G 4311:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 2
4 製造方法························································································································· 2
5 化学成分························································································································· 3
5.1 溶鋼分析値 ··················································································································· 3
5.2 製品分析値 ··················································································································· 3
6 機械的性質 ······················································································································ 6
6.1 一般事項 ······················································································································ 6
6.2 オーステナイト系の機械的性質 ························································································ 6
6.3 フェライト系の機械的性質 ······························································································ 7
6.4 マルテンサイト系の機械的性質 ························································································ 7
6.5 析出硬化系の機械的性質 ································································································· 9
6.6 冷間引抜ままの棒の機械的性質 ························································································ 9
7 形状,寸法及び許容差 ······································································································· 9
7.1 標準寸法 ······················································································································ 9
7.2 形状及び寸法の許容差 ··································································································· 10
8 外観······························································································································ 12
9 線材のきずの深さ ············································································································ 12
10 質量 ···························································································································· 12
11 試験 ···························································································································· 13
11.1 分析試験 ···················································································································· 13
11.2 機械試験 ···················································································································· 13
11.3 線材のきず検出試験 ····································································································· 14
11.4 その他の試験 ·············································································································· 14
12 検査 ···························································································································· 14
13 表示 ···························································································································· 14
13.1 棒の表示 ···················································································································· 14
13.2 線材の表示 ················································································································· 15
14 報告 ···························································································································· 15
附属書JA(参考)耐熱鋼棒の熱処理条件 ················································································· 16
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 18
G 4311:2019
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,ステンレス協会
(JSSA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 4311:2011は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
G 4311:2019
耐熱鋼棒及び線材
Heat-resistant steel bars and wire rods
序文
この規格は,2016年に第4版として発行されたISO 4955及び1992年に第2版として発行されたISO
683-15を基とし,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧表に
その説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,耐熱鋼棒(丸鋼,角鋼,六角鋼及び平鋼を総称して,以下,棒という。)及び耐熱鋼線材(以
下,線材という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4955:2016,Heat-resistant steels
ISO 683-15:1992,Heat-treatable steels, alloy steels and free-cutting steels−Part 15: Valve steels for
internal combustion engines(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0401-2 製品の幾何特性仕様(GPS)−長さに関わるサイズ公差のISOコード方式−第2部:穴
及び軸の許容差並びに基本サイズ公差クラスの表
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 2243-1 ブリネル硬さ試験−第1部:試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
2
G 4311:2019
JIS Z 8401 数値の丸め方
3
種類の記号
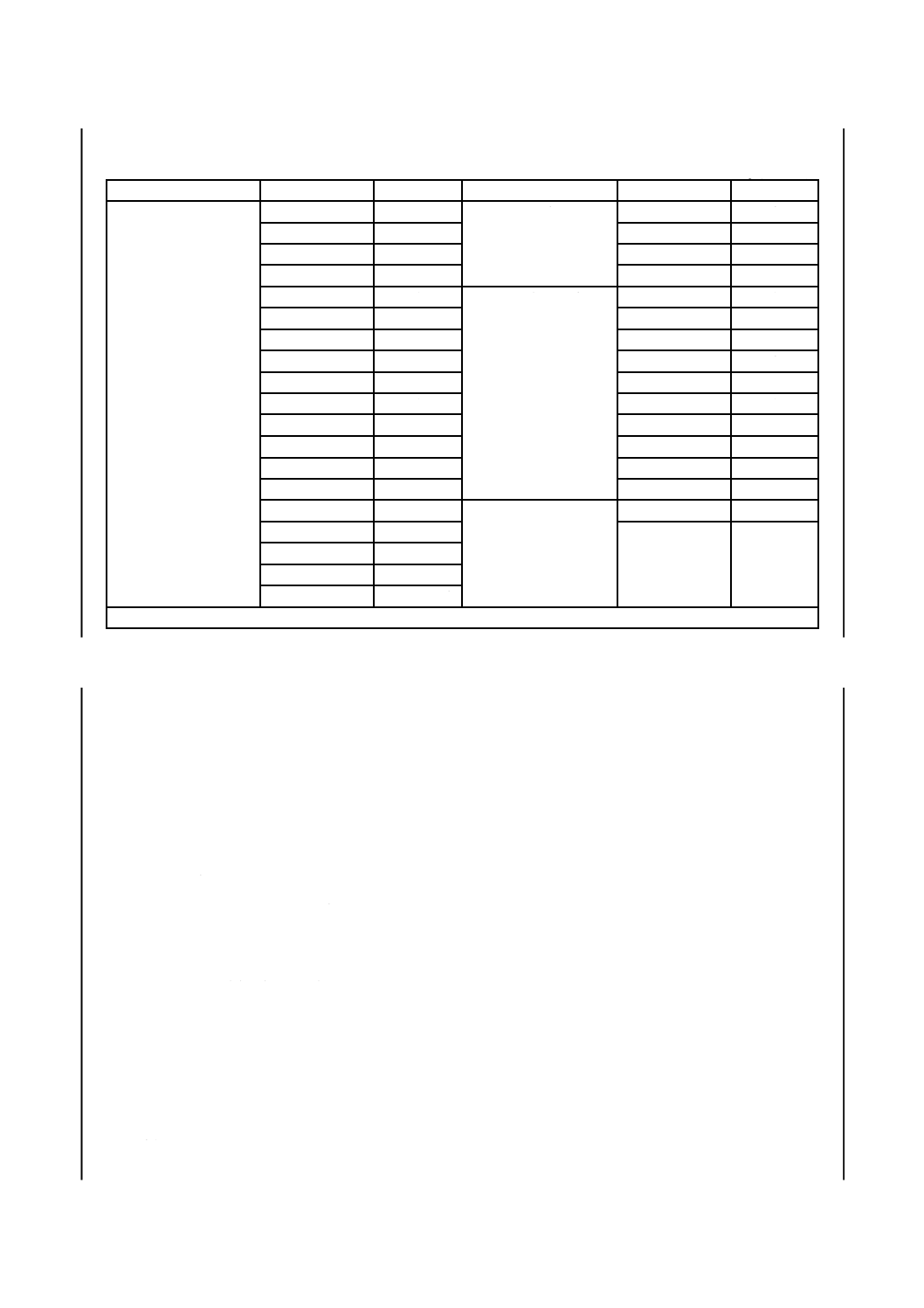
棒及び線材の種類は,35種類とし,その分類及び種類の記号は,表1による。
表1−分類及び種類の記号
分類
種類の記号a),b)
分類
種類の記号a),b)
オーステナイト系
SUH31
フェライト系
SUH446
SUH35
SUS405-HR
SUH36
SUS410L-HR
SUH37
SUS430-HR
SUH38
マルテンサイト系
SUH1
SUH309
SUH3
SUH310
SUH4
SUH330
SUH11
SUH660
SUH600
SUH661
SUH616
SUS304-HR
SUS403-HR
SUS309S-HR
SUS410-HR
SUS310S-HR
SUS410J1-HR
SUS316-HR
SUS431-HR
SUS316Ti-HR
析出硬化系
SUS630-HR
SUS317-HR
SUS631-HR
SUS321-HR
SUS347-HR
SUSXM15J1-HR
注a) 棒であることを記号で表す必要がある場合には,種類の記号の末尾に,“-B”(熱間仕上棒
鋼)又は“-CB”(冷間仕上棒鋼)を付記する。
例 熱間仕上棒鋼 SUH309-B,SUS304-HR-B
冷間仕上棒鋼 SUH309-CB,SUS304-HR-CB
b) 線材であることを記号で表す必要がある場合には,種類の記号の末尾に,“-WR”を付記す
る。
例 SUH11-WR,SUS304-HR-WR
4
製造方法
製造方法は,次による。
a) 棒は,熱間圧延,熱間鍛造などの熱間加工後に熱処理を行う。ただし,受渡当事者間の協定によって,
熱処理を省略して熱間加工ままとしてもよい。
b) 熱処理を行う場合,熱処理の種類は,受渡当事者間で協定し,熱処理条件は箇条6に規定する品質に
適合するように選択しなければならない。
注記 代表的な熱処理条件を,参考として附属書JAに示す。この条件以外の熱処理条件を選択し
てもよい。
c) 冷間仕上棒鋼は,冷間引抜き,研削,切削,又はこれらの組合せによって製造する。
なお,注文者の指定のない限り冷間仕上後に熱処理を行わない。
d) 線材は,熱間圧延ままとする。ただし,必要に応じて熱処理などを行ってもよい。
3
G 4311:2019
e) 熱処理などによって生じた黒皮は,必要な場合には酸洗,切削など適切な方法で除去する。
f)
熱処理の状態及び表面仕上げ方法を表す記号は,表2による。
表2−熱処理の状態及び表面仕上げ方法の記号
項目
記号
熱間加工まま
R
固溶化熱処理
S
固溶化熱処理後時効処理
H
焼なまし
A
焼入焼戻し
Q
酸洗仕上げ
P
冷間引抜き
D
切削
T
研削
C
熱処理の状態及び表面仕上げ方法を表す記号は,受渡当事者間
の合意によって,別途,定めてもよい。
5
化学成分
5.1
溶鋼分析値
棒及び線材は,11.1の試験を行い,その溶鋼分析値は,表3〜表6による。
5.2
製品分析値
注文者が製品分析を要求する場合,11.1によって試験を行い,その値は,表3〜表6の値にJIS G 0321
の表5(ステンレス鋼及び耐熱鋼鋼材の製品分析の許容変動値)による許容変動値を適用する。ただし,
JIS G 0321の表5に規定されていない元素の許容変動値については,受渡当事者間で協定してもよい。
4
G 4311:2019
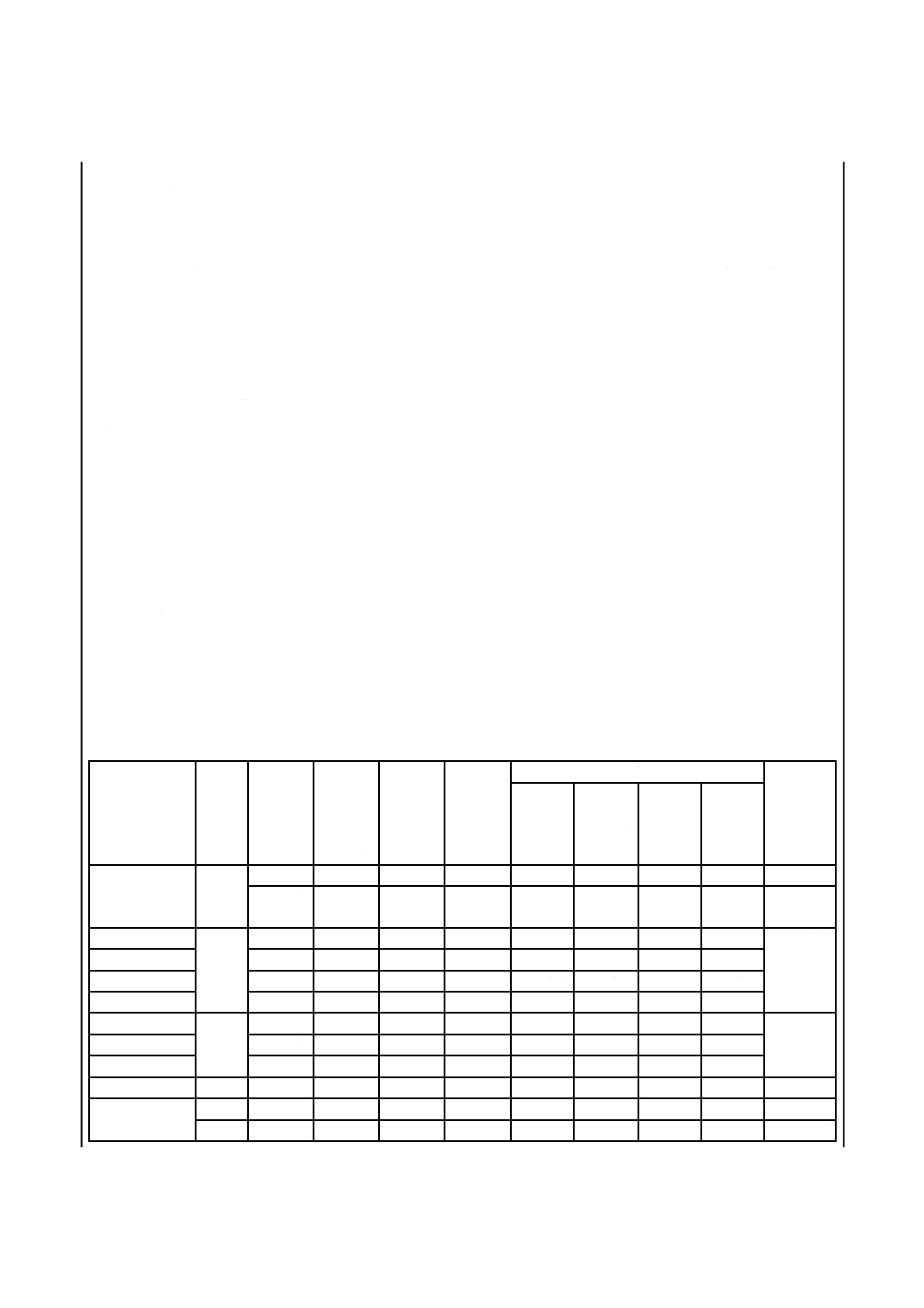
表3−オーステナイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
N
その他
SUH31
0.35〜
0.45
1.50〜
2.50
0.60
以下
0.040
以下
0.030
以下
13.00〜
15.00
14.00〜
16.00
−
−
W:2.00〜3.00
SUH35
0.48〜
0.58
0.35
以下
8.00〜
10.00
0.040
以下
0.030
以下
3.25〜
4.50
20.00〜
22.00
−
0.35〜
0.50
−
SUH36
0.48〜
0.58
0.35
以下
8.00〜
10.00
0.040
以下
0.040〜
0.090
3.25〜
4.50
20.00〜
22.00
−
0.35〜
0.50
−
SUH37
0.15〜
0.25
1.00
以下
1.00〜
1.60
0.040
以下
0.030
以下
10.00〜
12.00
20.50〜
22.50
−
0.15〜
0.30
−
SUH38
0.25〜
0.35
1.00
以下
1.20
以下
0.18〜
0.25
0.030
以下
10.00〜
12.00
19.00〜
21.00
1.80〜
2.50
−
B:0.001〜0.010
SUH309
0.20
以下
1.00
以下
2.00
以下
0.040
以下
0.030
以下
12.00〜
15.00
22.00〜
24.00
−
−
−
SUH310
0.25
以下
1.50
以下
2.00
以下
0.040
以下
0.030
以下
19.00〜
22.00
24.00〜
26.00
−
−
−
SUH330
0.15
以下
1.50
以下
2.00
以下
0.040
以下
0.030
以下
33.00〜
37.00
14.00〜
17.00
−
−
−
SUH660
0.08
以下
1.00
以下
2.00
以下
0.040
以下
0.030
以下
24.00〜
27.00
13.50〜
16.00
1.00〜
1.50
−
Ti:1.90〜2.35
Al:0.35以下
B:0.001〜0.010
V:0.10〜0.50
SUH661
0.08〜
0.16
1.00
以下
1.00〜
2.00
0.040
以下
0.030
以下
19.00〜
21.00
20.00〜
22.50
2.50〜
3.50
0.10〜
0.20
Nb:0.75〜1.25
W:2.00〜3.00
Co:18.50〜21.00
SUS304-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.50
18.00〜
20.00
−
−
−
SUS309S-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
12.00〜
15.00
22.00〜
24.00
−
−
−
SUS310S-HR
0.08
以下
1.50
以下
2.00
以下
0.045
以下
0.030
以下
19.00〜
22.00
24.00〜
26.00
−
−
−
SUS316-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
−
SUS316Ti-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
Ti:5×C %以上
SUS317-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
11.00〜
15.00
18.00〜
20.00
3.00〜
4.00
−
−
SUS321-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
17.00〜
19.00
−
−
Ti:5×C %以上
SUS347-HR
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
17.00〜
19.00
−
−
Nb:10×C %以上
SUSXM15J1-HR a)
0.08
以下
3.00〜
5.00
2.00
以下
0.045
以下
0.030
以下
11.50〜
15.00
15.00〜
20.00
−
−
−
注a) SUSXM15J1-HRは,この表に規定されていないCu,Mo,Nb,Ti及びNのうち一つ又は複数の元素を必要に
よって添加した場合,その含有率を報告しなければならない。
5
G 4311:2019
表4−フェライト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
N
Al
SUH446 a)
0.20
以下
1.00
以下
1.50
以下
0.040
以下
0.030
以下
23.00〜
27.00
0.25
以下
−
SUS405-HR
0.08
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.50〜
14.50
−
0.10〜
0.30
SUS410L-HR
0.030
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.00〜
13.50
−
−
SUS430-HR
0.12
以下
0.75
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
18.00
−
−
Niは,0.60 %を超えてはならない。
注a) SUH446のCuは,0.30 %を超えてはならない。
表5−マルテンサイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
N
その他
SUH1 a),b)
0.40〜
0.50
3.00〜
3.50
0.60
以下
0.030
以下
0.030
以下
−
7.50〜
9.50
−
−
−
SUH3 a),b)
0.35〜
0.45
1.80〜
2.50
0.60
以下
0.030
以下
0.030
以下
−
10.00〜
12.00
0.70〜
1.30
−
−
SUH4 a)
0.75〜
0.85
1.75〜
2.25
0.20〜
0.60
0.030
以下
0.030
以下
1.15〜
1.65
19.00〜
20.50
−
−
−
SUH11 a),b)
0.45〜
0.55
1.00〜
2.00
0.60
以下
0.030
以下
0.030
以下
−
7.50〜
9.50
−
−
−
SUH600 a),b)
0.15〜
0.20
0.50
以下
0.50〜
1.00
0.040
以下
0.030
以下
−
10.00〜
13.00
0.30〜
0.90
0.05〜
0.10
Nb:0.20〜0.60
V:0.10〜0.40
SUH616 a)
0.20〜
0.25
0.50
以下
0.50〜
1.00
0.040
以下
0.030
以下
0.50〜
1.00
11.00〜
13.00
0.75〜
1.25
−
W:0.75〜1.25
V:0.20〜0.30
SUS403-HR b)
0.15
以下
0.50
以下
1.00
以下
0.040
以下
0.030
以下
−
11.50〜
13.00
−
−
−
SUS410-HR b)
0.15
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
−
11.50〜
13.50
−
−
−
SUS410J1-HR b) 0.08〜
0.18
0.60
以下
1.00
以下
0.040
以下
0.030
以下
−
11.50〜
14.00
0.30〜
0.60
−
−
SUS431-HR
0.20
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
1.25〜
2.50
15.00〜
17.00
−
−
−
注a) SUH1,SUH3,SUH4,SUH11,SUH600及びSUH616のCuは,0.30 %を超えてはならない。
b) SUH4,SUH616及びSUS431-HRを除き,Niは,0.60 %を超えてはならない。
表6−析出硬化系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Cu
その他
SUS630-HR
0.07
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
3.00〜
5.00
15.00〜
17.50
3.00〜
5.00
Nb:0.15〜0.45
SUS631-HR
0.09
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
6.50〜
7.75
16.00〜
18.00
−
Al:0.75〜1.50
6
G 4311:2019
6
機械的性質
6.1
一般事項
棒及び線材の機械的性質の一般事項は,次による。
注記 この規格では,製造業者の出荷後の製品に熱処理を行った場合の機械的性質は規定していない。
a) 熱処理を行った棒は,11.2の試験を行い,その機械的性質は,6.2〜6.5による。ただし,適用寸法を
超える場合,機械的性質の規定の要否,その規定値及び供試材については,受渡当事者間の協定によ
る。
b) 熱処理を省略した熱間加工ままの棒は,機械的性質を適用しない。ただし,特に注文者の要求がある
場合は,JIS G 0404の7.6(試験片採取条件及び試験片)のB類による供試材に熱処理を行った場合
の機械的性質及びその規定値を,受渡当事者間で協定してもよい。
c) 冷間引抜ままの棒は,11.2の試験を行い,その機械的性質は,6.6による。
d) 線材には,機械的性質を適用しない。
6.2
オーステナイト系の機械的性質
オーステナイト系の機械的性質は,その熱処理状態に応じて,次のa) 又はb) による。
a) 固溶化熱処理を行った棒の機械的性質は,表7による。この場合,供試材は,JIS G 0404の7.6のA
類による。ただし,耐力は,注文者の指定がある場合に適用する。
なお,SUH35,SUH36,SUH37,SUH38,SUH660及びSUH661について,棒の熱処理の種類が固
溶化熱処理の場合は,通常,時効処理状態の機械試験を行わないが,特に注文者の要求がある場合は,
JIS G 0404の7.6のB類による供試材に固溶化熱処理後時効処理を行った場合の機械的性質及びその
規定値を,受渡当事者間で協定してもよい。
b) 固溶化熱処理後時効処理を行った棒の機械的性質は,表7による。この場合,供試材は,JIS G 0404
の7.6のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
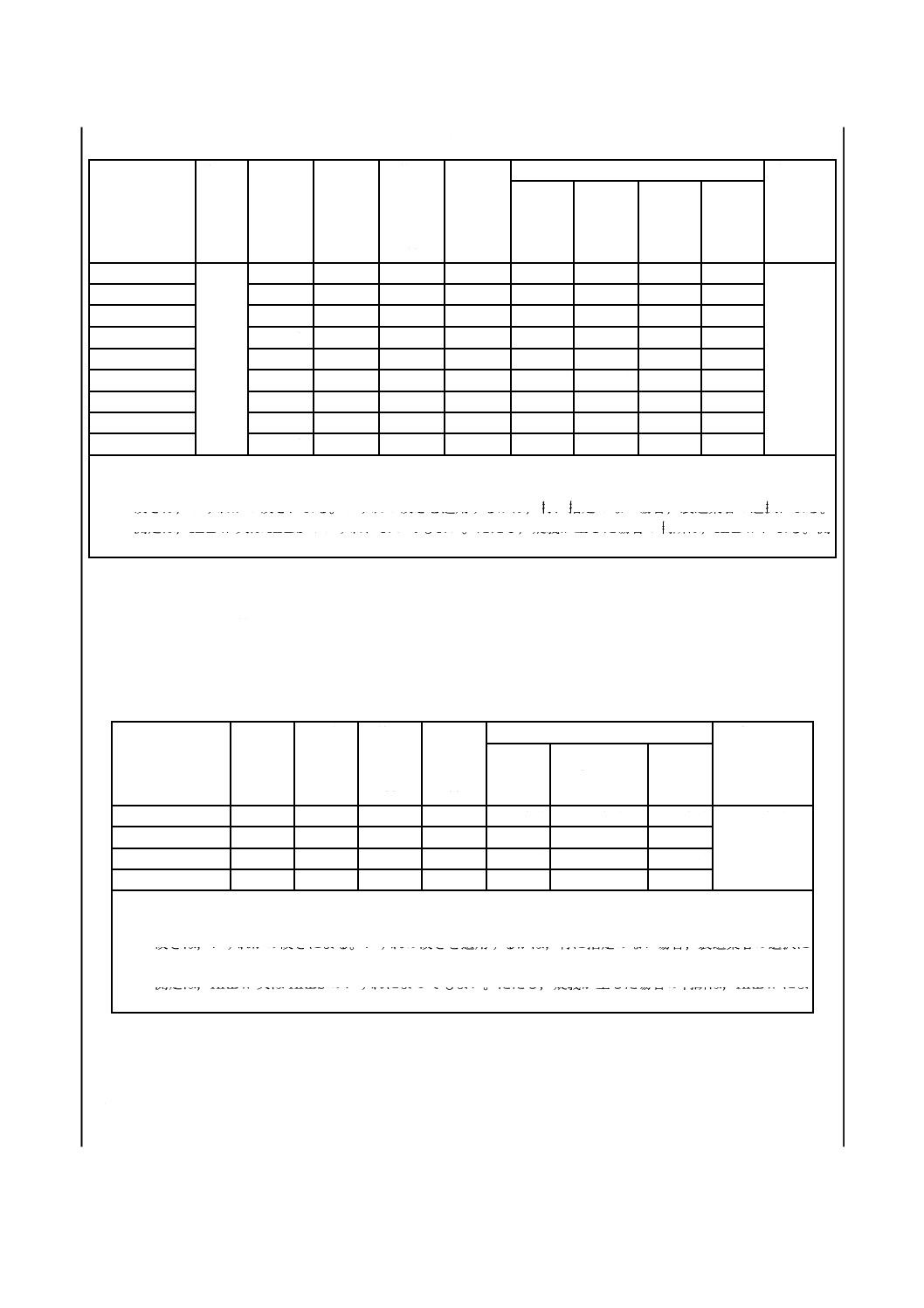
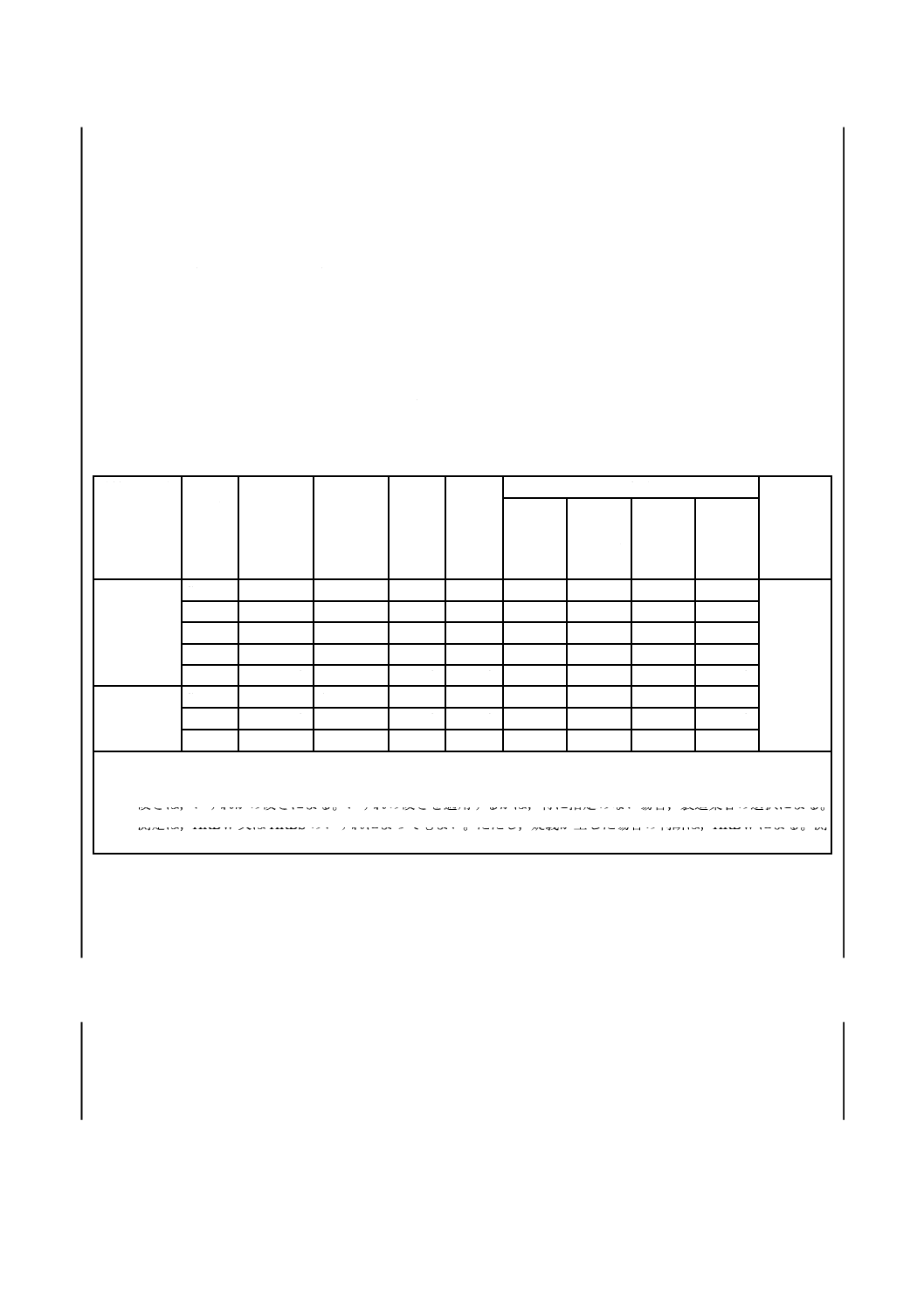
表7−オーステナイト系の固溶化熱処理状態及び固溶化熱処理後時効処理状態の機械的性質
種類の記号
熱処理
記号
耐力
引張強さ
伸び
絞りa)
硬さb)
適用寸法
(径,対
辺距離又
は厚さ)
mm
N/mm2
N/mm2
%
%
HBW
HRBW
又は
HRBS c)
HRC
HV
SUH31
S
315以上 740以上 30以上
40以上 248以下 100以下
−
261以下 25以下
315以上 690以上 25以上
35以上 248以下 100以下
−
261以下 25を超え
180以下
SUH35
H
560以上 880以上 8以上
−
302以上
−
31以上 320以上 25以下
SUH36
560以上 880以上 8以上
−
302以上
−
31以上 320以上
SUH37
390以上 780以上 35以上
35以上 248以下 100以下
−
261以下
SUH38
490以上 880以上 20以上
25以上 269以上
−
27以上 284以上
SUH309
S
205以上 560以上 45以上
50以上 201以下 95以下
−
210以下 180以下
SUH310
205以上 590以上 40以上
50以上 201以下 95以下
−
210以下
SUH330
205以上 560以上 40以上
50以上 201以下 95以下
−
210以下
SUH660
H
590以上 900以上 15以上
18以上 248以上
−
24以上 261以上 180以下
SUH661
S
315以上 690以上 35以上
35以上 248以下 100以下
−
261以下 180以下
H
345以上 760以上 30以上
30以上 192以上 91以上
−
202以上 75以下
7
G 4311:2019
表7−オーステナイト系の固溶化熱処理状態及び固溶化熱処理後時効処理状態の機械的性質(続き)
種類の記号
熱処理
記号
耐力
引張強さ
伸び
絞りa)
硬さb)
適用寸法
(径,対
辺距離又
は厚さ)
mm
N/mm2
N/mm2
%
%
HBW
HRBW
又は
HRBS c)
HRC
HV
SUS304-HR
S
205以上 520以上 40以上
60以上 187以下 90以下
−
200以下 180以下
SUS309S-HR
205以上 520以上 40以上
60以上 187以下 90以下
−
200以下
SUS310S-HR
205以上 520以上 40以上
50以上 187以下 90以下
−
200以下
SUS316-HR
205以上 520以上 40以上
60以上 187以下 90以下
−
200以下
SUS316Ti-HR
205以上 520以上 40以上
50以上 187以下 90以下
−
200以下
SUS317-HR
205以上 520以上 40以上
60以上 187以下 90以下
−
200以下
SUS321-HR
205以上 520以上 40以上
50以上 187以下 90以下
−
200以下
SUS347-HR
205以上 520以上 40以上
50以上 187以下 90以下
−
200以下
SUSXM15J1-HR
205以上 520以上 40以上
60以上 207以下 95以下
−
218以下
注記 1 N/mm2=1 MPa
注a) 絞りは,平鋼には適用しない。ただし,注文者の指定がある場合は,受渡当事者間の協定による。
b) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択による。
c) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。測
定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
6.3
フェライト系の機械的性質
焼なましを行った棒の機械的性質は,表8による。この場合,供試材は,JIS G 0404の7.6のA類によ
る。ただし,耐力は,注文者の指定がある場合に適用する。
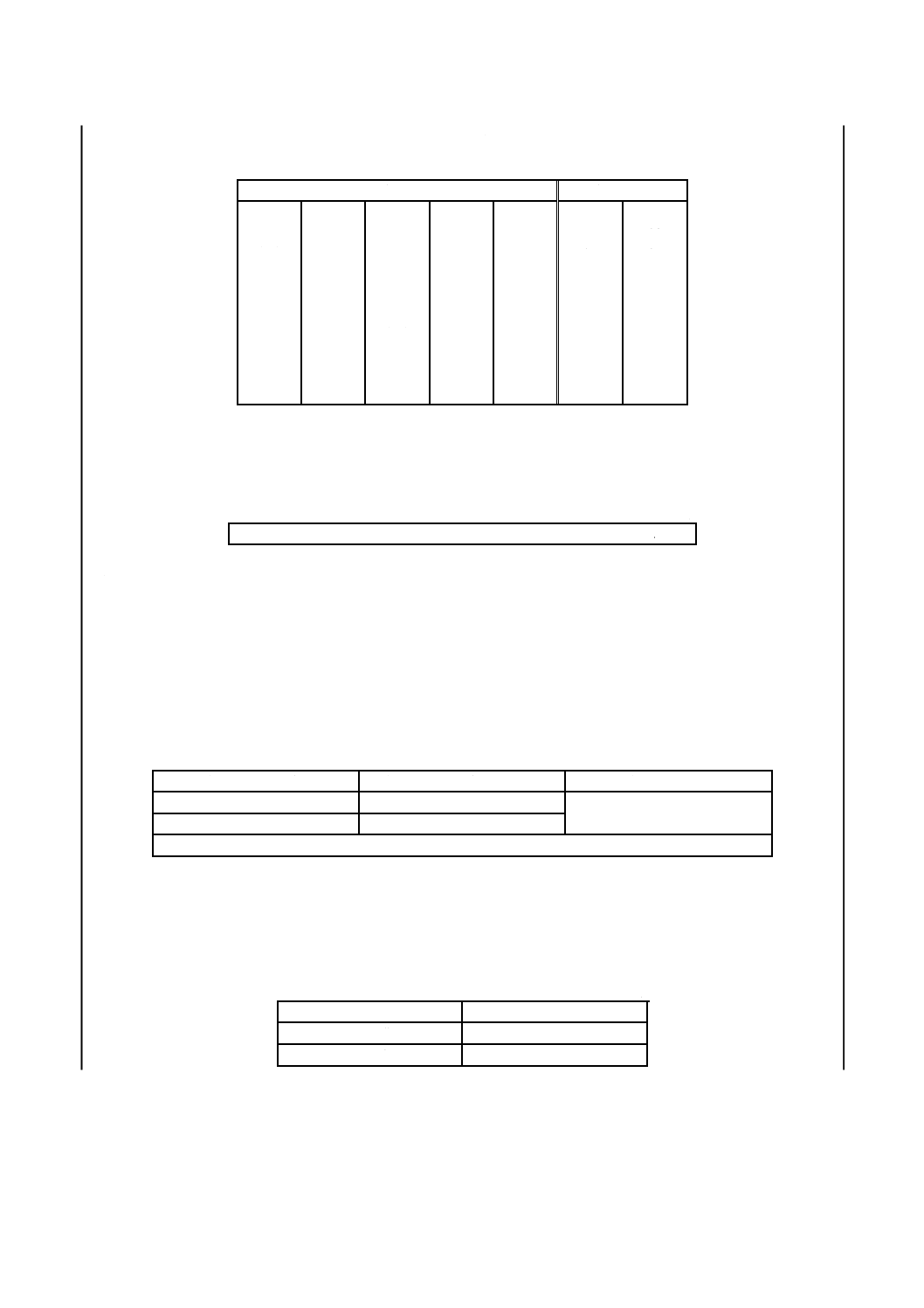
表8−フェライト系の焼なまし状態の機械的性質
種類の記号
耐力
引張強さ
伸び
絞りa)
硬さb)
適用寸法
N/mm2
N/mm2
%
%
HBW
HRBW
又はHRBS c)
HV
(径,対辺距離
又は厚さ)
mm
SUH446
275以上 510以上 20以上
40以上 201以下
95以下
210以下
75以下
SUS405-HR
175以上 410以上 20以上
60以上 183以下
90以下
200以下
SUS410L-HR
195以上 360以上 22以上
60以上 183以下
90以下
200以下
SUS430-HR
205以上 450以上 22以上
50以上 183以下
90以下
200以下
注記 1 N/mm2=1 MPa
注a) 絞りは,平鋼には適用しない。ただし,注文者の指定がある場合は,受渡当事者間の協定による。
b) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択に
よる。
c) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによ
る。測定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
6.4
マルテンサイト系の機械的性質
マルテンサイト系の機械的性質は,その熱処理状態に応じて,次のa) 又はb) による。
a) 焼入焼戻しを行った棒の機械的性質は,表9による。この場合,供試材は,JIS G 0404の7.6のA類
による。ただし,耐力は,注文者の指定がある場合に適用する。
8
G 4311:2019
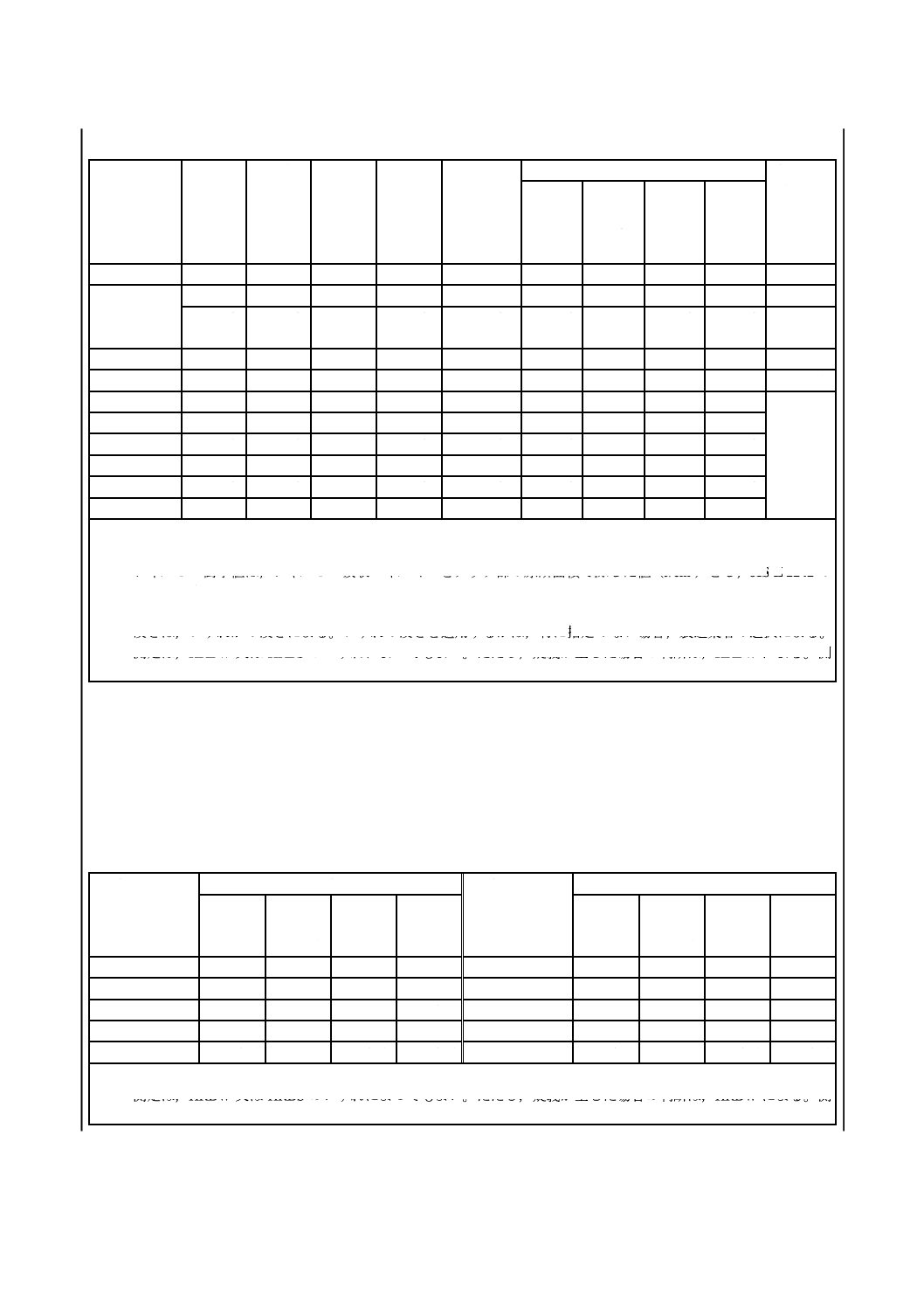
表9−マルテンサイト系の焼入焼戻し状態の機械的性質
種類の記号
耐力
引張強さ
伸び
絞りa)
シャルピー
衝撃値 b)
硬さc)
適用寸法
(径,対
辺距離又
は厚さ)
mm
HBW
HRBW
又は
HRBS d)
HRC
HV
N/mm2
N/mm2
%
%
J/cm2
SUH1
685以上 930以上 15以上
35以上
−
269以上
−
27以上 284以上 75以下
SUH3
685以上 930以上 15以上
35以上
20以上
269以上
−
27以上 284以上 25以下
635以上 880以上 15以上
35以上
20以上
262以上
−
26以上 276以上 25を超え
75以下
SUH4
685以上 880以上 10以上
15以上
10以上
262以上
−
26以上 276以上 75以下
SUH11
685以上 880以上 15以上
35以上
20以上
262以上
−
26以上 276以上 25以下
SUH600
685以上 830以上 15以上
30以上
−
321以下
−
35以下 339以下 75以下
SUH616
735以上 880以上 10以上
25以上
−
341以下
−
37以下 360以下
SUS403-HR
390以上 590以上 25以上
55以上
147以上
170以上 87以上
−
178以上
SUS410-HR
345以上 540以上 25以上
55以上
98以上
159以上 84以上
−
166以上
SUS410J1-HR 490以上 690以上 20以上
60以上
98以上
192以上 92以上
−
200以上
SUS431-HR
590以上 780以上 15以上
40以上
39以上
229以上 98以上
−
241以上
注記 1 N/mm2=1 MPa
注a) 絞りは,平鋼には適用しない。ただし,注文者の指定がある場合は,受渡当事者間の協定による。
b) シャルピー衝撃値は,シャルピー吸収エネルギーをノッチ部の原断面積で除した値(J/cm2)とし,JIS Z 2242の
ノッチ深さ2 mmのUノッチ標準試験片が採取できる寸法の棒に適用する。この試験片が採取できない場合,適
用する試験片及び衝撃値については,受渡当事者間の協定による。
c) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択による。
d) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。測
定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
b) 焼なましを行った棒の硬さは,表10による。
なお,棒の熱処理の種類が焼なまし処理の場合は,通常,焼入焼戻し状態の機械試験を行わないが,
特に注文者の要求がある場合は,JIS G 0404の7.6のB類による供試材に焼入焼戻し処理を行った場
合の機械的性質及びその規定値を,受渡当事者間で協定してもよい。
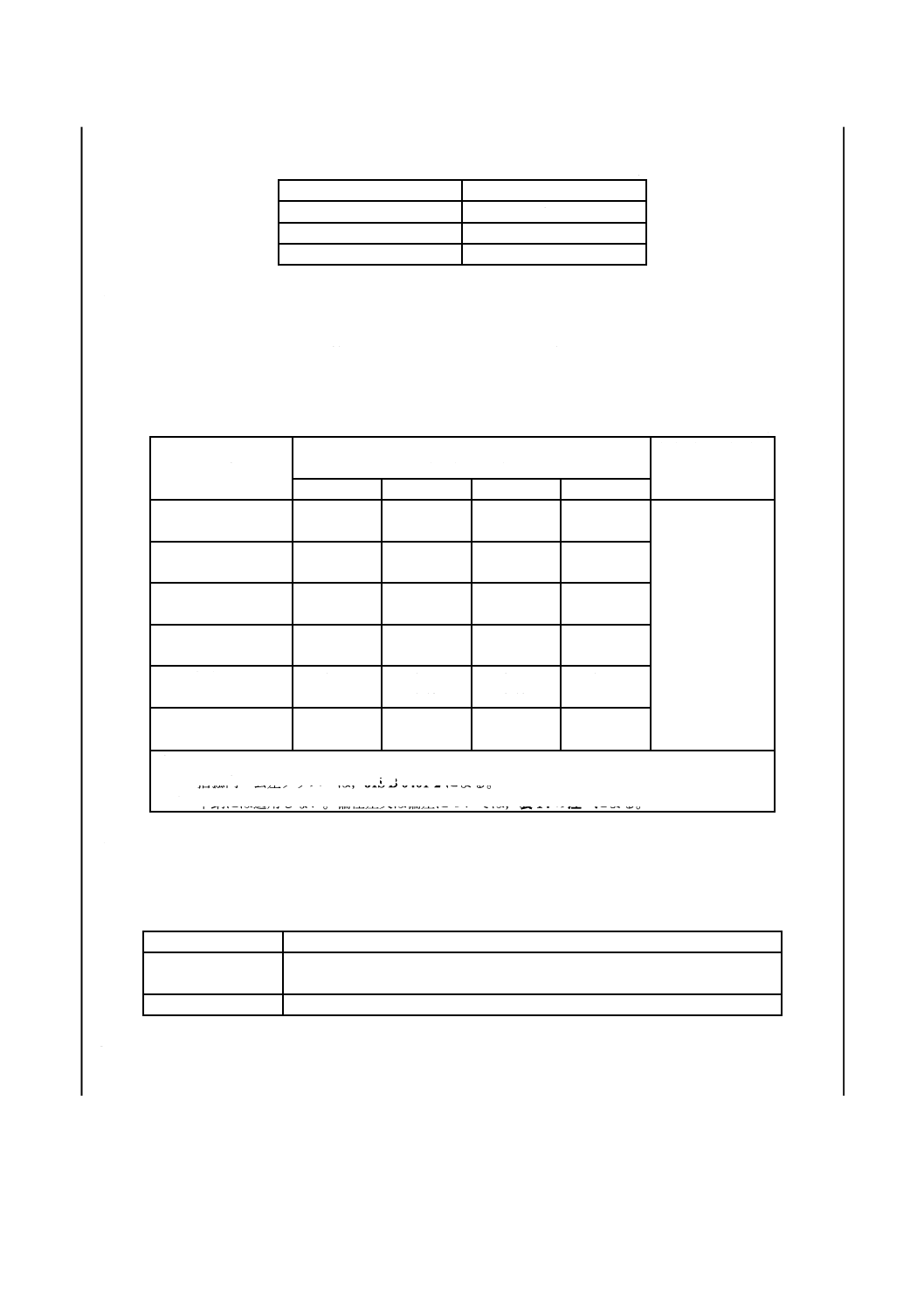
表10−マルテンサイト系の焼なまし状態の硬さ
種類の記号
硬さa)
種類の記号
硬さa)
HBW
HRBW
又は
HRBSb)
HRC
HV
HBW
HRBW
又は
HRBS b)
HRC
HV
SUH1
269以下
−
28以下 284以下 SUH616
269以下
−
28以下 284以下
SUH3
269以下
−
28以下 284以下 SUS403-HR
200以下 93以下
−
210以下
SUH4
321以下
−
35以下 339以下 SUS410-HR
200以下 93以下
−
210以下
SUH11
269以下
−
28以下 284以下 SUS410J1-HR
200以下 93以下
−
210以下
SUH600
269以下
−
28以下 284以下 SUS431-HR
302以下
−
32以下 320以下
注a) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択による。
b) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。測
定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
9
G 4311:2019
6.5
析出硬化系の機械的性質
析出硬化系の機械的性質は,その熱処理状態に応じて,次のa),b) 又はc) による。
a) 固溶化熱処理を行った棒の機械的性質は,表11による。この場合,供試材は,JIS G 0404の7.6のA
類による。ただし,耐力は,注文者の指定がある場合に適用する。
なお,棒の熱処理の種類が固溶化熱処理の場合は,通常,析出硬化状態の機械試験を行わないが,
特に注文者の要求がある場合は,JIS G 0404の7.6のB類による供試材に固溶化熱処理後析出硬化処
理を行った場合の機械的性質及びその規定値を,受渡当事者間で協定してもよい。
b) 固溶化熱処理後析出硬化処理を行った棒の機械的性質は,表11による。この場合,供試材は,JIS G 0404
の7.6のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
c) 固溶化熱処理及び析出硬化処理とは異なる熱処理を行ったSUS630-HRの棒の機械的性質,その規定
値及び供試材の種類は,受渡当事者間の協定による。
表11−析出硬化系の固溶化熱処理状態及び固溶化熱処理後析出硬化処理状態の機械的性質
種類の記号 熱処理
記号
耐力
引張強さ
伸び
絞りa)
硬さb)
適用寸法
(径,対辺
距離又は
厚さ)
mm
N/mm2
N/mm2
%
%
HBW
HRBW
又は
HRBS c)
HRC
HV
SUS630-HR S
−
−
−
−
363以下
−
38以下 383以下
75以下
H900
1 175以上 1 310以上 10以上 40以上 375以上
−
40以上 396以上
H1025
1 000以上 1 070以上 12以上 45以上 331以上
−
35以上 350以上
H1075
860以上 1 000以上 13以上 45以上 302以上
−
31以上 320以上
H1150
725以上
930以上 16以上 50以上 277以上
−
28以上 292以上
SUS631-HR S
380以下 1 030以下 20以上
−
229以下 98以下
−
241以下
RH950
1 030以上 1 230以上 4以上 10以上 388以上
−
41以上 410以上
TH1050
960以上 1 140以上 5以上 25以上 363以上
−
38以上 383以上
注記 1 N/mm2=1 MPa
注a) 絞りは,平鋼には適用しない。ただし,注文者の指定がある場合は,受渡当事者間の協定による。
b) 硬さは,いずれかの硬さによる。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択による。
c) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。測
定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
6.6
冷間引抜ままの棒の機械的性質
冷間引抜ままの棒の機械的性質及びその規定値は,受渡当事者間の協定による。この場合,供試材は,
JIS G 0404の7.6のA類による。
7
形状,寸法及び許容差
7.1
標準寸法
標準寸法は,次による。
a) 熱間圧延による丸鋼及び六角鋼の標準寸法は,表12による。ただし,機器,部品などの設計に当たっ
ては,括弧内の寸法は,できるだけ使用しないことが望ましい。
10
G 4311:2019
表12−熱間圧延丸鋼及び六角鋼の標準寸法
単位 mm
丸鋼の径
六角鋼の対辺距離
9
10
(11)
12
13
14
15
16
17
(18)
19
20
22
24
25
26
28
30
32
34
(35)
36
38
40
42
44
(45)
46
48
50
55
60
65
70
75
80
85
90
100
110
120
130
140
150
160
170
180
(190)
(200)
12
14
17
19
21
23
24
26
27
29
30
32
35
38
41
46
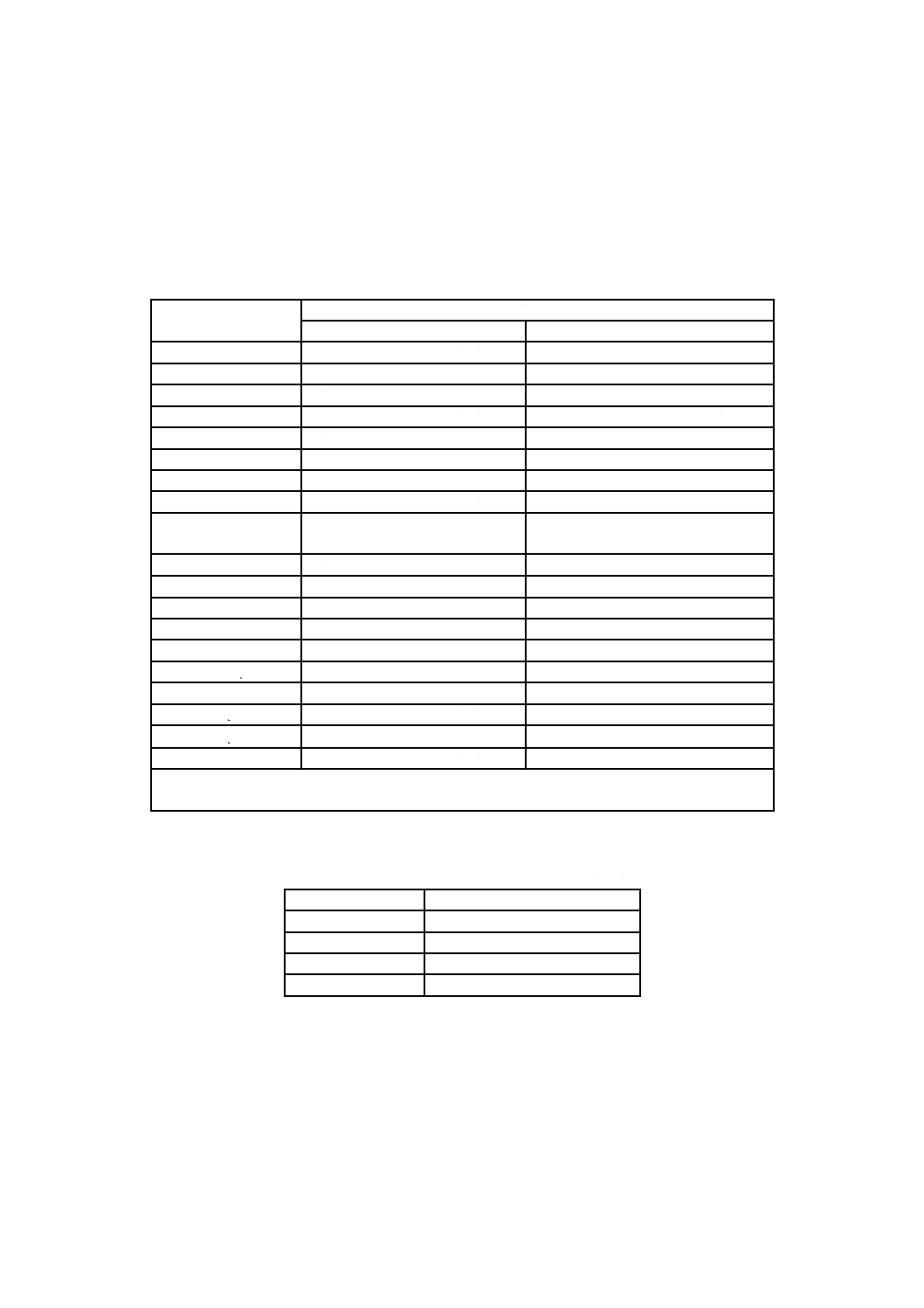
b) 線材の標準径は,表13による。
表13−線材の標準径
単位 mm
5.5 6.0 7.0 8.0 9.0 9.5 10 11 12 13 14
c) その他の形状については,標準寸法を規定しない。
7.2
形状及び寸法の許容差
形状及び寸法の許容差は,次による。
a) 熱間圧延による丸鋼の径,角鋼及び六角鋼の対辺距離の許容差並びに偏径差又は偏差は,表14による。
表14−熱間圧延丸鋼の径,角鋼及び六角鋼の対辺距離の許容差並びに偏径差又は偏差
単位 mm
径又は対辺距離
径又は対辺距離の許容差
偏径差又は偏差a)
28以下
±0.4
許容差の範囲の70 %以下
28を超えるもの
±1.5 %
注a) 偏径差又は偏差は,同一断面における径又は対辺距離の最大値と最小値との差とする。
b) 熱間圧延による平鋼の厚さの許容差は,表15による。また,幅の許容差は,表16による。ただし,
幅が150 mmを超える平鋼については受渡当事者間の協定による。
表15−熱間圧延平鋼の厚さの許容差
単位 mm
厚さ
厚さの許容差
13未満
±0.5
13以上
±4 %
11
G 4311:2019
表16−熱間圧延平鋼の幅の許容差
単位 mm
幅
幅の許容差
25未満
±0.7
25以上
50未満
±1.0
50以上
150以下
±2 %
c) 熱間鍛造などによる棒の寸法許容差は,受渡当事者間の協定による。
d) 冷間仕上棒鋼の寸法許容差は,表17による。注文者は,許容差の等級を指定しなければならない。た
だし,この表以外の冷間仕上棒鋼については受渡当事者間の協定による。
表17−冷間仕上棒鋼の寸法許容差
単位 mm
径,対辺距離,厚さ
又は幅
許容差の等級a)
(公差クラス)b)
偏径差又は偏差c)
9級(h9)
10級(h10) 11級(h11) 12級(h12)
6以上
10以下
0
−0.036
0
−0.058
0
−0.090
0
−0.15
許容差の範囲の
30 %以下
10を超え 18以下
0
−0.043
0
−0.070
0
−0.11
0
−0.18
18を超え 30以下
0
−0.052
0
−0.084
0
−0.13
0
−0.21
30を超え 50以下
0
−0.062
0
−0.100
0
−0.16
0
−0.25
50を超え 80以下
0
−0.074
0
−0.12
0
−0.19
0
−0.30
80を超え 120以下
0
−0.087
0
−0.14
0
−0.22
0
−0.35
注a) 丸鋼は9〜11級,角鋼は11級,六角鋼及び平鋼は12級を適用する。
b) 括弧内“公差クラス”は,JIS B 0401-2による。
c) 平鋼には適用しない。偏径差又は偏差については,表14の注a)による。
e) 棒の長さの許容差は,表18による。ただし,受渡当事者間の協定がある場合は,その協定による。
表18−棒の長さの許容差
単位 mm
長さ
長さの許容差
7 m以下
+40
0
7 mを超えるもの
長さ1 m又はその端数が増すごとに,上欄のプラス側許容差に5を加える。
f)
線材の径の許容差及び偏径差は,表19による。ただし,径が20 mmを超える線材については受渡当
事者間の協定による。
12
G 4311:2019
表19−線材の径の許容差及び偏径差
単位 mm
径
許容差
偏径差a)
5.5以上
15以下
±0.3
0.5以下
15を超え
20以下
±0.4
0.6以下
注a) 偏径差は,同一断面における径の最大値と最小値との差とする。
g) 棒の曲がりの許容差は,単位長さ(m)当たり3 mm以下とし,全長に対しては,[3(mm/m)×長さ
(m)]以下とする。
8
外観
棒及び線材の表面は,仕上げ良好で,通常の使用において支障となる有害な欠点があってはならない。
ただし,線材は,一般的に検査によって全長にわたっての欠点の検出及び除去が困難であるため,若干の
正常でない部分を含むことがある。したがって,使用上有害と判断される欠点が発見されたときは,必要
な場合,その取扱いについては,受渡当事者間の協定による。
注記 棒は,有害な欠点に相当するきずの種類,深さ,除去方法などを受渡当事者間で協定すること
が望ましい。
9
線材のきずの深さ
線材は,11.3の試験を行い,線材の径が14 mm以下の場合は,長手方向の割れ状のきずの深さが0.15 mm
を超えてはならない。
なお,線材の径が14 mmを超える場合は,受渡当事者間の協定による。
10 質量
質量は,実測又は計算で求める。計算で求める場合は,表示の寸法を用いて算出し,算出方法は,表20
による。
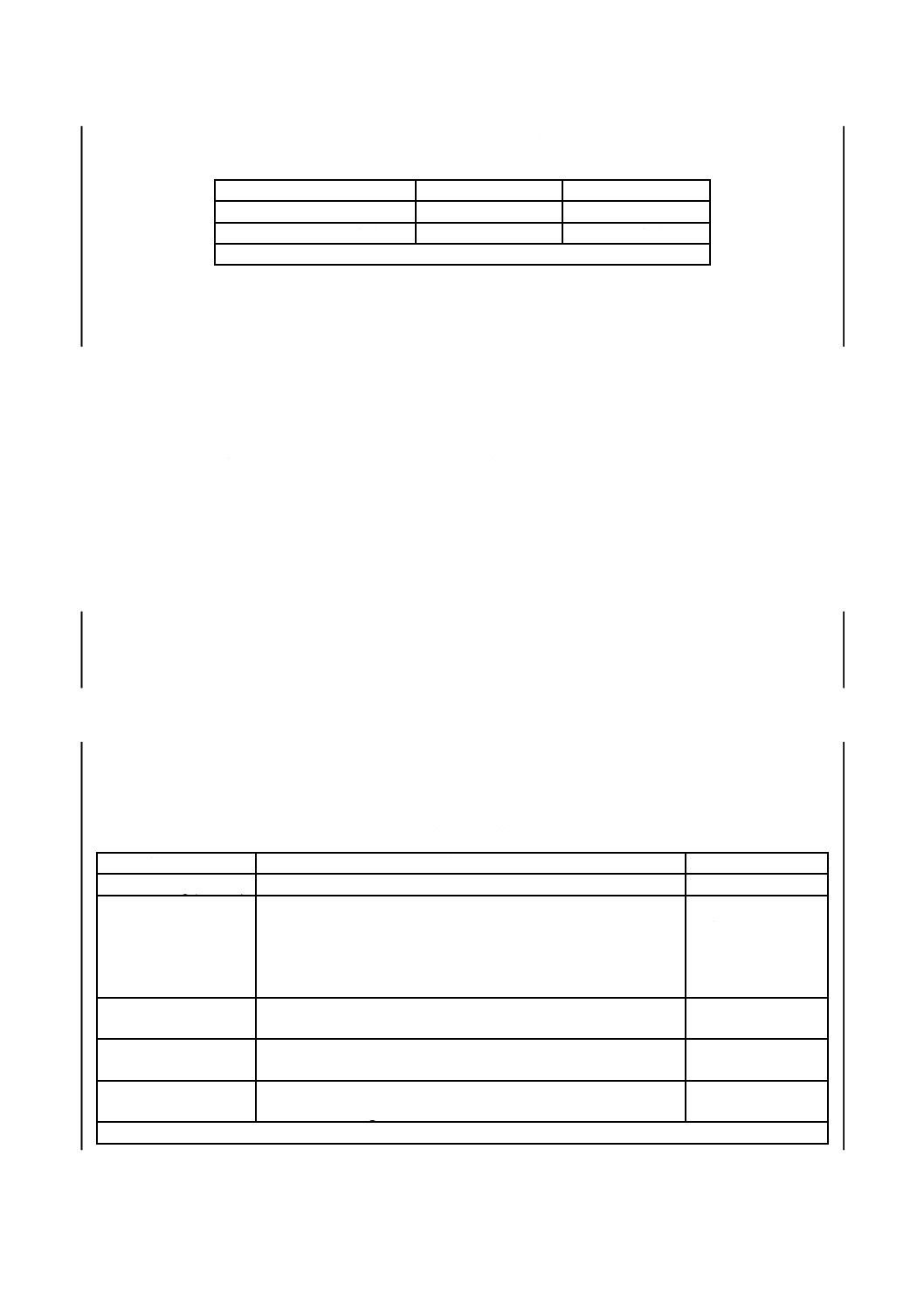
表20−計算質量の算出方法
算出順序
算出方法
結果の桁数a)
基本質量 kg/(mm2・m)
表21による。
−
断面積
mm2
次の式によって求める。
丸鋼の断面積:0.785 4×径(mm)×径(mm)
熱間仕上げ材の径:表示の寸法
冷間仕上げ材の径:表示の寸法+(表17の寸法許容差×1/2)
六角鋼の断面積:0.866 0×対辺距離(mm)×対辺距離(mm)
有効数字4桁の数値
に丸める。
単位質量
kg/m
基本質量[kg/(mm2・m)]×断面積(mm2)
有効数字3桁の数値
に丸める。
1本の質量
kg
単位質量(kg/m)×長さ(m)
有効数字3桁の数値
に丸める。
総質量
kg
1本の質量(kg)×同一寸法の総本数
又は単位質量(kg/m)×同一寸法の総長さ
整数値に丸める。
注a) 数値の丸め方は,JIS Z 8401による。
13
G 4311:2019
表21−棒の基本質量
単位 kg/(mm2・m)
分類
種類の記号
基本質量
分類
種類の記号
基本質量
オーステナイト系
SUH31
a)
フェライト系
SUH446
a)
SUH35
a)
SUS405-HR
7.75×10−3
SUH36
a)
SUS410L-HR
7.75×10−3
SUH37
a)
SUS430-HR
7.70×10−3
SUH38
a)
マルテンサイト系
SUH1
a)
SUH309
7.98×10−3
SUH3
a)
SUH310
7.98×10−3
SUH4
a)
SUH330
a)
SUH11
a)
SUH660
a)
SUH600
a)
SUH661
a)
SUH616
a)
SUS304-HR
7.93×10−3
SUS403-HR
7.75×10−3
SUS309S-HR
7.98×10−3
SUS410-HR
7.75×10−3
SUS310S-HR
7.98×10−3
SUS410J1-HR
7.75×10−3
SUS316-HR
7.98×10−3
SUS431-HR
7.75×10−3
SUS316Ti-HR
7.98×10−3
析出硬化系
SUS630-HR
7.78×10−3
SUS317-HR
7.98×10−3
SUS631-HR
7.93×10−3
SUS321-HR
7.93×10−3
SUS347-HR
7.98×10−3
SUSXM15J1-HR
7.75×10−3
注a) 受渡当事者間の協定による。
11 試験
11.1 分析試験
11.1.1 分析試験の一般事項及び分析用試料の採り方
分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。注文者が製
品分析を要求した場合の分析用試料の採り方は,JIS G 0321の箇条4(製品分析用試料)による。
11.1.2 分析方法
溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
11.2 機械試験
11.2.1 試験一般
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。
11.2.2 供試材の採り方
供試材は,同一溶鋼及び同一熱処理条件ごとに1個を採取する。ただし,JIS G 0404の7.6のB類によ
る供試材は,同一溶鋼ごとに1個を採取する。
11.2.3 試験片の数
引張試験,衝撃試験及び硬さ試験の試験片の数は,供試材1個から各試験片1個とする。
11.2.4 試験片
引張試験片,衝撃試験片及び硬さ試験片は,次による。
a) 引張試験片は,JIS Z 2241の10号試験片,13B号試験片,14A号試験片又は14B号試験片のいずれか
を用いる。
なお,これらの試験片に代えて4号試験片又は5号試験片を用いることができる。
14
G 4311:2019
b) 衝撃試験片は,JIS Z 2242のノッチ深さ2 mmのUノッチ標準試験片を用いる。ただし,この試験片
が採取できない場合は,受渡当事者間で適用する試験片の寸法,形状及び衝撃値について,協定して
もよい。
c) 硬さ試験片は,引張試験片の一部を用いることができる。
11.2.5 試験方法
引張試験,衝撃試験及び硬さ試験の方法は,次による。
a) 引張試験方法は,JIS Z 2241による。ただし,試験温度は,23±5 ℃とし,マルテンサイト系の引張強
さの測定については,試験片平行部のひずみ速度又は平行部の推定ひずみ速度が0.003 3〜0.010 0 s−1
となる引張速度を,マルテンサイト系以外については,0.006 6〜0.013 4 s−1となる引張速度を用いる。
b) 衝撃試験方法は,JIS Z 2242による。ただし,試験温度は,23±2 ℃とする。
c) 硬さ試験方法は,次のいずれかによる。ただし,試験温度は,23±5 ℃とする。
1) JIS Z 2243-1
2) JIS Z 2244
3) JIS Z 2245
11.3 線材のきず検出試験
11.3.1 試料の採り方
きず検出試験に用いる試料は,各コイルから試験片を1個採取する。
注記 試料は,各コイルの両端から試験片を1個ずつ採取するのが望ましい。
11.3.2 試験方法
試験片は,酸洗などによって脱スケールを行い,適切な精度をもつ測定機によって,表面きずの深さを
測定する。
11.4 その他の試験
注文者は,高温引張試験を要求することができる。ただし,この場合の試験方法は,JIS G 0567による。
12 検査
棒及び線材の検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 機械的性質は,箇条6に適合しなければならない。
d) 形状及び寸法は,箇条7に適合しなければならない。
e) 外観は,箇条8に適合しなければならない。
f)
線材のきずの深さは,箇条9に適合しなければならない。
g) 11.4に規定する試験を実施した場合は,受渡当事者間の協定によって合意した合否判定基準に適合し
なければならない。
13 表示
13.1 棒の表示
検査に合格した棒には,1本ごとに,次の項目を表示する。ただし,径,対辺距離又は厚さが30 mm以
下の棒は,これを結束して,1結束ごとに表示してもよい。また,径又は対辺距離が30 mmを超える棒の
場合は,受渡当事者間の協定によって,これを結束して1結束ごとに適切な方法で表示してもよい。
15
G 4311:2019
なお,受渡当事者間の協定によって,項目の一部を省略してもよい。
a) 種類の記号
b) 寸法
c) 表面仕上げ方法の記号及び許容差の等級の記号
d) 熱処理の状態を表す記号
e) 製造業者名又はその略号
f)
溶鋼番号又は検査番号
13.2 線材の表示
検査に合格した線材には,1コイルごと又は1結束ごとに,次の項目を表示する。
なお,受渡当事者間の協定によって,項目の一部を省略してもよい。
a) 種類の記号
b) 線材の径
c) 製造業者名又はその略号
d) 溶鋼番号又は検査番号
14 報告
製造業者は,注文者から報告の要求がある場合は,検査文書を注文者に提出しなければならない。検査
文書には電送など電子媒体も含める。ただし,検査文書の種類は,注文時に特に指定がない場合,JIS G 0415
の5.1(検査証明書3.1)による。
16
G 4311:2019
附属書JA
(参考)
耐熱鋼棒の熱処理条件
表JA.1−オーステナイト系の熱処理条件
単位 ℃
種類の記号
熱処理
固溶化熱処理
時効処理
SUH31
950〜1 050
急冷
−
SUH35
1 100〜1 200
急冷
730〜780
空冷
SUH36
1 100〜1 200
急冷
730〜780
空冷
SUH37
1 050〜1 150
急冷
750〜800
空冷
SUH38
1 120〜1 150
急冷
730〜760
空冷
SUH309
1 030〜1 150
急冷
−
SUH310
1 030〜1 180
急冷
−
SUH330
1 030〜1 180
急冷
−
SUH660
885〜915
965〜995
急冷又は
急冷
700〜760×16 h
空冷又は徐冷
SUH661
1 130〜1 200
急冷
780〜830× 4 h
空冷又は徐冷
SUS304-HR
1 010〜1 150
急冷
−
SUS309S-HR
1 030〜1 150
急冷
−
SUS310S-HR
1 030〜1 180
急冷
−
SUS316-HR
1 010〜1 150
急冷
−
SUS316Ti-HR a)
920〜1 150
急冷
−
SUS317-HR
1 010〜1 150
急冷
−
SUS321-HR a)
920〜1 150
急冷
−
SUS347-HR a)
980〜1 150
急冷
−
SUSXM15J1-HR
1 010〜1 150
急冷
−
注a) SUS316Ti-HR,SUS321-HR及びSUS347-HRについては,注文者が安定化熱処理を指定する
ことがある。この場合の熱処理温度は,850〜930 ℃が用いられる。
表JA.2−フェライト系の熱処理条件
単位 ℃
種類の記号
焼なまし
SUH 446
780〜880
急冷
SUS405-HR
780〜830
空冷又は徐冷
SUS410L-HR
700〜820
空冷又は徐冷
SUS430-HR
780〜850
空冷又は徐冷
17
G 4311:2019
表JA.3−マルテンサイト系の熱処理条件
単位 ℃
種類の記号
熱処理
焼なまし
焼入れ
焼戻し
SUH1
800〜900
徐冷
980〜1 080
油冷
700〜850
急冷
SUH3
800〜900
徐冷
980〜1 080
油冷
700〜800
急冷
SUH4
800〜900 徐冷又は約720 空冷
1 030〜1 080
油冷
700〜800
急冷
SUH11
750〜850
徐冷
1 000〜1 050
油冷
650〜750
急冷
SUH600
850〜950
徐冷
1 100〜1 170 油冷又は空冷
600以上
空冷
SUH616
830〜900
徐冷
1 020〜1 070 油冷又は空冷
600以上
空冷
SUS403-HR
800〜900 徐冷又は約750 急冷
950〜1 000
油冷
700〜750
急冷
SUS410-HR
800〜900 徐冷又は約750 急冷
950〜1 000
油冷
700〜750
急冷
SUS410J1-HR
830〜900 徐冷又は約750 急冷
970〜1 020
油冷
650〜750
急冷
SUS431-HR
一次約750急冷,二次約650急冷
1 000〜1 050
油冷
630〜700
急冷
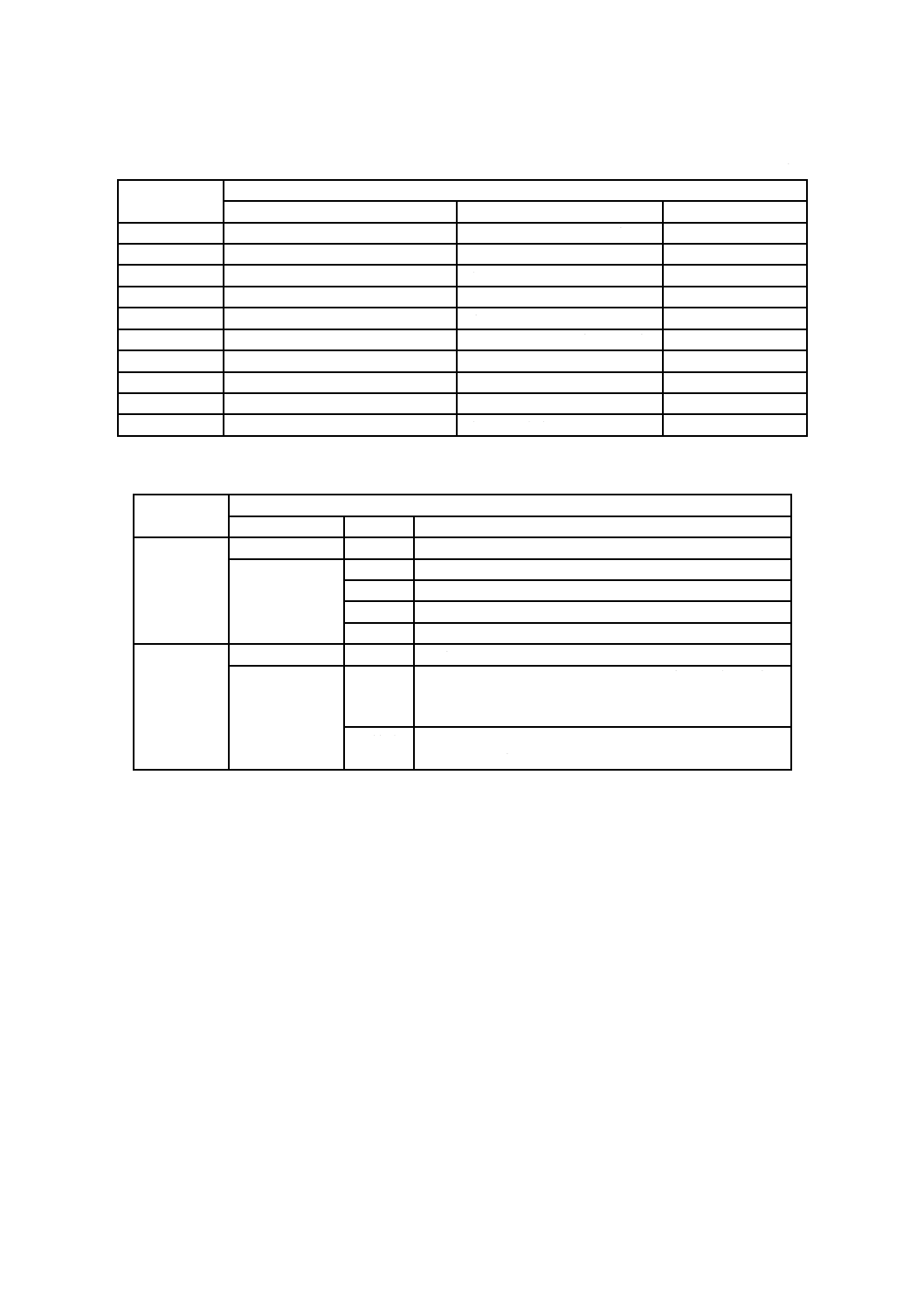
表JA.4−析出硬化系の熱処理条件
種類の記号
熱処理
種類
記号
条件
SUS630-HR
固溶化熱処理
S
1 020〜1 060 ℃
急冷
析出硬化処理
H900
470〜490 ℃
空冷
H1025
540〜560 ℃
空冷
H1075
570〜590 ℃
空冷
H1150
610〜630 ℃
空冷
SUS631-HR
固溶化熱処理
S
1 000〜1 100 ℃
急冷
析出硬化処理
RH950
955±10 ℃に10分間保持,室温まで空冷,24時間以内に
−73±6 ℃に冷却し8時間保持,510±10 ℃に60分間保
持後空冷
TH1050
760±15 ℃に90分間保持,1時間以内に15 ℃以下に冷却
し30分間保持,565±10 ℃に90分間保持後空冷
18
G 4311:2019
附属書JB
(参考)
JISと対応国際規格との対比表
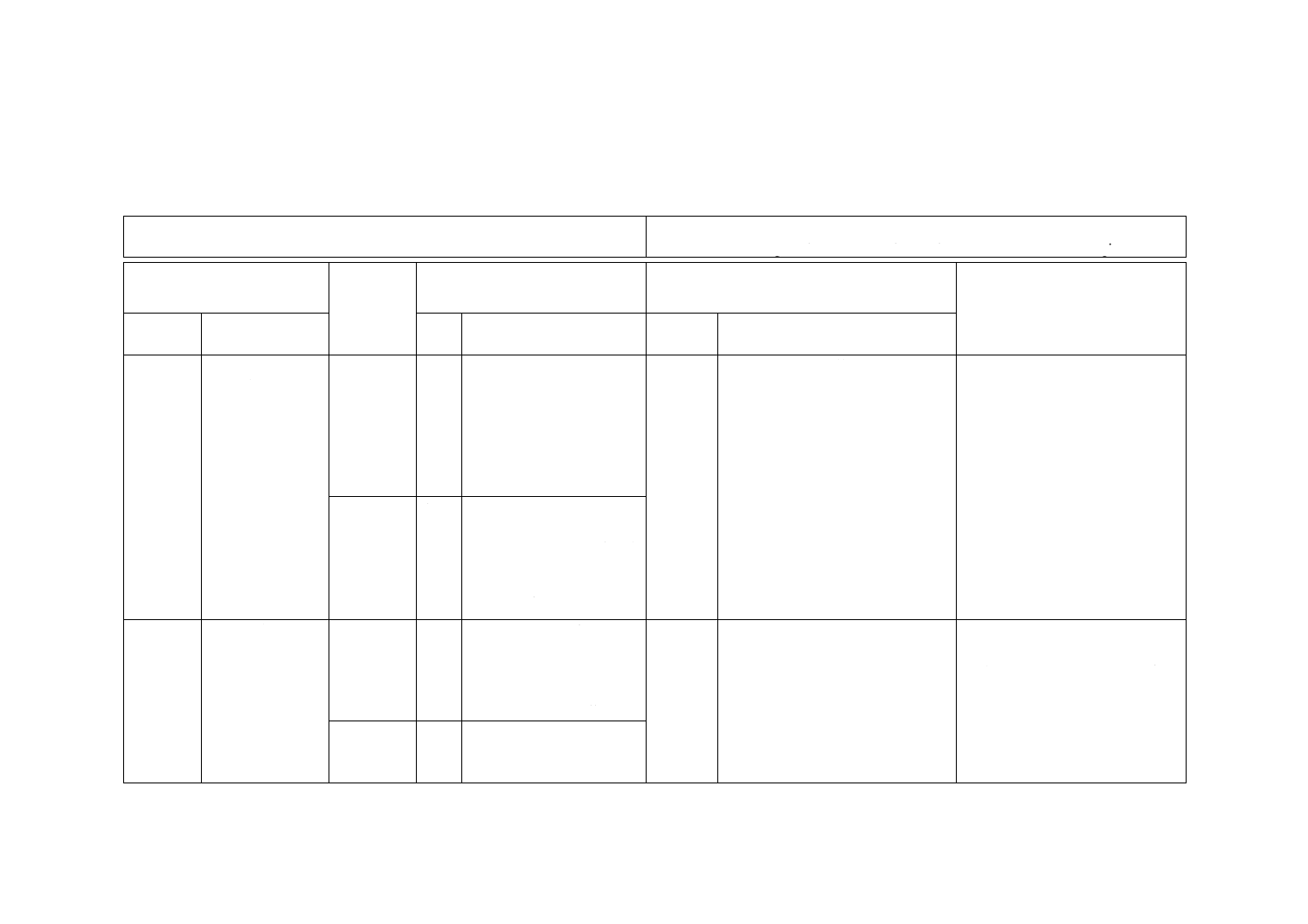
JIS G 4311:2019 耐熱鋼棒及び線材
ISO 4955:2016,Heat-resistant steels及びISO 683-15:1992,Heat-treatable steels, alloy
steels and free-cutting steels−Part 15: Valve steels for internal combustion engines
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
耐熱鋼棒及び耐
熱鋼線材につい
て規定。
ISO 4955
1
高温ガス及び550 ℃を上
回る温度域での耐性が要
求される耐熱鋼,耐クリー
プ鋼,耐熱合金及び耐クリ
ープ合金−板,帯,棒,形
鋼,線材,半製品,及び鍛
造品について規定。
変更
JISでは,棒及び線材だけについて
規定している。
JISは,板及び帯については,別
の規格JIS G 4312で規定してお
り,規格体系が異なることから,
適用範囲は現状のままとする。
ISO 683-15
1
往復動内燃機関用吸気及
び排気バルブ用について,
鍛圧高合金材の棒,線,線
材,鍛造品及び旋削仕上げ
又は研削仕上品について
規定。
3 種類の
記号
棒及び線材の35
種類の記号及び
分類を規定。
ISO 4955
6
7
オーステナイト系,フェラ
イト系,マルテンサイト系
及び析出硬化系の分類を
規定している。
31種類の記号を記載。
変更
JISとISO規格とでは,記号表記が
異なる。
各国は,それぞれの記号体系をも
ち,それらはその市場に定着して
いる。ISO/TS 4949:2016は,各国
それぞれの記号体系に従うことを
認めていることから,現状のまま
とする。
ISO 683-15
4
マルテンサイト系,オース
テナイト系の分類を規定。
11種類の記号を記載。
3
G
4
3
11
:
2
0
1
9
19
G 4311:2019
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
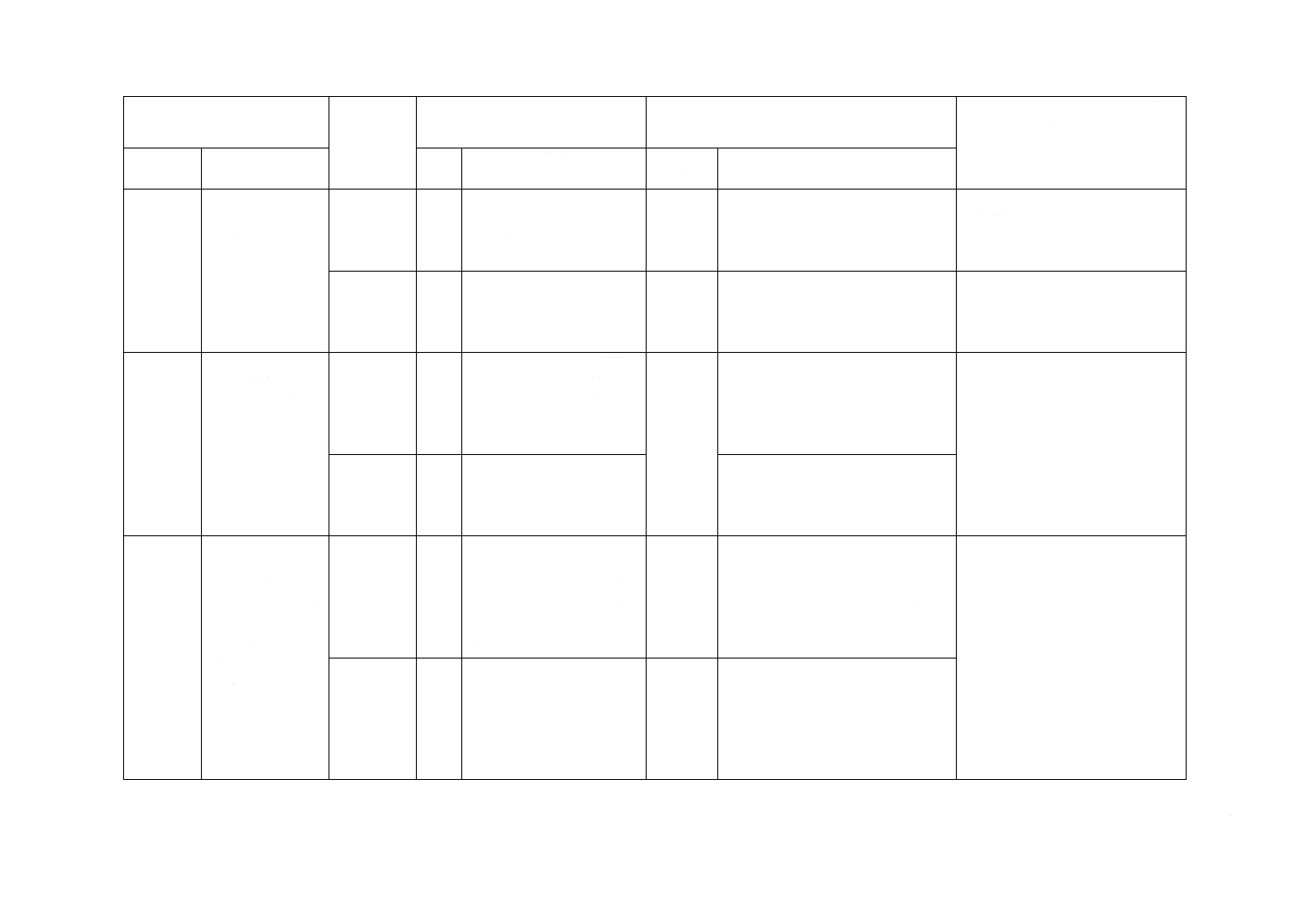
4 製造方
法
熱間圧延及び冷
間仕上後の棒及
び線材の処理方
法を規定。
ISO 4955
7
熱間圧延及び冷間圧延の
板及び熱間圧延の棒,形
鋼,線材,半製品,及び鍛
造品の処理方法を規定。
変更
JISでは,棒及び線材だけについて
規定している。
JISは,板及び帯については,別
の規格JIS G 4312で規定してお
り,規格体系が異なることから,
適用範囲は現状のままとする。
ISO 683-15
6
注文時に特に合意されて
いない場合は,製造方法は
製造業者の自由裁量。
追加
JISでは,処理方法について規定し
ている。
JISは,処理方法について製品規
格として必要な規定項目及び規定
内容として追加しており,現状の
ままとする。
5 化学成
分
オーステナイト
系19種類,フェ
ライト系4種類,
マルテンサイト
系10種類,析出
硬化系2種類の化
学成分値を規定。
ISO 4955
7
オーステナイト系15種類,
フェライト系11種類,マ
ルテンサイト系2種類及び
析出硬化系3種類の化学成
分値を規定。
変更
JISで規定され,ISO規格にない鋼
種は29種類である。ISO規格で規
定され,JISにない鋼種は25種類
である。
国内ニーズのない鋼種を削除し,
国内に定着しているJIS特有鋼種
を規定している。整合していない
鋼種は,次回ISO規格見直し時に,
改正提案の要否を検討する。
ISO 683-15
6
オーステナイト系8種類及
びマルテンサイト系3種類
の化学成分値を規定。
JISで規定され,ISO規格にない鋼
種は33種類である。ISO規格で規
定され,JISにない鋼種は9種類で
ある。
6 機械的
性質
オーステナイト
系,フェライト
系,及び析出硬化
系については,耐
力,引張強さ,伸
び,絞り及び硬
さ,マルテンサイ
ト系については,
耐力,引張強さ,
伸び,絞り,硬さ
及びシャルピー
衝撃値を規定。
ISO 4955
7
常温の,0.2 %耐力,引張強
さ及び伸びについて規定
し,オーステナイト系だけ
はそれに加えて1.0 %耐力
を規定。
高温の0.2 %耐力を規定。
変更
JISでは,絞り及びマルテンサイト
系のシャルピー衝撃値について規
定している。
ISO規格では,高温の0.2 %耐力及
びオーステナイト系だけ1.0 %耐力
を規定している。
JISは,マルテンサイト系の衝撃
値について製品規格として必要な
規定項目及び規定内容として追加
しており,次回ISO規格見直し時
に,改正提案の要否を検討する。
ISO 683-15
6
0.2 %耐力,引張強さ,伸び,
絞り及び硬さについて規
定。
追加
JISでは,マルテンサイト系のシャ
ルピー衝撃値について規定してい
る。
3
G
4
3
11
:
2
0
1
9
20
G 4311:2019
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
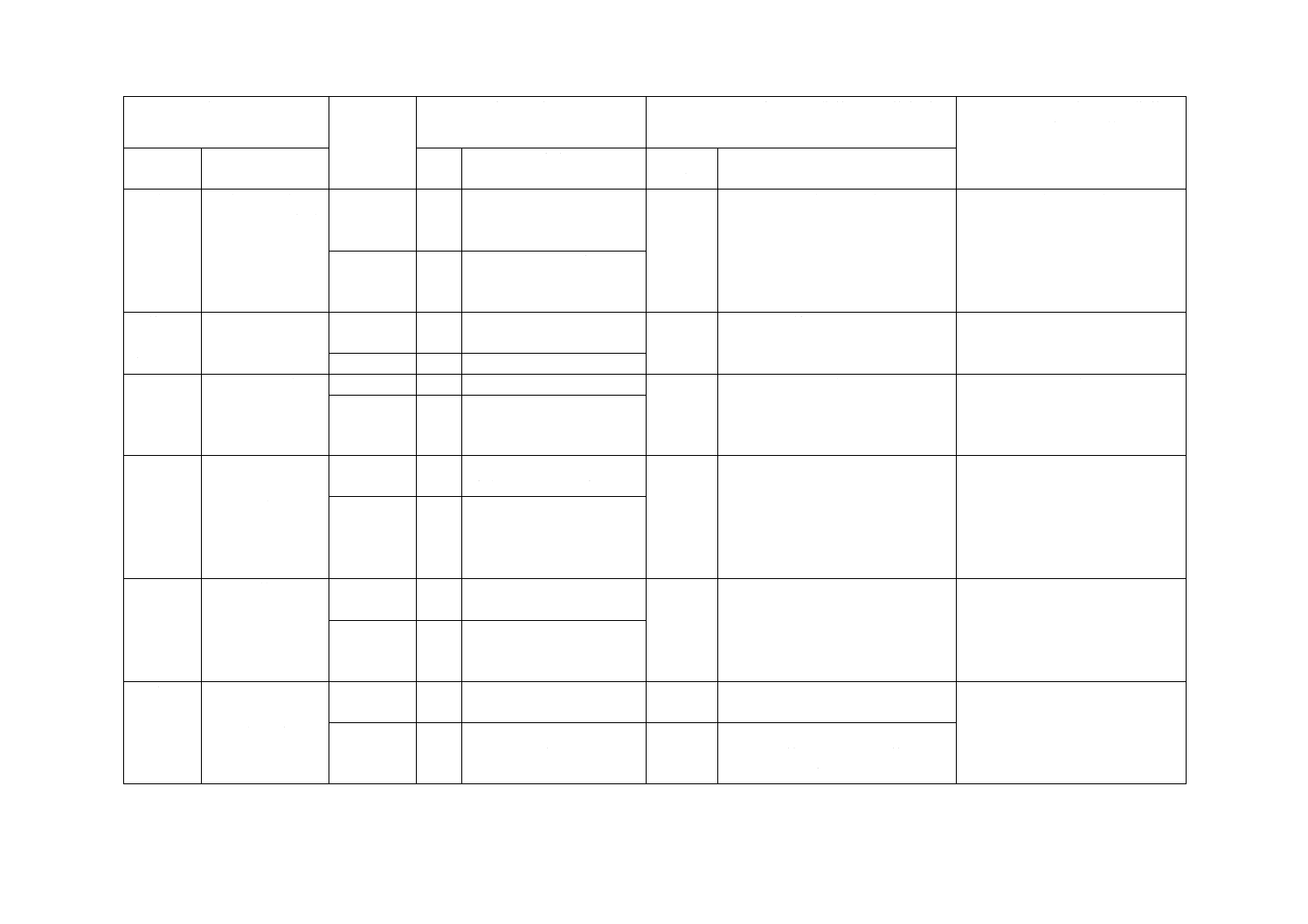
7 形状,
寸法及び
許容差
標準寸法,形状及
び寸法の許容差
を規定。
ISO 4955
7
受渡当事者間の協定によ
って,附属書の寸法に関す
るISO規格などから選択。
追加
JISでは,標準寸法,形状及び寸法
の許容差について規定している。
JISは,標準寸法,形状及び寸法
許容差について国内の製造業者と
使用者側との協議によって決めた
ものであり,現状のままとする。
ISO 683-15
6
受渡当事者間の協定によ
って,ISO規格などから選
択。
9 線材の
きずの深
さ
線材のきずの深
さについて規定。
ISO 4955
7
線材のきずの深さ及び許
容歩留を規定。
変更
JISでは,線材のきずの深さをISO
規格より厳しい値で規定している。
JISはISO規格よりも厳格であり,
現状のままとする。
ISO 683-15
6
受渡当事者間の協定。
10 質量
棒の質量の算出
方法を規定。
ISO 4955
−
−
追加
JISでは,質量の算出方法について
規定している。
JISは,棒の質量算出方法につい
て国内ニーズとして必要な項目及
び規定内容であり,現状のままと
する。
ISO 683-15
−
−
11 試験
分析試験,機械試
験及び線材のき
ず検出試験を規
定。
ISO 4955
8
分析試験,引張試験,硬さ
試験及び寸法を規定。
追加
JISでは,衝撃試験,線材のきず検
出試験についても規定している。
JISでは,独自の試験データによっ
て引張速度を規定している。
JISでは実態を反映して規定して
いる。次回ISO規格見直し時に,
改正提案の要否を検討する。
ISO 683-15
7
分析試験,引張試験,硬さ
試験,結晶粒度試験及び表
面のきず検出試験の各方
法を規定。
12 検査
棒及び線材の検
査適合基準を規
定。
ISO 4955
8
検査文書の種類によって,
検査内容を規定。
変更
JISでは,全ての試験の検査を規定
している。
JISはISO規格よりも厳格であり,
現状のままとする。
ISO 683-15
7
注文者の要求によって,化
学成分,機械的性質などの
検査を実施。
13 表示
種類の記号など,
棒は6項目,線材
は4項目の表示を
規定。
ISO 4955
8
製造業者,鋼種など5項目
の表示を規定。
変更
JISは,棒及び線材を分けて規定し
ており,技術的差異はない。
JISは,表示について製品規格と
して必要な規定項目及び規定内容
としており,現状のままとする。
ISO 683-15
8
製造業者,鋼種など4項目
の表示を規定。
追加
JISでは,表面仕上げ方法の記号,
許容差の等級の記号及び熱処理記
号について規定している。
3
G
4
3
11
:
2
0
1
9
21
G 4311:2019
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
14 報告
注文者の要求が
ある場合は,製造
業者はJIS G 0415
の5.1(検査証明
書3.1)による検
査文書の提出を
規定。
ISO 4955
8
ISO 10474による試験報告
書2.2の発行を規定。また,
注文者の要求がある場合
は,検査証明書3.1又は3.2
の提出を規定。
変更
検査文書の発行は,JISでは任意と
しているが,ISO規格では必須であ
る。また,JISとISO規格とでは,
注文者に提出する検査文書の種類
が異なる。
JISでは,実態を反映して規定し
ている。次回ISO規格見直し時に,
改正提案の要否を検討する。
ISO 683-15
7
注文者の要求がある場合
は,製造業者はISO 10474
による報告書の提出を規
定。
JISとISO規格とでは,注文者に提
出する検査文書の種類が異なる。
附属書JA
(参考)
耐熱鋼棒の熱処
理条件
JISと国際規格との対応の程度の全体評価:(ISO 4955:2016,ISO 683-15:1992,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
G
4
3
11
:
2
0
1
9