G 4315:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号,調質,分類及び適用線径 ·················································································· 1
3.1 種類の記号,調質及び分類 ······························································································ 1
3.2 適用線径 ······················································································································ 2
4 材料及び製造方法 ············································································································· 2
4.1 材料 ···························································································································· 2
4.2 製造方法 ······················································································································ 2
5 機械的性質 ······················································································································ 3
6 線径の許容差及び偏径差 ···································································································· 4
7 外観及び形状 ··················································································································· 4
8 きず······························································································································· 4
9 試験······························································································································· 4
9.1 引張試験 ······················································································································ 4
9.2 線径の測定 ··················································································································· 5
9.3 きず検出試験 ················································································································ 5
10 検査 ····························································································································· 5
11 表示 ····························································································································· 5
12 報告 ····························································································································· 5
附属書JA(参考)線材の化学成分 ··························································································· 6
附属書JB(参考)JISと対応国際規格との対比表 ······································································· 7
G 4315:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,ステンレス協会
(JSSA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 4315:2000は改正され,この規格に置き換えられた。
なお,平成26年2月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 4315:2000によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 4315:2013
冷間圧造用ステンレス鋼線
Stainless steel wires for cold heading and cold forging
序文
この規格は,1993年に第2版として発行されたISO 4954を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,ステンレス鋼線材及び10.5 %以上のクロムを含む耐熱鋼線材を用いて製造した冷間圧造用
ステンレス鋼線(以下,線という。)について規定する。
注記1 冷間圧造用とは,ボルト,ナット,小ねじ,タッピンねじなどのねじ部品及び各種機械部品
を冷間圧造(温間圧造を含む。)によって製造する場合に使用されることを意味する。
注記2 この規格の対応国際規格及びその対応の程度を示す記号を,次に示す。
ISO 4954:1993,Steels for cold heading and cold extruding(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0404 鋼材の一般受渡し条件
JIS G 4308 ステンレス鋼線材
JIS G 4311 耐熱鋼棒及び線材
JIS Z 2241 金属材料引張試験方法
3
種類の記号,調質,分類及び適用線径
3.1
種類の記号,調質及び分類
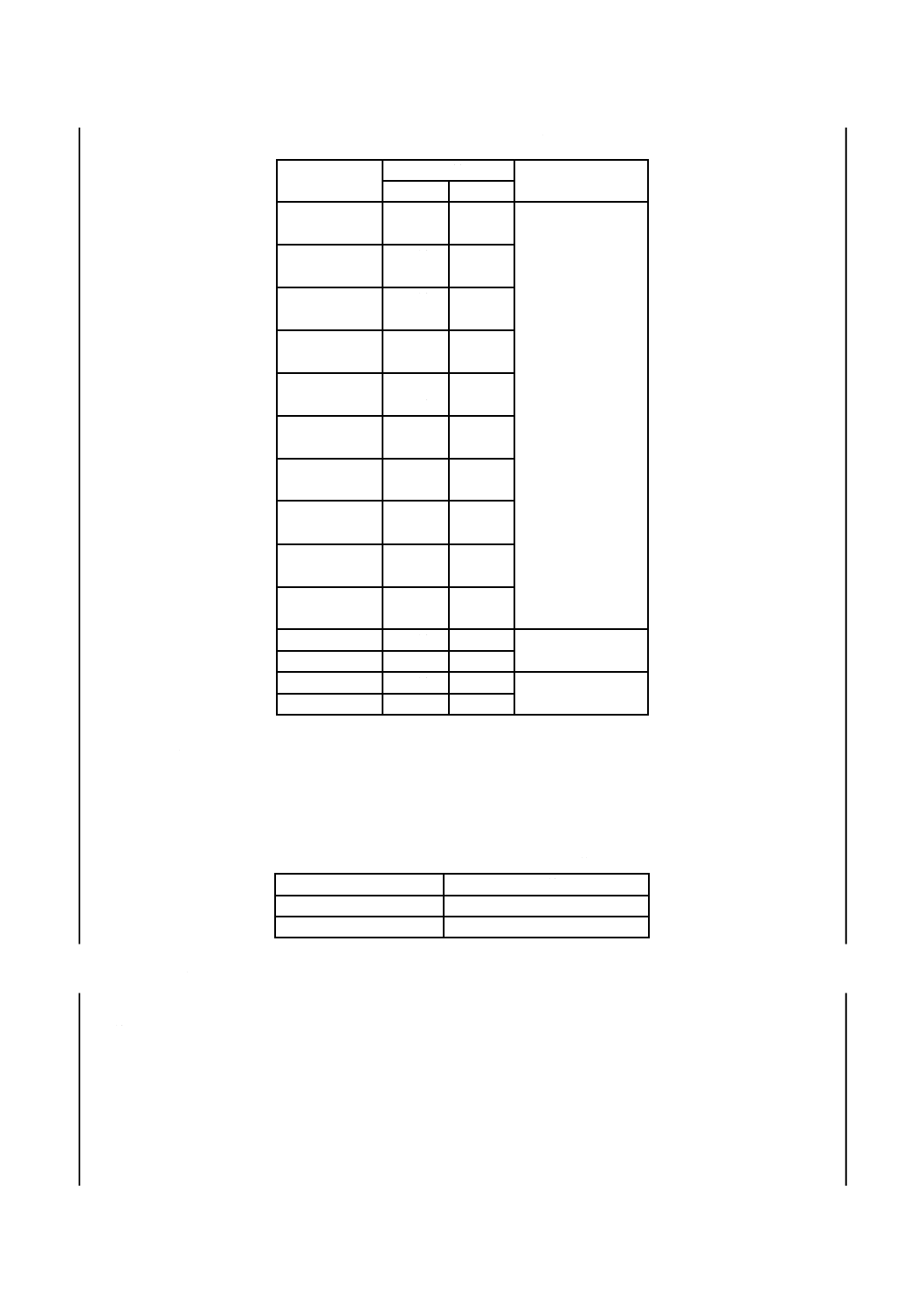
線の種類は,14種類とし,種類の記号,調質及び分類は,表1による。
なお,調質とは,熱処理,又は/更に伸線加工を施すことをいう。
2
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類の記号,調質及び分類
種類の記号
調質
分類
区分
記号
SUS304
A種
WSA
オーステナイト系
B種
WSB
SUS304L
A種
WSA
B種
WSB
SUS304J3
A種
WSA
B種
WSB
SUS305
A種
WSA
B種
WSB
SUS305J1
A種
WSA
B種
WSB
SUS316
A種
WSA
B種
WSB
SUS316L
A種
WSA
B種
WSB
SUS384
A種
WSA
B種
WSB
SUSXM7
A種
WSA
B種
WSB
SUH660
A種
WSA
B種
WSB
SUS430
B種
WSB
フェライト系
SUS434
B種
WSB
SUS403
B種
WSB
マルテンサイト系
SUS410
B種
WSB
3.2
適用線径
調質記号に対する適用線径は,表2による。
表2−適用線径
単位 mm
調質記号
適用線径
WSA
0.80以上
5.50 以下
WSB
0.80以上 17.0 以下
4
材料及び製造方法
4.1
材料
線の製造に用いる材料は,JIS G 4308の箇条5(化学成分),又はJIS G 4311の箇条5(化学成分)を満
足する線材とする。ただし,注文者がSUS403及びSUS410のねじ部品を焼入焼戻しする場合は,製造業
者に炭素含有量を0.08 %以上と指定しなければならない。
注記1 この線材から製造した線を材料としてもよい。
注記2 線材の化学成分を参考として附属書JAに示す。
4.2
製造方法
3
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
線の製造方法は,次による。
なお,注文者の指定がある場合は,冷間圧造に適した被覆を行う。
a) A種の線は,伸線後,固溶化熱処理を行う。
b) B種の線は,オーステナイト系は固溶化熱処理を行い,フェライト系及びマルテンサイト系は焼なま
しを行い,伸線を行う。ただし,固溶化熱処理,又は焼なましを行った線,又は線材を材料として使
用する場合は,伸線を行う前の固溶化熱処理,又は焼なましを省略してもよい。
5
機械的性質
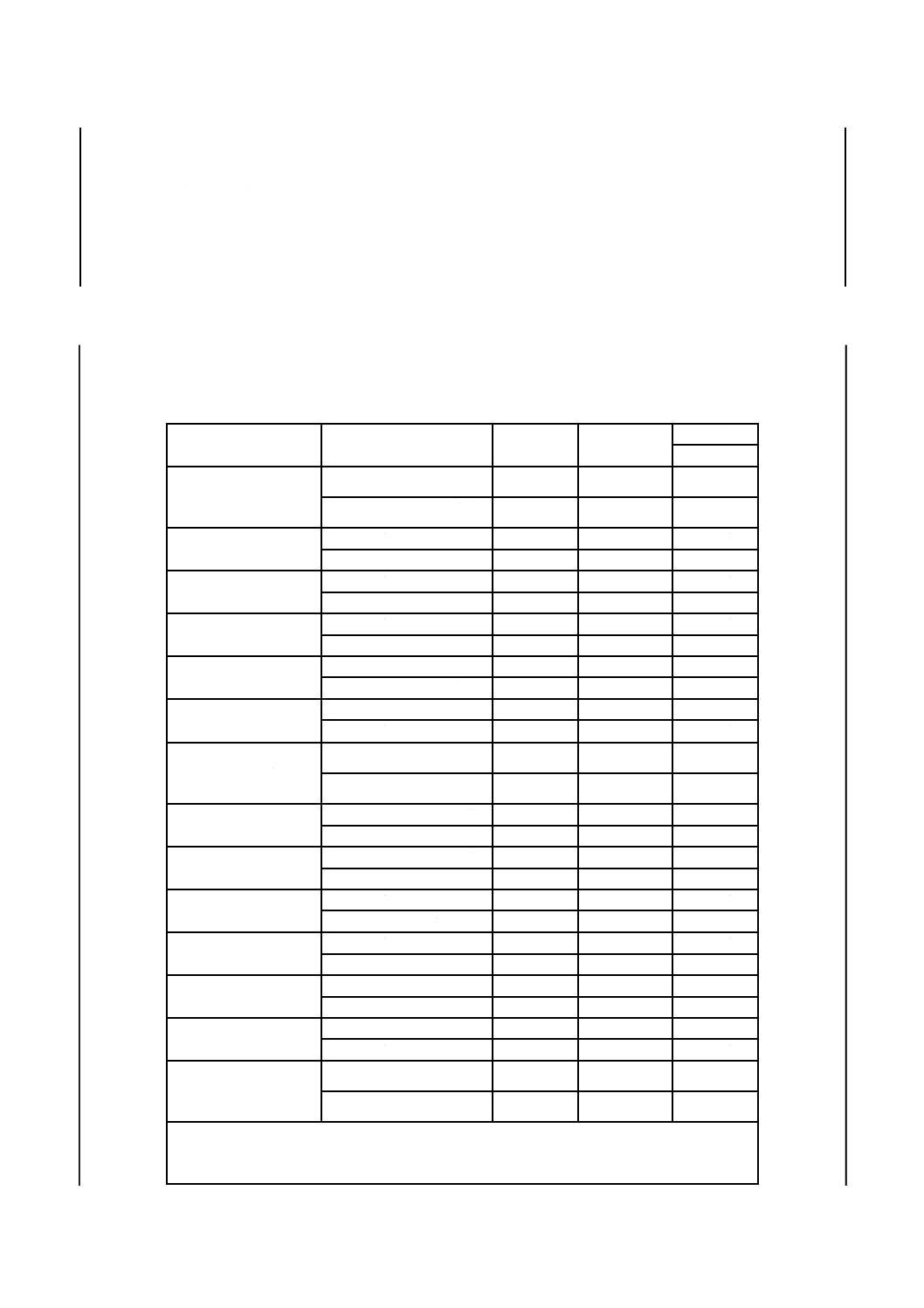
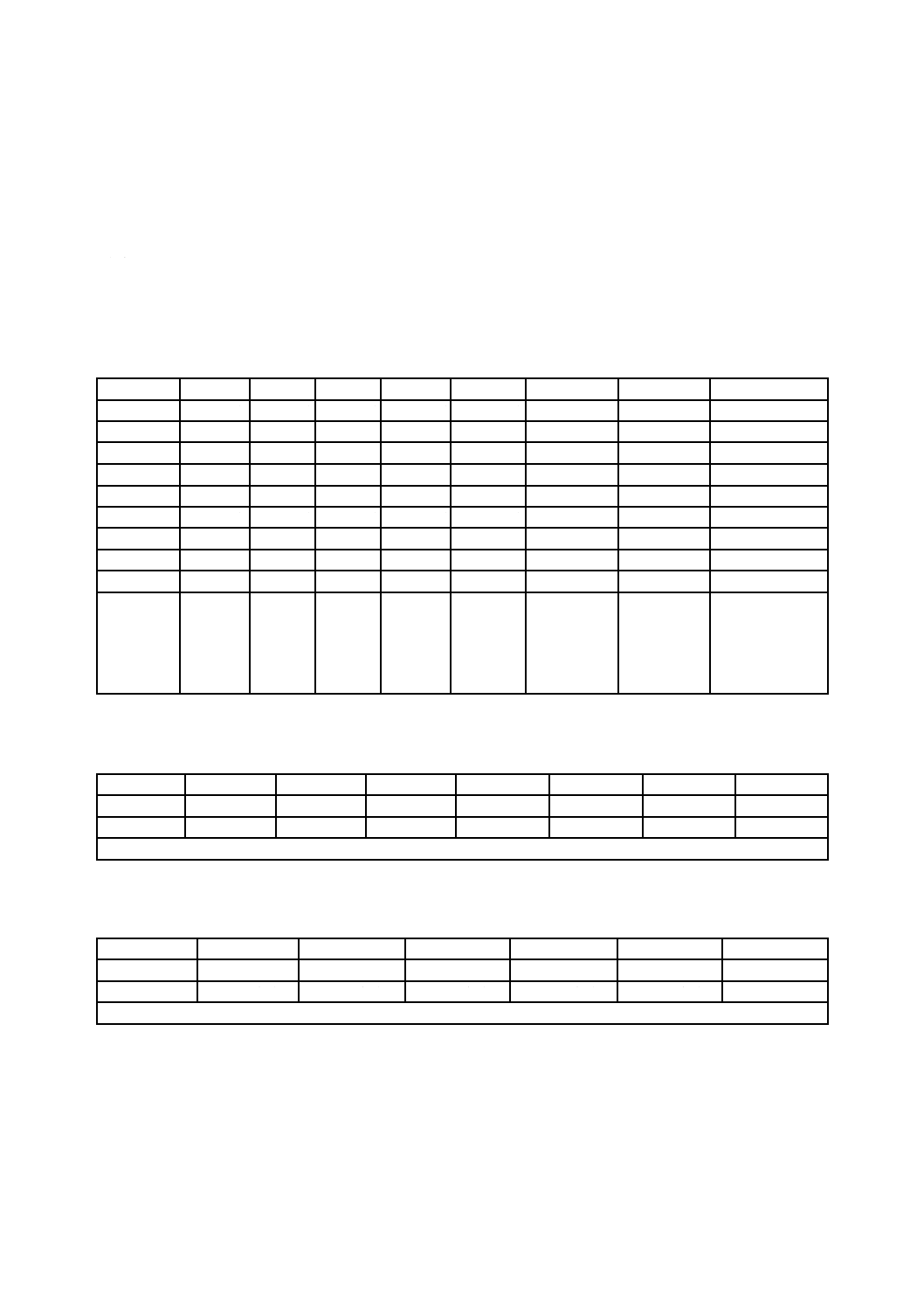
線は,9.1の試験を行い,その引張強さ及び絞りは,表3による。
表3−引張強さ及び絞り
種類及び調質の記号
線径
mm
引張強さ
N/mm2
絞り
%
参考
伸び %
SUS304-WSA
SUS304L-WSA
SUS304J3-WSA
0.80以上
2.00 未満
560〜710
70以上
30以上
2.00以上
5.50 以下
510〜660
70以上
40以上
SUS305-WSA
SUS305J1-WSA
0.80以上
2.00 未満
530〜680
70以上
30以上
2.00以上
5.50 以下
490〜640
70以上
40以上
SUS316-WSA
SUS316L-WSA
0.80以上
2.00 未満
560〜710
70以上
20以上
2.00以上
5.50 以下
510〜660
70以上
30以上
SUS384-WSA
0.80以上
2.00 未満
490〜640
70以上
30以上
2.00以上
5.50 以下
450〜600
70以上
40以上
SUSXM7-WSA
0.80以上
2.00 未満
480〜630
70以上
30以上
2.00以上
5.50 以下
440〜590
70以上
40以上
SUH660-WSA
0.80以上
2.00 未満
630〜780
65以上
10以上
2.00以上
5.50 以下
580〜730
65以上
15以上
SUS304-WSB a)
SUS304L-WSB a)
SUS304J3-WSB a)
0.80以上
2.00 未満
580〜760
65以上
20以上
2.00以上
17.0 以下
530〜710
65以上
25以上
SUS305-WSB a)
SUS305J1-WSB a)
0.80以上
2.00 未満
560〜740
65以上
20以上
2.00以上
17.0 以下
510〜690
65以上
25以上
SUS316-WSB a)
SUS316L-WSB a)
0.80以上
2.00 未満
580〜760
65以上
10以上
2.00以上
17.0 以下
530〜710
65以上
20以上
SUS384-WSB a)
0.80以上
2.00 未満
510〜690
65以上
20以上
2.00以上
17.0 以下
460〜640
65以上
25以上
SUSXM7-WSB a)
0.80以上
2.00 未満
500〜680
65以上
20以上
2.00以上
17.0 以下
450〜630
65以上
25以上
SUH660-WSB a)
0.80以上
2.00 未満
650〜830
60以上
8以上
2.00以上
17.0 以下
600〜780
60以上
10以上
SUS430-WSB a)
0.80以上
2.00 未満
500〜700
65以上
−
2.00以上
17.0 以下
450〜600
65以上
10以上
SUS403-WSB
SUS410-WSB
SUS434-WSB a)
0.80以上
2.00 未満
540〜740
65以上
−
2.00以上
17.0 以下
460〜640
65以上
10以上
注記 1 N/mm2=1 MPa
注a) オーステナイト系及びフェライト系のB種の線の引張強さは,受渡当事者間の協定に
よって,下限及び上限の値を大きくしてもよい。この場合,絞りは55 %以上とする。
4
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
線径の許容差及び偏径差
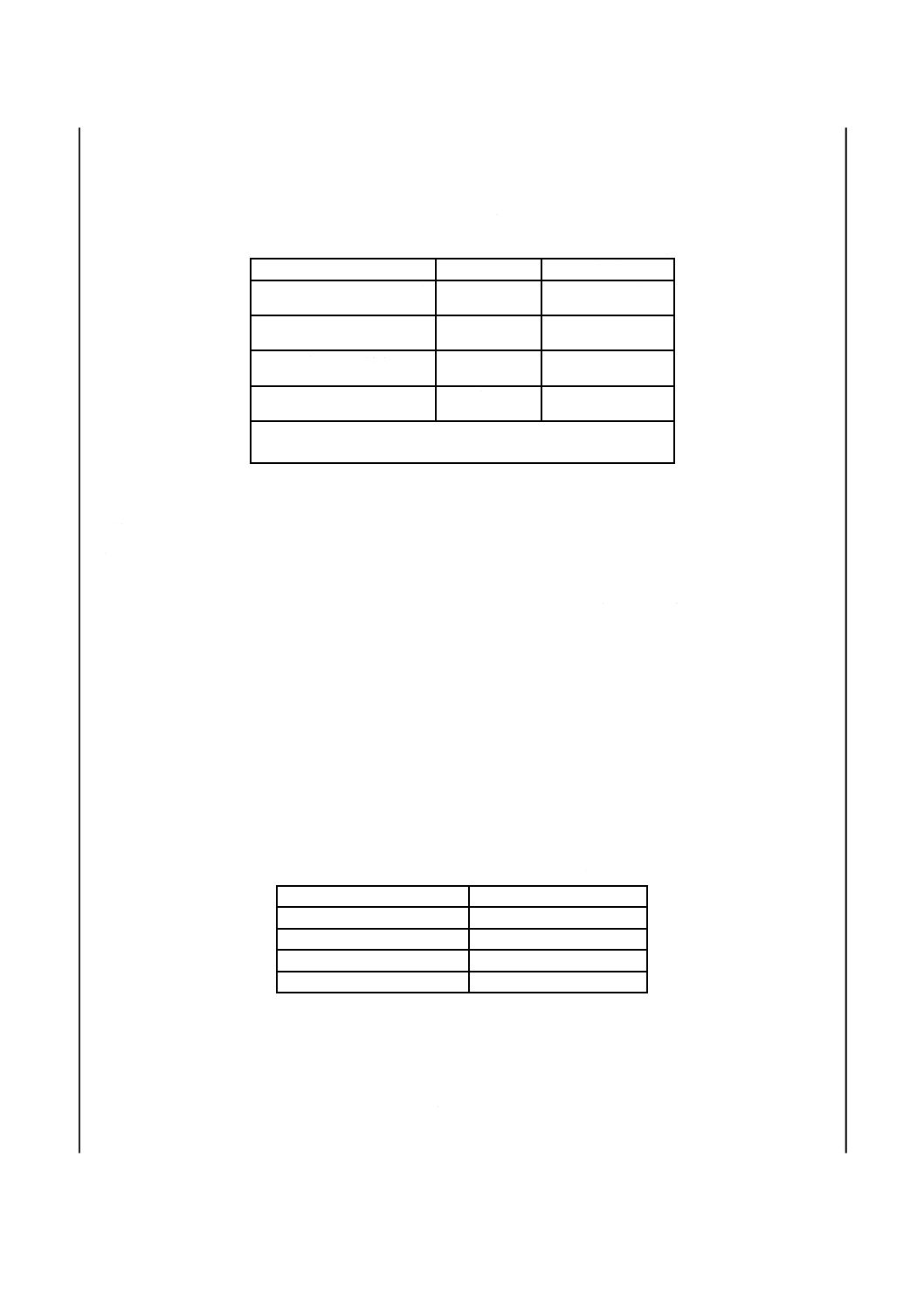
線径の許容差及び偏径差は,9.2の試験を行い,表4による。
表4−許容差及び偏径差
単位 mm
線径
許容差
偏径差a)
0.80 以上
3.00 以下
0
−0.025
0.013以下
3.00 を超え
6.00 以下
0
−0.030
0.015以下
6.00 を超え
10.0 以下
0
−0.04
0.020以下
10.0 を超え
17.0 以下
0
−0.05
0.025以下
注a) 偏径差は,同一断面における線径の最大値と最小値との差
で表す。
7
外観及び形状
線の外観及び形状は,次による。
a) 線は,使用上有害な外観上の欠点があってはならない。ただし,線は,一般的に検査によって全長に
わたっての欠点の検出及び除去が困難であるため,若干の正常でない部分を含むことがある。したが
って,使用上有害と判断される欠点が発見されたときは,必要な場合,その取扱いについては,受渡
当事者間の協定による。
b) 線は,使用上有害な曲がり及び波ぐせがあってはならない。
注記 波ぐせとは,線の連続した小曲がりのことをいう。
8
きず
線は,注文者の指定がある場合,9.3の試験を行い,線の長手方向に現れる割れ状のきずの場合,きずの
深さの許容限度は表5による。
表5−きずの深さの許容限度
単位 mm
線径
きずの深さの許容限度
0.80 以上
3.50 以下
0.03
3.50 を超え
5.50 以下
0.04
5.50 を超え
9.00 以下
0.05
9.00 を超え 17.0 以下
0.06
9
試験
9.1
引張試験
9.1.1
供試材及び試験片の採り方
供試材及び試験片の採り方は,同一溶鋼,同一線径,同一熱処理条件のロットから1コイルを抜き取り,
その片端から供試材を採り,試験片1個を採取する。
5
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.1.2
試験片
試験片は,JIS Z 2241の9A号試験片とする。
9.1.3
試験方法
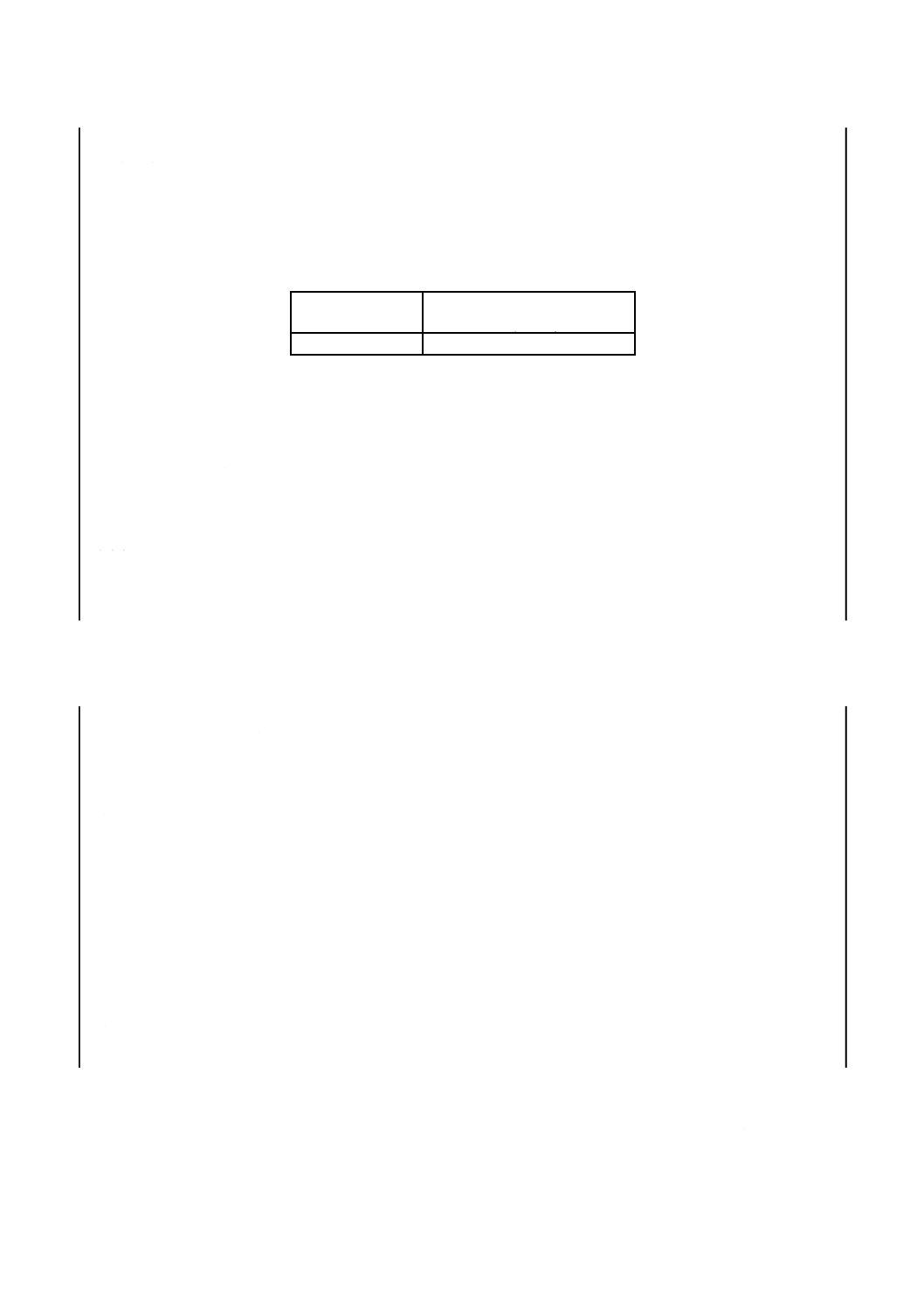
試験方法は,JIS Z 2241による。ただし,試験温度は23±5 ℃とし,引張速度は,表6による。
表6−引張速度
調質の区分
引張速度(平均応力増加率)
N/(mm2・s)
A種及びB種
10以上 100以下
9.2
線径の測定
線径の測定は,マイクロメータなどを用い,線の任意の箇所について行う。
9.3
きず検出試験
9.3.1
供試材及び試験片の採り方
供試材及び試験片の採り方は,同一溶鋼,同一線径,同一熱処理条件のロットから1コイルを抜き取り,
その両端から供試材を採り,それぞれ試験片1個を採取する。
9.3.2
試験方法
試験片を王水など適切な酸で腐食し,きずの有無を調べる。きずの深さは通常,きずがなくなるまで削
って,削り取られたきずの深さをマイクロメータで測定する。
10 検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 機械的性質は,箇条5に適合しなければならない。
c) 線径の許容差及び偏径差は,箇条6に適合しなければならない。
d) 外観及び形状は,箇条7に適合しなければならない。
e) きずは,箇条8に適合しなければならない。ただし,注文者から指定のあった場合に適用する。
11 表示
検査に合格した線には,1コイルごとに,又は1結束ごとに次の事項を表示する。ただし,受渡当事者
間の協定によって,項目の一部を省略してもよい。
a) 種類の記号,及び調質の区分又はその記号
b) 線径
c) 被覆がある場合は,その名称又は略号
d) 製造番号又は検査番号
e) 製造業者名又はその略号
12 報告
製造業者は,注文者の要求があれば,この規格に規定又は指定された試験の成績表,及び線径,数量,
納入状態などを記載した検査文書を提出しなければならない。検査文書には電送などの電子媒体も含める。
6
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
線材の化学成分
JA.1 化学成分
表JA.1〜表JA.3に化学成分を示す。
表JA.1−オーステナイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
その他
SUS304
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下
8.00〜10.50 18.00〜20.00
−
SUS304L
0.030以下 1.00以下 2.00以下 0.045以下 0.030以下
9.00〜13.00 18.00〜20.00
−
SUS304J3
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下
8.00〜10.50 17.00〜19.00 Cu 1.00〜3.00
SUS305
0.12以下 1.00以下 2.00以下 0.045以下 0.030以下 10.50〜13.00 17.00〜19.00
−
SUS305J1
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 11.00〜13.50 16.50〜19.00
−
SUS316
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 10.00〜14.00 16.00〜18.00 Mo 2.00〜3.00
SUS316L
0.030以下 1.00以下 2.00以下 0.045以下 0.030以下 12.00〜15.00 16.00〜18.00 Mo 2.00〜3.00
SUS384
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 17.00〜19.00 15.00〜17.00
−
SUSXM7
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下
8.50〜10.50 17.00〜19.00 Cu 3.00〜4.00
SUH660
0.08以下 1.00以下 2.00以下 0.040以下 0.030以下 24.00〜27.00 13.50〜16.00 V 0.10〜0.50
Ti 1.90〜2.35
Al 0.35以下
B 0.001〜0.010
Mo 1.00〜1.50
表JA.2−フェライト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
Mo
SUS430
0.12以下
0.75以下
1.00以下
0.040以下
0.030以下
16.00〜18.00
−
SUS434
0.12以下
1.00以下
1.00以下
0.040以下
0.030以下
16.00〜18.00
0.75〜1.25
Niは,0.60 %を超えてはならない。
表JA.3−マルテンサイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
SUS403
0.15以下
0.50以下
1.00以下
0.040以下
0.030以下
11.50〜13.00
SUS410
0.15以下
1.00以下
1.00以下
0.040以下
0.030以下
11.50〜13.50
Niは,0.60 %を超えてはならない。
7
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
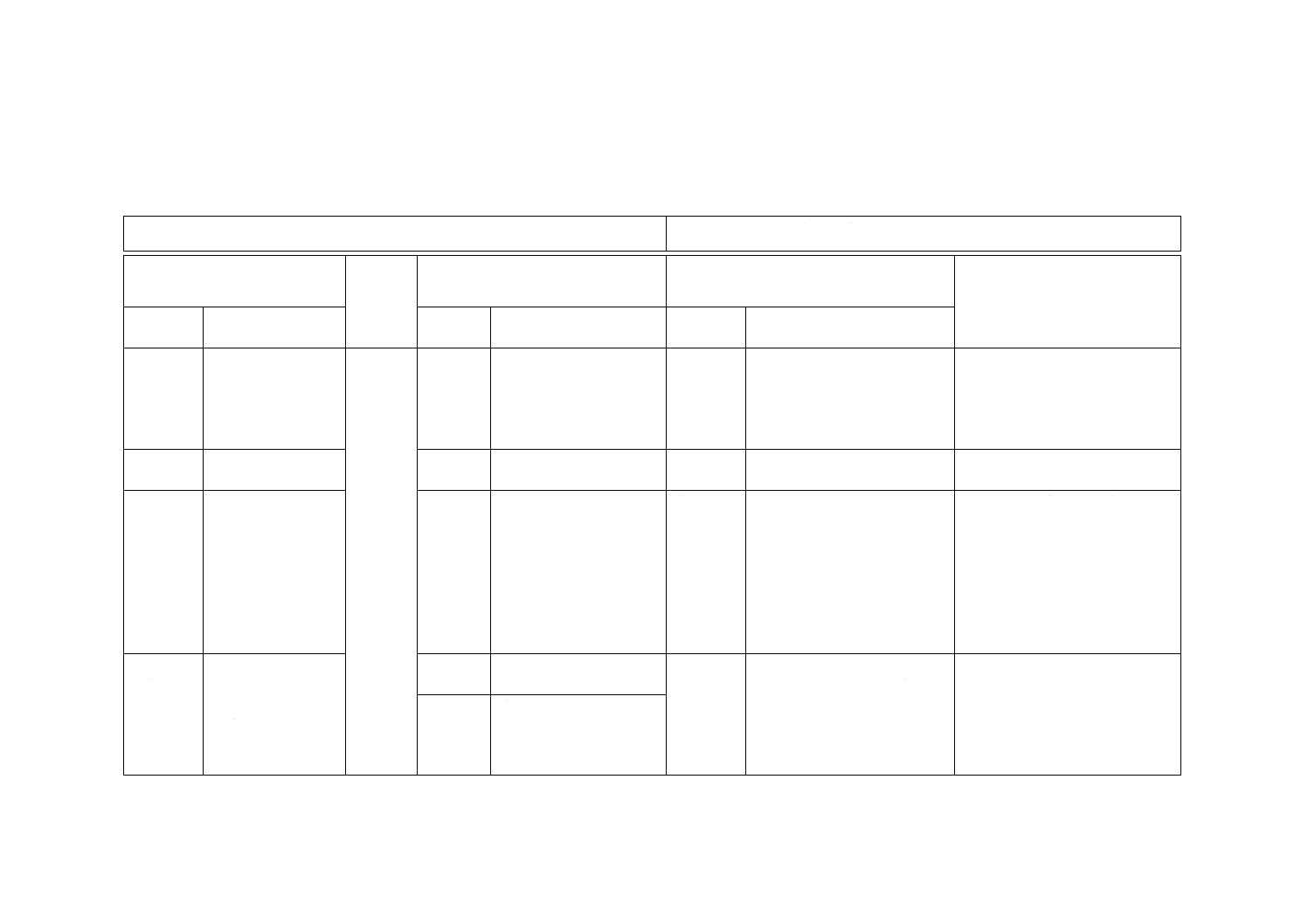
JISと対応国際規格との対比表
JIS G 4315:2013 冷間圧造用ステンレス鋼線
ISO 4954:1993 Steels for cold heading and cold extruding
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
冷間圧造用(温間圧
造を含む。)ステン
レス鋼線及び耐熱
鋼線について規定。
1.1
冷間圧造及び冷間押出し
に用いられる線材,線又
は棒鋼で受け渡される非
合金及び合金の鋼材につ
いて規定。
変更
ISO規格は冷間圧造用及び冷
間押出用の鋼全体について規
定している。
規格体系の違いであり,JISでは,
鋼材についてJIS G 3507などで
規定している。
2 引用規
格
3 種類の
記号,調
質,分類及
び適用線
径
14種類の記号につ
いて,調質及び分類
(オーステナイト
系,フェライト系,
マルテンサイト系)
を規定。
調質記号ごとに適
用線径を規定。
5.2.2
オーステナイト系,フェ
ライト系,マルテンサイ
ト系の18種類の記号及び
分類を規定。
変更
JISとISO規格とでは,記号表
記が異なる。また,ISO規格で
は,種類によらず適用線径は共
通としている。記号体系が異な
っているが,技術的な差異はな
い。
次回,ISO規格見直し時,改正提
案の要否を検討する。
4 材料及
び製造方
法
調質記号を2種類に
分類し,それぞれの
製造方法を規定。表
面被覆については,
注文者の指定が可
能と規定。
5.2.3
受渡し時の熱処理状態を
規定。
変更
JISでは,熱処理条件よりも,
引張強さのレベルを重視した
分類としている。
次回,ISO規格見直し時,改正提
案の要否を検討する。
1.4.3.2
冷間圧造を容易にする表
面処理を注文時に協定す
るものとする。
6
G
4
3
1
5
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
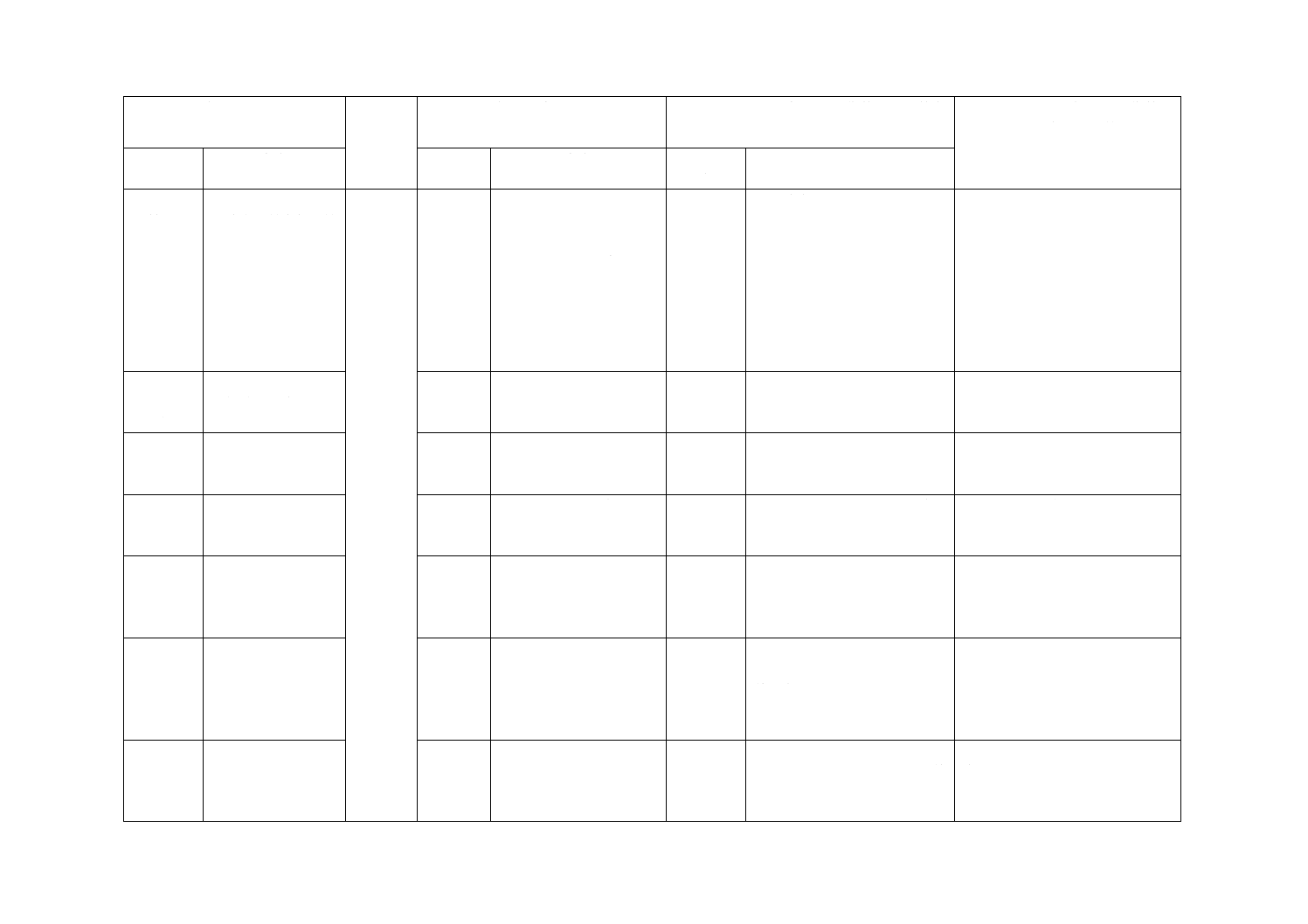
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 機械的
性質
線径範囲に応じ,引
張強さの最大値,最
小値及び絞りの最
小値を規定。伸びは
参考値。受渡当事者
間の協定によって,
引張強さの下限及
び上限を高くする
ことができる。
5.2.3
引張強さ,絞りを規定。
引張強さは,上限だけ規
定。
オーステナイト系につい
ては,絞りを規定してい
ない。
変更
引張強さについて,JISでは,
最大値及び最小値を規定して
いる。
JISでは,全ての分類に絞りを
規定している。
市場ニーズの違いによる。次回,
ISO規格見直し時,改正提案の要
否を検討する。
6 線径の
許容差及
び偏径差
線径の許容差及び
偏径差を規定。
1.4.11
受渡当事者間の協定によ
る。
変更
ISO規格では,線径の許容差及
び偏径差を協定としている。
市場ニーズの違いによる。次回,
ISO規格見直し時,改正提案の要
否を検討する。
7 外観及
び形状
線の外観,曲がり及
び波ぐせを規定。
1.4.8
受渡当事者間の協定によ
る。
変更
ISO規格では,外観及び形状を
協定としている。
市場ニーズの違いによる。次回,
ISO規格見直し時,改正提案の要
否を検討する。
8 きず
きずの深さの許容
限度について規定。
1.4.8
受渡当事者間の協定によ
る。
変更
ISO規格では,許容限度を協定
としている。
市場ニーズの違いによる。次回,
ISO規格見直し時,改正提案の要
否を検討する。
9 試験
引張試験,線径の測
定及びきず検出試
験について規定。
1.5
化学分析,焼入性試験,
引張試験,組織及び脱炭
について規定。
変更
JISとISO規格とでは,規定し
ている試験項目が異なる。JIS
では,線の製品規格として必要
な項目を規定している。
次回,ISO規格見直し時,改正提
案の要否を検討する。
10 検査
機械的性質,線径の
許容差,偏径差,外
観及び形状,きずに
ついて,検査適合基
準を規定。
1.4
協定に従って検査を実
施。
変更
ISO規格では,検査について
は,協定としている。JISでは,
線の製品規格として必要な項
目を規定している。
次回,ISO規格見直し時,改正提
案の要否を検討する。
11 表示
種類の記号など5項
目の表示項目及び
表示方法を規定。
−
表示の規定はなし。
追加
ISO規格では,表示については
規定していない。JISでは,線
の製品規格として必要な項目
及び表示方法を規定している。
次回,ISO規格見直し時,改正提
案の要否を検討する。
6
G
4
3
1
5
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
G 4315:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
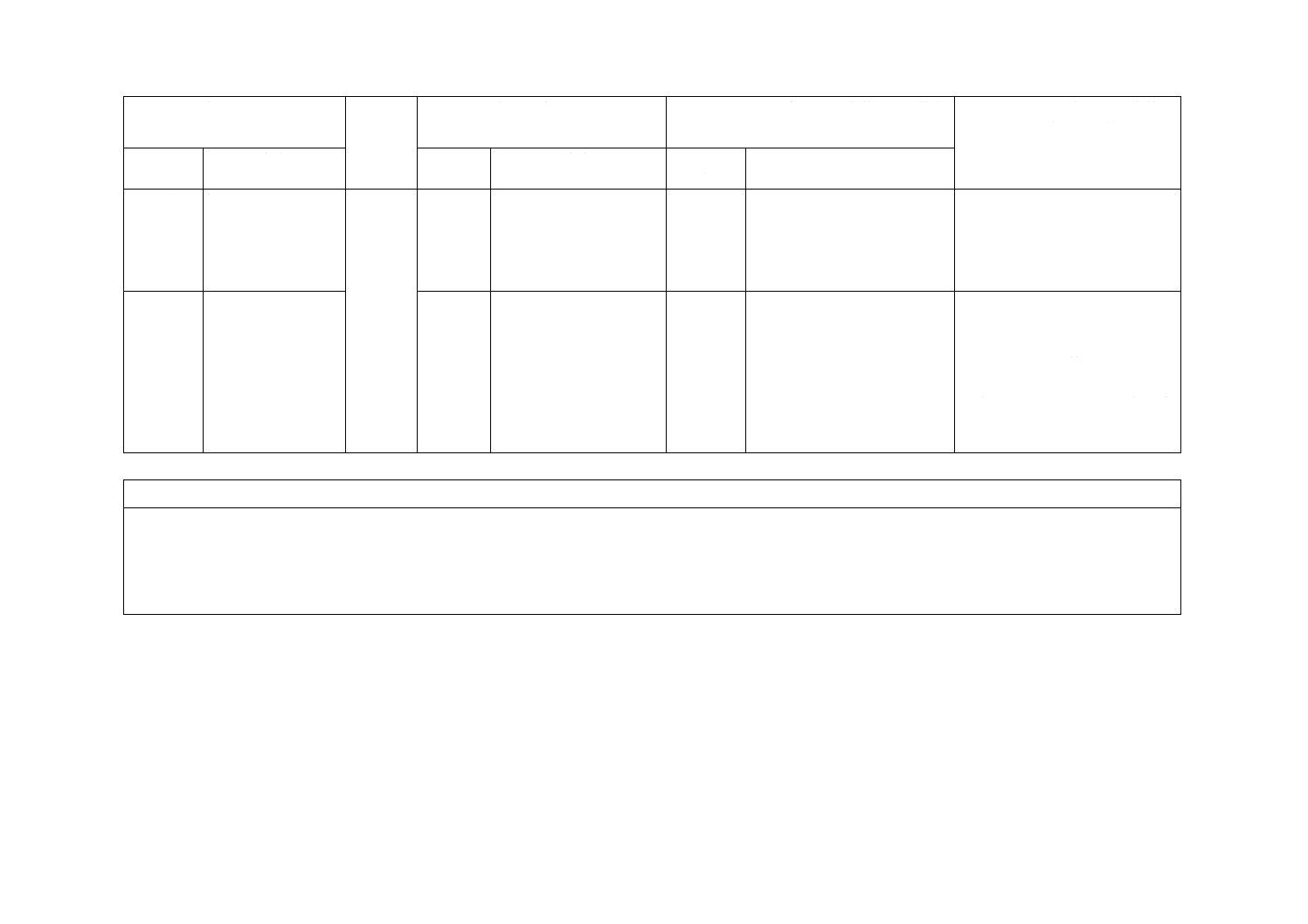
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
12 報告
注文者の要求があ
れば,製造業者は規
定された検査文書
を提出しなければ
ならない。
1.5.1
協定によって,ISO 10474
に従って,検査文書を発
行する。
追加
JISでは,検査文書に電子媒体
も含めている。技術的な差異は
ない。
附属書JA
(参考)
化学成分
−
ISO規格では,本文に化学成分
表を記載しているが,JISでは,
附属書としている。
この規格に使用する材料の化学
成分は,別の規格で規定されてお
り,この規格では,参考として参
照することが目的であることを
明確にするため,本文から外し附
属書とした。次回,ISO規格見直
し時,改正提案の要否を検討す
る。
JISと国際規格との対応の程度の全体評価:ISO 4954:1993,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
6
G
4
3
1
5
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。