G 4401:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 2
4 製造方法························································································································· 2
5 化学成分························································································································· 2
6 硬さ······························································································································· 3
6.1 鋼板及び鋼帯を除く鋼材の焼なまし硬さ············································································· 3
6.2 鋼板及び鋼帯の硬さ ······································································································· 3
7 外観,形状,寸法及びその許容差 ························································································ 4
7.1 熱間圧延丸鋼 ················································································································ 4
7.2 熱間圧延鋼板及び鋼帯並びに冷間圧延鋼板及び鋼帯 ······························································ 5
7.3 その他の鋼材 ················································································································ 6
8 脱炭層深さ ······················································································································ 6
9 試験······························································································································· 6
9.1 分析試験 ······················································································································ 6
9.2 硬さ試験 ······················································································································ 7
9.3 脱炭層深さの測定 ·········································································································· 7
9.4 その他の試験 ················································································································ 7
10 検査 ····························································································································· 7
11 表示 ····························································································································· 7
12 報告 ····························································································································· 8
附属書JA(参考)標準熱処理温度 ··························································································· 9
附属書JB(参考)JISと国際規格との種類の記号の対応 ····························································· 10
附属書JC(参考)JISと対応する国際規格との対比表 ································································ 11
G 4401:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 4401:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
G 4401:2009
炭素工具鋼鋼材
Carbon tool steels
序文
この規格は,1999年に第2版として発行されたISO 4957を基に作成した日本工業規格であるが,技術
的内容を変更して作成した日本工業規格である。
なお,この規格で側線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧表に
その説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,主として熱間圧延又は熱間鍛造によって製造される炭素工具鋼鋼材(以下,鋼材という。)
について規定する。
なお,鋼板及び鋼帯の場合は,熱間圧延によって製造されたもの以外に,厚さによっては冷間圧延され
たものを含むことがある。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4957:1999,Tool steels(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0553 鋼のマクロ組織試験方法
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 0556 鋼の地きずの肉眼試験方法
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3191 熱間圧延棒鋼とバーインコイルの形状,寸法及び質量並びにその許容差
JIS G 3193 熱間圧延鋼板及び鋼帯の形状,寸法,質量及びその許容差
JIS G 3194 熱間圧延平鋼の形状,寸法,質量及びその許容差
JIS Z 2243 ブリネル硬さ試験−試験方法
2
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2320-1 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
3
種類及び記号
鋼材の種類は11種類とし,その記号は表1による。
4
製造方法
製造方法は,次による。
a) 鋼材は,キルド鋼から製造する。
b) 鋼材は,特に指定のない限り鍛錬成形比4S以上に圧延又は鍛造する。ただし,鋼材寸法の関係から
4S未満となる場合は,据込み鍛錬によって補うことができる。
c) 鋼板及び鋼帯を除く鋼材は,通常,熱間圧延又は熱間鍛造後に焼なましを行う。
d) 鋼板及び鋼帯は,特に指定のない限り熱間圧延のままとする。ただし,受渡当事者間の協定によって
冷間圧延する場合は,通常,焼なましを行う。
注記 鍛錬成形比の表し方は,JIS G 0701参照。
5
化学成分
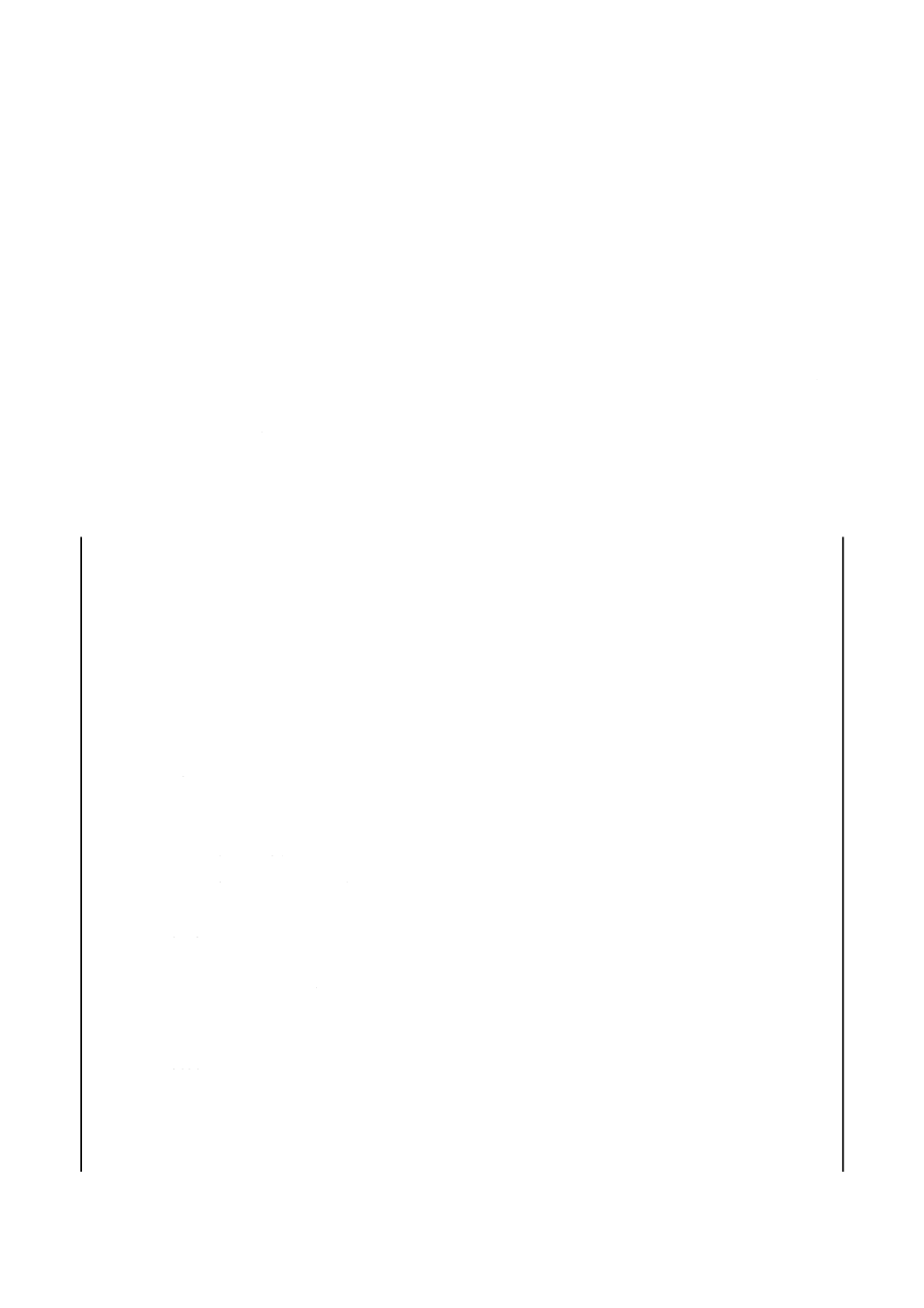
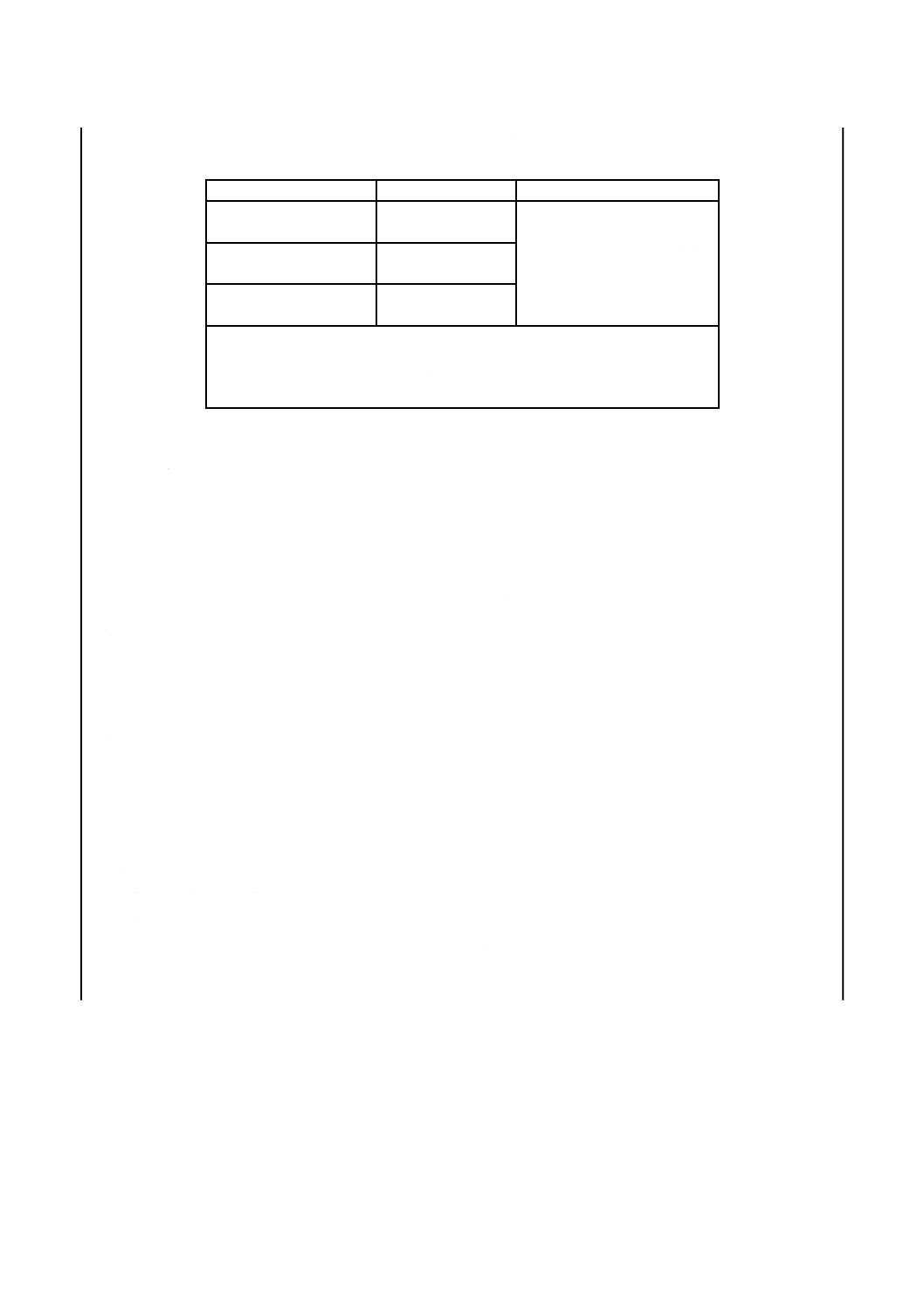
鋼材は,9.1の試験を行い,その溶鋼分析値は,表1による。
表1−鋼材の種類の記号及び化学成分
単位 %
種類の
記号
化学成分a)
用途例(参考)
C
Si
Mn
P
S
SK140
(SK1)
1.30〜1.50
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刃やすり・紙やすり
SK120
(SK2)
1.15〜1.25
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
ドリル・小形ポンチ・かみそり・鉄
工やすり・刃物・ハクソー・ぜんま
い
SK105
(SK3)
1.00〜1.10
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
ハクソー・たがね・ゲージ・ぜんま
い・プレス型・治工具・刃物
SK95
(SK4)
0.90〜1.00
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
木工用きり・おの・たがね・ぜんま
い・ペン先・チゼル・スリッターナ
イフ・プレス型・ゲージ・メリヤス
針
SK90
0.85〜0.95
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
プレス型・ぜんまい・ゲージ・針
SK85
(SK5)
0.80〜0.90
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刻印・プレス型・ぜんまい・帯のこ・
治工具・刃物・丸のこ・ゲージ・針
SK80
0.75〜0.85
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刻印・プレス型・ぜんまい
SK75
(SK6)
0.70〜0.80
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刻印・スナップ・丸のこ・ぜんまい・
プレス型
3
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
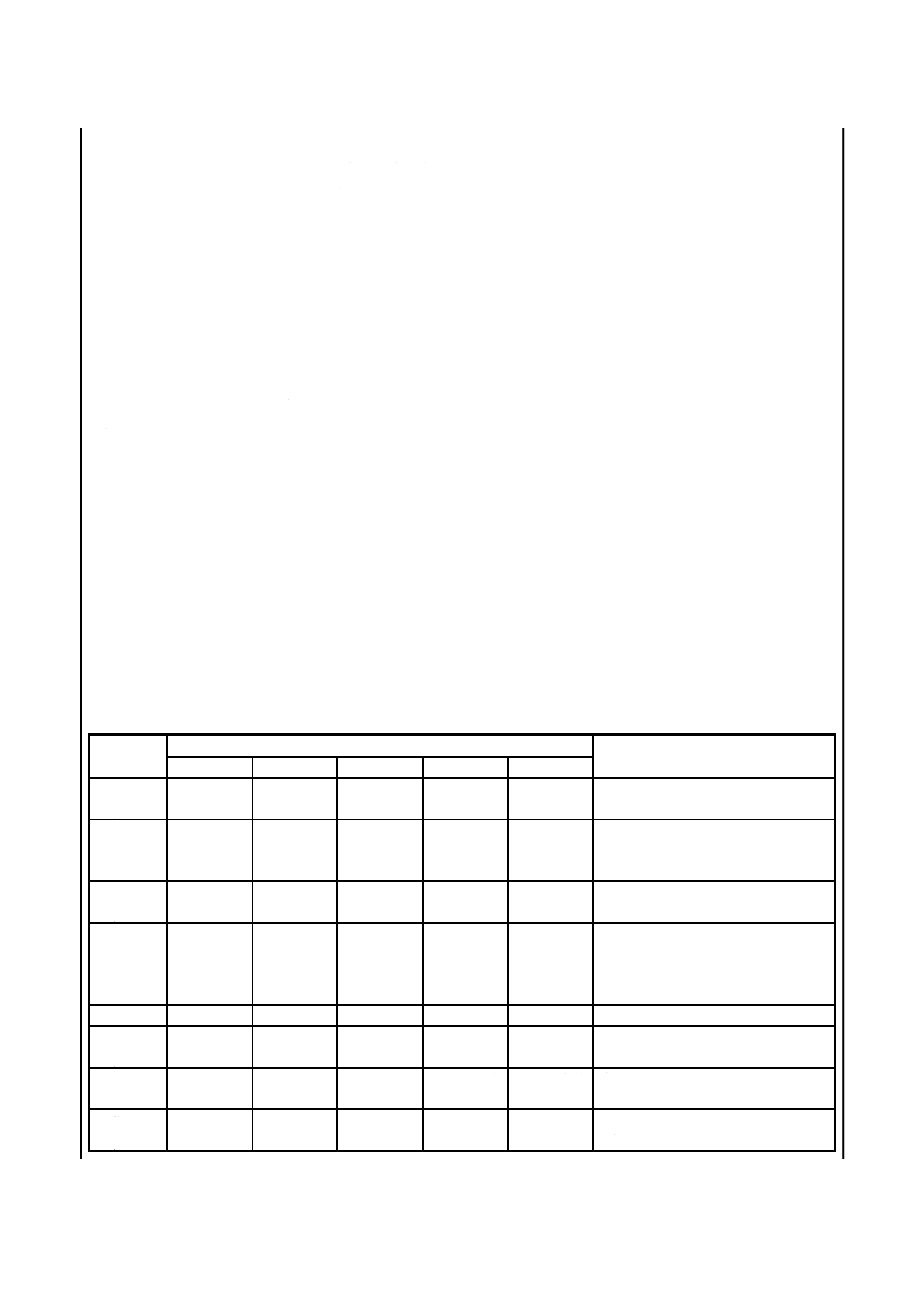
表1−鋼材の種類の記号及び化学成分(続き)
単位 %
種類の
記号
化学成分a)
用途例(参考)
C
Si
Mn
P
S
SK70
0.65〜0.75
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刻印・スナップ・ぜんまい・プレス
型
SK65
(SK7)
0.60〜0.70
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刻印・スナップ・プレス型・ナイフ
SK60
0.55〜0.65
0.10〜0.35
0.10〜0.50
0.030以下
0.030以下
刻印・スナップ・プレス型
注記 括弧書きの(SKx)は,旧JISの種類の記号を示す。ただし,次回改正時には,削除する。
なお,JISの種類の記号と対応するISOの記号を,附属書JBに示す。
注a) 各種類とも不純物としてCuは0.25 %を,Crは0.30 %を,Niは0.25 %を超えてはならない。
6
硬さ
6.1 鋼板及び鋼帯を除く鋼材の焼なまし硬さ
鋼板及び鋼帯を除く鋼材で,熱間圧延又は熱間鍛造後に焼なましした鋼材の焼なまし硬さは,9.2の試験
を行い,表2による。ただし,ブリネル硬さの測定が困難な鋼材については,ロックウェルBスケールの
硬さ又はビッカース硬さによることができる。この場合,硬さの値は,受渡当事者間の協定による。
表2−鋼材の焼なまし硬さ(除く鋼板及び鋼帯)
種類の記号
焼なまし温度
℃
焼なまし硬さ
HBW
SK140
750〜780 徐冷
217以下
SK120
750〜780 徐冷
217以下
SK105
750〜780 徐冷
212以下
SK95
740〜760 徐冷
207以下
SK90
740〜760 徐冷
207以下
SK85
730〜760 徐冷
207以下
SK80
730〜760 徐冷
192以下
SK75
730〜760 徐冷
192以下
SK70
730〜760 徐冷
183以下
SK65
730〜760 徐冷
183以下
SK60
730〜760 徐冷
183以下
6.2
鋼板及び鋼帯の硬さ
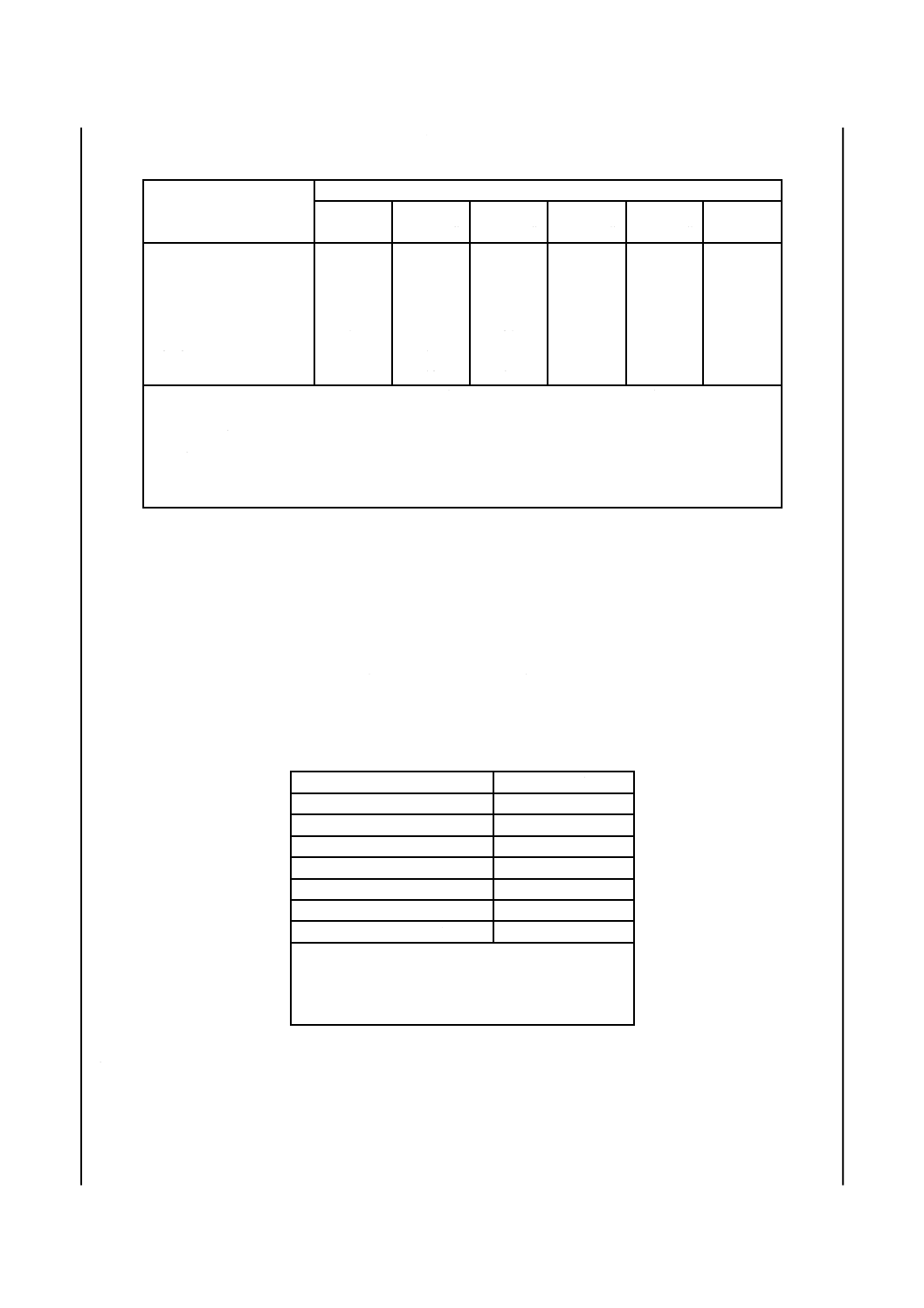
熱間圧延のまま及び熱間圧延後焼なまし並びに冷間圧延後焼なましした鋼板及び鋼帯の硬さは,9.2の試
験を行い,表3による。
4
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
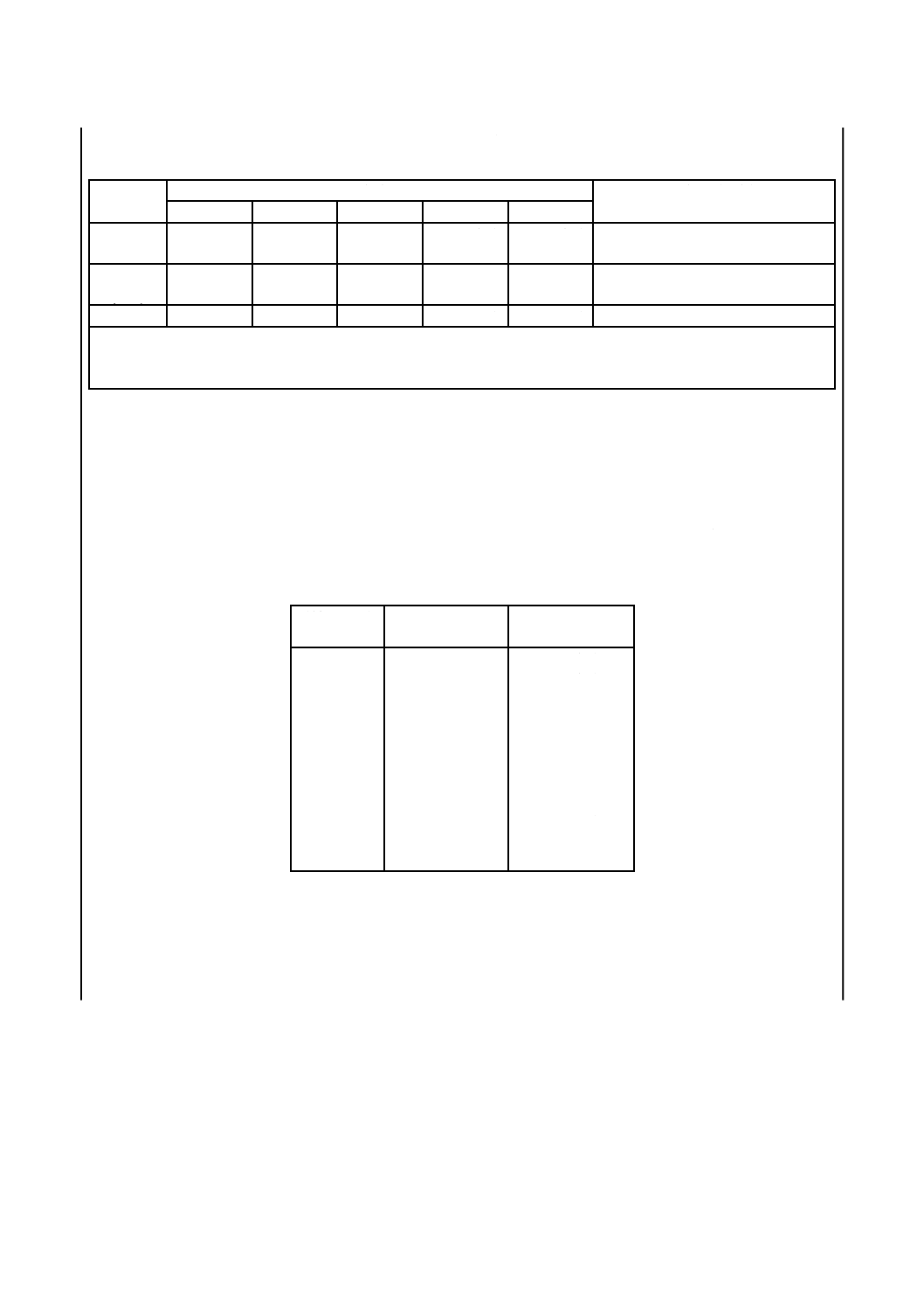
表3−熱間圧延鋼板及び鋼帯並びに冷間圧延鋼板及び鋼帯の硬さ
種類の記号
熱間圧延鋼板及び鋼帯
冷間圧延鋼板及び鋼帯
熱間圧延まま硬さ
HRC
焼なまし硬さ
焼なまし硬さ
Hv
冷間圧延まま硬さ
Hv
(参考値)
HRB
HRC
SK140
−
−
34以下
230以下
(230〜320)
SK120
−
−
31以下
220以下
(220〜310)
SK105
−
−
31以下
220以下
(220〜310)
SK95
44以下
−
27以下
210以下
(210〜300)
SK90
44以下
−
27以下
210以下
(210〜300)
SK85
43以下
100以下
−
200以下
(200〜290)
SK80
43以下
100以下
−
200以下
(200〜290)
SK75
39以下
98以下
−
190以下
(190〜280)
SK70
39以下
98以下
−
190以下
(190〜280)
SK65
36以下
96以下
−
190以下
(190〜280)
SK60
36以下
96以下
−
190以下
(190〜280)
7
外観,形状,寸法及びその許容差
7.1
熱間圧延丸鋼
7.1.1
外観
熱間圧延丸鋼の外観は,仕上げ良好で,使用上有害なきずがあってはならない。
7.1.2
標準寸法
熱間圧延丸鋼の標準径は,表4による。
表4−標準径
単位 mm
10
20
30
50
100
11
21
32
55
110
12
22
34
60
120
13
23
36
65
130
14
24
38
70
140
15
25
40
75
150
16
26
42
80
17
27
44
85
18
28
46
90
19
29
48
95
この表は,断面形状が円形の線材及びバーインコイルにも適
用してもよい。
7.1.3
寸法の許容差
熱間圧延丸鋼の径の許容差及び偏径差は,表5による。
5
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
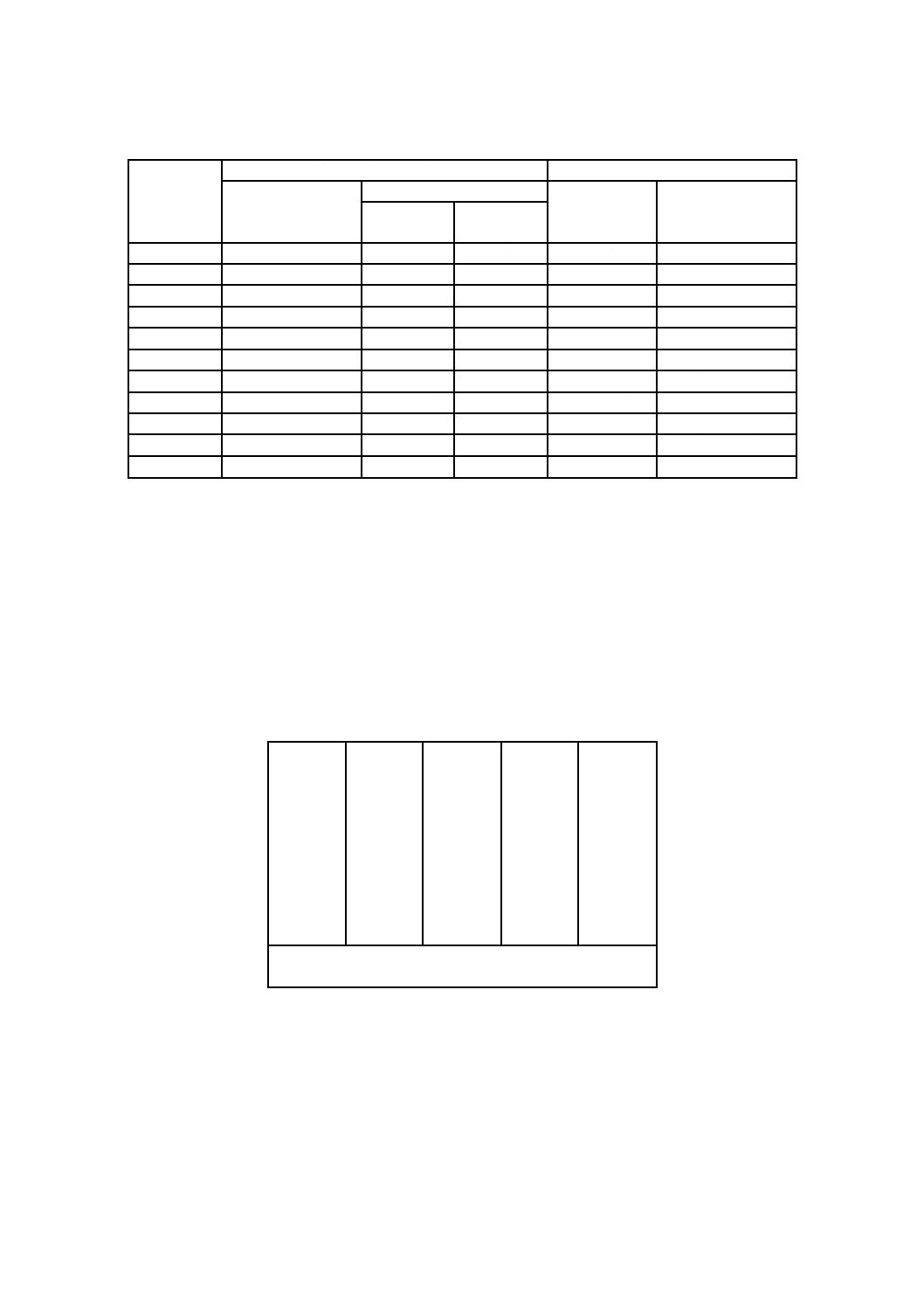
表5−径の許容差及び偏径差
単位 mm
径
径の許容差
偏径差
10以上 16未満
+0.6
−0.3
16以上 30未満
+0.7
−0.3
径の許容差範囲の70 %以下
30以上 150以下
+2.5 %
−1.0 %
− 径が,10 mm未満及び150 mmを超える丸鋼の許容差は,受渡当事者間の協
定による。
− この表は,断面形状が円形の線材及びバーインコイルにも適用してもよい。
注記 偏径差とは,丸鋼の同一断面における径の最大値と最小値との差をいう。
7.2
熱間圧延鋼板及び鋼帯並びに冷間圧延鋼板及び鋼帯
7.2.1
外観
熱間圧延鋼板及び鋼帯の外観は,JIS G 3193の箇条7(外観)による。冷間圧延鋼板及び鋼帯の外観は,
JIS G 3141の箇条12(外観)による。
7.2.2
標準寸法
熱間圧延鋼板及び鋼帯並びに冷間圧延鋼板及び鋼帯の標準寸法は,次による。
a) 熱間圧延鋼板及び鋼帯の標準厚さは,JIS G 3193の箇条4(標準寸法)a)による。
b) 熱間圧延鋼板及び鋼帯の標準幅及び標準長さは,JIS G 3193の箇条4 b)及びc)による。
c) 冷間圧延鋼板及び鋼帯の標準寸法は,JIS G 3141の箇条7(標準厚さ)による。
7.2.3
形状及び寸法の許容差
熱間圧延鋼板及び鋼帯並びに冷間圧延鋼板及び鋼帯の形状及び寸法の許容差は,次による。
a) 熱間圧延鋼板及び鋼帯の形状及び寸法の許容差は,JIS G 3193の箇条5(形状及び寸法の許容差)に
よる。この場合,厚さの許容差の適用は,厚さ160 mm未満とし,厚さ160 mm以上の場合は受渡当
事者間の協定による。
b) 熱間圧延鋼板及び冷間圧延鋼板の平たん度の最大値は,次による。
1) 厚さ160 mm未満の鋼板は,表6による。
2) 厚さ160 mm以上の鋼板は,受渡当事者間の協定による。
c) 冷間圧延鋼板及び鋼帯の形状及び寸法の許容差は,JIS G 3193の箇条5による。ただし,厚さの許容
差はJIS G 3141の表16(厚さの許容差A)による。その厚さの測定箇所は,ミルエッジの場合は縁か
ら25 mm以上内側の任意の点,カットエッジの場合は縁から15 mm以上内側の任意の点とし,厚さ
の許容差は,鋼帯の両端の正常でない部分には適用しない。
6
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−熱間圧延鋼板及び冷間圧延鋼板の平たん度の最大値
単位 mm
厚さ
幅
1 250未満 1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 000未満
3 000以上
1.60 未満
27
30
−
−
−
−
1.60 以上
4.00 未満
24
27
30
−
−
−
4.00 以上
6.30 未満
21
24
27
33
38
42
6.30 以上 10.0 未満
18
21
24
30
36
39
10.0 以上 25.0 未満
15
18
21
24
27
30
25.0 以上 63.0 未満
12
15
18
21
24
27
63.0 以上 160
未満
12
12
15
18
21
24
− この表は,任意の長さ4 000 mmについて適用し,長さ4 000 mm未満の場合には,全長につい
て適用する。
− 平たん度の値は,ひずみの最大値から鋼板の厚さを引いたものとし,鋼板の上側の面に適用す
る。
− 圧延のままの鋼板(耳付鋼板)の平たん度は,受渡当事者間の協定による。
注記 平たん度の測定は,通常,定盤の上で行う。
7.3
その他の鋼材
7.1及び7.2以外の鋼材の外観,形状,寸法及びその許容差は,受渡当事者間の協定による。
8
脱炭層深さ
鋼材の脱炭層深さの測定は9.3によって行い,熱間圧延丸鋼の脱炭層深さの許容限度は,表7による。
丸鋼以外の鋼材の脱炭層深さの許容限度は,受渡当事者間の協定による。
表7−熱間圧延丸鋼の脱炭層深さの許容限度
単位 mm
径
許容限度
15未満
0.30
15以上 25未満
0.50
25以上 50未満
0.80
50以上 75未満
1.10
75以上 100未満
1.40
100以上 130未満
1.80
130以上 150以下
2.00
− 径が150 mmを超える丸鋼の脱炭層深さの許容
限度は,受渡当事者間の協定による。
− この表は,断面形状が円形の線材及びバーイン
コイルにも適用してもよい。
9
試験
9.1
分析試験
分析試験は,次による。
a) 化学成分は,溶鋼分析によって求め,分析試験の一般事項及び分析試料の採り方は,JIS G 0404の8.
(化学成分)による。
7
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 分析方法は,JIS G 0320による。
9.2
硬さ試験
9.2.1
焼なましを行った鋼材の硬さの測定は,同一溶鋼,同一熱処理条件ごとに,鋼材の任意の箇所で行
う。熱間圧延のままの鋼板及び鋼帯の硬さの測定は,同一溶鋼,同一圧延サイズごとに鋼板及び鋼帯の任
意の箇所で行う。
9.2.2
試験方法は,次のいずれかによる。
JIS Z 2243,JIS Z 2244,JIS Z 2245
9.3
脱炭層深さの測定
脱炭層深さの測定方法は,JIS G 0558の6.1(顕微鏡による測定方法)に従い,測定は,全脱炭層深さ
(DM-T)による。
9.4
その他の試験
受渡当事者間の協定によって次の試験を行ってもよい。ただし,供試材の採り方などについて,あらか
じめ製造業者と協定しなければならない。
マクロ組織,非金属介在物,地きず,磁粉探傷,超音波探傷,焼入焼戻し硬さ,顕微鏡組織
なお,試験方法は,それぞれ次による。
マクロ組織
JIS G 0553
非金属介在物
JIS G 0555
地きず
JIS G 0556
磁粉探傷
JIS Z 2320-1
超音波探傷
JIS Z 2344
焼入焼戻し硬さ
JIS Z 2243,JIS Z 2244,JIS Z 2245
顕微鏡組織の試験方法は,受渡当事者間の協定による。
10 検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 焼なまし硬さ及び熱間圧延のままの鋼板・鋼帯の硬さは,箇条6に適合しなければならない。
d) 外観,形状,寸法及びその許容差は,箇条7に適合しなければならない。
e) 脱炭層深さは,箇条8に適合しなければならない。
f)
その他の検査。9.4に規定する試験のいずれかを実施した場合は,受渡当事者間の協定によって合意し
た合否判定基準に適合しなければならない。
11 表示
鋼材の表示は,鋼材ごとに,次の項目を適切な方法で表示しなければならない。ただし,鋼板,鋼帯,
平鋼及び径又は対辺距離が30 mm未満の棒鋼及び線材は,これを結束して,1結束ごとに適切な方法で表
示してもよい。径又は対辺距離が30 mm以上の棒鋼の場合は,受渡当事者間の協定によって,これを結束
して1結束ごとに適切な方法で表示してもよい。
なお,受渡当事者間の協定によって,次の項目の一部を省略してもよい。
a) 種類の記号。冷間圧延鋼板又は鋼帯の場合は,種類の記号の後に−Cを表示する。ただし,受渡当事
8
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
者間の協定によって,−Cを省略してもよい。
b) 溶鋼番号又はその他の製造(検査)番号
c) 製造業者名又はその略号
d) 数量又は質量
e) 寸法。寸法の表し方は,JIS G 3141,JIS G 3191,JIS G 3193及びJIS G 3194による。ただし,線材の
寸法の表し方は,JIS G 3191のバーインコイルの寸法の表し方による。
12 報告
JIS G 0404の13.(報告)による。ただし,注文時に特に指定がない場合は,検査文書の種類はJIS G 0415
の表1(検査文書の総括表)の記号の2.3(受渡試験報告書)又は3.1.B(検査証明書3.1.B)とする。
なお,箇条10 f)についての報告は,受渡当事者間の協定による。
9
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
標準熱処理温度
序文
この附属書は,本体に関連する標準的な熱処理温度について記載するものであって,規定の一部ではな
い。
JA.1
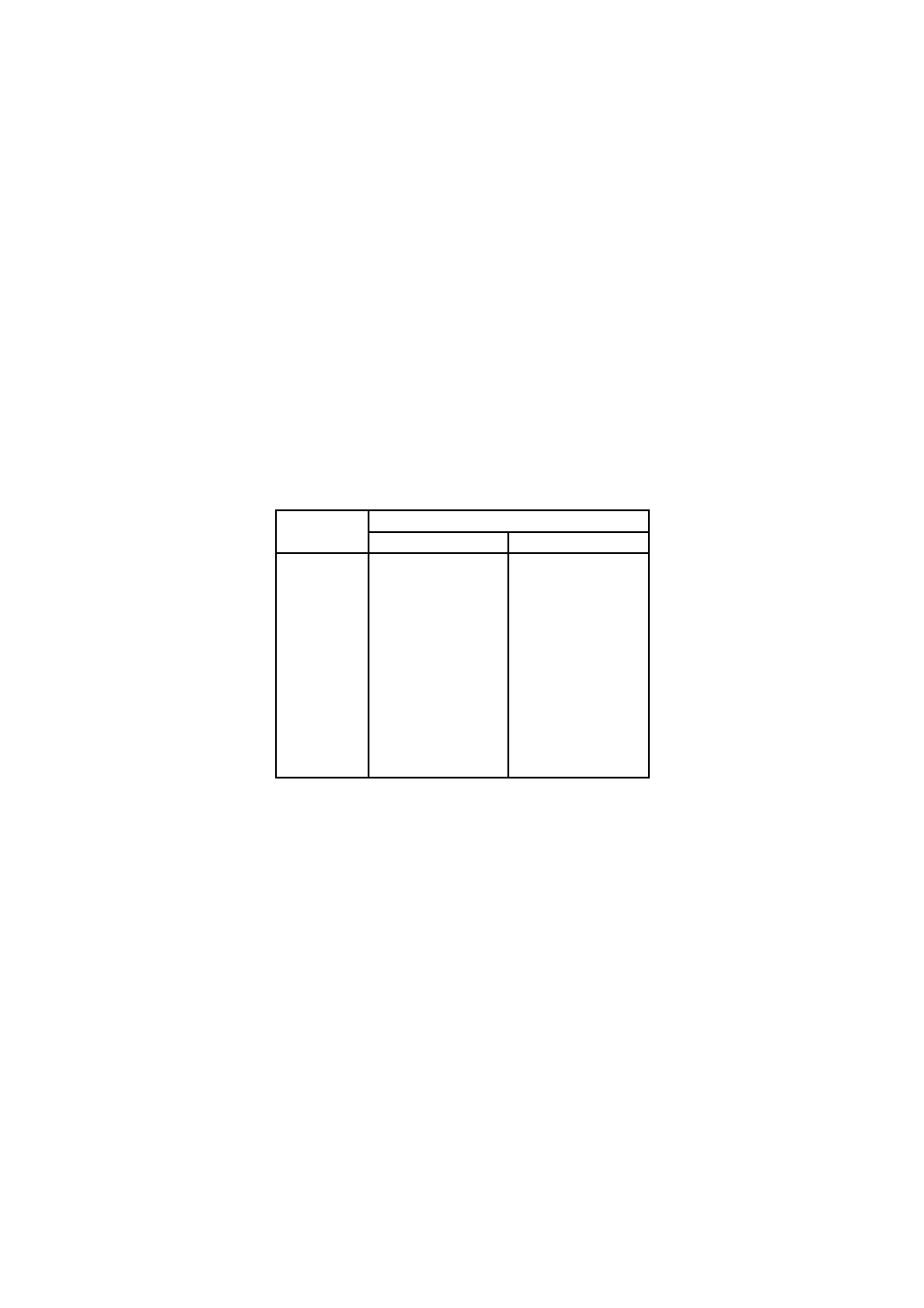
適用範囲
表1に示す鋼材を製品用途に加工後,熱処理を行うときに製品の用途及び寸法に応じて選択する標準的
な熱処理温度範囲を,表JA.1に示す。
表JA.1−標準熱処理温度
単位 ℃
種類の記号
標準熱処理温度
焼入れ
焼戻し
SK140
750〜810 水冷
150〜200 空冷
SK120
750〜810 水冷
150〜200 空冷
SK105
750〜810 水冷
150〜200 空冷
SK95
750〜810 水冷
150〜200 空冷
SK90
750〜810 水冷
150〜200 空冷
SK85
750〜810 水冷
150〜200 空冷
SK80
760〜820 水冷
150〜200 空冷
SK75
760〜820 水冷
150〜200 空冷
SK70
770〜830 水冷
150〜200 空冷
SK65
770〜830 水冷
150〜200 空冷
SK60
780〜840 水冷
150〜200 空冷
10
G 4401:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと国際規格との種類の記号の対応
序文
この附属書は,JISと国際規格との種類の記号の対応について記載するものであって,規定の一部では
ない。
JB.1
JISと国際規格との種類の記号の対応
JISの種類の記号と化学成分が同等又は類似の国際規格(ISO 4957:1999)の種類の記号とを表JB.1に対
比して示す。
表JB.1−JISと国際規格との種類の記号の対応
種類の記号
JIS
ISO
SK140
−
SK120
C120U
SK105
C105U
SK95
−
SK90
C90U
SK85
−
SK80
C80U
SK75
−
SK70
C70U
SK65
−
SK60
−
附属書JC
(参考)
JISと対応する国際規格との対比表
JIS G 4401:2009 炭素工具鋼鋼材
ISO 4957:1999,Tool steels
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 熱間圧延又は鍛造によ
る炭素工具鋼鋼材。た
だし,鋼板及び鋼帯の
場合は,冷間圧延した
ものを含む。
1
適用範囲:熱間圧延,鍛造,
冷間引抜又は冷間圧延製品
に適用。
a) 冷間加工用炭素工具鋼
b) 冷間加工用合金工具鋼
c) 熱間加工用合金工具鋼
d) 高速度工具鋼
削除
JISは,合金工具鋼をJIS G 4404に,
高速度工具鋼をJIS G 4403に規定。
規格のもち方(体系)の違い。
この対比表では,JISに合わせて,
炭素工具鋼に焦点を当てて,比較を
行う。
本件は,規格の使い勝手の問題で
あり,両者の対応関係をみる上で
も大きな問題はない。当面は,従
来のままで静観する。
2 引用規格
3 種類及び
記号
JISの記号体系によ
る。
4.2
ISOの記号体系による。
変更
JISとISOの記号体系が異なる。
4 製造方法 ・キルド鋼
・鍛錬成形比4S以上
・鋼板及び鋼帯を除く
鋼材は,通常,熱間圧
延又は鍛造後に焼なま
しを行う。
・鋼板及び鋼帯は,特
に指定のない限り熱間
圧延のままとする。た
だし,受渡当事者間の
協定によって冷間圧延
する場合は,通常,焼
なましを行う。
5.1
製造工程
a) 製造工程は,製造業者
に一任。
b) 購入者の要求によっ
て,製造工程は,購入
者に知らされる。
c) 鋼材は,注文時に指定
がない限り,下記に記
載する鋼種を除いて焼
なまし状態で出荷され
る。
C45U,35CrMo7,
X38CrMo16
追加
・ISOのa),b)は,一般的かつ常識
的。ISO 404に記述すればよさそう
な内容。次回ISO 404見直し時に提
案。
・JISの鍛錬成形比は,一般的に満
足させられている厳しくない数値
であるが,国内ニーズから規定は必
要。
・通常,鋼板及び鋼帯も熱処理して
出荷されることが多いが,必ずしも
焼なましではないため,焼なましの
対象から外した。
JISの鍛錬成形比及び鋼板・鋼帯
の圧延のままでの供給に関する
記述については,次回見直し時
ISOに提案する。
1
0
G
4
4
0
1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
40CrMnNiMo8-6-4,
55NiCrMoV7
5 化学成分 %Cの水準で11鋼種を
規定(従来JIS鋼種+
ISO鋼種)。
5.2
化学成分:%Cの水準で6
鋼種を規定。
削除/
追加
国内市場ニーズに対応可能なISO
規格6鋼種中5鋼種採用。市場に定
着しているJIS特有の鋼種も規定。
国内ニーズから是非必要な鋼種
は残し,ISO鋼種化へ歩み寄るこ
とにする。JIS独自の鋼種は,ISO
に組み入れるよう今後提案する。
6 硬さ
6.1 鋼板及び鋼帯を除
く鋼種ごとの標準焼な
まし熱処理後の最高硬
さを規定。
6.2鋼板及び鋼帯の圧
延のまま及び焼なまし
鋼材の硬さを規定(除
く冷間圧延のまま)。
5.2
機械的性質:一般的な焼な
まし出荷状態の最高硬さの
データを提供。
削除/
追加
鋼種に連動した規定になっている。
ただし,ISO規格は,焼なましの条
件に関する記述なし。
ISO規格は,焼なまし条件は任意
で,焼なまし出荷状態の最高硬さ
規定値の保証だけ。これは,使用
者側で焼なましして冷間加工す
ることを想定したJISと異なる
が,規定の数値も同等と考えられ
ることから,当面,国内取引を反
映したJIS規定内容のままとす
る。
7 外観,形
状,寸法及
びその許容
差
形状,寸法及びその許
容差を具体的な数値で
規定。
4.4
形状・寸法の許容差:協定
による。
追加
ISO規格は,明確に規定していな
い。JISは,国内市場ニーズに合っ
た規定値が明確に決められている。
国内ニーズに合ったJIS規定値
を適用する。
8 脱炭層深
さ
丸鋼は,具体的な脱炭
層深さの許容限度を規
定。
−
−
追加
JISの丸鋼には,具体的な脱炭層深
さの許容限度の規定がある。
市場ニーズから従来JISの規定
を踏襲する。ISOには,2004年
の定期見直し時に追加の提案を
行った。
1
0
G
4
4
0
1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 試験
次の4種類の試験を規
定。
9.1 分析試験
9.2 硬さ試験
9.3 脱炭層深さの測定
9.4 その他の試験
その他の試験は,受渡
当事者間の協定によ
る。
4
次の3種類の試験を規定。
− 分析試験
− 硬さ試験
− 表面品質試験
表面品質試験方法は,受渡
当事者間の協定によって決
める。
− 表面脱炭層
− 表面きず
追加
試験の内容はほぼ同じである。ただ
し,ISO規格では脱炭層深さの試験
は,受渡当事者間の協定となってい
る。
2004年の定期見直し時に脱炭層
深さの試験を追加するよう提案
した。
10 検査
検査
− 化学成分
− 焼なまし硬さ
− 外観
− 形状,寸法及びそ
の許容差
− 脱炭層深さ
− その他の検査
3
次の検査項目を規定。
− 化学成分
− 焼なまし硬さ,焼入焼
戻し硬さ
− 表面状態
− 寸法
追加
基本的な項目は,JIS,ISO規格と
も同じであるが,JISの方が協定に
よる試験項目は多い。
JISでは,国内ニーズに合った検
査項目を実施する。
11 表示
種類の記号,溶鋼番号,
製造業者名,寸法,質
量
協定による。
変更
JISは具体的に規定している。ISO
規格は受渡当事者間の協定による。
12 報告
基本的な報告様式を規
定。
協定による。
追加
JISは具体的に規定している。ISO
規格は受渡当事者間の協定による。
附属書JA
(参考)
附属書JB
(参考)
JISと国際規格との対応の程度の全体評価:ISO 4957:1999,MOD
1
0
G
4
4
0
1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
1
0
G
4
4
0
1
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。