G 4802:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 1
4 製造方法························································································································· 2
5 化学成分························································································································· 2
5.1 溶鋼分析値 ··················································································································· 2
5.2 製品分析値 ··················································································································· 3
6 硬さ······························································································································· 3
7 鋼質······························································································································· 4
8 寸法及びその許容差 ·········································································································· 4
8.1 寸法の表し方 ················································································································ 4
8.2 厚さの許容差 ················································································································ 4
8.3 幅の許容差 ··················································································································· 5
8.4 切板の長さの許容差 ······································································································· 5
9 横曲がり························································································································· 6
10 塗油 ····························································································································· 6
11 外観 ····························································································································· 6
12 試験 ····························································································································· 7
12.1 分析試験 ····················································································································· 7
12.2 硬さ試験 ····················································································································· 7
12.3 鋼質試験 ····················································································································· 7
13 検査及び再検査 ·············································································································· 7
13.1 検査 ··························································································································· 7
13.2 再検査 ························································································································ 8
14 表示 ····························································································································· 8
15 注文時の確認事項 ··········································································································· 8
16 報告 ····························································································································· 8
附属書JA(参考)調質記号R(冷間圧延のまま)の場合の硬さ ···················································· 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 10
G 4802:2019
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
日本鉄鋼連盟(JISF)から,産業標準原案を添えて日本産業規格を改正すべきとの申出があり,日本産業
標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これによって,JIS G 4802:2011
は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
G 4802:2019
ばね用冷間圧延鋼帯
Cold-reduced steel strip for springs
序文
この規格は,2007年に第3版として発行されたISO 4960を基とし,技術的内容を変更して作成した日
本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,主として薄板ばね及びぜんまいばねに使用される鋼帯(以下,鋼帯という。)及び鋼帯から
せん断した鋼板(以下,切板という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4960:2007,Cold-reduced carbon steel strip with a mass fraction of carbon over 0.25 %(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0553 鋼のマクロ組織試験方法
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 0558 鋼の脱炭層深さ測定方法
JIS Z 2244 ビッカース硬さ試験−試験方法
注記 対応国際規格:ISO 6507-1,Metallic materials−Vickers hardness test−Part 1: Test method(MOD)
3
種類及び記号
鋼帯及び切板の種類は9種類とし,種類の記号は表1による。
2
G 4802:2019
表1−種類の記号
種類の記号
S45C-CSP
S50C-CSP
S55C-CSP
S60C-CSP
S65C-CSP
S70C-CSP
SK85-CSP
SK95-CSP
SUP10-CSP
4
製造方法
製造方法は,次による。
a) 鋼帯は,熱間圧延した後に冷間圧延を行い,必要に応じて冷間圧延後に熱処理を行う。調質区分及び
調質記号は,表2による。
表2−調質区分及び調質記号
調質区分
調質記号
焼なまし
A
冷間圧延のまま
R
焼入焼戻し
H
オーステンパ
B
b) 調質記号A及びRの鋼帯及び切板は,特に指定のない場合,適度に滑らかな表面をもつロールで圧延
するブライト仕上げとする。調質記号H及びBの鋼帯及び切板の表面仕上げは,受渡当事者間の協定
による。
5
化学成分
5.1
溶鋼分析値
鋼帯及び切板は,12.1によって試験を行い,その溶鋼分析値は,表3及び表4による。表3及び表4に
記載されていない元素及び“−”と記載されている元素は,受渡当事者間の協定がない限り,溶鋼を仕上
げる目的以外に意図的に添加してはならない。
3
G 4802:2019
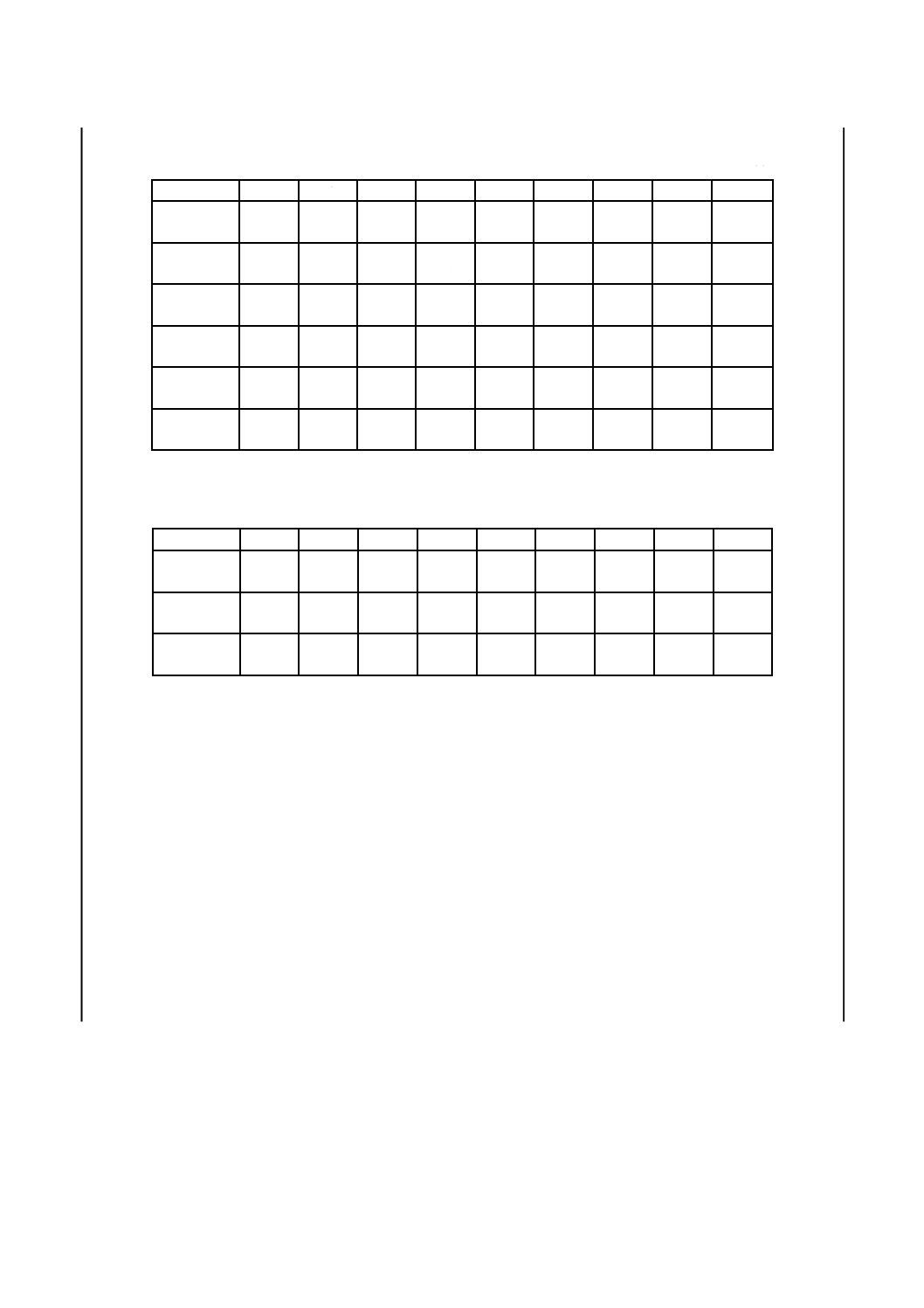
表3−化学成分(SxxC-CSPの場合)
単位 %
種類の記号
C
Si
Mn
P
S
Cu
Ni
Cr
Ni+Cr
S45C-CSP
0.42〜
0.48
0.15〜
0.35
0.60〜
0.90
0.030
以下
0.035
以下
0.30
以下
0.20
以下
0.20
以下
0.35
以下
S50C-CSP
0.47〜
0.53
0.15〜
0.35
0.60〜
0.90
0.030
以下
0.035
以下
0.30
以下
0.20
以下
0.20
以下
0.35
以下
S55C-CSP
0.52〜
0.58
0.15〜
0.35
0.60〜
0.90
0.030
以下
0.035
以下
0.30
以下
0.20
以下
0.20
以下
0.35
以下
S60C-CSP
0.55〜
0.65
0.15〜
0.35
0.60〜
0.90
0.030
以下
0.035
以下
0.30
以下
0.20
以下
0.20
以下
0.35
以下
S65C-CSP
0.60〜
0.70
0.15〜
0.35
0.60〜
0.90
0.030
以下
0.035
以下
0.30
以下
0.20
以下
0.20
以下
0.35
以下
S70C-CSP
0.65〜
0.75
0.15〜
0.35
0.60〜
0.90
0.030
以下
0.035
以下
0.30
以下
0.20
以下
0.20
以下
0.35
以下
表4−化学成分(SKxx-CSP及びSUP10-CSPの場合)
単位 %
種類の記号
C
Si
Mn
P
S
Cu
Ni
Cr
V
SK85-CSP
0.80〜
0.90
0.35
以下
0.50
以下
0.030
以下
0.030
以下
0.25
以下
0.25
以下
0.30
以下
−
SK95-CSP
0.90〜
1.00
0.35
以下
0.50
以下
0.030
以下
0.030
以下
0.25
以下
0.25
以下
0.30
以下
−
SUP10-CSP
0.47〜
0.55
0.15〜
0.35
0.65〜
0.95
0.035
以下
0.035
以下
0.30
以下
−
0.80〜
1.10
0.15〜
0.25
5.2
製品分析値
注文者の要求によって鋼帯及び切板の製品分析を行う場合,12.1によって試験を行い,表3及び表4に
対する許容変動値は,JIS G 0321の表3[炭素鋼鋼材の製品分析の許容変動値(2)]による。ただし,
SUP10-CSPの許容変動値は,JIS G 0321の表4(合金鋼鋼材の製品分析の許容変動値)による。
6
硬さ
鋼帯及び切板の硬さは,12.2によって試験を行い,次による。
a) 調質記号Aの硬さは,表5による。
b) 調質記号Rの硬さは,規定しない。
注記 参考として,調質記号Rの硬さを附属書JAに示す。
c) 調質記号H及びBの硬さは,表6の範囲内の値を注文者が指定する。注文者の指定値に対する硬さの
許容差は,±20 HVとする。
4
G 4802:2019
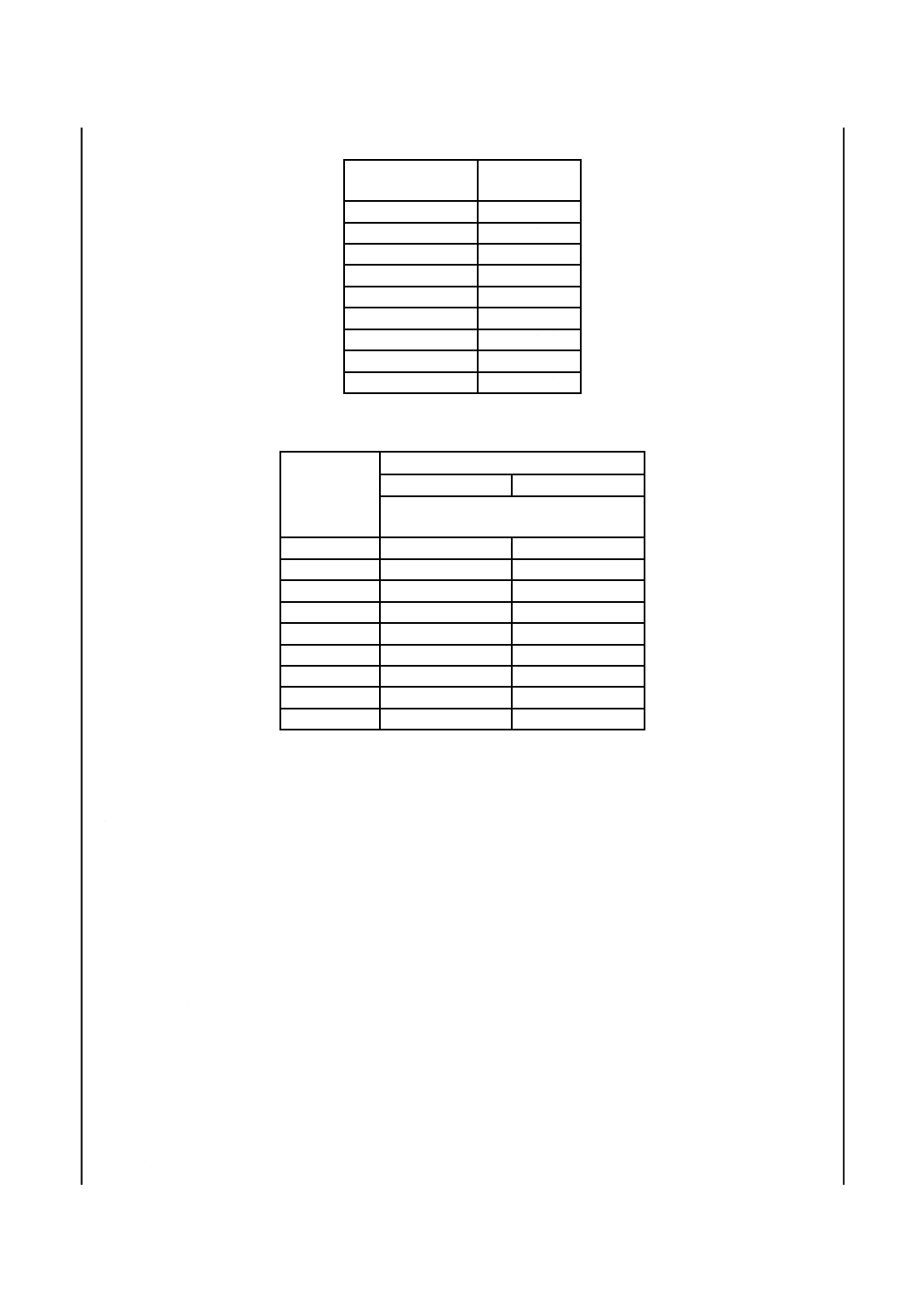
表5−硬さ(調質記号Aの場合)
種類の記号
硬さ
HV
S45C-CSP
170以下
S50C-CSP
180以下
S55C-CSP
180以下
S60C-CSP
190以下
S65C-CSP
190以下
S70C-CSP
190以下
SK85-CSP
190以下
SK95-CSP
200以下
SUP10-CSP
190以下
表6−硬さ(調質記号H及びBの場合)
種類の記号
調質記号
H
B
硬さ
HV
S45C-CSP
−
−
S50C-CSP
−
360〜440
S55C-CSP
350〜450
360〜440
S60C-CSP
350〜500
360〜440
S65C-CSP
350〜550
−
S70C-CSP
350〜550
−
SK85-CSP
350〜600
−
SK95-CSP
400〜600
−
SUP10-CSP
−
−
7
鋼質
鋼質は,12.3によって試験を行い,次による。
a) 顕微鏡組織 調質記号Aの鋼帯及び切板は,網目状炭化物の残留があってはならない。顕微鏡組織の
評価基準は,必要な場合,受渡当事者間の協定による。
注記 評価基準の例として,JIS G 3507-2の付図1(球状化組織の程度)などがある。
b) 非金属介在物,偏析及び脱炭層 鋼帯及び切板は,使用上有害となる程度の非金属介在物,偏析及び
脱炭層があってはならない。非金属介在物,偏析及び脱炭層の評価基準は,必要な場合,受渡当事者
間の協定による。
8
寸法及びその許容差
8.1
寸法の表し方
鋼帯の寸法は,厚さ及び幅をミリメートル(mm)で表す。切板の寸法は,厚さ,幅及び長さをミリメ
ートル(mm)で表す。
8.2
厚さの許容差
鋼帯及び切板の標準厚さ及び厚さの許容差は,表7による。厚さの許容差は,鋼帯及び切板の縁(幅方
向端部)から10 mm以上内側に適用する。
5
G 4802:2019
幅80 mm未満の場合,注文者は許容差ETを指定してもよい。この場合,注文者は,許容差ETを適用
する幅方向の範囲を指定してもよい。
幅600 mm以上の鋼帯及び切板の厚さの許容差は,受渡当事者間の協定による。
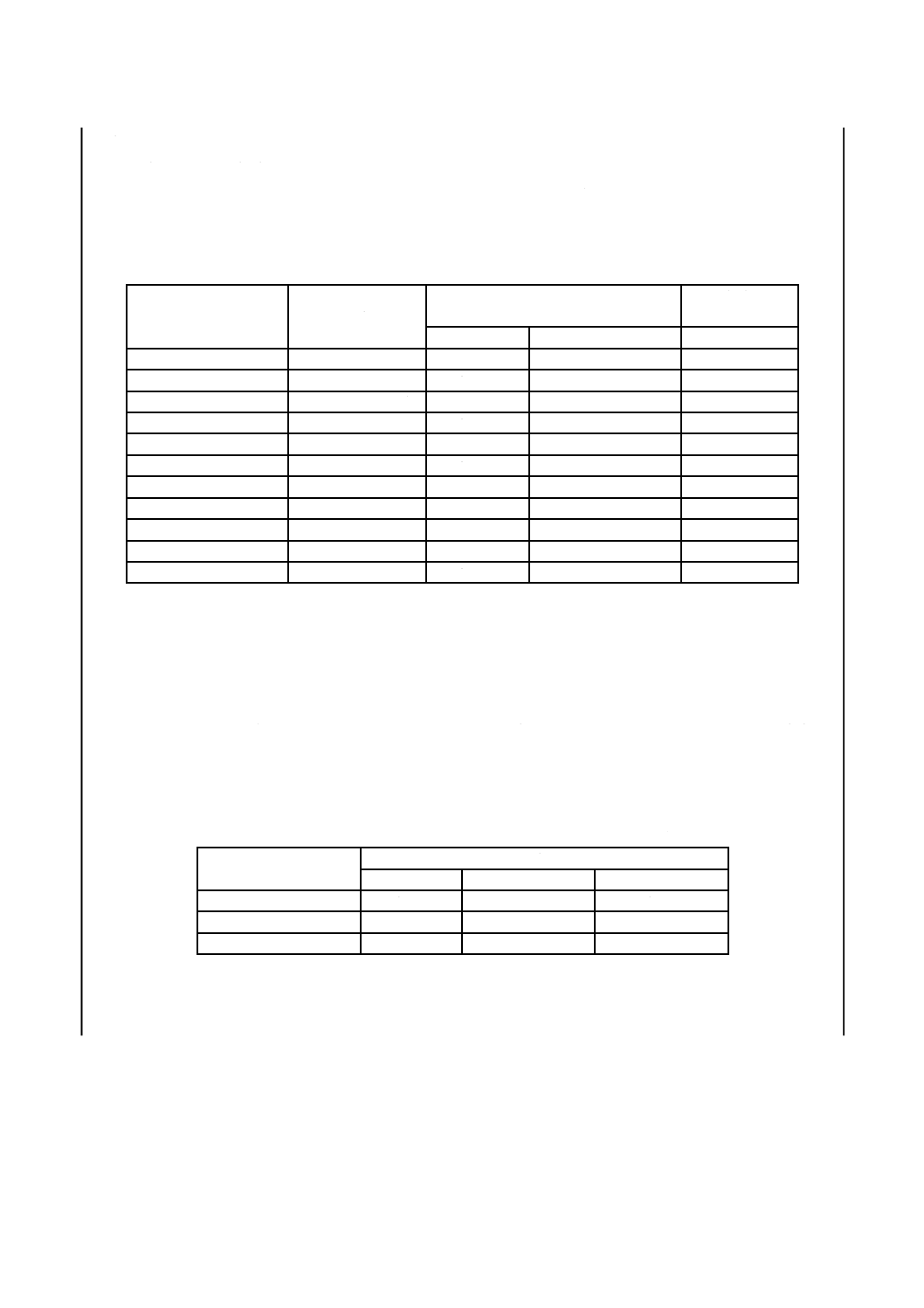
表7−標準厚さ及び厚さの許容差
単位 mm
標準厚さ
厚さ
許容差
許容差ET
(記号ET)
幅200未満
幅200以上600未満
幅80未満
−
0.10未満
±0.008
−
±0.006
0.10 0.12
0.10以上0.15未満
±0.010
−
±0.008
0.15 0.20
0.15以上0.25未満
±0.015
±0.020
±0.010
0.25 0.28 0.30 0.35
0.25以上0.40未満
±0.020
±0.025
±0.015
0.40 0.45 0.50 0.55
0.40以上0.60未満
±0.025
±0.030
±0.020
0.60 0.70 0.80
0.60以上0.90未満
±0.030
±0.040
±0.025
0.90 1.00 1.10
0.90以上1.20未満
±0.040
±0.050
±0.035
1.20 1.40
1.20以上1.60未満
±0.050
±0.060
−
1.60 1.80 2.00
1.60以上2.10未満
±0.055
±0.070
−
2.20 2.50 2.80
2.10以上3.00未満
±0.065
±0.080
−
3.00 3.50 4.00
3.00以上4.00以下
±0.080
±0.090
−
8.3
幅の許容差
調質記号A及びRのスリットエッジ材の場合,鋼帯及び切板の幅の許容差は,表8による。調質記号A
及びRのスリットエッジ材以外の場合,並びに調質記号H及びBの場合,鋼帯及び切板の幅の許容差は,
受渡当事者間の協定による。
厚さ0.25 mm未満の鋼帯及び切板,又は幅600 mm以上の鋼帯及び切板の幅の許容差は,受渡当事者間
の協定による。
表8−幅の許容差
単位 mm
厚さ
幅
80未満
80以上200未満
200以上600未満
0.25以上0.60未満
±0.10
±0.15
±0.25
0.60以上1.20未満
±0.15
±0.20
±0.30
1.20以上4.00以下
±0.20
±0.25
±0.40
8.4
切板の長さの許容差
切板の長さの許容差は,表9による。
6
G 4802:2019
表9−切板の長さの許容差
単位 mm
長さ
幅
200未満
200以上
2 000未満
+5
0
+10
0
2 000以上
4 000未満
+10
0
+15
0
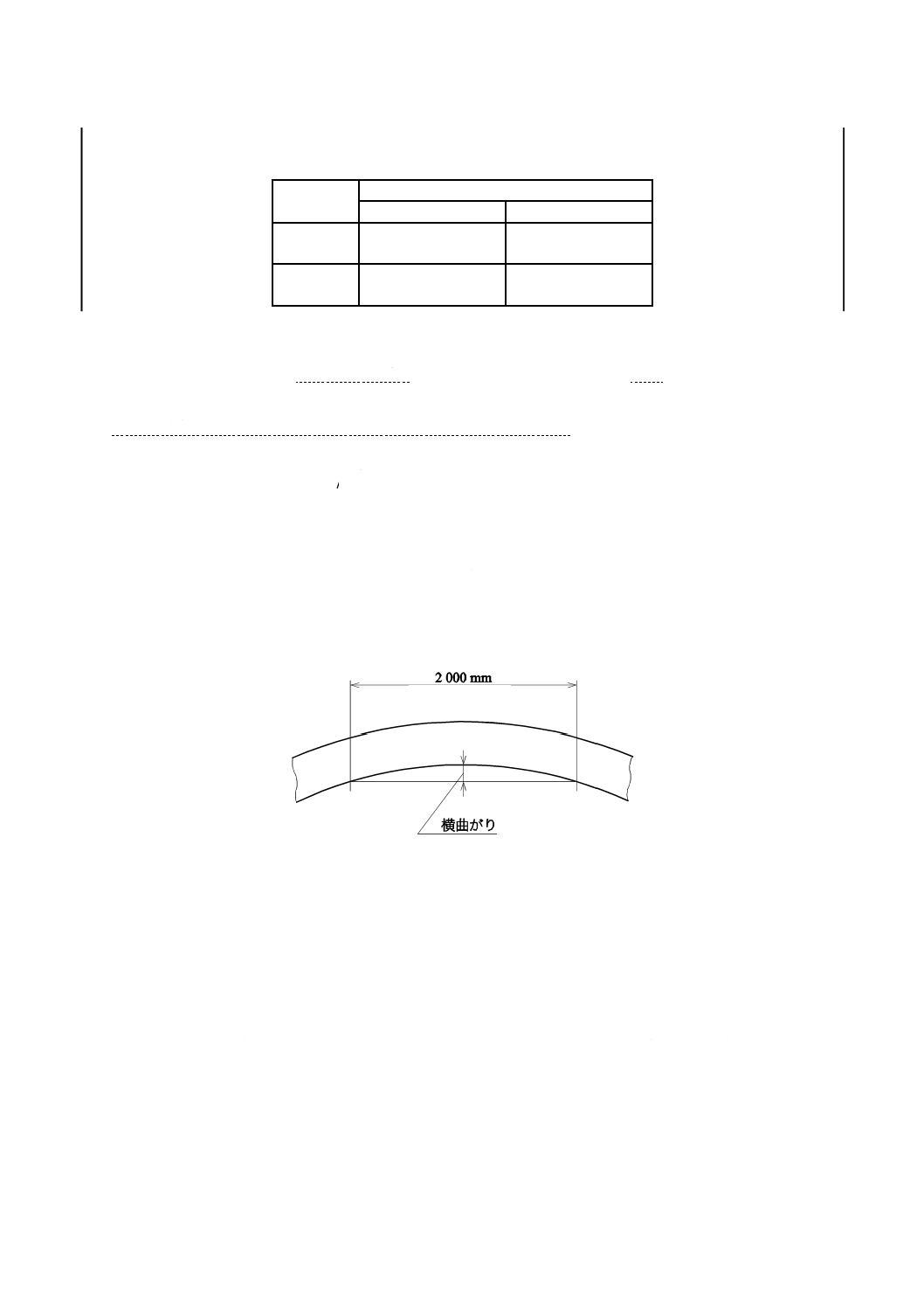
9
横曲がり
横曲がりは,任意の長さ2 000 mmにつき4 mm以下とし,鋼帯の先後端1 000 mmには適用しない。た
だし,幅80 mm未満の場合,横曲がりは受渡当事者間の協定による。
なお,長さが2 000 mm未満の切板の横曲がりは,次の式による。
(
)
1
2
1
2
2
C
l
l
C
×
≦
ここに,
C2: 横曲がり(mm)
C1: 4 mm
l2: 切板の長さ(mm)
l1: 2 000 mm
横曲がりの測定は,図1による。
図1−横曲がりの測定
10
塗油
鋼帯及び切板は,注文者から指定のない場合,塗油する。
11
外観
鋼帯及び切板は,表面が滑らかで,使用上有害となる程度の欠点があってはならない。ただし,鋼帯は,
一般に検査によって全長にわたっての欠点の検出は困難であり,また,欠点を除去する機会がないため,
若干の欠点を含むことがある。
注記 欠点には,孔,ラミネーション,ひずみ,さび,表面きず,耳割れ,酸化皮膜などがある。
(任意の位置)
7
G 4802:2019
12
試験
12.1
分析試験
12.1.1
一般事項
分析試験の一般事項は,JIS G 0404の箇条8(化学成分)による。
12.1.2
分析用試料の採り方
分析用試料の採り方は,次による。
a) 溶鋼分析 溶鋼分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。
b) 製品分析 製品分析用試料の採り方は,JIS G 0321の箇条4(製品分析用試料)による。
12.1.3
分析方法
溶鋼分析は,JIS G 0320によって行い,製品分析は,JIS G 0321によって行う。
12.2
硬さ試験
12.2.1
一般事項
硬さ試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。ただし,供
試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類とする。
12.2.2
供試材の採り方及び試験片の数
硬さ試験の供試材は,同一溶鋼,同一調質区分及び同一寸法ごとに1個以上採り,供試材1個から試験
片1個を採取する。
12.2.3
試験方法
試験方法は,JIS Z 2244による。硬さの測定は,それぞれの試験片の1か所以上を測定する。
12.3
鋼質試験
12.3.1
供試材の採り方及び試験片の数
顕微鏡組織試験,脱炭層深さの測定,非金属介在物試験及び偏析試験の,供試材の採り方及び試験片の
数は,12.2.2による。
12.3.2
顕微鏡組織試験方法
被検面を顕微鏡で観察する。測定倍率は,400倍とする。
12.3.3
脱炭層深さの測定方法
測定は,JIS G 0558の6.1(顕微鏡による測定方法)による。
なお,受渡当事者間の協定によって,脱炭層深さの測定を省略してもよい。
12.3.4
非金属介在物試験方法
非金属介在物試験は,JIS G 0555の附属書1(点算法による非金属介在物の顕微鏡試験方法)による。
ただし,受渡当事者間の協定によってもよい。
12.3.5
偏析試験方法
偏析試験は,JIS G 0553による。ただし,受渡当事者間の協定によってもよい。
13
検査及び再検査
13.1
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 硬さは,箇条6に適合しなければならない。
8
G 4802:2019
d) 鋼質は,箇条7に適合しなければならない。
e) 寸法は,箇条8に適合しなければならない。
f)
横曲がりは,箇条9に適合しなければならない。
g) 外観は,箇条11に適合しなければならない。
13.2
再検査
硬さ試験で合格とならなかった鋼帯及び切板は,JIS G 0404の9.8(再試験)によって再試験を行い合否
を決定してもよい。
14
表示
検査に合格した鋼帯及び切板は,1包装ごとに次の項目を適切な方法で表示する。ただし,質量につい
ては,出荷ロットごとに表示してもよい。
a) 種類の記号(表1)
b) 調質記号(表2)。種類の記号の後ろに続けて記載する。
c) 寸法(8.1)
d) 厚さの許容差ETを適用した場合,記号ET
e) 製造番号又は検査番号
f)
質量
g) 製造業者名又はその略号
例 種類の記号及び調質記号
SK85-CSP A
調質記号
種類の記号
15
注文時の確認事項
この規格に規定する事項を適切に指定するために,受渡当事者は,注文時に次の事項を確認する。
a) 鋼帯又は切板の別
b) 種類の記号(表1)
c) 調質区分(表2)
d) 寸法
e) 厚さの許容差(表7)
16
報告
あらかじめ注文者の要求のある場合には,製造業者は,検査文書を注文者に提出しなければならない。
この場合,報告は,JIS G 0404の箇条13(報告)による。検査文書の種類は,特に指定のない場合,JIS G
0415の5.1(検査証明書3.1)による。
9
G 4802:2019
附属書JA
(参考)
調質記号R(冷間圧延のまま)の場合の硬さ
表JA.1−調質記号R(冷間圧延のまま)の場合の硬さ
種類の記号
硬さ
HV
(参考)
S45C-CSP
170〜260
S50C-CSP
180〜270
S55C-CSP
180〜270
S60C-CSP
190〜280
S65C-CSP
190〜280
S70C-CSP
190〜280
SK85-CSP
200〜290
SK95-CSP
210〜300
SUP10-CSP
200〜290
参考文献 JIS G 3507-2 冷間圧造用炭素鋼−第2部:線
10
G 4802:2019
附属書JB
(参考)
JISと対応国際規格との対比表
JIS G 4802:2019 ばね用冷間圧延鋼帯
ISO 4960:2007,Cold-reduced carbon steel strip with a mass fraction of carbon over
0.25 %
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 ばねに使用する鋼
帯を規定している。
1
ばねを含む種々の用途
に使用する鋼帯を規定
している。
削除
JISは,ばね用に限定している。
JISとISO規格とは,規格の構成
が異なる。
3 種類及び
記号
種類は,9種類を規
定している。
5.2
種類は,12種類を規定
し,調質区分としてい
る。
削除
追加
JISは,炭素0.5 %未満の鋼種を削
除している。
JISは,SUP10-CSPを追加してい
る。
JISは,ばね用に必要な種類を規
定している。
4 製造方法 製造方法,調質方法
及び表面仕上げ方
法を規定している。
5
5.5
製造方法及び調質方法
を規定している。
表面仕上げ方法を規定
している。
一致
削除
JISは,ダル仕上げを削除している。
ダル仕上げの要求がないため,JIS
は,ダル仕上げを削除している。
5 化学成分 溶鋼分析値及び製
品分析値を規定し
ている。
5.2
溶鋼分析値及び製品分
析値を規定している。
変更
削除
JISは9元素,ISO規格は12元素
を規定している。
JISは,不純物元素を削除している。
JISは,ばね用に必要な成分範囲
を規定している。
6 硬さ
ビッカース硬さを
規定している。
5.9.1
ビッカース硬さ及びロ
ックウェル硬さを規定
している。
変更
削除
JISとISO規格とは,硬さの規定値
が異なる。
JISは,ロックウェル硬さを削除し
ている。
JISは,ばね用に必要な硬さ範囲
を規定している。
7 鋼質
顕微鏡組織,非金属
介在物,偏析及び脱
炭層を規定してい
る。
9
脱炭層深さを規定して
いる。
追加
JISは,顕微鏡組織,非金属介在物
及び偏析の規定を追加している。
JISは,用途上,顕微鏡組織,非
金属介在物及び偏析の規定が必要
である。
2
G
4
8
0
2
:
2
0
1
9
11
G 4802:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 寸法及び
その許容差
厚さ,幅及び長さの
許容差を規定して
いる。
6.2
厚さ,幅及び長さの許容
差を規定している。
変更
JISは,ISO規格に比べて厳しい許
容差を規定している。
JISは,用途上,ISO規格より厳
しい寸法許容差が必要である。
9 横曲がり 横曲がりを規定し
ている。
6.2
横曲がりを規定してい
る。
変更
JISは,ISO規格に比べて厳しい許
容差を規定している。
JISは,用途上,ISO規格より厳
しい許容差が必要である。
12 試験
12.1 分析試験
5.3
5.4
溶鋼分析及び製品分析
を行うことを規定して
いる。
変更
JISは,具体的な分析方法を規定し
ているが,ISO規格は,単に,溶鋼
分析及び製品分析を行うことだけ
を規定している。
JISとISO規格とは,分析試験の
規定の仕方が異なる。
12.3 鋼質試験
−
−
追加
ISO規格は,試験方法を規定してい
ない。
JISは,用途上必要な鋼質試験方
法を追加している。
13 検査及
び再検査
13.1 検査
13
検査について規定して
いる。
変更
JISは,項目ごとに規定している。 JISとISO規格とは,規格体系が
異なる。
14 表示
表示について規定
している。
15
表示について規定して
いる。
追加
JISは,調質記号及び厚さの許容差
ETを適用した場合の記号を追加し
ている。
JISは,用途上必要な項目を追加
している。
15 注文時
の確認事項
注文時の確認事項
を規定している。
16
注文時の確認事項を規
定している。
変更
JISは,規格に規定のある事項に限
定して規定している。
JISとISO規格とは,規格体系が
異なる。
16 報告
報告を規定してい
る。
−
−
追加
JISは,報告を追加している。
JISは,商習慣上,報告を行うこ
とがあり,規定が必要である。
附属書JA
(参考)
冷間圧延のままの
場合の硬さを記載
している。
−
−
追加
JISは,冷間圧延のままの硬さを参
考として追加している。
JISは,用途上必要な情報を追加
している。
−
−
3
用語及び定義を規定し
ている。
削除
JISは,用語及び定義を削除してい
る。
JIS G 0203で用語を定義してい
る。
−
−
5.9.2
8.2
引張試験特性及び試験
方法を規定している。
削除
JISは,引張試験を削除している。 JISでは,引張試験は,用途上不
要である。
−
−
13
立会検査を規定してい
る。
削除
JISは,立会検査を削除している。 引用規格JIS G 0404で規定してい
る。
2
G
4
8
0
2
:
2
0
1
9
12
G 4802:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
−
−
14
コイル寸法を決めるこ
とを規定している。
削除
JISは,コイル寸法を削除している。 コイル寸法は,契約事項であるた
め,JISでは規定していない。
JISと国際規格との対応の程度の全体評価:ISO 4960:2007,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
G
4
8
0
2
:
2
0
1
9