G 3558:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類の記号及び呼び ·········································································································· 1
5 材料······························································································································· 1
6 製造方法························································································································· 1
7 機械的性質 ······················································································································ 2
8 線の形状,寸法及び許容差,質量 ························································································ 2
9 表面状態························································································································· 2
10 外観 ····························································································································· 3
11 試験 ····························································································································· 3
11.1 試験片の採り方 ············································································································ 3
11.2 線の対辺の寸法の測定 ··································································································· 3
11.3 ねじりの間隔の測定 ······································································································ 3
11.4 単位長さ当たりの質量の測定 ·························································································· 3
11.5 引張試験 ····················································································································· 3
11.6 曲げ試験 ····················································································································· 3
12 検査 ····························································································································· 4
13 線の呼び方 ···················································································································· 4
14 表示 ····························································································································· 4
15 報告 ····························································································································· 4
G 3558:2019
(2)
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
− 氏名:株式会社ノブハラ
− 住所:岡山県備前市八木山849-7
特許番号:第6031654号 多角形断面線材用ダイス
特許公開番号:第2017-177225号 多角形断面線材用ダイス
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
日本工業規格 JIS
G 3558:2019
ねじり角鉄線
Twisted low carbon square steel wires
1
適用範囲
この規格は,ねじり角鉄線(以下,線という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3505 軟鋼線材
JIS Z 2241 金属材料引張試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
ねじり角鉄線
JIS G 3505に適合した線材を,冷間加工で断面は正方形の隅に適切な丸みをつけた形状で,規則正しく
ねじりを施した線。
3.2
ねじりの間隔
角素線を1回転ねじった場合の,任意の一つの隅が作るらせんの間隔をいう。
4
種類の記号及び呼び
種類の記号はSWM-Tとし,その線径の呼びは3.0,3.5,4.0,4.5及び5.0とする。
5
材料
線の製造に用いる材料は,JIS G 3505に適合した線材とする。
6
製造方法
線の製造方法は,冷間加工とする。
2
G 3558:2019
7
機械的性質
線は,11.5及び11.6の試験を行い,その機械的性質は,次による。
a) 引張強さ及び絞りは,表1による。
b) 曲げ性は,曲げた部分に,肉眼で確認できる程度の折れ又はき裂が生じてはならない。
表1−SWM-Tの機械的性質
呼び
引張強さ N/mm2
絞り %
3.0
540以上
30以上
3.5
4.0
4.5
5.0
8
線の形状,寸法及び許容差,質量
線の形状,寸法及び許容差,質量は,次による。
線のねじりの間隔は,適切に規則正しくねじりを施したものでなければならない。
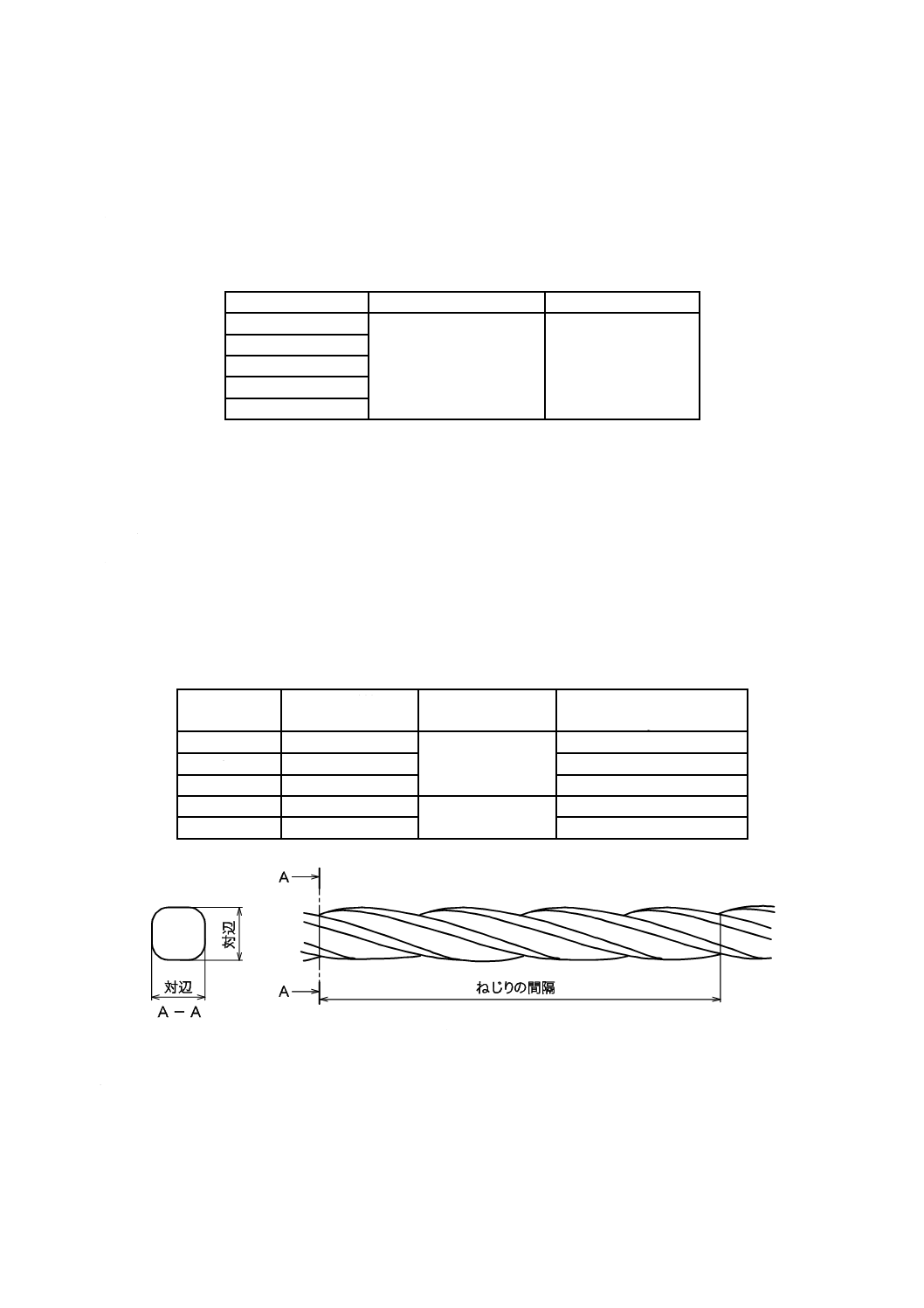
a) 線の形状の例を,図1に示す。
b) 対辺寸法,その許容差及び単位長さ当たりの最小質量は,表2による。
c) 対辺に対する直線部割合は,対辺の50 %以上とする。
d) 線の1回転のねじりの間隔は,120 mm以上180 mm以下とする。
表2−対辺寸法,対辺寸法の許容差及び単位長さ当たりの最小質量
呼び
対辺寸法
mm
対辺寸法の許容差
mm
単位長さ当たりの最小質量
kg/m
3.0
3.00
±0.08
0.063
3.5
3.50
0.087
4.0
4.00
0.114
4.5
4.50
±0.10
0.144
5.0
5.00
0.178
図1−線の形状の例
9
表面状態
線の表面には,溶接に支障を与えるような,残留被膜1) 又は付着物があってはならない。
注1) 残留被膜とは,線の表面に残留している冷間加工のための潤滑剤被膜をいう。
3
G 3558:2019
10 外観
線の外観の確認は目視によって行い,線の表面には,さび,きず,裂け目その他の使用上有害な欠点が
あってはならない。
11 試験
11.1 試験片の採り方
試験片の採り方は,次による。
a) 引張試験,曲げ試験及びねじりの間隔の測定試験の試験片は,同一条件で製造されたロット2)を代表
するコイルの片端から試験片ごとに1個を採る。
注2) 同一条件で製造されたロットとは,JIS G 3505の表1(化学成分)及び表JA.1(化学成分)
に示す種類の記号のいずれかを同一加工条件で製造したものをいう。
b) 試験片は,JIS Z 2241の附属書C(径又は辺が4 mm未満の線及び棒に使用される線状又は棒状試験
片の種類)及び附属書D(厚さ3 mm以上の板及び径又は対辺距離が4 mm以上の線及び棒の試験片
の種類)の9B号相当とする。
11.2 線の対辺の寸法の測定
線の対辺の寸法の測定は,次による。
a) 対辺は,図心を通る直交する2方向の距離を適切な方法で測定する。
b) 対辺に対する直線部割合を測定する。
11.3 ねじりの間隔の測定
ねじりの間隔の測定は,任意の一つの隅が1回転した隅までの距離を測定する。
11.4 単位長さ当たりの質量の測定
計量によって単位長さ当たりの質量を測定する。
11.5 引張試験
引張試験は,JIS Z 2241によるほか,次による。
a) 引張試験において,試験片がつかみの部分で破断した場合は,その試験を無効として,更に同一コイ
ルから試験片を採って試験をやり直す。
線の断面積の測定は,適切な方法で測定する。又は単位長さ当たりの質量から計算式を用いて求め
てもよい。
単位長さ当たりの質量からの断面積の計算は,次の式による。
なお,計算式結果は整数に丸める。
h=850
7
a×106
ここに,
h: 断面積(mm2)
a: 単位長さ当たりの質量(kg/m)
7 850: 鋼の密度(kg/m3)
b) 絞りは,試験片の破断部の面積を測定し求める。
11.6 曲げ試験
線の曲げ試験は,円筒又はローラに試験片の隅をあてて,160°〜180°の範囲で折り曲げる。円筒又は
ローラの径は,呼びの対辺寸法の3倍とする。
4
G 3558:2019
12 検査
検査は,次による。
a) 機械的性質は,箇条7に適合しなければならない。
b) 形状,寸法,単位長さ当たりの質量は,箇条8に適合しなければならない。
c) 表面状態は,箇条9に適合しなければならない。
d) 外観は,箇条10に適合しなければならない。
13 線の呼び方
線の呼び方は,規格番号,種類の記号及び呼びとする。
例 種類の記号SWM-T,呼びが5.0の場合
JIS G 3558,SWM-T,5.0
14 表示
検査に合格した線には,コイル3) ごとに,次の項目を表示する。
a) 規格番号,種類の記号
b) 呼び
c) 実測質量
d) 検査番号又はロット番号
e) 製造年月又はその略号
f)
製造業者名又はその略号
注3) コイルとは,線を束状にしたものをいう。
15 報告
報告は,あらかじめ注文者の要求がある場合には,製造業者は,検査文書を注文者に提出しなければな
らない。報告は,JIS G 0404の箇条13(報告)による。検査文書の種類は,注文時に特に指定がない場合,
JIS G 0415の5.1(検査証明書3.1)による。