15 %
b) 3<Da≦10 %の場合,ISOT2による:±12.5 %
c)
D
a>10 %
ここに,
a:管の厚さ(mm)
D:管の外径(mm)
10.3 真直度 真直度は,鋼管の全長にわたって測定したとき,1 000 mmにつき1.5 mmを超えてはなら
ない。さらに厳しい真直度を受渡当事者間で協定してもよい。
10.4 質量 ISO 336に規定する計算方法で得られる1 m当たりの質量算定値を用い,次の許容差を適用す
る。
鋼管1本当たり:±10 %
積荷重10 t超えに当たり:±7.5 %
10.5 長さ 注文者の特に指定がない限り,管は乱尺で供給する。
定尺が必要な場合は,発注時に注文者がその長さを明確に指定しなければならない。この場合,次の許
容差で供給しなければならない。
長さ6 m以上:150
+
mm
長さ6 m未満:100
+
mm
11. 試験 注文者は,ISO/R 404の4による5種類の評価方法のうち,いずれの方法に従うかを引合い書
及び注文書に示さなければならない。
次の試験を行わなければならない。
− 目視検査
− 引張試験
11.1 目視検査 管は,1本ごとに目視検査を行わなければならない。
11.2 引張試験
11.2.1 供試材の採り方及び試験片の数 試験片は,次の試験頻度に応じて鋼管端部から切り取った供試材
から採取しなければならない。
− 外径D 101.6 mm未満の場合:鋼管400本のバッチにつき試験1回
− 外径D 101.6 mm以上の場合:鋼管200本のバッチにつき試験1回
鋼管の本数がそれぞれ,400本未満又は200本未満の場合は,その本数を1バッチとして扱わなければ
ならない。
このバッチは,同一寸法,同一種類及び同一熱処理条件の鋼管についての適切な本数とし,試験のため
に任意に採取する規定本数の鋼管が,そのバッチ全体を適切に代表する都合のよいものとする。
試験用に選択した各鋼管から,それぞれ試験片1個を採取しなければならない。
D 168.3以下の場合,ISOT2による:±12.5 %
D 168.3を超える場合,ISOT3による:±10 %
5
G 7215:2003 (ISO 2937:1974)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片は,製造業者の選択によって長手方向又は周方向から採取してもよく,その寸法は,ISO 375に
適合しなければならない。
11.2.2 手順 引張試験は,室温において,ISO 375に従って行わなければならない。引張強さ(Rm),下
降伏点(ReL)及び伸び(A)を測定し,測定した値が表3の値に適合しなければならない。
伸び値は,標点距離5.65
O
Sを基準にして表記する。他の標点距離を用いた場合は,ISO 2566-1を参
照して,5.65
O
Sに対応する伸び値を求める。係争の場合は,標点距離5.65
O
Sを用いなければならな
い。
12. 再試験 ISO/R 404の6.5及び7.6による。
13. 検査文書 注文者は,ISO/R 404の4に認められている検査文書のうちのいずれかを要求するか,引
合い時及び発注時に指定しなければならない。
14. 表示
a) 鋼管には,次の項目を明確に表示しなければならない。
1) 製造業者の記号
2) 種類の記号
b) 結束状態で受渡しされる小径の鋼管の場合,a)の項目は,結束又は包装木枠に固定するラベルに表示
してもよい。
15. 出荷輸送中の保護 受渡当事者間の協定がない限り,管は保護処置なし又は製造業者基準の保護標準
に従って供給してもよい。
16. 包装 包装については,受渡当事者間の協定によらなければならない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。