G 4312:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 1
4 製造方法························································································································· 2
4.1 熱間圧延板及び帯 ·········································································································· 2
4.2 冷間圧延板及び帯 ·········································································································· 2
5 化学成分························································································································· 3
5.1 溶鋼分析値 ··················································································································· 3
5.2 製品分析値 ··················································································································· 3
6 機械的性質 ······················································································································ 5
6.1 一般事項 ······················································································································ 5
6.2 オーステナイト系の機械的性質 ························································································ 6
6.3 フェライト系の機械的性質 ······························································································ 6
6.4 マルテンサイト系の機械的性質 ························································································ 7
6.5 析出硬化系の機械的性質 ································································································· 7
7 表面仕上げ ······················································································································ 9
8 形状,寸法,質量及び許容差 ······························································································ 9
8.1 熱間圧延板及び帯 ·········································································································· 9
8.2 冷間圧延板及び帯 ········································································································· 18
9 外観······························································································································ 23
10 試験 ···························································································································· 23
10.1 分析試験 ···················································································································· 23
10.2 機械試験 ···················································································································· 23
10.3 その他の試験 ·············································································································· 24
11 検査 ···························································································································· 24
12 表示 ···························································································································· 24
13 報告 ···························································································································· 25
附属書JA(参考)耐熱鋼板及び耐熱鋼帯の熱処理条件 ······························································· 26
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 28
G 4312:2019
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,ステンレス協会
(JSSA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 4312:2011は改正され,この規格に置き換えられた。
なお,平成32年3月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 4312:2011を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
G 4312:2019
耐熱鋼板及び鋼帯
Heat-resistant steel plate, sheet and strip
序文
この規格は,2016年に第4版として発行されたISO 4955を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧表に
その説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,耐熱鋼板(以下,板という。)及び耐熱鋼帯(以下,帯という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4955:2016,Heat-resistant steels(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2243-1 ブリネル硬さ試験−第1部:試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2248 金属材料曲げ試験方法
JIS Z 8401 数値の丸め方
3
種類の記号
板及び帯の種類は,28種類とし,その分類及び種類の記号は,表1による。
2
G 4312:2019
表1−分類及び種類の記号
分類
種類の記号a),b)
分類
種類の記号a),b)
オーステナイト系
SUH309
フェライト系
SUH21
SUH310
SUH409
SUH330
SUH409L
SUH660
SUH446
SUH661
SUS405-HR
SUS302B-HR
SUS410L-HR
SUS304-HR
SUS430-HR
SUS309S-HR
SUS430J1L-HR
SUS310S-HR
SUS436J1L-HR
SUS316-HR
マルテンサイト系
SUS403-HR
SUS316Ti-HR
SUS410-HR
SUS317-HR
析出硬化系
SUS630-HR
SUS321-HR
SUS631-HR
SUS347-HR
SUSXM15J1-HR
注a) 板であることを記号で表す必要がある場合には,種類の記号の末尾に,“-HP”
(熱間圧延鋼板)又は“-CP”(冷間圧延鋼板)を付記する。
例 SUH309-HP
b) 帯であることを記号で表す必要がある場合には,種類の記号の末尾に,“-HS”
(熱間圧延鋼帯)又は“-CS”(冷間圧延鋼帯)を付記する。
例 SUH409-CS
4
製造方法
4.1
熱間圧延板及び帯
熱間圧延板及び帯の製造方法は,次による。
a) 板及び帯は,熱間圧延後,熱処理を行い,酸洗又はこれに準じる処理を行う。必要に応じて適切な矯
正,研磨又はこれらの組合せによる処理を行ってもよい。ただし,受渡当事者間の協定によって,熱
処理後の酸洗などの処理を省略してもよい。
注記 代表的な熱処理条件を,参考として附属書JAに示す。この条件以外の熱処理条件を選択し
てもよい。
b) 板及び帯は,後工程で熱処理を行う管及び管継手の素材並びに再圧延用の素材として使用する場合,
受渡当事者間の協定によって,熱処理を省略してもよい。この場合,“AR”の記号を付記する。
c) オーステナイト系の熱処理で,特に注文者の承認の下に,圧延ライン上で熱処理を行い,直ちに急冷
する熱処理を行ってもよい。この場合,“LS”の記号を付記する。
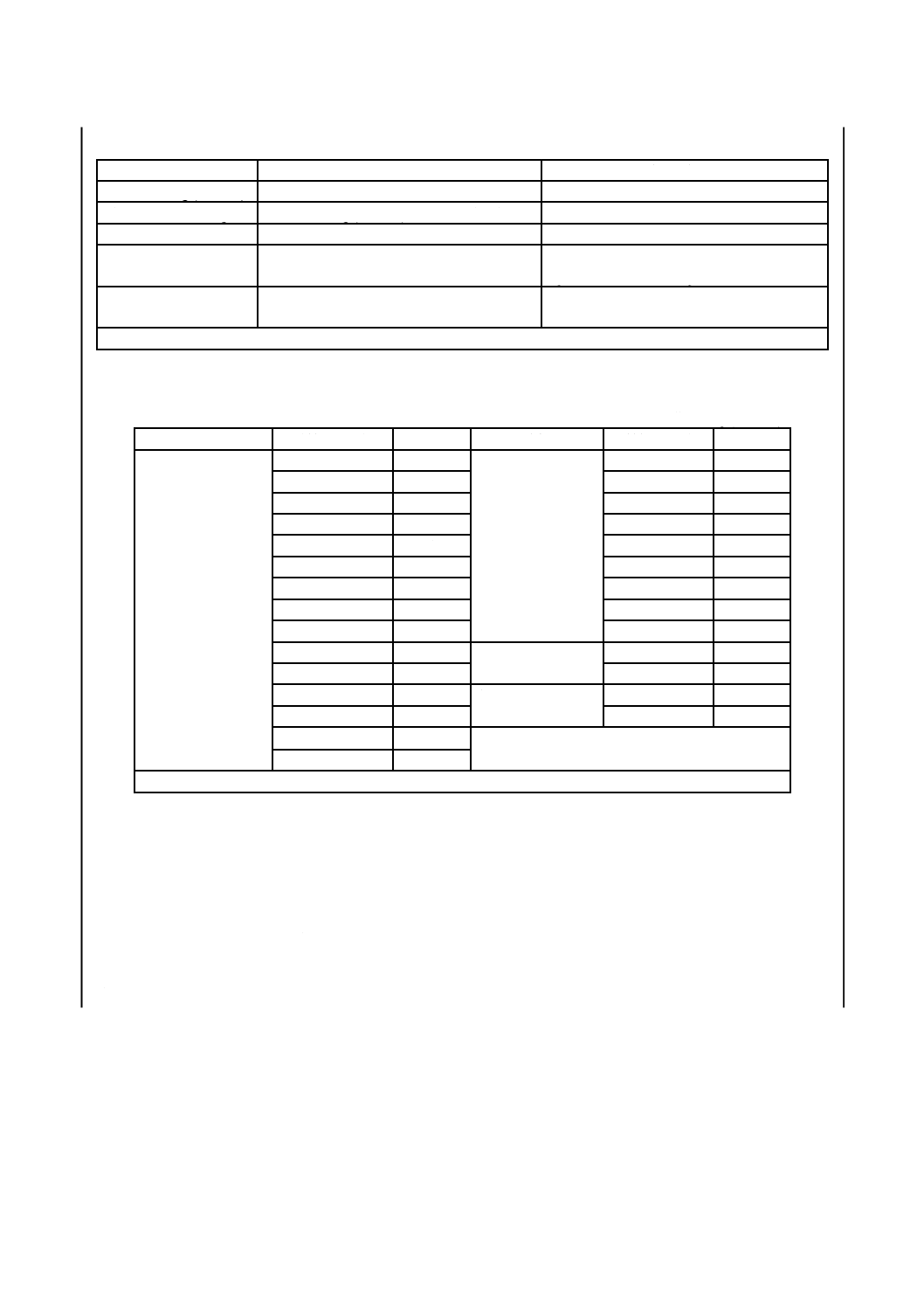
d) SUS630-HR及びSUS631-HRの熱処理については,注文者は固溶化熱処理又は析出硬化処理のいずれ
かを指定する。この場合,表2による熱処理の種類の記号を付記する。SUH660及びSUH661の熱処
理については,注文者は,熱処理の種類を指定し,更に本体又は試験片のいずれに熱処理を行うかを
指定する。熱処理記号は,表2による。
4.2
冷間圧延板及び帯
冷間圧延板及び帯の製造方法は,次による。
a) 板及び帯は,冷間圧延後,熱処理を行い,酸洗又はこれに準じる処理を行う。必要に応じて適切な矯
正,研磨,調質圧延又はこれらの組合せによる処理を行ってもよい。
3
G 4312:2019
注記 代表的な熱処理条件を,参考として附属書JAに示す。この条件以外の熱処理条件を選択し
てもよい。
b) SUS630-HR及びSUS631-HRの熱処理については,注文者は,固溶化熱処理又は析出硬化処理のいず
れかを指定する。この場合,表2による熱処理の種類の記号を付記する。SUH660及びSUH661の熱
処理については,注文者は,熱処理の種類を指定し,更に本体又は試験片のいずれに熱処理を行うか
を指定する。熱処理記号は,表2による。
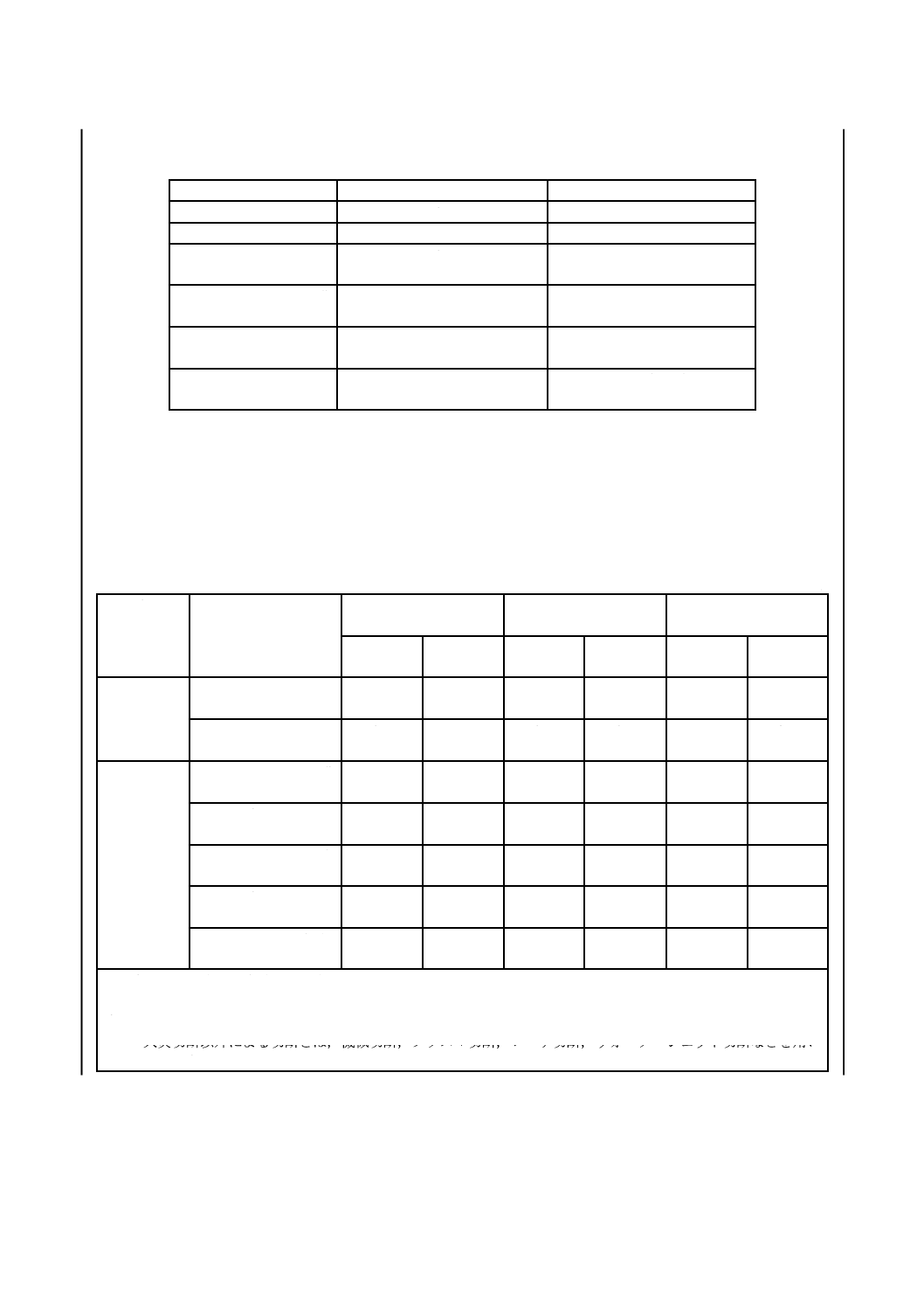
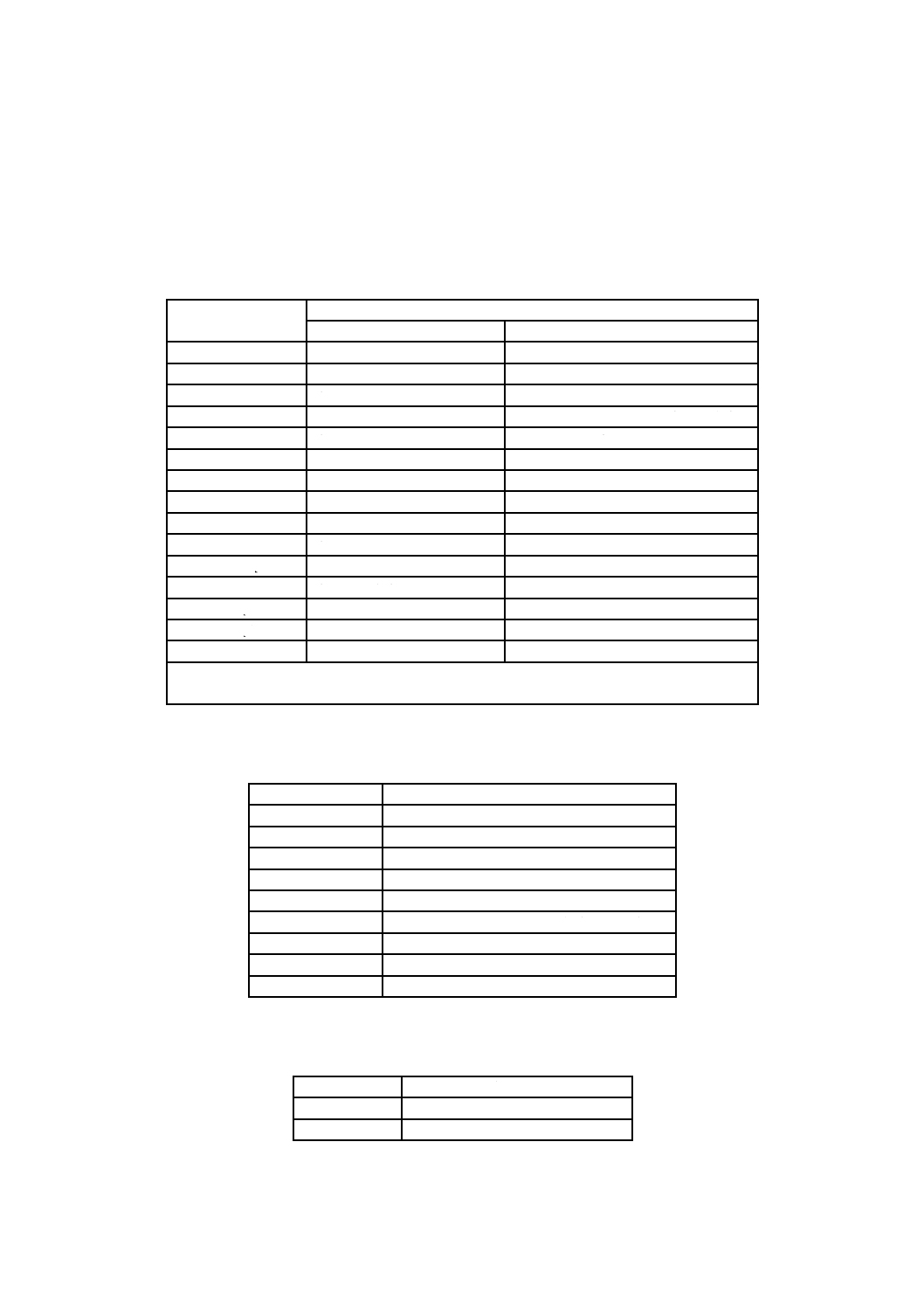
表2−熱処理記号
種類の記号
熱処理の種類
熱処理記号
SUS630-HR
固溶化熱処理
S
析出硬化処理
H900,H1025,H1075,H1150
SUS631-HR
固溶化熱処理
S
析出硬化処理
RH950,TH1050
SUH660
固溶化熱処理
S
固溶化熱処理後時効処理
H
SUH661
固溶化熱処理
S
固溶化熱処理後時効処理
H
上記以外
固溶化熱処理
S
5
化学成分
5.1
溶鋼分析値
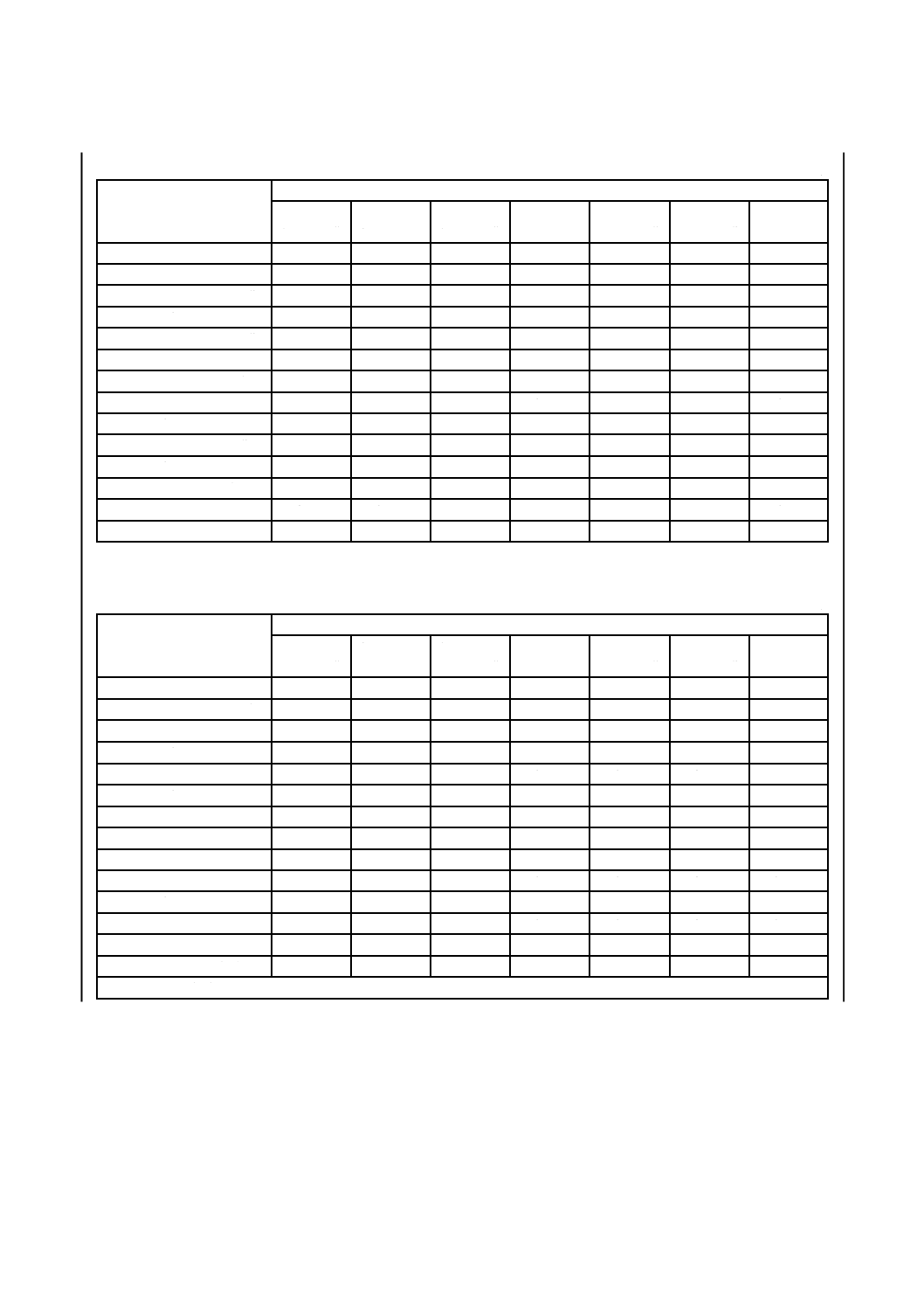
板及び帯は,10.1の試験を行い,その溶鋼分析値は,表3〜表6による。
5.2
製品分析値
注文者が製品分析を要求する場合,10.1によって試験を行い,その値は,表3〜表6の値にJIS G 0321
の表5(ステンレス鋼及び耐熱鋼鋼材の製品分析の許容変動値)による許容変動値を適用する。ただし,
JIS G 0321の表5に規定されていない元素の許容変動値については,受渡当事者間で協定してもよい。
4
G 4312:2019
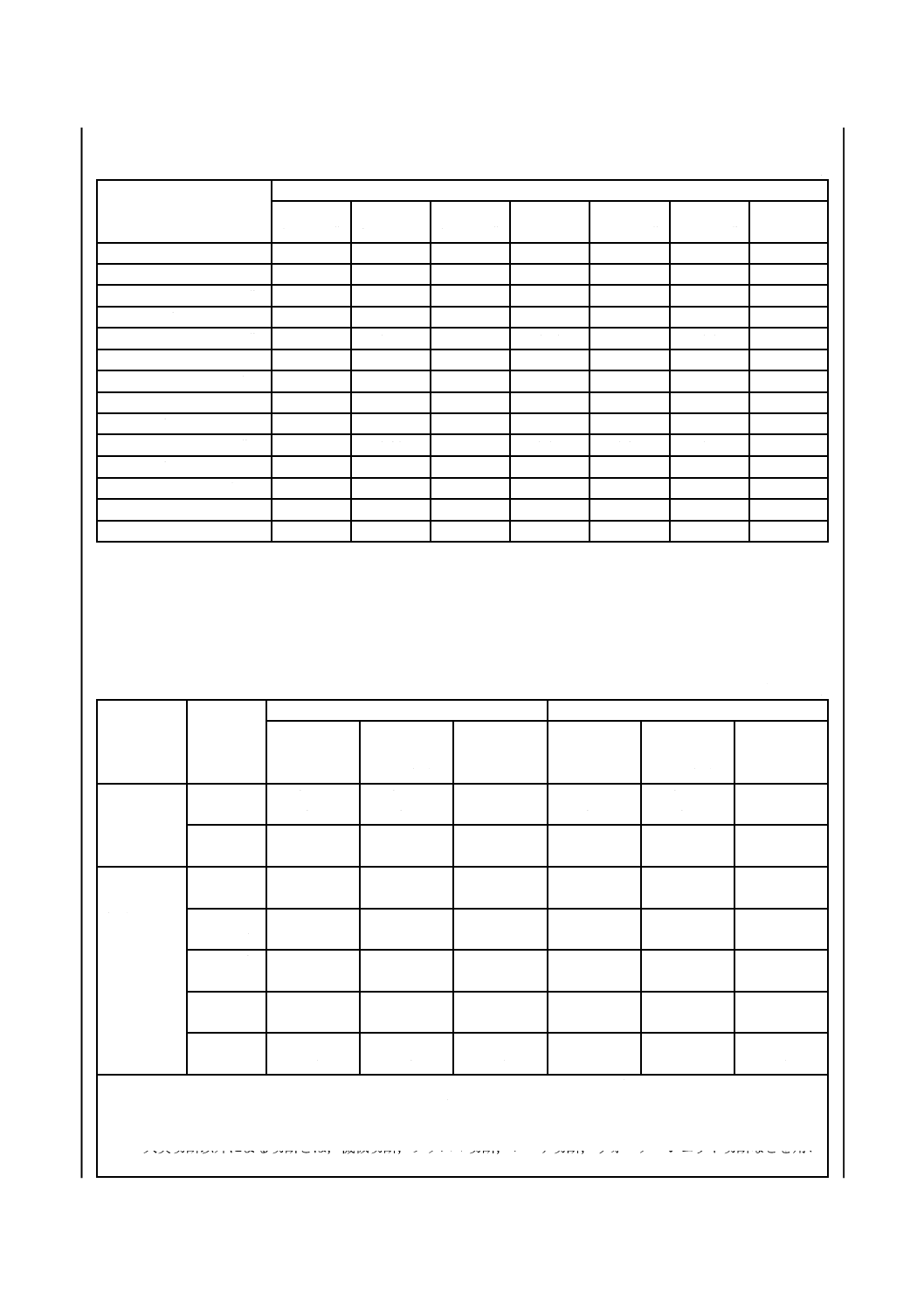
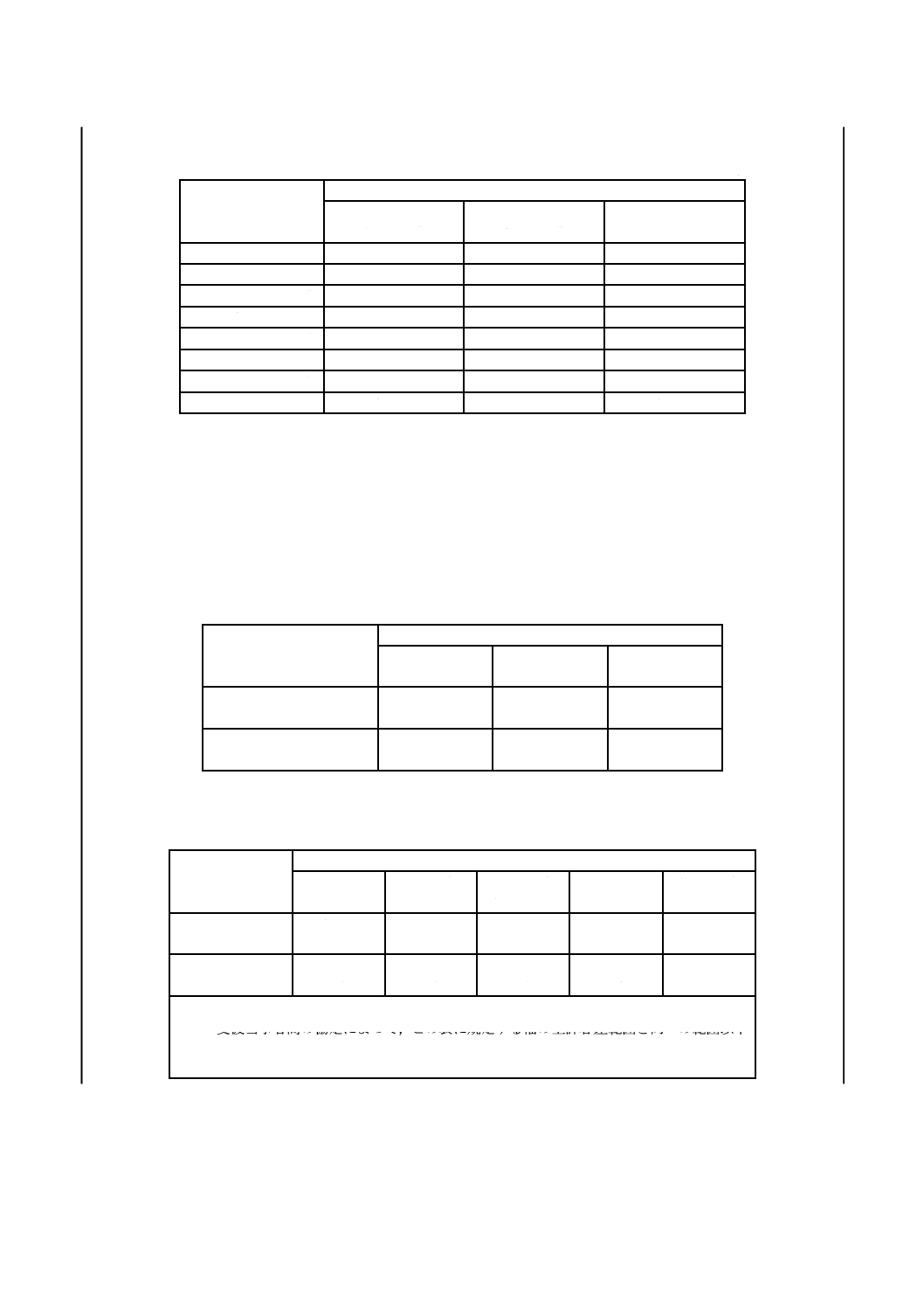
表3−オーステナイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
その他
SUH309
0.20
以下
1.00
以下
2.00
以下
0.040
以下
0.030
以下
12.00〜
15.00
22.00〜
24.00
−
−
SUH310
0.25
以下
1.50
以下
2.00
以下
0.040
以下
0.030
以下
19.00〜
22.00
24.00〜
26.00
−
−
SUH330
0.15
以下
1.50
以下
2.00
以下
0.040
以下
0.030
以下
33.00〜
37.00
14.00〜
17.00
−
−
SUH660
0.08
以下
1.00
以下
2.00
以下
0.040
以下
0.030
以下
24.00〜
27.00
13.50〜
16.00
1.00〜
1.50
Ti:1.90〜2.35
V:0.10〜0.50
Al:0.35以下
B:0.001〜0.010
SUH661
0.08〜
0.16
1.00
以下
1.00〜
2.00
0.040
以下
0.030
以下
19.00〜
21.00
20.00〜
22.50
2.50〜
3.50
W:2.00〜3.00
Co:18.50〜21.00
N:0.10〜0.20
Nb:0.75〜1.25
SUS302B-HR
0.15
以下
2.00〜
3.00
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.00
17.00〜
19.00
−
−
SUS304-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.50
18.00〜
20.00
−
−
SUS309S-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
12.00〜
15.00
22.00〜
24.00
−
−
SUS310S-HR
0.08
以下
1.50
以下
2.00
以下
0.045
以下
0.030
以下
19.00〜
22.00
24.00〜
26.00
−
−
SUS316-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
SUS316Ti-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
Ti:5×C %以上
SUS317-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
11.00〜
15.00
18.00〜
20.00
3.00〜
4.00
−
SUS321-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
17.00〜
19.00
−
Ti:5×C %以上
SUS347-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
17.00〜
19.00
−
Nb:10×C %以上
SUSXM15J1-HRa)
0.08
以下
3.00〜
5.00
2.00
以下
0.045
以下
0.030
以下
11.50〜
15.00
15.00〜
20.00
−
−
注a) SUSXM15J1-HRは,この表に規定されていないCu,Mo,Nb,Ti及びNのうち一つ又は複数の元素を必要に
よって添加した場合,その含有率を報告しなければならない。
5
G 4312:2019
表4−フェライト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
Mo
N
その他
SUH21 a)
0.10
以下
1.50
以下
1.00
以下
0.040
以下
0.030
以下
17.00〜
21.00
−
−
Al:2.00〜4.00
SUH409
0.08
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
10.50〜
11.75
−
−
Ti:6×C %〜0.75
SUH409L
0.030
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
10.50〜
11.75
−
−
Ti:6×C %〜0.75
SUH446
0.20
以下
1.00
以下
1.50
以下
0.040
以下
0.030
以下
23.00〜
27.00
−
0.25
以下
SUS405-HR
0.08
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.50〜
14.50
−
−
Al:0.10〜0.30
SUS410L-HR
0.030
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.00〜
13.50
−
−
SUS430-HR
0.12
以下
0.75
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
18.00
−
−
SUS430J1L-HR 0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
20.00
−
0.025
以下
Ti,Nb,Zr又はそれらの組合せ:
8×(C %+N %)〜0.80,Cu:0.30
〜0.80
SUS436J1L-HR 0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
17.00〜
20.00
0.40〜
0.80
0.025
以下
Ti,Nb,Zr又はそれらの組合せ:
8×(C %+N %)〜0.80
Niは,0.60 %を超えてはならない。
注a) SUH21は,この表に規定されていない元素を添加した場合,その含有率を報告しなければならない。
表5−マルテンサイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
SUS403-HR
0.15
以下
0.50
以下
1.00
以下
0.040
以下
0.030
以下
11.50〜
13.00
SUS410-HR
0.15
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.50〜
13.50
Niは,0.60 %を超えてはならない。
表6−析出硬化系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Cu
その他
SUS630-HR
0.07
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
3.00〜
5.00
15.00〜
17.50
3.00〜
5.00
Nb:0.15〜0.45
SUS631-HR
0.09
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
6.50〜
7.75
16.00〜
18.00
−
Al:0.75〜1.50
6
機械的性質
6.1
一般事項
板及び帯は,10.2の試験を行い,その機械的性質は,6.2〜6.5による。ただし,厚さ0.30 mm未満の板
及び帯については,引張試験を省略できる。後工程で熱処理を行う管及び管継手の素材並びに再圧延用の
素材として使用する場合,機械的性質の規定の要否及びその規定値については,受渡当事者間の協定によ
6
G 4312:2019
る。
注記 この規格では,製造業者の出荷後の製品に熱処理を行った場合の機械的性質は規定していない。
6.2
オーステナイト系の機械的性質
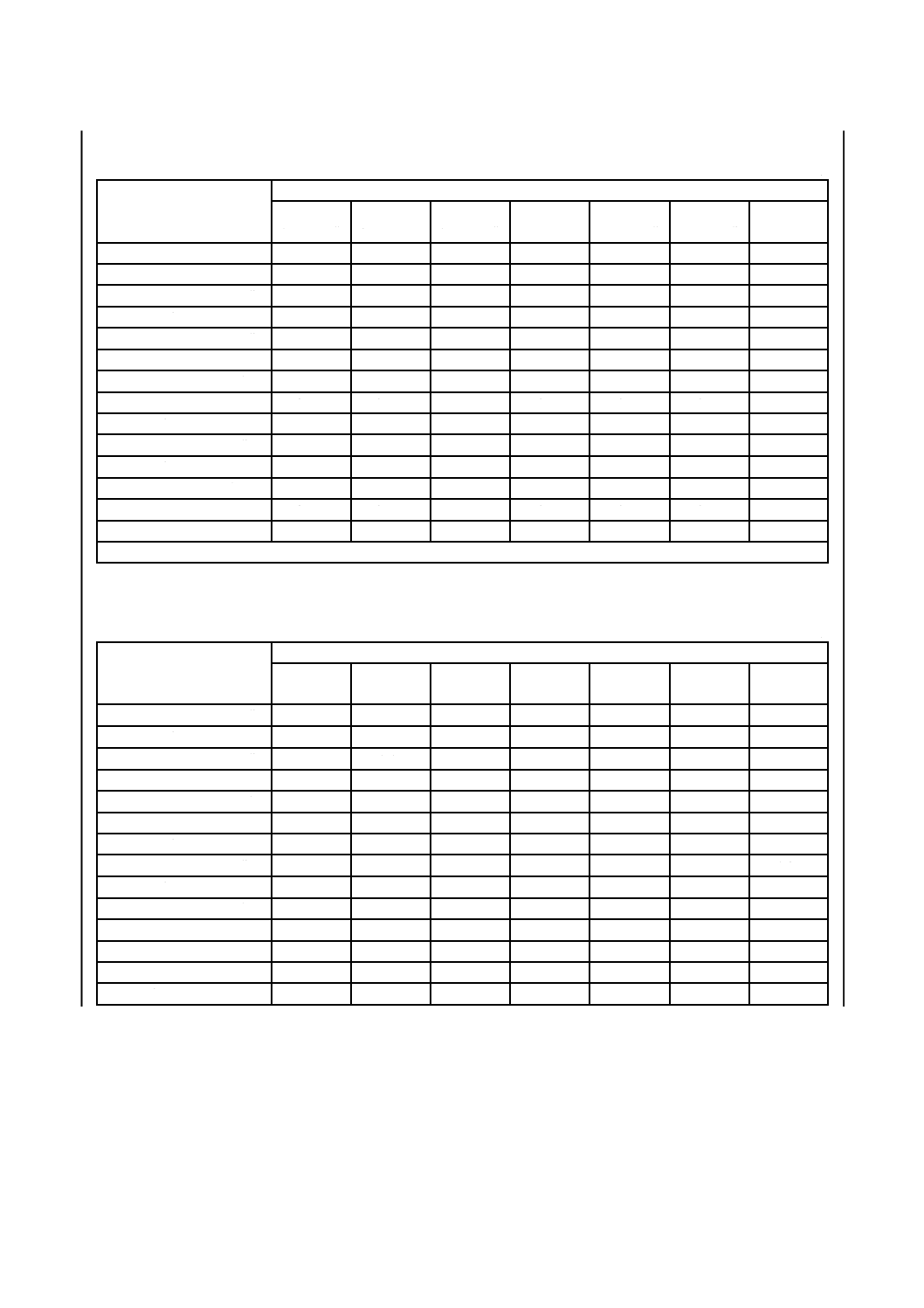
オーステナイト系の機械的性質は,熱処理状態に応じて表7による。この場合,供試材は,JIS G 0404
の7.6(試験片採取条件及び試験片)のA類による。ただし,耐力は,注文者の指定がある場合に適用す
る。SUH660及びSUH661に時効処理を行った場合は,機械的性質を確認しなければならない。
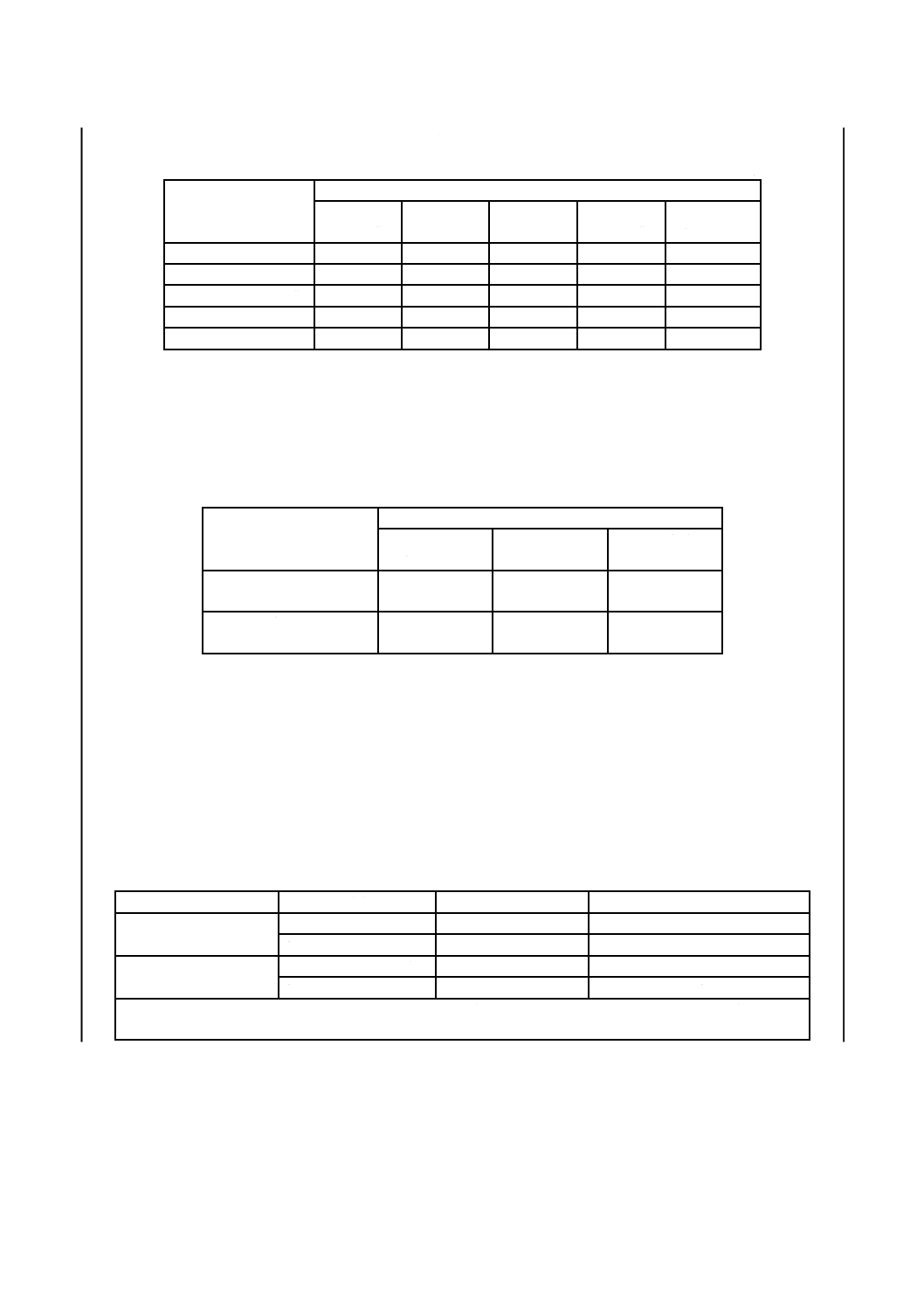
表7−オーステナイト系の固溶化熱処理状態及び固溶化熱処理後時効処理状態の機械的性質
種類の記号
熱処理
記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
HBW
HRC
HRBW又は
HRBS b)
HV
SUH309
S
205以上
560以上
40以上
201以下
−
95以下
210以下
SUH310
S
205以上
590以上
35以上
201以下
−
95以下
210以下
SUH330
S
205以上
560以上
35以上
201以下
−
95以下
210以下
SUH660
S
−
730以下
25以上
192以下
−
91以下
202以下
H
590以上
900以上
15以上
248以上
24以上
−
261以上
SUH661
S
315以上
690以下
35以上
248以下
−
100以下
261以下
H
345以上
760以上
30以上
192以上
−
91以上
202以上
SUS302B-HR
S
205以上
520以上
40以上
207以下
−
95以下
218以下
SUS304-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS309S-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS310S-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS316-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS316Ti-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS317-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS321-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUS347-HR
S
205以上
520以上
40以上
187以下
−
90以下
200以下
SUSXM15J1-HR
S
205以上
520以上
40以上
207以下
−
95以下
218以下
耐力,引張強さ及び伸びについては,厚さ0.30 mm以上に適用する。
注記1 1 N/mm2=1 MPa
注記2 HRBW及びHRBSは,厚さが薄い場合には適用できないことがある。
注a) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択によ
る。
b) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。
測定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
6.3
フェライト系の機械的性質
焼なましを行った板及び帯の機械的性質は,表8による。この場合,供試材は,JIS G 0404の7.6のA
類による。ただし,耐力は,注文者の指定がある場合に適用する。また,曲げ性の場合は,試験片の外側
にき裂が生じてはならない。
7
G 4312:2019
表8−フェライト系の焼なまし状態の機械的性質
種類の記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
曲げ性
HBW
HRBW又は
HRBS b)
HV
曲げ
角度
内側半径
SUH21
245以上
440以上
15以上
210以下
95以下
220以下
−
−
SUH409
175以上
360以上
22以上
162以下
80以下
175以下 180° 厚さ8 mm未満
厚さの0.5倍
厚さ8 mm以上
厚さの1.0倍
SUH409L
175以上
360以上
25以上
162以下
80以下
175以下 180°
SUH446
275以上
510以上
20以上
201以下
95以下
210以下 135°
SUS405-HR
175以上
410以上
20以上
183以下
88以下
200以下 180°
SUS410L-HR
195以上
360以上
22以上
183以下
88以下
200以下 180° 厚さの1.0倍
SUS430-HR
205以上
420以上
22以上
183以下
88以下
200以下 180°
SUS430J1L-HR
205以上
390以上
22以上
192以下
90以下
200以下 180°
SUS436J1L-HR
245以上
410以上
20以上
192以下
90以下
200以下 180°
耐力,引張強さ及び伸びについては,厚さ0.30 mm以上に適用する。
注記1 1 N/mm2=1 MPa
注記2 HRBW及びHRBSは,厚さが薄い場合には適用できないことがある。
注a) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択によ
る。
b) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。
測定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
6.4
マルテンサイト系の機械的性質
焼なましを行った板及び帯の機械的性質は,表9による。この場合,供試材は,JIS G 0404の7.6のA
類による。ただし,耐力は,注文者の指定がある場合に適用する。また,曲げ性の場合は,試験片の外側
にき裂が生じてはならない。
表9−マルテンサイト系の焼なまし状態の機械的性質
種類の記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
曲げ性
HBW
HRBW
又は
HRBS b)
HV
曲げ角度
内側半径
SUS403-HR
205以上
440以上
20以上
201以下
93以下
210以下
180°
厚さの1.0倍
SUS410-HR
205以上
440以上
20以上
201以下
93以下
210以下
180°
厚さの1.0倍
耐力,引張強さ及び伸びについては,厚さ0.30 mm以上に適用する。
注記1 1 N/mm2=1 MPa
注記2 HRBW及びHRBSは,厚さが薄い場合には適用できないことがある。
注a) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択によ
る。
b) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。
測定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
6.5
析出硬化系の機械的性質
析出硬化系の機械的性質は,その熱処理状態に応じて,次のa),b) 又はc) による。
a) 固溶化熱処理を行った板及び帯の機械的性質は,表10による。この場合,供試材は,JIS G 0404の
7.6のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
なお,固溶化熱処理を行った板及び帯は,通常,析出硬化状態の機械試験を行わないが,特に注文
8
G 4312:2019
者の要求がある場合は,JIS G 0404の7.6のA類による供試材に析出硬化処理を行った場合の機械的
性質及びその規定値を受渡当事者間で協定してもよい。
b) 固溶化熱処理後析出硬化処理を行った板及び帯の機械的性質は,表10による。この場合,供試材は,
JIS G 0404の7.6のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
c) 固溶化熱処理及び析出硬化処理とは異なる熱処理を行ったSUS630-HRの板及び帯の機械的性質,そ
の規定値及び供試材の種類は,受渡当事者間の協定による。
表10−析出硬化系の固溶化熱処理状態及び固溶化熱処理後析出硬化処理状態の機械的性質
種類の
記号
熱処理
記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
HBW
HRC
HRBW
又は
HRBS b)
HV
SUS630-HR S
−
−
−
363以下 38以下
−
−
H900
1 175以上 1 310以上 厚さ5.0 mm以下
5以上 375以上 40以上c)
−
−
厚さ5.0 mmを超
え15.0 mm以下
8以上
厚さ15.0 mmを超
えるもの
10以上
H1025
1 000以上 1 070以上 厚さ5.0 mm以下
5以上 331以上 35以上c)
−
−
厚さ5.0 mmを超
え15.0 mm以下
8以上
厚さ15.0 mmを超
えるもの
12以上
H1075
860以上 1 000以上 厚さ5.0 mm以下
5以上 302以上 31以上
−
−
厚さ5.0 mmを超
え15.0 mm以下
9以上
厚さ15.0 mmを超
えるもの
13以上
H1150
725以上 930以上 厚さ5.0 mm以下
8以上 277以上 28以上
−
−
厚さ5.0 mmを超
え15.0 mm以下
10以上
厚さ15.0 mmを超
えるもの
16以上
SUS631-HR S
380以下 1 030以下
20以上
192以下
−
92以下 200以下
RH950
1 030以上 1 230以上 厚さ3.0 mm以下
−
−
40以上
−
392以上
厚さ3.0 mmを超
えるもの
4以上
TH1050
960以上 1 140以上 厚さ3.0 mm以下
3以上
−
35以上
−
345以上
厚さ3.0 mmを超
えるもの
5以上
耐力,引張強さ及び伸びについては,厚さ0.30 mm以上に適用する。
注記1 1 N/mm2=1 MPa
注記2 HRBW及びHRBSは,厚さが薄い場合には適用できないことがある。
注a) 硬さはいずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択による。
b) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。
測定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
c) 熱間圧延板及び帯に適用する。
9
G 4312:2019
7
表面仕上げ
板及び帯の表面仕上げは,表11による。
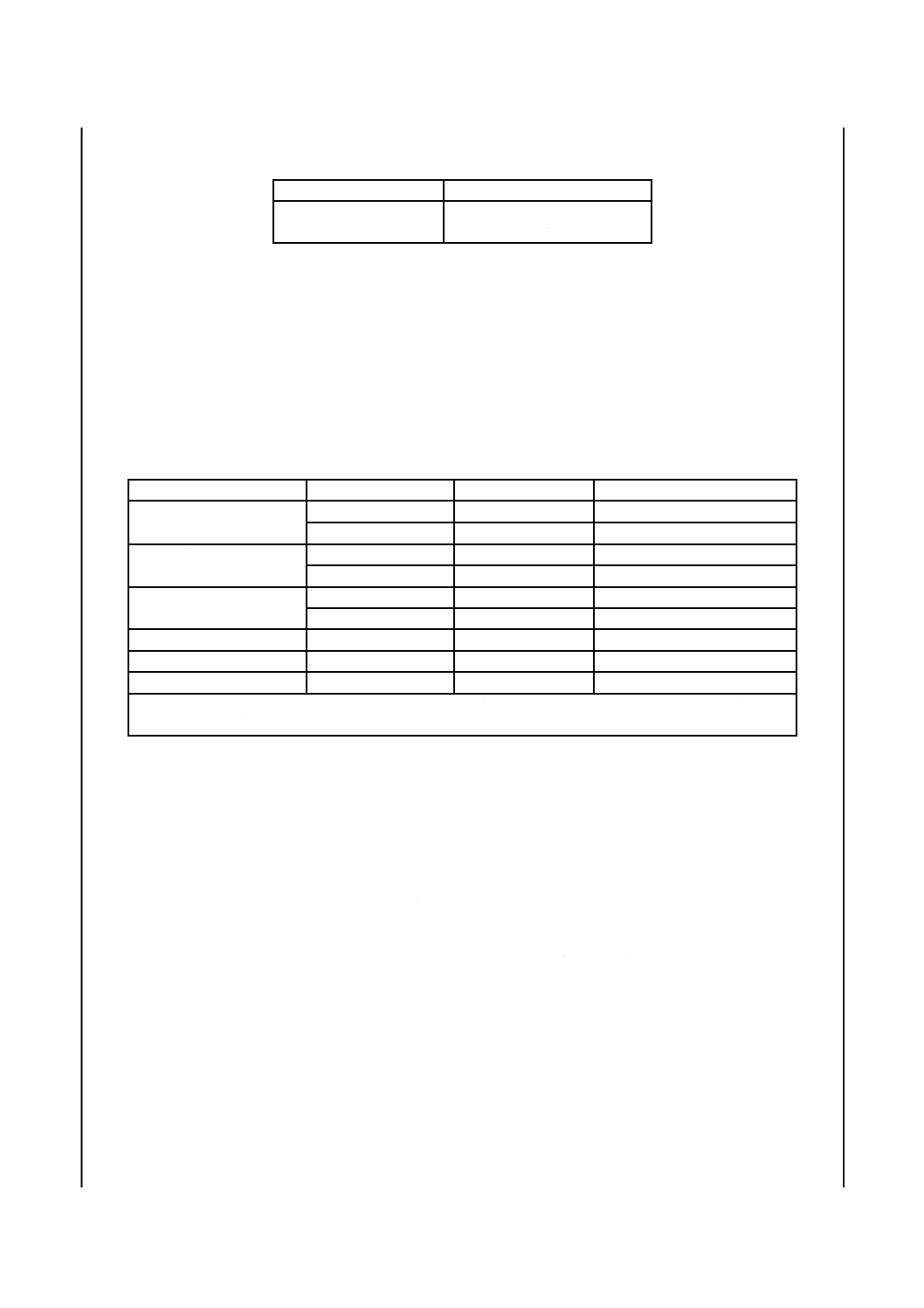
表11−表面仕上げ
表面仕上げの記号
摘要
No.1
熱間圧延後,熱処理,酸洗又はこれに準じる処理を行って仕上げたもの。
No.2D
冷間圧延後,熱処理,酸洗又はこれに準じる処理を行って仕上げたもの。
また,つや消しロールによって,最後に軽く冷間圧延したものも含める。
No.2B
冷間圧延後,熱処理,酸洗又はこれに準じる処理を行った後,適切な光
沢を得る程度に冷間圧延して仕上げたもの。
この表以外の表面仕上げについては,受渡当事者間の協定による。
8
形状,寸法,質量及び許容差
8.1
熱間圧延板及び帯
8.1.1
熱間圧延板及び帯の標準寸法
熱間圧延板の標準寸法は,表12による。また,熱間圧延帯の標準厚さは,表13による。
表12−熱間圧延板の標準寸法
単位 mm
厚さ
幅×長さ
2.0
2.5
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
12.0
15.0
20.0
25.0
30.0
35.0
1 000×2 000
1 219×2 438
1 219×3 048
1 524×3 048
この表以外の寸法については,受渡当事者間の協定による。
表13−熱間圧延帯の標準厚さ
単位 mm
2.0
2.5
3.0
4.0
5.0
6.0
7.0
8.0
9.0
この表以外の厚さについては,受渡当事者間の協定による。
8.1.2
熱間圧延板の計算質量
注文者の要求によって,熱間圧延板の計算質量が必要な場合には,板の計算質量は,表示の寸法を用い
て算出し,その算出方法は,表14による。ただし,表17の許容差(記号B)の板については,表示の厚
さの代わりに,表示の厚さに表19の数値を加えたものを用いる。また,表18の許容差(記号C)の板に
ついては,表示の厚さの代わりに,表示の厚さに表20の数値を加えたものを用いる。
10
G 4312:2019
表14−計算質量の算出方法
算出順序
算出方法
結果の桁数a)
基本質量 kg/(mm・m2)
表15による。
−
単位質量
kg/m2
基本質量[kg/(mm・m2)]×厚さ(mm)
有効数字4桁の数値に丸める。
面積
m2
幅(m)×長さ(m)
有効数字4桁の数値に丸める。
1枚の質量
kg
単位質量(kg/m2)×面積(m2)
有効数字3桁の数値に丸める。ただし,1 000
kgを超えるものは,kgの整数値に丸める。
総質量
kg
1枚の質量(kg)×同一種類,同一寸法の
枚数
整数値に丸める。
注a) 数値の丸め方は,JIS Z 8401による。
表15−基本質量
単位 kg/(mm・m2)
分類
種類の記号
基本質量
分類
種類の記号
基本質量
オーステナイト系
SUH309
7.98
フェライト系
SUH21
a)
SUH310
7.98
SUH409
7.75
SUH330
a)
SUH409L
7.75
SUH660
a)
SUH446
a)
SUH661
a)
SUS405-HR
7.75
SUS302B-HR
7.93
SUS410L-HR
7.75
SUS304-HR
7.93
SUS430-HR
7.70
SUS309S-HR
7.98
SUS430J1L-HR
7.70
SUS310S-HR
7.98
SUS436J1L-HR
7.70
SUS316-HR
7.98
マルテンサイト系
SUS403-HR
7.75
SUS316Ti-HR
7.98
SUS410-HR
7.75
SUS317-HR
7.98
析出硬化系
SUS630-HR
a)
SUS321-HR
7.93
SUS631-HR
7.93
SUS347-HR
7.98
SUSXM15J1-HR
7.75
注a) 受渡当事者間の協定による。
8.1.3
熱間圧延板の厚さの許容差
厚さの許容差(記号A)は,表16による。ただし,注文者は,表17の厚さの許容差(記号B)又は表
18の厚さの許容差(記号C)を指定することができる。
なお,厚さを測定する箇所は,次による。
a) カットエッジの板:板の縁から15 mm以上内側の任意の点
b) ミルエッジの板で帯からの切板:板の縁から25 mm以上内側の任意の点
c) 幅切断する板:幅切断予定線から内側の任意の点
11
G 4312:2019
表16−熱間圧延板の厚さの許容差(記号A)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上
2.50未満
±0.25
±0.30
−
−
−
−
−
2.50以上
3.15未満
±0.30
±0.35
±0.40
−
−
−
−
3.15以上
4.00未満
±0.35
±0.40
±0.45
−
−
−
−
4.00以上
5.00未満
±0.40
±0.45
±0.50
±0.60
±0.80
±1.0
−
5.00以上
6.00未満
±0.50
±0.55
±0.60
±0.70
±0.90
±1.1
−
6.00以上
8.00未満
±0.60
±0.65
±0.65
±0.75
±1.0
±1.2
±1.4
8.00以上 10.0未満
±0.65
±0.65
±0.65
±0.80
±1.2
±1.5
±1.6
10.0以上
16.0未満
±0.70
±0.70
±0.70
±0.85
±1.2
±1.5
±1.6
16.0以上
25.0未満
±0.80
±0.80
±0.80
±0.95
±1.3
±1.5
±1.6
25.0以上
40.0未満
±0.90
±0.90
±0.90
±1.1
±1.3
±1.5
±1.6
40.0以上
63.0未満
±1.0
±1.0
±1.2
±1.2
±1.4
±1.5
±1.6
63.0以上 100未満
±1.1
±1.2
±1.3
±1.3
±1.5
±1.6
±1.7
100以上
160未満
±1.3
±1.3
±1.4
±1.4
±1.6
±1.7
±1.8
160以上
200以下
±1.6
±1.6
±1.7
±1.7
±1.9
±2.0
±2.1
表17−熱間圧延板の厚さの許容差(記号B)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上
2.50未満
+0.25
+0.35
−
−
−
−
−
2.50以上
3.15未満
+0.35
+0.45
+0.55
−
−
−
−
3.15以上
4.00未満
+0.45
+0.55
+0.65
−
−
−
−
4.00以上
5.00未満
+0.55
+0.65
+0.75
+0.95
+1.35
+1.75
−
5.00以上
6.00未満
+0.75
+0.85
+0.95
+1.15
+1.55
+1.95
−
6.00以上
8.00未満
+0.95
+1.05
+1.05
+1.25
+1.75
+2.15
+2.55
8.00以上 10.0未満
+1.05
+1.05
+1.05
+1.35
+2.15
+2.75
+2.95
10.0以上
16.0未満
+1.15
+1.15
+1.15
+1.45
+2.15
+2.75
+2.95
16.0以上
25.0未満
+1.35
+1.35
+1.35
+1.65
+2.35
+2.75
+2.95
25.0以上
40.0未満
+1.55
+1.55
+1.55
+1.95
+2.35
+2.75
+2.95
40.0以上
63.0未満
+1.75
+1.75
+2.15
+2.15
+2.55
+2.75
+2.95
63.0以上 100未満
+1.95
+2.15
+2.35
+2.35
+2.75
+2.95
+3.15
100以上
160未満
+2.35
+2.35
+2.55
+2.55
+2.95
+3.15
+3.35
160以上
200以下
+2.95
+2.95
+3.15
+3.15
+3.55
+3.75
+3.95
下限側の許容差は,−0.25 mmとする。
12
G 4312:2019
表18−熱間圧延板の厚さの許容差(記号C)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上
2.50未満
+0.50
+0.60
−
−
−
−
−
2.50以上
3.15未満
+0.60
+0.70
+0.80
−
−
−
−
3.15以上
4.00未満
+0.70
+0.80
+0.90
−
−
−
−
4.00以上
5.00未満
+0.80
+0.90
+1.0
+1.2
+1.6
+2.0
−
5.00以上
6.00未満
+1.0
+1.1
+1.2
+1.4
+1.8
+2.2
−
6.00以上
8.00未満
+1.2
+1.3
+1.3
+1.5
+2.0
+2.4
+2.8
8.00以上 10.0未満
+1.3
+1.3
+1.3
+1.6
+2.4
+3.0
+3.2
10.0以上
16.0未満
+1.4
+1.4
+1.4
+1.7
+2.4
+3.0
+3.2
16.0以上
25.0未満
+1.6
+1.6
+1.6
+1.9
+2.6
+3.0
+3.2
25.0以上
40.0未満
+1.8
+1.8
+1.8
+2.2
+2.6
+3.0
+3.2
40.0以上
63.0未満
+2.0
+2.0
+2.4
+2.4
+2.8
+3.0
+3.2
63.0以上 100未満
+2.2
+2.4
+2.6
+2.6
+3.0
+3.2
+3.4
100以上
160未満
+2.6
+2.6
+2.8
+2.8
+3.2
+3.4
+3.6
160以上
200以下
+3.2
+3.2
+3.4
+3.4
+3.8
+4.0
+4.2
下限側の許容差は,0 mmとする。
表19−熱間圧延板の計算質量に用いる加算値(記号Bに適用)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上
2.50未満
0
0.05
−
−
−
−
−
2.50以上
3.15未満
0.05
0.10
0.15
−
−
−
−
3.15以上
4.00未満
0.10
0.15
0.20
−
−
−
−
4.00以上
5.00未満
0.15
0.20
0.25
0.35
0.55
0.75
−
5.00以上
6.00未満
0.25
0.30
0.35
0.45
0.65
0.85
−
6.00以上
8.00未満
0.35
0.40
0.40
0.50
0.75
0.95
1.15
8.00以上 10.0未満
0.40
0.40
0.40
0.55
0.95
1.25
1.35
10.0以上
16.0未満
0.45
0.45
0.45
0.60
0.95
1.25
1.35
16.0以上
25.0未満
0.55
0.55
0.55
0.70
1.05
1.25
1.35
25.0以上
40.0未満
0.65
0.65
0.65
0.85
1.05
1.25
1.35
40.0以上
63.0未満
0.75
0.75
0.95
0.95
1.15
1.25
1.35
63.0以上 100未満
0.85
0.95
1.05
1.05
1.25
1.35
1.45
100以上
160未満
1.05
1.05
1.15
1.15
1.35
1.45
1.55
160以上
200以下
1.35
1.35
1.45
1.45
1.65
1.75
1.85
13
G 4312:2019
表20−熱間圧延板の計算質量に用いる加算値(記号Cに適用)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上
2.50未満
0.25
0.30
−
−
−
−
−
2.50以上
3.15未満
0.30
0.35
0.40
−
−
−
−
3.15以上
4.00未満
0.35
0.40
0.45
−
−
−
−
4.00以上
5.00未満
0.40
0.45
0.50
0.60
0.80
1.0
−
5.00以上
6.00未満
0.50
0.55
0.60
0.70
0.90
1.1
−
6.00以上
8.00未満
0.60
0.65
0.65
0.75
1.0
1.2
1.4
8.00以上 10.0未満
0.65
0.65
0.65
0.80
1.2
1.5
1.6
10.0以上
16.0未満
0.70
0.70
0.70
0.85
1.2
1.5
1.6
16.0以上
25.0未満
0.80
0.80
0.80
0.95
1.3
1.5
1.6
25.0以上
40.0未満
0.90
0.90
0.90
1.1
1.3
1.5
1.6
40.0以上
63.0未満
1.0
1.0
1.2
1.2
1.4
1.5
1.6
63.0以上 100未満
1.1
1.2
1.3
1.3
1.5
1.6
1.7
100以上
160未満
1.3
1.3
1.4
1.4
1.6
1.7
1.8
160以上
200以下
1.6
1.6
1.7
1.7
1.9
2.0
2.1
8.1.4
熱間圧延板の幅の許容差
熱間圧延板の幅の許容差は,カットエッジの板は表21,ミルエッジの板は表22による。
表21−カットエッジの熱間圧延板の幅の許容差
単位 mm
切断方法に
よる区分
厚さ
幅2 000未満
幅2 000以上
長さ
3 500以下
長さ
3 500を超え
6 000以下
長さ
6 000を超え
るもの
長さ
3 500以下
長さ
3 500を超え
6 000以下
長さ
6 000を超え
るもの
火炎切断a)
2.50以上
100未満
+30
+5
+45
+5
+55
+5
+45
+5
+50
+5
+60
+5
100以上
200以下
+60
+5
+60
+5
+60
+5
+60
+5
+60
+5
+60
+5
火炎切断以
外による切
断b)
10.0未満
+10
0
+15
0
+20
0
+15
0
+15
0
+25
0
10.0以上
20.0未満
+10
0
+20
0
+20
0
+20
0
+20
0
+25
0
20.0以上
28.0未満
+15
0
+20
0
+20
0
+20
0
+20
0
+25
0
28.0以上
100未満
+25
0
+40
0
+50
0
+40
0
+45
0
+55
0
100以上
200以下
+55
0
+55
0
+55
0
+55
0
+55
0
+55
0
火炎切断の幅の許容差は,長さが1 000 mm以下である場合は,受渡当事者間で協定してもよい。
なお,下限側の許容差については,受渡当事者間で協定してもよい。
注a) 火炎切断とは,粉末を使用した切断方法をいう。
b) 火炎切断以外による切断とは,機械切断,プラズマ切断,レーザ切断,ウォータージェット切断などを用い
る切断方法をいう。
14
G 4312:2019
表22−ミルエッジの熱間圧延板の幅の許容差
単位 mm
幅
ミルエッジの帯からの切断
圧延ままの板
100未満
±1
−
100以上
250未満
±2
−
250以上
400未満
±5
+規定せず
0
400以上
630未満
+20
0
+規定せず
0
630以上
1 000未満
+25
0
+規定せず
0
1 000以上
+30
0
+規定せず
0
8.1.5
熱間圧延板の長さの許容差
熱間圧延板の長さの許容差は,表23による。
なお,圧延ままの板の長さの許容差は,表24による。
表23−熱間圧延板の長さの許容差
単位 mm
切断方法に
よる区分
厚さ
長さ
3 500以下
長さ
3 500を超え 6 000以下
長さ
6 000を超えるもの
幅2 000
未満
幅2 000
以上
幅2 000
未満
幅2 000
以上
幅2 000
未満
幅2 000
以上
火炎切断a)
2.50以上 100未満
+30
+5
+45
+5
+45
+5
+50
+5
+60
+5
+60
+5
100以上
200以下
+60
+5
+60
+5
+60
+5
+60
+5
+60
+5
+60
+5
火炎切断以
外による切
断b)
10.0未満
+10
0
+15
0
+15
0
+20
0
+30
0
+35
0
10.0以上
20.0未満
+15
0
+20
0
+20
0
+25
0
+35
0
+40
0
20.0以上
28.0未満
+15
0
+20
0
+20
0
+25
0
+35
0
+40
0
28.0以上 100未満
+25
0
+40
0
+40
0
+45
0
+55
0
+55
0
100以上
200以下
+55
0
+55
0
+55
0
+55
0
+55
0
+55
0
火炎切断の長さの許容差は,長さが1 000 mm以下である場合は,受渡当事者間で協定してもよい。
なお,下限側の許容差については,受渡当事者間で協定してもよい。
注a) 火炎切断とは,粉末を使用した切断方法をいう。
b) 火炎切断以外による切断とは,機械切断,プラズマ切断,レーザ切断,ウォータージェット切断などを用い
る切断方法をいう。
15
G 4312:2019
表24−圧延ままの熱間圧延板の長さの許容差
単位 mm
厚さ
長さの許容差
2.50以上 200以下
+規定せず
0
8.1.6
熱間圧延板の平たん度
熱間圧延板の平たん度は,注文者の要求がある場合に測定し,板の平たん度の最大値は,表25による。
なお,注文者は,平たん度の最大値(記号EF)を指定することができる。
板の平たん度の測定は,板を水平面に置き,板の下面と水平面との距離を測定し,板長さ3 500 mm当
たりの最大距離を平たん度とする。
表25−熱間圧延板の平たん度の最大値
単位 mm
幅
長さ
平たん度の最大値
平たん度の最大値(記号EF)
1 000以下
2 000以下
15
3
2 000を超えるもの
20
6
1 000を超え 1 600以下
2 000以下
20
6
2 000を超えるもの
20
6
1 600を超え 2 000以下
2 000以下
25
−
2 000を超えるもの
35
−
2 000を超え 2 500以下
2 000を超えるもの
40
−
2 500を超え 3 150以下
2 500を超えるもの
45
−
3 150を超えるもの
3 150を超えるもの
50
−
この表の平たん度は,任意の長さ3 500 mmに対して適用する。板の長さが3 500 mm未満の場合は,そ
の全長に対して適用する。
8.1.7
熱間圧延帯の厚さの許容差
熱間圧延帯の厚さの許容差は,次による。
a) 帯の厚さの許容差は,表26による。ただし,注文者は,表27の厚さの許容差(記号ET)を指定する
ことができる。
帯の厚さを測定する箇所は,次による。
1) ミルエッジで幅50 mm以上の帯:帯の縁から25 mm以上内側の任意の点
2) ミルエッジで幅50 mm未満の帯:幅の中央
3) カットエッジで幅30 mm以上の帯:帯の縁から15 mm以上内側の任意の点
4) カットエッジで幅30 mm未満の帯:幅の中央
なお,この場合,帯の先頭部及び末端部の正常でない部分には適用しない。
b) 幅600 mm以上の帯について,表26又は表27に代えて,表28の厚さの許容差(記号ST)を適用す
ることができる。その場合の厚さの測定位置は,ミルエッジの場合,帯の縁から40 mm以上内側の任
意の点,カットエッジの場合,帯の縁から25 mm以上内側の任意の点とする。
なお,幅600 mm以上の再圧延用の帯について,注文者は,表29の同一帯内の厚さ変動許容差を指
定することができる。この場合の厚さ変動の測定は,ミルエッジの場合,帯の縁から40 mm以上内側,
16
G 4312:2019
カットエッジの場合,帯の縁から25 mm以上内側で,帯の縁から等距離の任意の線上で実施する。
表26−熱間圧延帯の厚さの許容差
単位 mm
厚さ
幅
1 000未満
1 000以上 1 250未満
1 250以上 1 600以下
2.00以上 2.50未満
±0.25
±0.30
−
2.50以上 3.15未満
±0.30
±0.35
±0.40
3.15以上 4.00未満
±0.35
±0.40
±0.45
4.00以上 5.00未満
±0.40
±0.45
±0.50
5.00以上 6.00未満
±0.50
±0.55
±0.60
6.00以上 8.00未満
±0.60
±0.65
±0.65
8.00以上 10.00以下
±0.65
±0.65
±0.65
表27−熱間圧延帯の厚さの許容差(記号ET)
単位 mm
厚さ
幅
250未満
250以上
400未満
400以上
630未満
630以上
800未満
800以上
1 000未満
1 000以上
1 250未満
1 250以上
1 600以下
2.00以上 2.50未満
±0.16
±0.17
±0.18
±0.20
−
−
−
2.50以上 3.15未満
±0.18
±0.19
±0.20
±0.23
±0.25
±0.30
±0.35
3.15以上 4.00未満
±0.20
±0.21
±0.23
±0.26
±0.30
±0.35
±0.40
4.00以上 5.00未満
±0.22
±0.24
±0.26
±0.29
±0.38
±0.40
±0.45
5.00以上 6.00未満
±0.25
±0.27
±0.29
±0.32
±0.45
±0.45
±0.50
6.00以上 8.00以下
−
−
−
−
±0.55
±0.60
±0.60
表28−熱間圧延帯の厚さの許容差(記号ST)
単位 mm
厚さ
幅
1 200以下
1 200を超え 1 500以下
1 500を超え 1 800以下
A分類a)
B分類b)
A分類a)
B分類b)
A分類a)
B分類b)
2.0未満
±0.22
±0.24
±0.25
±0.27
±0.27
±0.29
2.0以上 2.5未満
±0.23
±0.25
±0.27
±0.29
±0.30
±0.32
2.5以上 3.0未満
±0.26
±0.28
±0.29
±0.31
±0.31
±0.34
3.0以上 4.0未満
±0.29
±0.31
±0.31
±0.34
±0.34
±0.36
4.0以上 5.0未満
±0.31
±0.34
±0.34
±0.36
±0.36
±0.39
5.0以上 6.0未満
±0.34
±0.36
±0.36
±0.39
±0.38
±0.41
6.0以上 8.0未満
±0.38
±0.41
±0.39
±0.42
±0.40
±0.43
8.0以上 10.0未満
±0.42
±0.45
±0.43
±0.46
±0.44
±0.48
10.0以上 13.0未満
±0.46
±0.49
±0.47
±0.50
±0.48
±0.52
13.0以上
受渡当事者間の合意による。
端末を切り捨てないコイルの場合,両端末の合計長さ,L(m)=90/t(mm)には,この表の許容差を適用し
ない。ただし,コイル当たり20 mを超えてはならない。tは厚さを表す。
注a) A分類:B分類以外の鋼種。
b) B分類:Niを20 %以上,Moを2 %以上,又はNを0.11 %以上含有する鋼種。
17
G 4312:2019
表29−再圧延用の熱間圧延帯の同一帯内の厚さ変動許容差
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600以下
2.00以上
3.00以下
0.20以内
0.27以内
0.33以内
3.00を超え 8.00以下
0.28以内
0.32以内
0.40以内
同一帯内の厚さの変動はなだらかなものとし,視認できるような不連続な変動があってはなら
ない。
8.1.8
熱間圧延帯の幅の許容差
熱間圧延帯の幅の許容差は,表30による。ただし,カットエッジの帯の場合,注文者は,表31の幅の
許容差(記号EW)を指定することができる。
なお,帯の先頭部及び末端部の正常でない部分には適用しない。
表30−熱間圧延帯の幅の許容差
単位 mm
エッジの区分
厚さ
幅
100未満
100以上
160未満
160以上
250未満
250以上
400未満
400以上
630未満
630以上
1 000未満
1 000以上
ミルエッジa)
−
±1
±2
±2
±5
+20
0
+25
0
+30
0
カットエッジb)
6.00未満
+5
0
+5
0
+5
0
+5
0
+10
0
+10
0
+10
0
6.00以上
+10
0
+10
0
+10
0
+10
0
+10
0
+10
0
+10
0
注a) この表以外の値を,受渡当事者間で協定してもよい。
b) 受渡当事者間の協定によって,この表に規定する幅の全許容差範囲と同一の範囲以下で下限側に移動しても
よい。ただし,協定した許容差の上限値は,ゼロより下回ってはならない。
表31−熱間圧延帯の幅の許容差(記号EW)
単位 mm
厚さ
幅
160未満
160以上
250未満
250以上
630以下
3.15未満
±0.3
±0.4
±0.5
3.15以上 6.00以下
±0.5
±0.5
±0.5
8.1.9
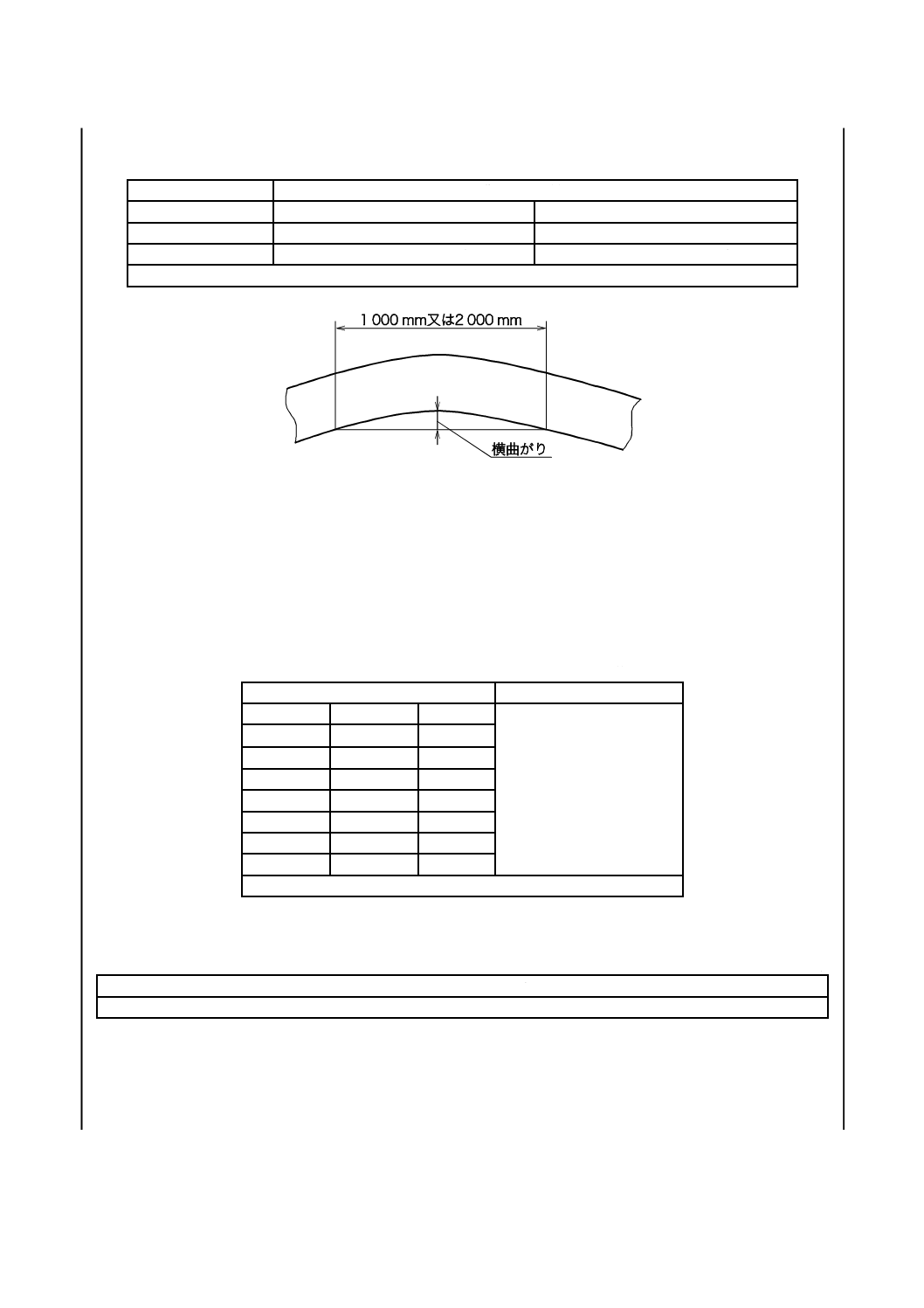
熱間圧延帯の横曲がり
熱間圧延帯の横曲がりは,注文者の要求がある場合に測定し,帯の横曲がりの最大値は,表32による。
ただし,帯の先頭部及び末端部の正常でない部分には適用しない。
帯の横曲がりは,ミルエッジの帯には適用しない。
18
G 4312:2019
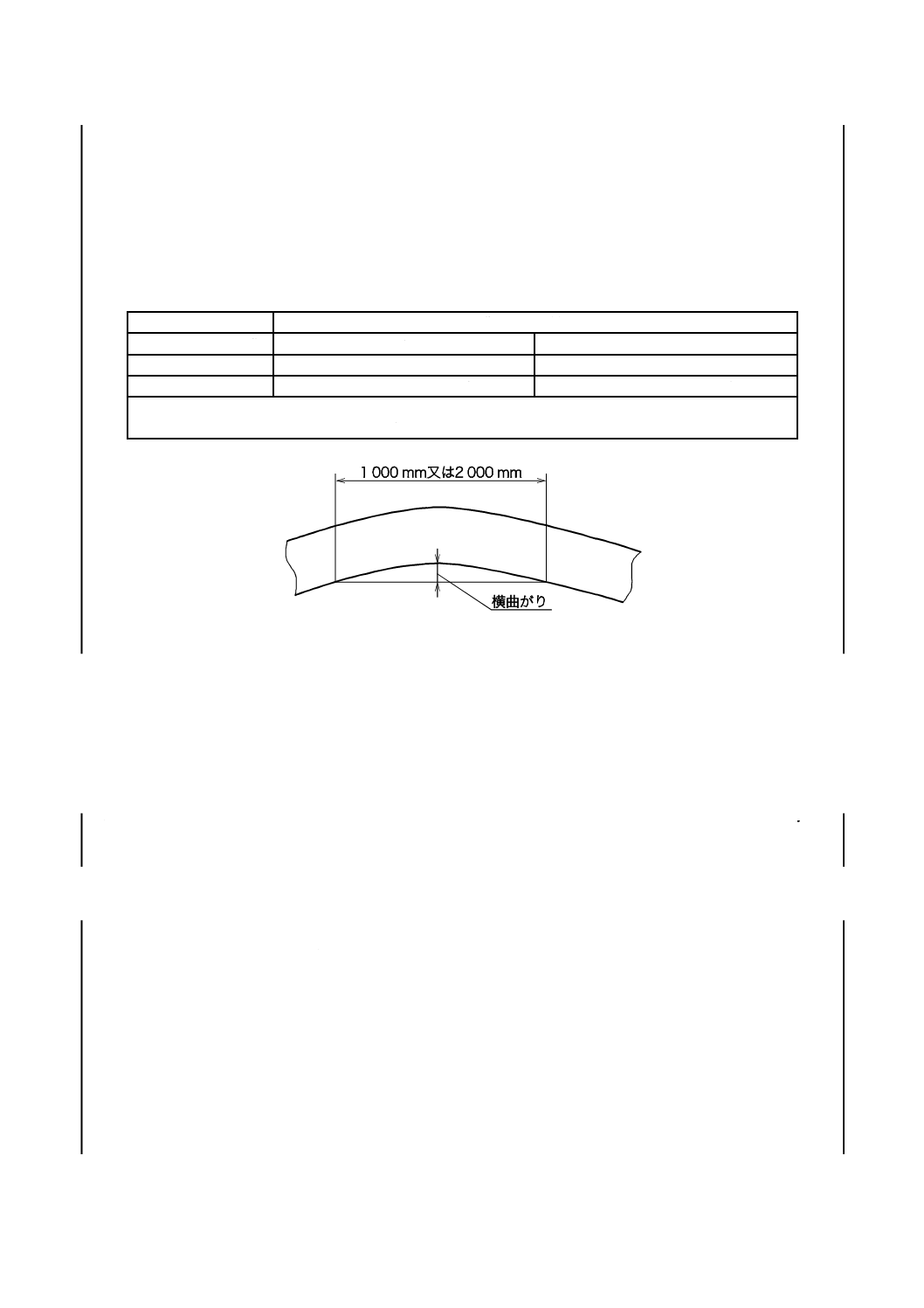
表32−熱間圧延帯の横曲がりの最大値
単位 mm
幅
横曲がりの最大値
40未満 任意の位置の長さ1 000につき2.5
任意の位置の長さ2 000につき10
40以上 630未満 任意の位置の長さ1 000につき2
任意の位置の長さ2 000につき8
630以上
任意の位置の長さ1 000につき1.25
任意の位置の長さ2 000につき5
帯の横曲がりは,図1による。この表のどちらの数値を適用するかは,製造業者の判断による。
図1−熱間圧延帯の横曲がり
8.2
冷間圧延板及び帯
8.2.1
冷間圧延板及び帯の標準寸法
冷間圧延板の標準寸法は,表33による。また,帯の標準厚さは,表34による。
表33−冷間圧延板の標準寸法
単位 mm
厚さ
幅×長さ
0.30
1.2
7.0
0.40
1.5
8.0
0.50
2.0
9.0
1 000×2 000
0.60
2.5
10.0
1 219×2 438
0.70
3.0
12.0
1 219×3 048
0.80
4.0
15.0
1 524×3 048
0.90
5.0
20.0
1.0
6.0
この表以外の寸法については,受渡当事者間の協定による。
表34−冷間圧延帯の標準厚さ
単位 mm
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
6.0
この表以外の厚さについては,受渡当事者間の協定による。
8.2.2
冷間圧延板の計算質量
注文者の要求によって,冷間圧延板の計算質量が必要な場合には,板の計算質量は,表示の寸法を用い
て算出し,その算出方法は,表14による。
19
G 4312:2019
8.2.3
冷間圧延板及び帯の厚さの許容差
冷間圧延板の厚さの許容差は,表35による。冷間圧延帯の厚さの許容差は,表36による。ただし,注
文者は,表37の厚さの許容差(記号ET)又は表38の厚さの許容差(記号ST)を指定することができる。
板の厚さを測定する箇所は,板の縁から15 mm以上内側の任意の点とする。
帯の厚さを測定する箇所は,次による。
a) ミルエッジで幅50 mm以上の帯:帯の縁から25 mm以上内側の任意の点
b) ミルエッジで幅50 mm未満の帯:幅の中央
c) カットエッジで幅30 mm以上の帯:帯の縁から15 mm以上内側の任意の点
d) カットエッジで幅30 mm未満の帯:幅の中央
なお,帯の先頭部及び末端部の正常でない部分には適用しない。
表35−冷間圧延板の厚さの許容差
単位 mm
厚さ
幅
1 250未満
1 250以上
1 600以下
0.16以上 0.25未満
±0.03
−
0.25以上 0.30未満
±0.04
−
0.30以上 0.60未満
±0.05
±0.08
0.60以上 0.80未満
±0.07
±0.09
0.80以上 1.00未満
±0.09
±0.10
1.00以上 1.25未満
±0.10
±0.12
1.25以上 1.60未満
±0.12
±0.15
1.60以上 2.00未満
±0.15
±0.17
2.00以上 2.50未満
±0.17
±0.20
2.50以上 3.15未満
±0.22
±0.25
3.15以上 4.00未満
±0.25
±0.30
4.00以上 5.00未満
±0.35
±0.40
5.00以上 6.00未満
±0.40
±0.45
6.00以上 8.00未満
±0.50
±0.50
8.00以上 10.0未満
±0.60
±0.60
10.0以上 16.0未満
±0.70
±0.70
16.0以上 25.0以下
±0.80
±0.80
20
G 4312:2019
表36−冷間圧延帯の厚さの許容差
単位 mm
厚さ
幅
1 250未満
1 250以上
1 600以下
0.16以上 0.25未満
±0.03
−
0.25以上 0.30未満
±0.04
−
0.30以上 0.60未満
±0.05
±0.08
0.60以上 0.80未満
±0.07
±0.09
0.80以上 1.00未満
±0.09
±0.10
1.00以上 1.25未満
±0.10
±0.12
1.25以上 1.60未満
±0.12
±0.15
1.60以上 2.00未満
±0.15
±0.17
2.00以上 2.50未満
±0.17
±0.20
2.50以上 3.15未満
±0.22
±0.25
3.15以上 4.00未満
±0.25
±0.30
4.00以上 5.00未満
±0.35
±0.40
5.00以上 6.00未満
±0.40
±0.45
6.00以上 8.00以下
±0.50
±0.50
表37−冷間圧延板及び帯の厚さの許容差(記号ET)
単位 mm
厚さ
幅
160未満
160以上
250未満
250以上
400未満
400以上
630未満
630以上
1 000未満
1 000以上
1 250未満
1 250以上
1 550以下
0.10未満
±0.010
±0.020
−
−
−
−
−
0.10以上 0.16未満
±0.015
±0.020
−
−
−
−
−
0.16以上 0.25未満
±0.020
±0.025
±0.030
±0.030
−
−
−
0.25以上 0.40未満
±0.025
±0.030
±0.035
±0.035
±0.038
±0.038
−
0.40以上 0.60未満
±0.035
±0.040
±0.040
±0.040
±0.040
±0.040
±0.05
0.60以上 0.80未満
±0.040
±0.045
±0.045
±0.045
±0.05
±0.05
±0.06
0.80以上 1.00未満
±0.040
±0.05
±0.05
±0.05
±0.05
±0.06
±0.07
1.00以上 1.25未満
±0.05
±0.05
±0.05
±0.06
±0.06
±0.07
±0.08
1.25以上 1.60未満
±0.05
±0.06
±0.06
±0.06
±0.07
±0.08
±0.10
1.60以上 2.00未満
±0.06
±0.07
±0.08
±0.08
±0.09
±0.10
±0.12
2.00以上 2.50未満
±0.07
±0.08
±0.08
±0.09
±0.10
±0.11
±0.13
2.50以上 3.15未満
±0.08
±0.09
±0.09
±0.10
±0.11
±0.12
±0.14
3.15以上 4.00以下
±0.09
±0.10
±0.10
±0.11
±0.12
±0.13
±0.16
21
G 4312:2019
表38−冷間圧延板及び帯の厚さの許容差(記号ST)
単位 mm
厚さ
幅
630以上
1 000未満
1 000以上
1 250未満
1 250以上
1 550以下
0.25未満
±0.030
−
−
0.25以上 0.40未満
±0.030
±0.035
−
0.40以上 0.60未満
±0.035
±0.035
−
0.60以上 0.80未満
±0.040
±0.040
−
0.80以上 1.00未満
±0.040
±0.050
±0.050
1.00以上 1.25未満
±0.050
±0.055
±0.060
1.25以上 1.60未満
±0.055
±0.060
±0.060
1.60以上 2.00以下
±0.065
±0.070
±0.080
8.2.4
冷間圧延板及び帯の幅の許容差
冷間圧延板の幅の許容差は,表39による。帯の幅の許容差は,表40による。ただし,注文者は,表41
の幅の許容差(記号EW)を指定することができる。
なお,帯の先頭部及び末端部の正常でない部分には適用しない。
表39−冷間圧延板の幅の許容差
単位 mm
厚さ
長さ
3 500以下
3 500を超え
6 000以下
6 000を超える
もの
10.0未満
+10
0
+15
0
+20
0
10.0以上 25.0以下
+10
0
+20
0
+20
0
表40−冷間圧延帯の幅の許容差
単位 mm
エッジの区分
幅
400未満
400以上
630未満
630以上
1 000未満
1 000以上
1 524未満
1 524以上
ミルエッジa)
+10
0
+20
0
+25
0
+30
0
+30
0
カットエッジb)
+5
0
+5
0
+5
0
+5
0
+10
0
注a) この表以外の値を,受渡当事者間で協定してもよい。
b) 受渡当事者間の協定によって,この表に規定する幅の全許容差範囲と同一の範囲以下
で下限側に移動してもよい。ただし,協定した許容差の上限値は,ゼロより下回って
はならない。
22
G 4312:2019
表41−冷間圧延板及び帯の幅の許容差(記号EW)
単位 mm
厚さ
幅
160未満
160以上
250未満
250以上
400未満
400以上
630未満
630以上
1 000以下
0.60未満
±0.15
±0.15
±0.30
±0.30
±0.50
0.60以上 1.00未満
±0.15
±0.15
±0.30
±0.30
±0.50
1.00以上 1.60未満
±0.20
±0.25
±0.35
±0.35
±0.60
1.60以上 2.50未満
±0.30
±0.35
±0.45
±0.45
±0.70
2.50以上 4.00以下
±0.40
±0.45
±0.50
±0.50
±0.80
8.2.5
冷間圧延板の長さの許容差
冷間圧延板の長さの許容差は,表42による。
表42−冷間圧延板の長さの許容差
単位 mm
厚さ
長さ
3 500以下
3 500を超え
6 000以下
6 000を超える
もの
10.0未満
+10
0
+15
0
+30
0
10.0以上 25.0以下
+15
0
+20
0
+35
0
8.2.6
冷間圧延板の平たん度
冷間圧延板の平たん度は,注文者の要求がある場合に測定し,板の平たん度の最大値は,表43による。
なお,注文者は,平たん度の最大値(記号EF)を指定することができる。
板の平たん度の測定は,板を水平面に置き,板の下面と水平面との距離を測定し,板長さ3 500 mm当
たりの最大距離を平たん度とする。
表43−冷間圧延板の平たん度の最大値
単位 mm
幅
長さ
平たん度の最大値
平たん度の最大値(記号EF)
1 000以下
2 000以下
15
3
2 000を超えるもの
20
6
1 000を超えるもの
2 000以下
20
6
2 000を超えるもの
20
6
この表の平たん度は,任意の長さ3 500 mmに対して適用する。板の長さが3 500 mm未満の場合は,その
全長に対して適用する。
23
G 4312:2019
8.2.7
冷間圧延帯の横曲がり
冷間圧延帯の横曲がりは,注文者の要求がある場合に測定し,帯の横曲がりの最大値は,表44による。
ただし,帯の先頭部及び末端部の正常でない部分には適用しない。
帯の横曲がりは,ミルエッジの帯には適用しない。
表44−冷間圧延帯の横曲がりの最大値
単位 mm
幅
横曲がりの最大値
40以上 80未満
任意の位置の長さ 1 000につき 2
任意の位置の長さ 2 000につき 8
80以上 630未満
任意の位置の長さ 1 000につき 1
任意の位置の長さ 2 000につき 4
630以上
任意の位置の長さ 1 000につき 0.5
任意の位置の長さ 2 000につき 2
帯の横曲がりは,図2による。この表のどちらの数値を適用するかは,製造業者の判断による。幅40 mm
未満のものについては,受渡当事者間の協定による。
図2−冷間圧延帯の横曲がり
9
外観
外観は,次による。
a) 板及び帯には,使用上有害な欠点があってはならない。ただし,帯の場合は,一般に,欠点を除去す
る機会がないため,若干の正常でない部分を含むことができる。
b) 帯の形状は,一般にきつく巻かれており,その外観は可能な限り円柱状でなければならない。
c) 帯の巻きずれは,片方の端面当たり,ミルエッジの場合は70 mm以内,カットエッジの場合は35 mm
以内とする。ただし,帯の先頭部及び末端部の正常でない部分には適用しない。
10 試験
10.1 分析試験
10.1.1 分析試験の一般事項及び分析用試料の採り方
分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。注文者が製
品分析を要求した場合の分析用試料の採り方は,JIS G 0321の箇条4(製品分析用試料)による。
10.1.2 分析方法
溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
10.2 機械試験
10.2.1 試験一般
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。
24
G 4312:2019
10.2.2 供試材の採り方
供試材は,同一溶鋼及び同一熱処理条件の板又は帯ごとに1個を採取する。
10.2.3 試験片の数
引張試験,硬さ試験及び曲げ試験の各試験片の数は,供試材1個から各試験片1個とする。
10.2.4 試験片
引張試験片,硬さ試験片及び曲げ試験片は,次による。
a) 引張試験片は,JIS Z 2241の4号試験片,10号試験片又は13B号試験片のいずれかを用いる。
なお,これらの試験片に代えて14A号試験片,14B号試験片又は5号試験片を用いることができる。
b) 硬さ試験片は,引張試験片又は曲げ試験片の一部を用いることができる。
c) 曲げ試験片は,JIS Z 2248の1号試験片又は3号試験片を用いる。
10.2.5 試験方法
引張試験,硬さ試験及び曲げ試験の方法は,次による。
なお,曲げ試験は省略できる1)。ただし,特に注文者の指定がある場合には,試験を行わなければなら
ない。
注1) 試験は,製造業者の判断によって省略できるが,曲げ性は,規定を満足しなければならないこ
とを意味する。
a) 引張試験方法は,JIS Z 2241による。ただし,試験温度は,23±5 ℃とし,マルテンサイト系以外の
引張強さの測定については,試験片平行部のひずみ速度又は平行部の推定ひずみ速度が0.006 6〜
0.013 4 s−1になるような引張速度を用いる。
b) 硬さ試験方法は,次のいずれかによる。ただし,試験温度は,23±5 ℃とする。
1) JIS Z 2243-1
2) JIS Z 2244
3) JIS Z 2245
c) 曲げ試験方法は,JIS Z 2248による。ただし,試験温度は,23±5 ℃とする。
10.3 その他の試験
注文者は,高温引張試験を要求することができる。ただし,この場合の試験方法は,JIS G 0567による。
11 検査
板及び帯の検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 機械的性質は,箇条6に適合しなければならない。
d) 表面仕上げは,箇条7に適合しなければならない。
e) 形状及び寸法は,箇条8に適合しなければならない。
f)
外観は,箇条9に適合しなければならない。
g) 10.3に規定する試験を実施した場合は,受渡当事者間の協定によって合意した合否判定基準に適合し
なければならない。
12 表示
検査に合格した板及び帯には,板については1枚ごと又は1結束ごとのいずれかに,帯については1結
25
G 4312:2019
束ごとに次の項目を表示する。ただし,受渡当事者間の協定によって,項目の一部を省略してもよい。
a) 種類の記号
b) 寸法
c) 許容差及び板の平たん度の最大値の記号(許容差の記号B,C,ET,ST又はEW,及び板の平たん度
の最大値の記号EFによったものについては,これを表示する。)
d) 表面仕上げの記号
e) 熱処理の記号(固溶化熱処理を省略した場合,圧延ライン上で固溶化熱処理を行った場合,析出硬化
系の場合及びSUH660及びSUH661の場合に限る。)
f)
製造業者名又はその略号
g) 溶鋼番号又は検査番号
13 報告
製造業者は,注文者から報告の要求がある場合は,検査文書を注文者に提出しなければならない。検査
文書には電送など電子媒体も含める。ただし,検査文書の種類は,注文時に特に指定がない場合,JIS G 0415
の5.1(検査証明書3.1)による。
26
G 4312:2019
附属書JA
(参考)
耐熱鋼板及び耐熱鋼帯の熱処理条件
表JA.1−オーステナイト系の熱処理条件
単位 ℃
種類の記号
熱処理
固溶化熱処理
時効処理
SUH309
1 030〜1 150
急冷
−
SUH310
1 030〜1 180
急冷
−
SUH330
1 030〜1 180
急冷
−
SUH660
965〜995
急冷
700〜760×16 h
空冷又は徐冷
SUH661
1 130〜1 200
急冷
780〜830× 4 h
空冷又は徐冷
SUS302B-HR
1 010〜1 150
急冷
−
SUS304-HR
1 010〜1 150
急冷
−
SUS309S-HR
1 030〜1 180
急冷
−
SUS310S-HR
1 030〜1 180
急冷
−
SUS316-HR
1 010〜1 150
急冷
−
SUS316Ti-HR a)
920〜1 150
急冷
−
SUS317-HR
1 010〜1 150
急冷
−
SUS321-HR a)
920〜1 150
急冷
−
SUS347-HR a)
980〜1 150
急冷
−
SUSXM15J1-HR
1 010〜1 150
急冷
−
注a) SUS316Ti-HR,SUS321-HR及びSUS347-HRについては,注文者が安定化熱処理を指定
することがある。この場合の熱処理温度は,850〜930 ℃が用いられる。
表JA.2−フェライト系の熱処理条件
単位 ℃
種類の記号
焼なまし
SUH21
780〜950
急冷又は徐冷
SUH409
780〜950
急冷又は徐冷
SUH409L
780〜950
急冷又は徐冷
SUH446
780〜880
急冷
SUS405-HR
780〜830
急冷又は徐冷
SUS410L-HR
700〜820
急冷又は徐冷
SUS430-HR
780〜850
急冷又は徐冷
SUS430J1L-HR
800〜1 050
急冷
SUS436J1L-HR
800〜1 050
急冷
表JA.3−マルテンサイト系の熱処理条件
単位 ℃
種類の記号
焼なまし
SUS403-HR
約750 急冷又は800〜900 徐冷
SUS410-HR
約750 急冷又は800〜900 徐冷
27
G 4312:2019
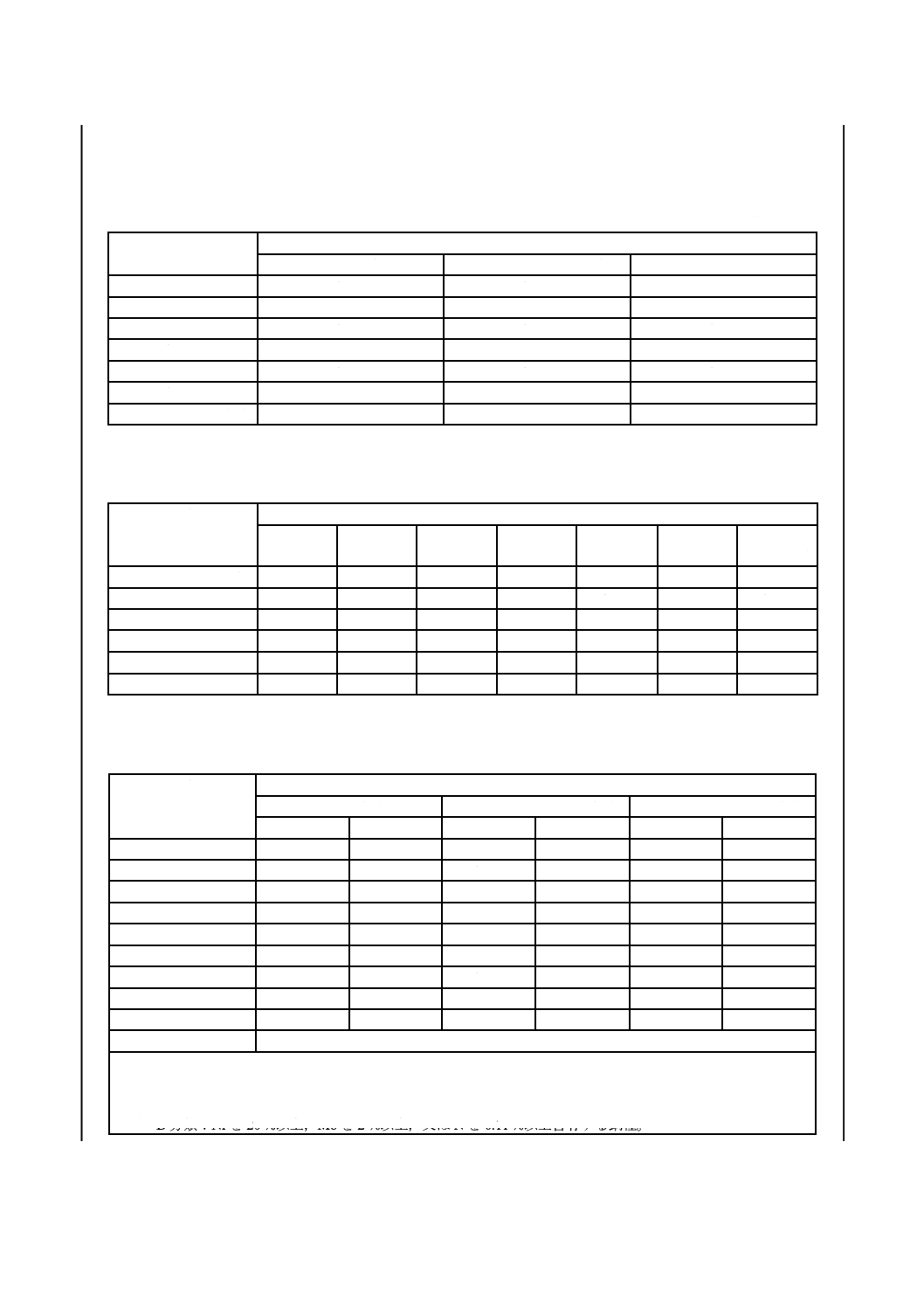
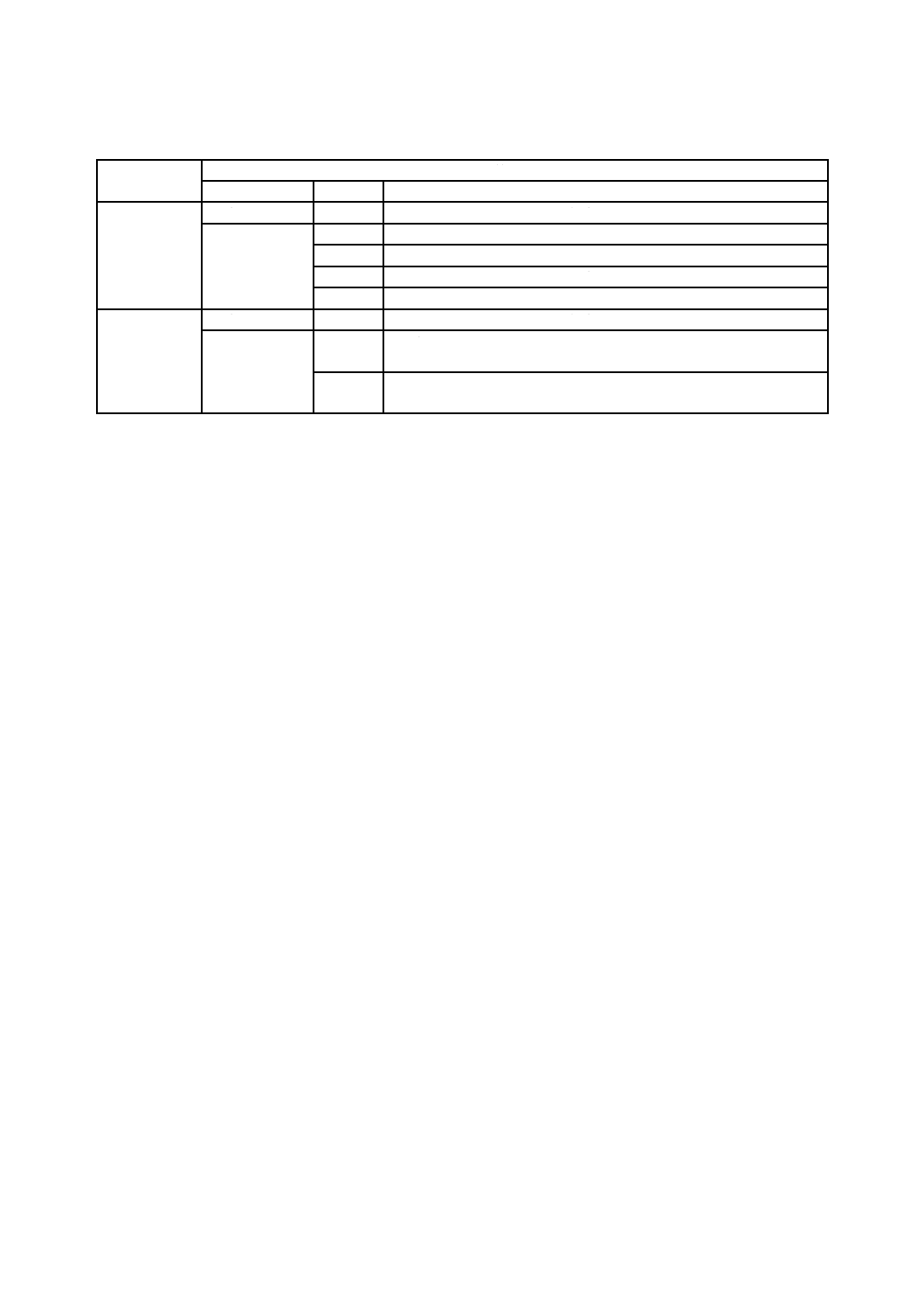
表JA.4−析出硬化系の熱処理条件
種類の記号
熱処理
種類
記号
条件
SUS630-HR
固溶化熱処理
S
1 020〜1 060 ℃
急冷
析出硬化処理
H900
470〜490 ℃
空冷
H1025
540〜560 ℃
空冷
H1075
570〜590 ℃
空冷
H1150
610〜630 ℃
空冷
SUS631-HR
固溶化熱処理
S
1 000〜1 100 ℃
急冷
析出硬化処理
RH950
955±10 ℃に10分間保持,室温まで空冷,24時間以内に−73±6 ℃
に冷却し8時間保持,510±10 ℃に60分間保持後空冷
TH1050
760±15 ℃に90分間保持,1時間以内に15 ℃以下に冷却し30分間
保持,565±10 ℃に90分間保持後空冷
28
G 4312:2019
附属書JB
(参考)
JISと対応国際規格との対比表
JIS G 4312:2019 耐熱鋼板及び鋼帯
ISO 4955:2016,Heat-resistant steels
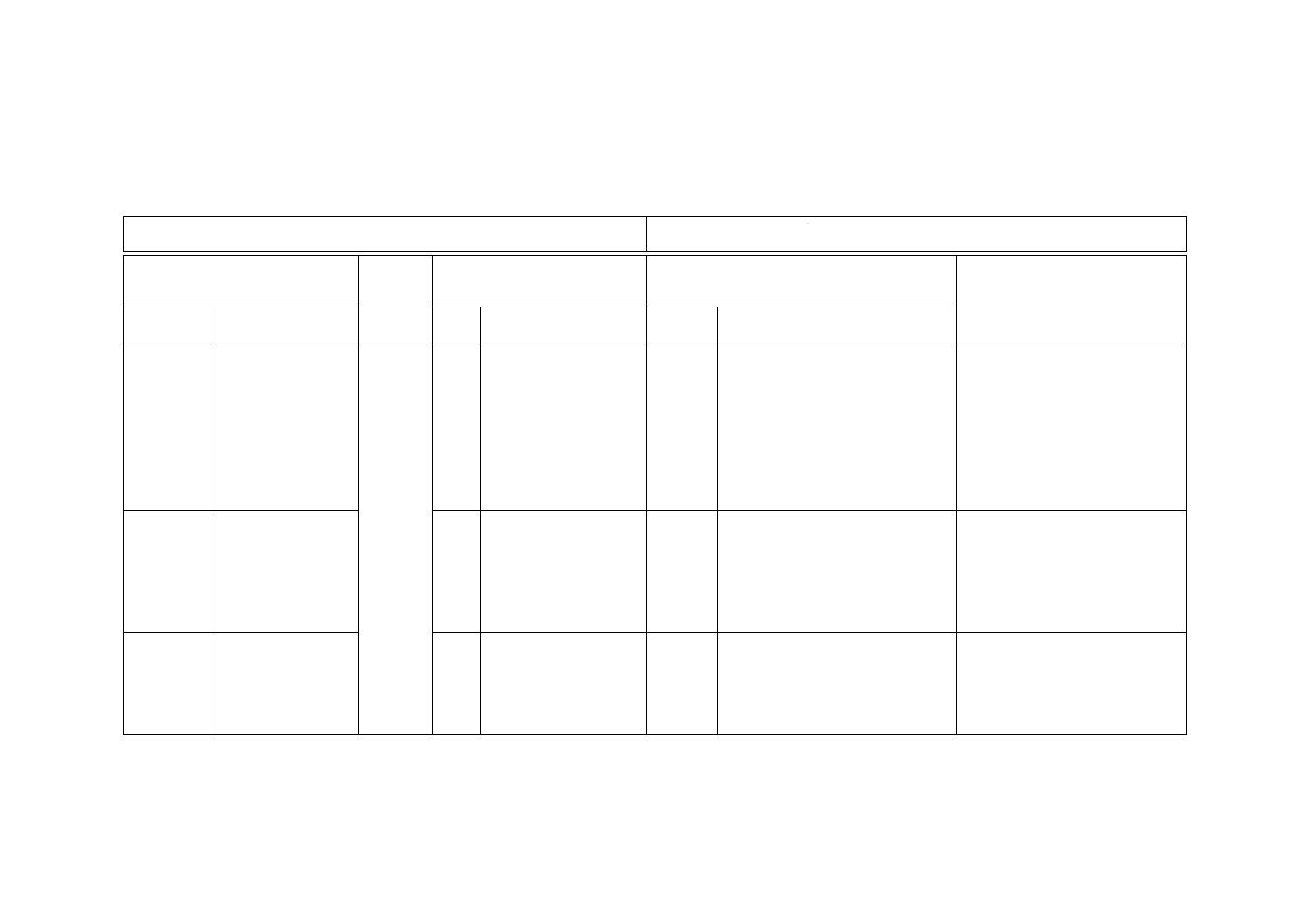
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 耐熱鋼板及び耐熱鋼
帯について規定。
1
高温ガス及び550 ℃を
上回る温度域での耐性
が要求される耐熱鋼,耐
クリープ鋼,耐熱合金及
び耐クリープ合金−板,
帯,棒,形鋼,線材,半
製品及び鍛造品につい
て規定。
変更
JISでは,板及び帯だけについて規
定している。
JISは,棒及び線については,別
の規格JIS G 4311で規定してお
り,規格体系が異なることから,
適用範囲は現状のままとする。
3 種類の記
号
板及び帯の28種類の
記号及び分類を規
定。
6
7
オーステナイト系,フェ
ライト系,マルテンサイ
ト系及び析出硬化系の
分類を規定。
31種類の記号を記載。
変更
JISとISO規格とで記号表記が異な
る。
各国は,それぞれの記号体系をも
ち,それらはその市場に定着して
いる。ISO/TS 4949:2016は,各国
それぞれの記号体系に従うことを
認めていることから現状のままと
する。
4 製造方法 熱間圧延及び冷間圧
延後の板及び帯の処
理方法を規定。
7
熱間圧延及び冷間圧延
の板及び熱間圧延の棒,
形鋼,線材,半製品,及
び鍛造品の処理方法を
規定。
変更
JISでは,板及び帯について規定し
ている。
JISは,棒及び線材については,
別の規格JIS G 4311で規定してお
り,現状のままとする。
2
G
4
3
1
2
:
2
0
1
9
29
G 4312:2019
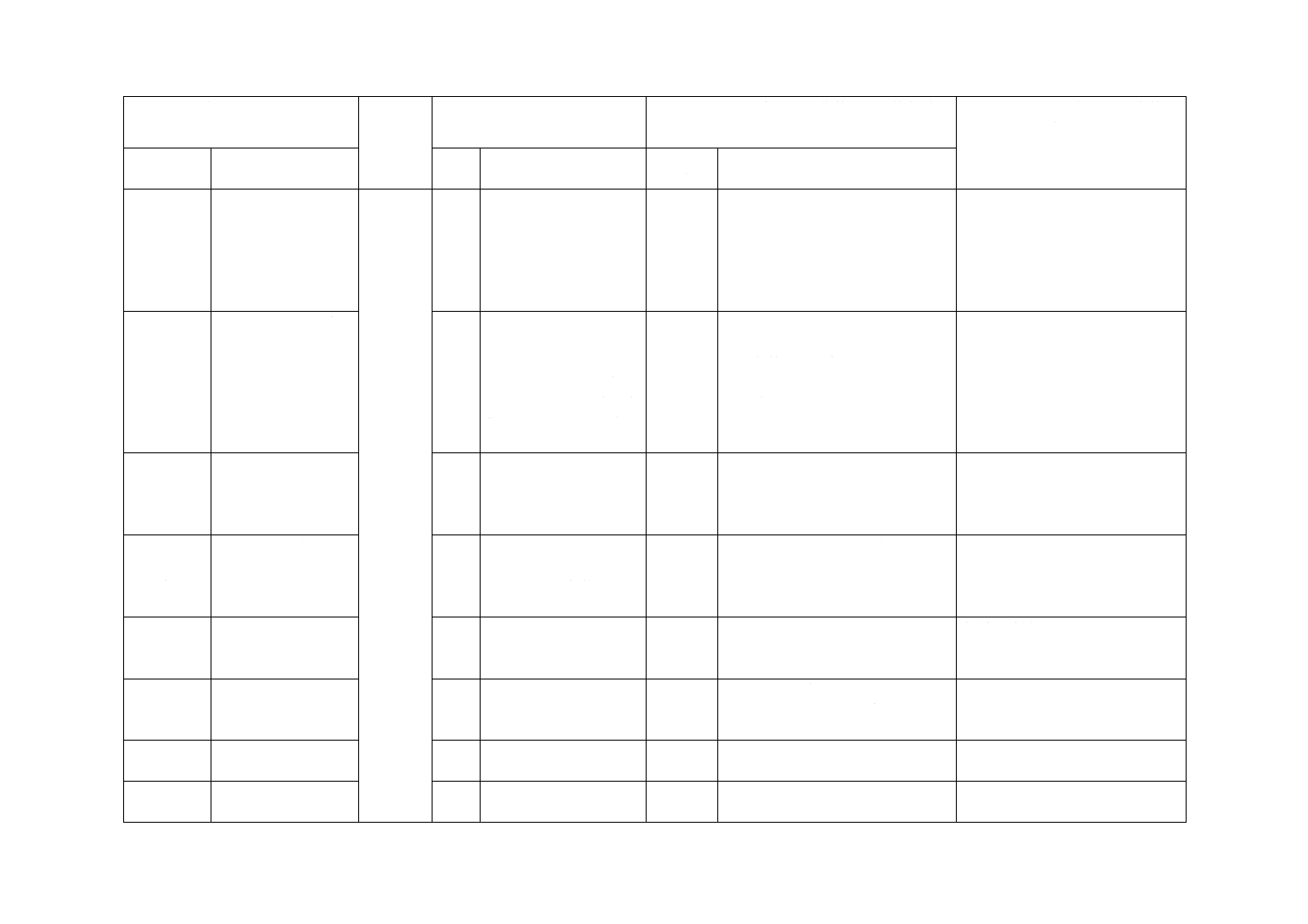
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 化学成分 オーステナイト系15
種類,フェライト系9
種類,マルテンサイ
ト系2種類,析出硬
化系2種類の化学成
分値を規定。
7
オーステナイト系15種
類,フェライト系11種
類,マルテンサイト系2
種類及び析出硬化系3
種類の化学成分値を規
定。
変更
JISで規定され,ISO規格にない鋼
種22種類。ISO規格で規定され,
JISにない鋼種25種類を規定して
いる。
国内ニーズのない鋼種を削除し,
国内に定着しているJIS特有鋼種
を規定している。整合していない
鋼種は今後見直しの都度必要に応
じて改正要否を検討し提案してい
く。
6 機械的性
質
オーステナイト系に
ついては,耐力,引
張強さ,伸び及び硬
さ,フェライト系に
ついては,耐力,引
張強さ,伸び,硬さ
及び曲げ性を規定。
7
常温の,0.2 %耐力,引
張強さ及び伸びについ
て規定し,オーステナイ
ト系だけはそれに加え
て1.0 %耐力を規定。高
温の0.2 %耐力を規定。
変更
JISでは,フェライト系の曲げ性に
ついて規定している。
ISO規格では,高温の0.2 %耐力及
びオーステナイト系だけ1.0 %耐力
を規定している。
JISは,耐力,引張強さ,伸び及
び硬さについて製品規格として必
要な内容を規定しており,現状の
ままとする。
7 表面仕上
げ
3種類の表面仕上げ
について規定。
7
12種類の表面仕上げに
ついて規定。
変更
JISでは,No.1,2D及び2Bだけ規
定している。
JISは,規定以外の仕上げについ
ては,受渡当事者間で協議しても
よいこととしており,現状のまま
とする。
8 形状,寸
法,質量及
び許容差
標準寸法,計算質量,
形状,寸法及び寸法
許容差を規定。
7
受渡当事者間の協定に
よって,附属書の寸法に
関するISO規格などか
ら選択する。
変更
JISでは,標準寸法,計算質量,形
状,寸法及び寸法許容差について規
定している。
実質的な差異はない。
9 外観
外観について規定。
7
外観について規定。
追加
JISでは,帯が巻き形状である場合
の,形状及び巻きずれの限度につい
て規定している。
軽微な差異である。
10 試験
分析試験及び機械試
験を規定。
8
分析試験,引張試験,硬
さ試験及び寸法を規定。
追加
JISでは,曲げ試験についても規定。
JISでは,独自の試験データによっ
て引張速度を規定している。
JISでは実態を反映して規定して
いる。次回ISO規格見直し時に,
改正提案の要否を検討する。
11 検査
板及び帯の検査適合
基準を規定。
8
検査文書の種類によっ
て検査内容を規定。
変更
JISでは,全ての試験の検査を規定
している。
JISはISO規格よりも厳格であり,
現状のままとする。
12 表示
種類の記号など7項
目の表示を規定。
8
製造業者,鋼種など,5
項目の表示を規定。
追加
JISでは,表面仕上げなどを規定し
ている。
現状調査の結果に合わせる。
2
G
4
3
1
2
:
2
0
1
9
30
G 4312:2019
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
13 報告
注文者の要求がある
場合は,製造業者は
JIS G 0415の5.1(検
査証明書3.1)による
検査文書を提出しな
ければならない。
8
ISO 10474による試験報
告書2.2を規定。ただし,
注文者の要求がある場
合は,検査報告書3.1又
は3.2を提出すると規
定。
変更
検査文書の発行は,JISでは任意と
しているが,ISO規格では必須であ
る。また,JISとISO規格では,注
文者に提出する検査文書の種類が
異なる。
JISは,実態を反映して規定して
いる。次回ISO規格見直し時に,
改正提案の要否を検討する。
附属書JA
(参考)
耐熱鋼板及び耐熱鋼
帯の熱処理条件
JISと国際規格との対応の程度の全体評価:ISO 4955:2016,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
G
4
3
1
2
:
2
0
1
9