2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 5511-1991
鉄系低熱膨張鋳造品
Low thermal expansive Fe-alloy castings
1. 適用範囲 この規格は,50〜100℃間の平均線膨張係数が7.0×10-6/℃以下の鉄系低熱膨張鋳造品(以
下,鋳造品という。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0407 鋳鉄品普通許容差
JIS B 0412 鋳鋼品普通許容差
JIS G 5101 炭素鋼鋳鋼品
JIS G 5501 ねずみ鋳鉄品
JIS G 5502 球状黒鉛鋳鉄品
JIS Z 2241 金属材料引張試験方法
JIS Z 8401 数値の丸め方
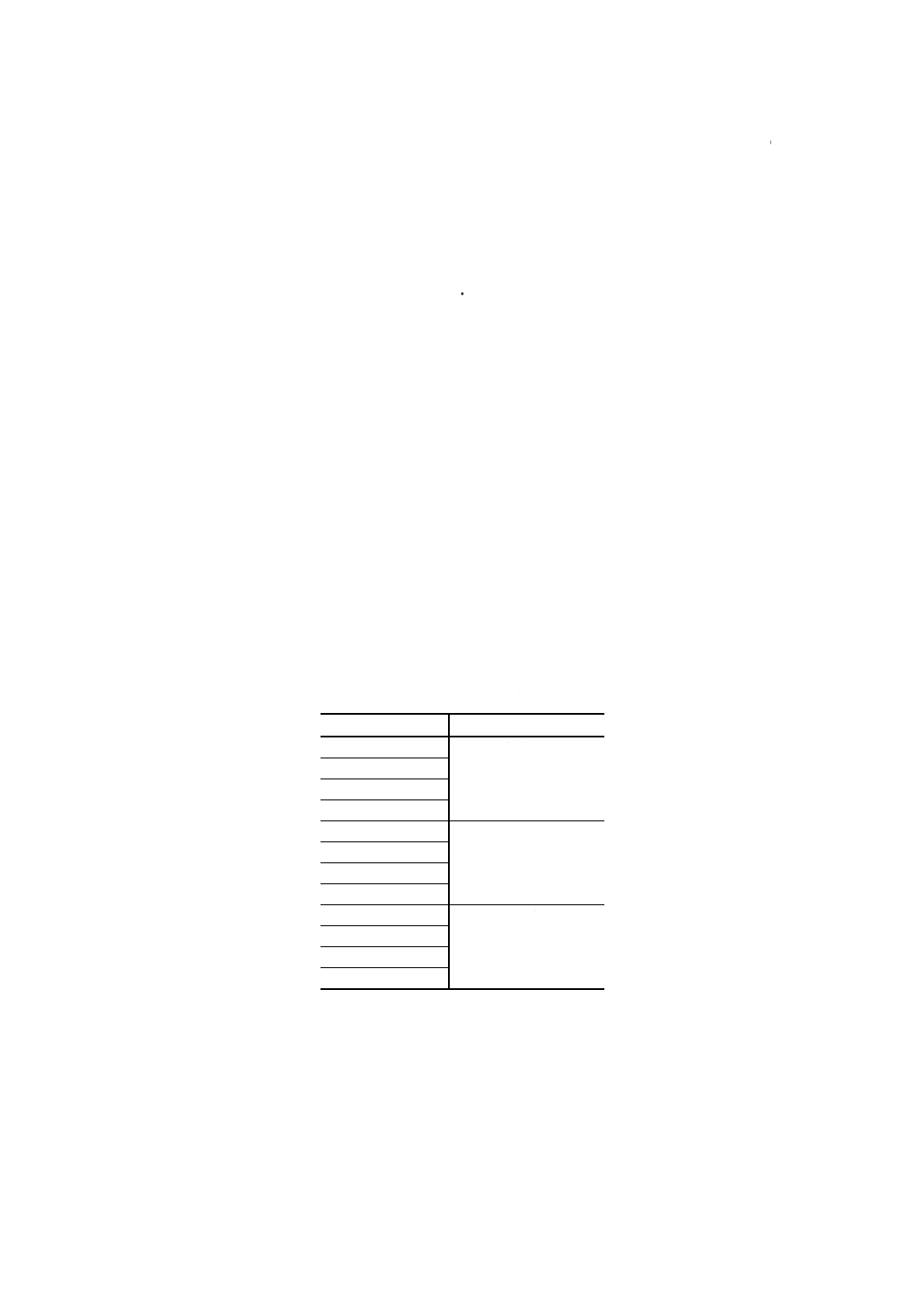
2. 種類の記号及び分類 鋳造品の種類の記号及び分類は,表1による。
表1 種類の記号及び分類
種類の記号
分類
SCLE1
鋳鋼系
SCLE2
SCLE3
SCLE4
FCLE1
ねずみ鋳鉄系
FCLE2
FCLE3
FCLE4
FCDLE1
球状黒鉛鋳鉄系
FCDLE2
FCDLE3
FCDLE4
3. 化学成分 鋳造品は,特に必要がある場合,10.4の試験を行い,その化学成分は,受渡当事者間の協
定による。
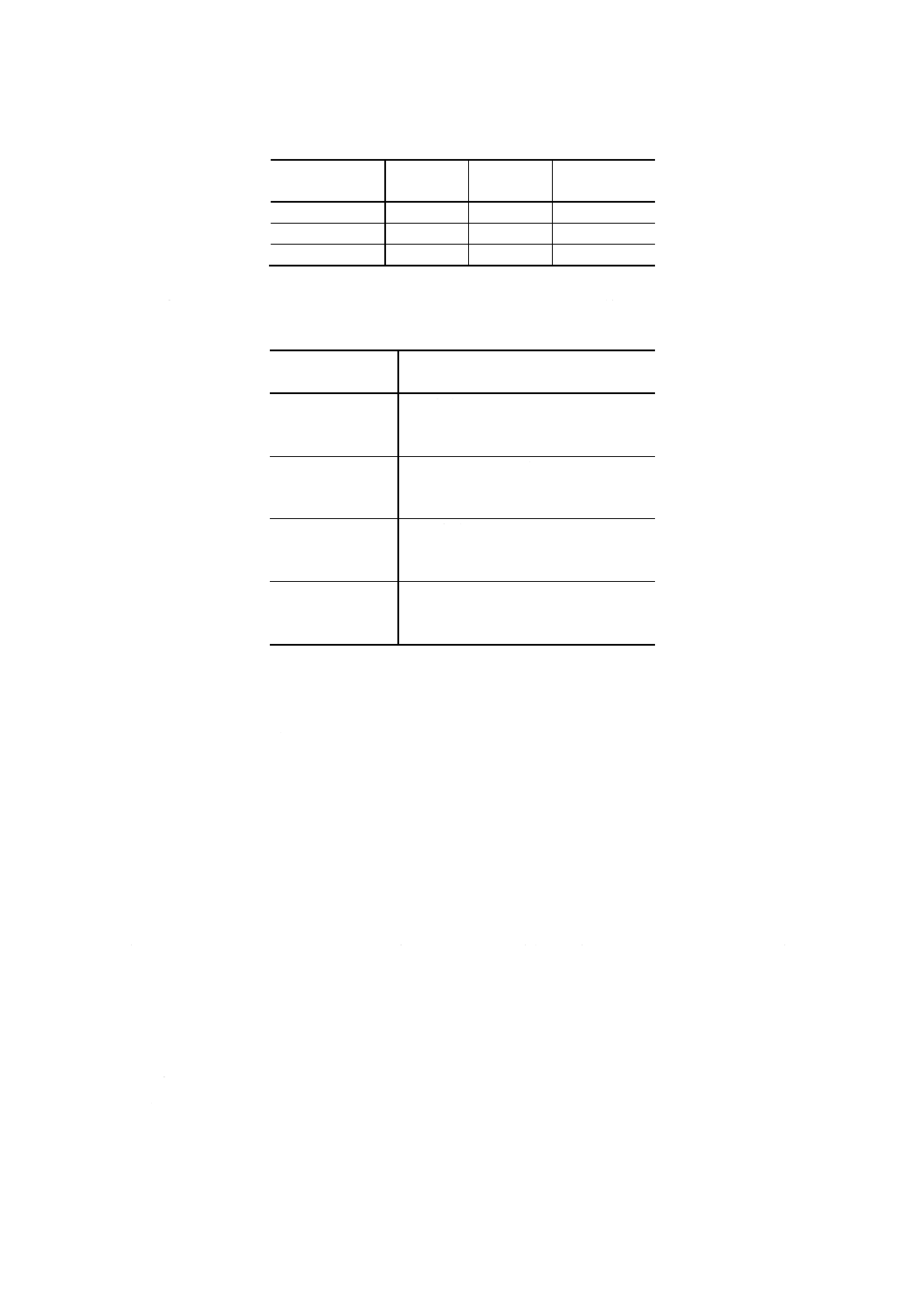
4. 機械的性質 鋳造品は,必要がある場合,10.5の試験を行い,その機械的性質は,参考値とする(参
考表1参照。)。
2
G 5511-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表1 機械的性質
分類
耐力
N/mm2
引張強さ
N/mm2
伸び
%
鋳鋼系
180以上
370以上
10以上
ねずみ鋳鉄系
−
120以上
−
球状黒鉛鋳鉄系
200以上
370以上
7以上
5. 平均線膨張係数 鋳造品は,10.6の試験を行い,50〜100℃間の平均線膨張係数は,表2による。
表2 平均線膨張係数
種類の記号
50〜100℃間の平均線膨張係数
(×10−6/℃)
SCLE1
1.0以下
FCLE1
FCDLE1
SCLE2
1.0を超え 3.0以下
FCLE2
FCDLE2
SCLE3
3.0を超え 5.0以下
FCLE3
FCDLE3
SCLE4
5.0を超え 7.0以下
FCLE4
FCDLE4
6. 内部の健全性 鋳造品の内部には,使用上有害な鋳巣などがあってはならない。
7. 形状,寸法,質量及び許容差 鋳造品の形状・寸法は,図面で指定するものとし,長さ及び肉厚の鋳
放し寸法の普通許容差及び抜けこう配は,特に注文者の指定がない場合,鋳鋼系はJIS B 0412,ねずみ鋳
鉄系及び球状黒鉛鋳鉄系はJIS B 0407の表1(長さの普通許容差)及び表2(肉厚の普通許容差)の精級
又は並級並びに表3(抜けこう配を与えるための寸法A)による。
8. 外観 鋳造品の外観は,使用上有害なきず,鋳巣などがあってはならない。
9. 製造方法 鋳造品の製造方法は,次による。
(1) 鋳造品は,キュポラ,電気炉,その他適当な炉によって溶解し,鋳造する。ただし,球状黒鉛鋳鉄系
は,黒鉛を球状化するための処理を行った後,鋳造する。
(2) 鋳造品は,受渡当事者間の協定によって,応力除去焼なまし,その他の熱処理を行うことができる。
10. 試験
10.1 試験場所 試験場所は,原則として,当該製造所とする。
10.2 バッチの構成 バッチの構成は,ねずみ鋳鉄系はJIS G 5501の8.2(バッチの構成),球状黒鉛鋳鉄
系はJIS G 5502の10.2(バッチの構成)による。ただし,鋳鋼系は,特に規定しない。
3
G 5511-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 供試材 供試材は,鋳鋼系はJIS G 5101の10.3(機械試験),ねずみ鋳鉄系はJIS G 5501の8.4.1(供
試材),球状黒鉛鋳鉄系はJIS G 5502の10.4(供試材)による。
10.4 分析試験
10.4.1 分析試料 分析試料は,原則として,1バッチごとにとりべから採る。
なお,注文者の要求によって,製品から試料を採る場合は,受渡当事者間の協定による。
10.4.2 分析方法 分析方法は,日本工業規格による鉄及び鋼中の各元素分析方法による。
10.5 引張試験 引張試験方法は,JIS Z 2241による。
なお,引張試験片は,鋳鋼系はJIS G 5101の10.3(機械試験),ねずみ鋳鉄系はJIS G 5501の8.4.2(試
験片),球状黒鉛鋳鉄系はJIS G 5502の10.6.1(試験片)による。
10.6 熱膨張試験
10.6.1 適用 この熱膨張試験の方法は,溶融石英製熱膨張計による鉄系低熱膨張鋳造品の室温から150℃
における線膨張の測定に適用する。
10.6.2 測定装置 測定装置は,変位計と温度制御部で構成し,次による。
(1) 変位計の検出感度 変位計は,試料の0.1μmの変位(試料の伸び)を検出できるものとする。
なお,変位の検出感度は,マイクロメータによって校正しておかなければならない。
(2) 昇温速度の制御機能 昇温は電気炉を用いて行い,昇温速度が一定となるように制御できる機能が具
備されているものを使用する。
(3) 温度の測定 温度は,試料の温度又は試料表面に近接した位置の温度を熱電対によって測定する。
(4) 温度の校正 温度の校正は,実際の試験と同じ条件(雰囲気及び昇温速度)で,純物質の融解現象を
検出する方法で行う。この場合,10g程度のおもりを用いて純物質を圧縮する。加熱時に検出する伸
びの変位から温度を校正する。
(5) 標準試料 標準試料として,試料の長さと同じ長さ(20mmが標準)で平均線膨張係数が既知の石英
を使用する。
10.6.3 試料 試料の数は,予備を除いて1個とし,試料の形状及び寸法は,測定装置によってそれぞれ決
定する。ただし,丸棒(直径5mm,長さ20mm)を標準とし,両端面の平行が保てる試料であれば角材で
もよい。
10.6.4 手順 手順は,次による。
(1) 測定装置への試料の装着 試料を洗浄し,室温における試料の長さをマイクロメータによって測定し
ておき,熱膨張計の接触面との間に異物がないように組み込む。この場合,試料のすわりが良いよう
に注意する。熱電対は,試料内の中央部にセットし,試料内に熱電対がセットできない場合は,熱電
対の先端を試料の表面に近接した位置になるようにする。次に,検出棒が安定して接触するように伸
び計を装着する。
(2) 測定温度範囲 室温から150℃までの測定を標準とし,50℃,100℃及び150℃における試料の伸びを
記録する。
なお,この測定温度範囲は,必要がある場合,受渡当事者間の協定によって変更することができる。
(3) 測定雰囲気 大気中で測定する。
なお,雰囲気の影響が懸念される場合は,不活性ガス雰囲気(流入又は置換)中,又は真空中で測
定する。
(4) 昇温速度 3℃/min以下の昇温速度で昇温させ,伸びを測定する。
(5) 測定回数 5回の測定を標準とする。
4
G 5511-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.6.5 平均線膨張係数の算出 平均線膨張係数の算出は,50℃及び100℃において検出された変位(伸び)
を用い,次の式による。これを50〜100℃間の平均線膨張係数とする。
なお,数値は,10−8のけたまで計算し,JIS Z 8401によって丸める。
Q
Q
L
L
L
α
α
+
∆
−
∆
=
−
−
)
50
100
(0
100
50
ここに,
α50−100: 50〜100℃間の試料の平均線膨張係数 ( /℃)
∆L: 50〜100℃間の試料の伸び (mm)
∆LQ: 50〜100℃間の標準試料の伸び (mm)
L0: 室温における試料の長さ (mm)
αQ: 50〜100℃間における溶融石英の平均線膨張係数
( /℃)
備考 ∆L−∆LQは,試料と標準試料との示差伸びに相当する。
10.6.6 再試験 再試験は,次による。
(1) 試料の仕上げ不良,きず又は鋳巣が試験成績に影響を及ぼしたと判断されるときは,その試験を無効
とし,予備の試料によって再試験を行うことができる。
(2) 試験の成績が規定の値に適合しない場合は,予備の試料を用いて再試験を行うことができる。この場
合,試料の数は2個とし,その成績がすべて規定に適合しなければならない。
11. 検査 鋳造品の検査は,次による。
(1) 平均線膨張係数は,5.に適合しなければならない。
(2) 内部の健全性は,6.に適合しなければならない。
(3) 形状,寸法及び質量は,7.に適合しなければならない。
(4) 外観は,8.に適合しなければならない。
(5) 鋳造品は,検査前に塗装その他検査の妨げとなるどのような処理も行ってはならない。
(6) 注文者は,特殊な検査を指定することができる。この場合,試験方法及び合否判定基準は,あらかじ
め受渡当事者間で協定する。
12. 表示 検査に合格した鋳造品には,製品又は1包装ごとに次の事項を表示する。ただし,注文者の承
認を得たときは,その一部を省略することができる。
(1) 種類の記号
(2) 製造業者名又はその略号
(3) 製造番号
13. 報告 製造業者は,注文者の要求がある場合,製造番号を記載した試験成績書を提出する。
5
G 5511-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ニューマテリアルセンター 熱膨張率測定方法JIS原案作成委員会 構成表
氏名
所属
(主査)
中 村 幸 吉
近畿大学
(幹事)
生 井 亨
科学技術庁金属材料技術研究所
大 城 桂 作
九州大学
旗 手 稔
近畿大学
滑 川 剛 三
財団法人素形材センター
井 上 瞬 哉
久保田鉄工株式会社
榎 本 新 一
株式会社榎本鋳工所
井 上 純
住友金属工業株式会社
松 田 行 雄
株式会社神戸鋳鉄所
辻 村 太 郎
財団法人鉄道総合技術研究所
武 蔵 耕 治
池貝鉄工株式会社
日 野 春 樹
川崎重工業株式会社
馬 来 義 弘
日産自動車株式会社
松 尾 國 彦
株式会社栗本鉄工所
森 本 庄 吾
株式会社日立製作所
吉 田 千 里
株式会社神戸製鋼所
中 村 信 隆
セイコー電子工業株式会社
半 田 卓 雄
日本鋳造株式会社
浅 井 忠
ヤマザキマザック株式会社
福 島 豊 明
株式会社島津製作所
持 田 英 樹
株式会社牧野フライス
河 合 克 巳
株式会社ツガミ
早 川 順
ジャパックス株式会社
桃 田 道 彦
理学電機株式会社
津 金 秀 幸
工業技術院標準部
(事務局)
後 藤 康 夫
財団法人大阪科学技術センター付属ニュ
ーマテリアルセンター
脇 坂 啓 司
財団法人大阪科学技術センター付属ニュ
ーマテリアルセンター