G 3555:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本金網団体連合
会(MCJ)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3555:1983は改正され,この規格に置き換えられる。
G 3555:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類及び記号 ·················································································································· 1
5. 形状,寸法及びその許容差 ································································································ 2
6. 材料 ······························································································································ 3
7. 製造方法 ························································································································ 3
7.1 平織金網 ······················································································································ 3
7.2 あや織金網 ··················································································································· 3
7.3 畳織金網 ······················································································································ 3
8. 亜鉛めっき特性 ··············································································································· 3
9. 亜鉛付着量試験 ··············································································································· 4
10. 外観 ···························································································································· 4
11. 測定方法 ······················································································································ 4
11.1 線径 ··························································································································· 4
11.2 メッシュ ····················································································································· 5
12. 検査 ···························································································································· 5
13. 製品の呼び方 ················································································································ 5
14. 表示 ···························································································································· 6
15. 報告書類 ······················································································································ 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3555:2004
織 金 網
Woven Wire Cloth
1. 適用範囲 この規格は,なまし鉄線製織金網,亜鉛めっき鉄線製織金網及びステンレス鋼線製織金網
(以下,織金網という。)について規定する。ただし,あとめっき(1)したものを除く。
注(1) あとめっきとは,鉄線を製網加工した後で,電気亜鉛めっき又は溶融亜鉛めっきを行うことを
いう。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS G 3532 鉄線
JIS G 3547 亜鉛めっき鉄線
JIS G 4309 ステンレス鋼線
JIS H 0401 溶融亜鉛めっき試験方法
3. 定義 この規格で用いる主な用語の定義は,次による。
a) メッシュ 25.4 mm間の目数。
b) 網目 縦線と横線で囲われた部分。
c) 線径 織金網の線の直径。
d) 縦線 織金網の長さ方向に走るすべての線。
e) 横線 織金網の横方向に走るすべての線。
f)
耳線 両側の外側の縦線。
g) 幅 耳線の外側から外側までの距離。
h) 長さ 縦線の端から端までの距離。
i)
耳 横線の両端の折返し(ループ状)の部分。
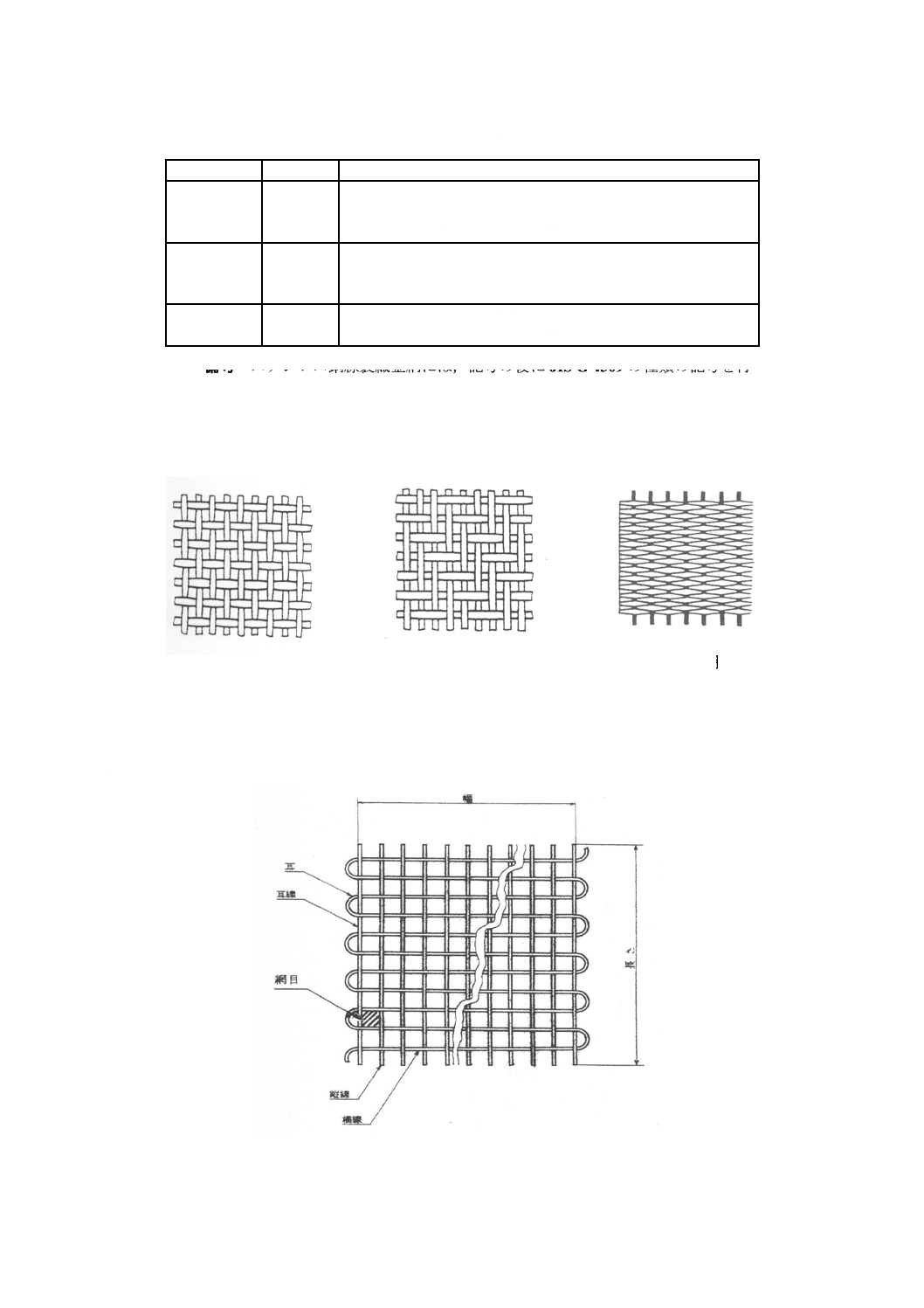
4. 種類及び記号 織金網の種類及び記号は,表1及び図1による。
2
G 3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 種類及び記号
種類
記号
摘要
平織金網
PW-A
PW-G
PW-S
JIS G 3532のSWM-Aを用いたもの。
JIS G 3547のSWMGS-2を用いたもの。
JIS G 4309の種類の記号及び調質の記号W1を用いたもの。
あや織金網
TW-A
TW-G
TW-S
JIS G 3532のSWM-Aを用いたもの。
JIS G 3547のSWMGS-2を用いたもの。
JIS G 4309の種類の記号及び調質の記号W1を用いたもの。
畳織金網
DW-A
DW-S
JIS G 3532のSWM-Aを用いたもの。
JIS G 4309の種類の記号及び調質の記号W1を用いたもの。
備考 ステンレス鋼線製織金網には,記号の後にJIS G 4309の種類の記号を付
記する。
例1. PW-S 304
例2. DW-S 316
平織金網 あや織金網 畳織金網
図 1 織金網の種類
5. 形状,寸法及びその許容差
a) 織金網の各部の名称は,図2による。
図 2 織金網の各部の名称
3
G3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 線径は,表2及び表3による。ただし,耳線の線径は,規定しない。
表 2 なまし鉄線製織金網及び亜鉛めっき鉄線製織金網の標準線径
単位 mm
0.18 0.20 0.22 0.24 0.26 0.28 0.30 0.32 0.35 0.40 0.45 0.50
0.55 0.62 0.70 0.80 0.90 1.00 1.20 1.40 1.60 1.80 2.00
表 3 ステンレス鋼線製織金網の標準線径
単位 mm
0.030
0.035
0.040
0.045
0.050
0.055
0.060
0.065
0.070
0.080
0.090
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0.18
0.20
0.22
0.23
0.24
0.26
0.28
0.29
0.30
0.32
0.35
0.40
0.45
0.50
0.55
0.60
0.62
0.65
0.70
0.80
0.90
1.00
1.20
1.40
1.60
1.80
2.00
c) メッシュと線径の組合せは,付表1及び付表2による。
d) メッシュの許容差は,表4による。
表 4 メッシュの許容差
縦線によるメッシュの許容差
横線によるメッシュの許容差
平織,あや織,畳織
平織,あや織
畳織
10メッシュ未満 ±3%
+5 %
+10 %
10メッシュ以上 ±2%
−付表1及び付表2による
−5 %
e) 幅は,図2のとおりとし,その標準寸法は455 mm,610 mm,910 mm,1 000 mm及び1 220 mmとす
る。また,標準寸法の許容差は,プラス側は2 %とし,マイナス側は0とする。
f)
長さは,図2のとおりとし,基準の長さは30 m,その許容差は,プラス側は2 %とし,マイナス側
は0とする。
g) 製網後の線径の許容差を指定する場合は,受渡当事者間の協定による。
6. 材料 材料は,表1による。
7. 製造方法
7.1
平織金網 縦線と横線とが一定の間隔を保ち,1本ずつ相互に交わらせて製造する。
7.2
あや織金網 縦線と横線とが一定の間隔を保ち,相互に2本以上ずつ乗り越し交わらせて製造する。
7.3
畳織金網 平織及びあや織で,横線を相接して並べて製造する。
8. 亜鉛めっき特性 亜鉛めっき鉄線製織金網の亜鉛付着量は,表5による。
表 5 亜鉛付着量
線径
mm
亜鉛付着量 g/m2
PW-G TW-G
1.40未満
−
1.40
1.60
1.80
18以上
2.00
22.5以上
4
G 3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 製網後の亜鉛付着量については,
指定がある場合は,受渡当事者間
の協定による。
9. 亜鉛付着量試験 亜鉛付着量試験は,JIS H 0401の4.2(間接法)によることとし、次による。
a) 織金網は,JIS H 0401の3.2 c)(線類)に規定するものとする。
b) 試験片のとり方は,JIS H 0401の4.2.1(試験片)のa)の2)及び4.2.1 b)の3)によって,めっき
を施した製品からとり,その長さは600mm以上とする。
c) 試験方法は,JIS H 0401の4.2.2(試験液)のa)(ヘキサメチレンテトラミン液),又はb)(塩化アン
チモン液)による。
d) 亜鉛付着量の計算は,JIS H 0401の4.2.4 c)(線類の場合)による。
e) 試験液は,十分に注意して保管する。
10. 外観 外観は,次による。
a) 織金網には,著しい,さび,きず(2),き裂(2),はく離(3)などがあってはならない。
b) 形状は正しく,しわ(4),波打ち(5),裂けきず(6)など使用上有害な欠点があってはならない。
c) 網目の不ぞろい,織りたぐれ(7),織りはずれ(8)など有害な欠点が著しくあってはならない。
d) つなぎは,10m2について7個を超えてはならない。ただし,裂けきずを補修したものは除く。
e) 両端の耳は,受渡当事者間の協定によってなくてもよい。
注(2) 製網工程中に発生したささくれたきず,ひび割れの状態をいう。
(3) 亜鉛めっきの亜鉛被膜が鉄線の表面から遊離したり,はがれた状態をいう。
(4) 金網が折れ重なった状態を伸ばしたときにできるような状態をいう。
(5) 耳に近い場所又は,幅全体が部分的に起伏した状態をいう。
(6) 網目の小さい金網で製網工程中に起こる現象で幅方向に裂けた状態をいう。
(7) 縦線又は横線が部分的に余分に重なって織り込まれた状態をいう。
(8) 縦線又は横線の一部が切れてなくなり抜けた状態又は編まれていない状態をいう。
11. 測定方法 織金網の測定は,線径,メッシュ,幅及び長さについて行う。また,外観については目視
によって行う。
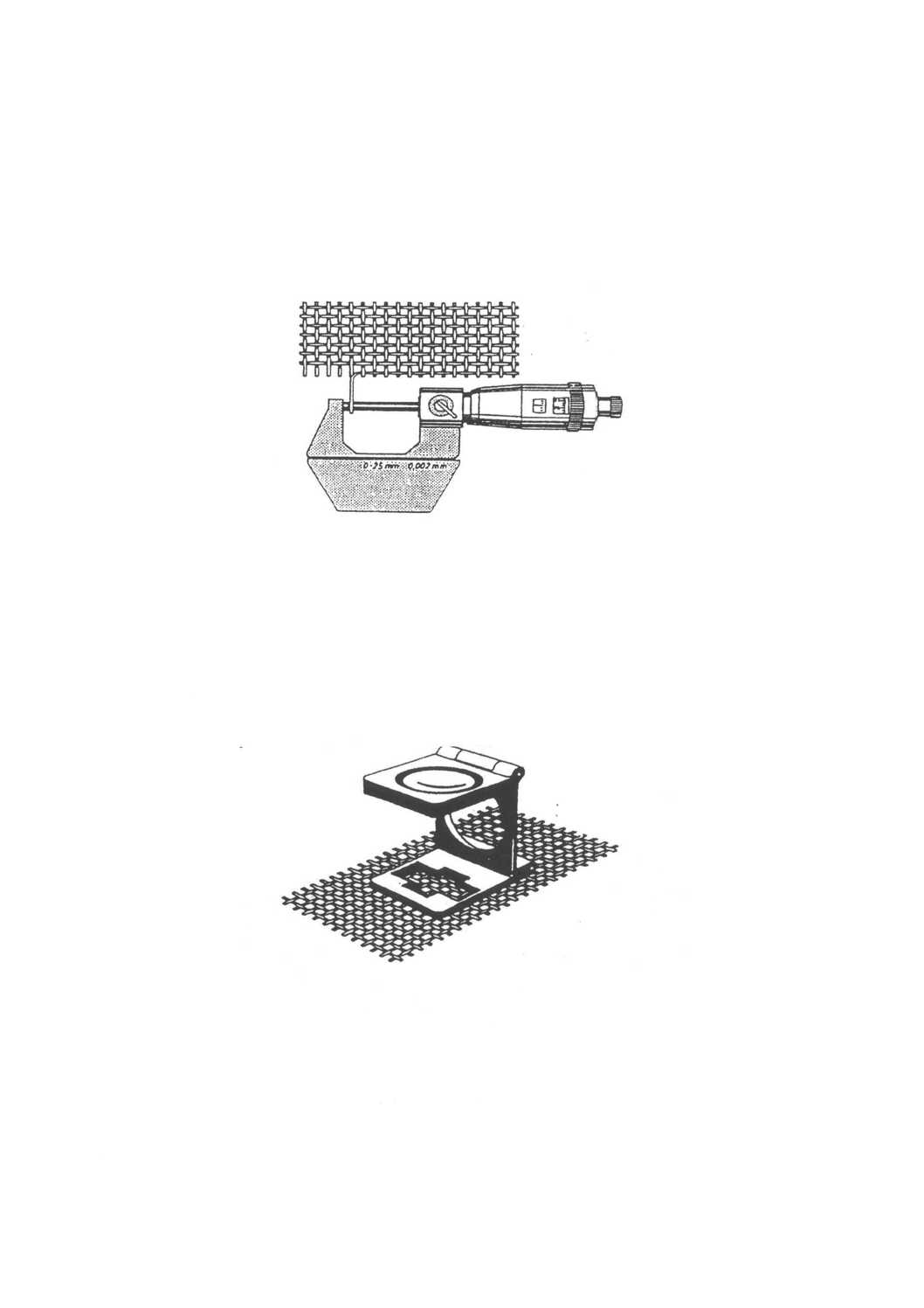
11.1 線径 線径の測定は,次による(図3参照)。
a) 測定は,JIS B 7502,JIS B 7507又はこれと同等の性能をもつ測定器を用いて行い,縦線径及び横線径
を測定する。
b) 測定箇所は,任意の箇所とし,縦線2本以上,横線1本以上とする。
c) 測定結果は,縦線,横線ごとの測定値で表す。
5
G3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3 線径測定法の例
11.2 メッシュ メッシュの測定は,次による。
11.2.1 20メッシュ以下の織金網 ノギス,鋼製巻尺又は計数グラス(図4)を,織金網の縦方向及び横方
向に置き,25.4mm間の目数を測定する。
11.2.2 20メッシュを超える織金網 ルノメーター(光学的干渉法)又はそれと同等以上の性能をもつ測
定器で,織金網の縦方向及び横方向について測定する。
11.2.3 幅及び長さの測定 幅及び長さは,JIS B 7512又はこれと同等以上の性能をもつ測定器を用いて行
う。
図 4 計数グラス
12. 検査 検査は,次による。
a) 形状,寸法及びその許容差は,5.に適合しなければならない。
b) 外観は,10.に適合しなければならない。
c) 亜鉛付着量は,8.及び9.に適合しなければならない。
6
G 3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13. 製品の呼び方 製品の呼び方は,種類又は記号,線径,メッシュ,幅及び長さによる。
例1. PW-A,0.5,20,910,30
(なまし鉄線製平織金網で,線径0.5 mm,20メッシュ,幅910 mm及び長さ30 mの場合。)
例2. TW-G,0.3,30,610,30
(亜鉛めっき鉄線製あや織金網で,線径0.3 mm,30メッシュ,幅610 mm及び長さ30 mの場
合。)
例3. DW-S 304,0.23/0.18,30/150,1 000,30
(ステンレス鋼線製で,種類の記号SUS 304の畳織金網で,縦線径0.23 mm,横線径0.18 mm,
縦メッシュ30,横メッシュ150,幅1 000 mm及び長さ30 mの場合。)
14. 表示 検査に合格した織金網には,1巻ごとに次の項目を適切な方法で表示しなければならない。
a) 種類及び記号
b) 線径(縦線径と,横線径とが異なる場合は,縦線径/横線径で表示する。)
c) メッシュ(縦メッシュと,横メッシュとが異なる場合は,縦メッシュ/横メッシュで表示する。)
d) 幅及び長さ
e) 製造年月
f)
製造業者名又はその略号
15. 報告書類 購入者から要求された場合は,供給者は規定された項目検査の成績書を提出しなければな
らない。
7
G3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
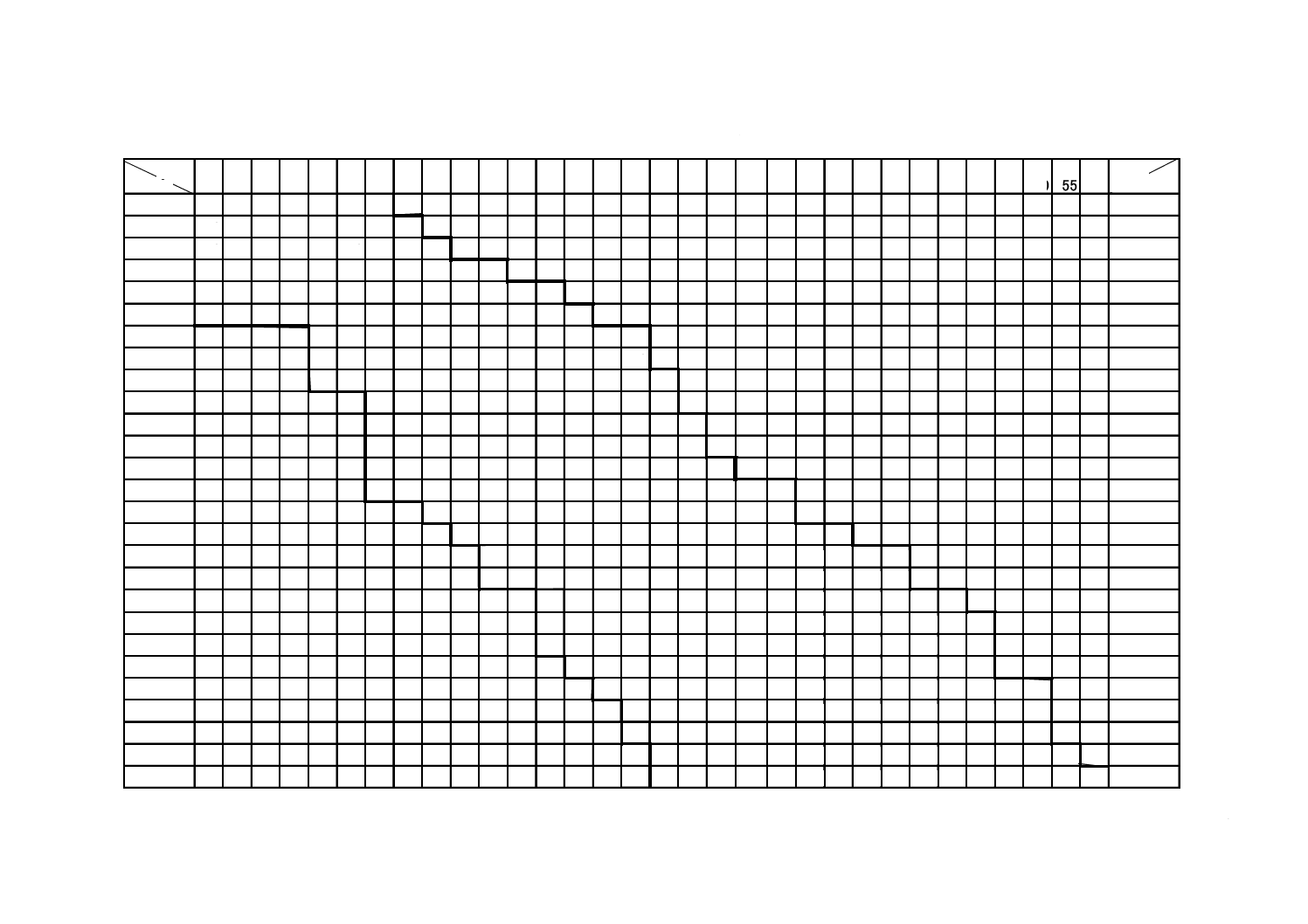
付表 1 メッシュと線径の組合せ及び横線によるメッシュのマイナス許容差(%)
(なまし鉄線製織金網,亜鉛めっき鉄線製織金網及びステンレス鋼線製織金網)
備考 *印は,ステンレス鋼線製織金網だけに使用する。
メッシュ
メッシュ
線径mm
22.5
33.5
44.5
55.5
6
7
8
910111214161820
22242628303235364045505560 線径mm
2.00
6
6
6
6
7
8
9
2.00
1.80
6
5
5
5
6
7
8
9
1.80
1.60
6
5
5
5
5
6
7
8
9
1.60
1.40
6
5
5
5
5
5
6
7
8
910
1.40
1.20
6
5
5
5
5
5
5
5
6
7
8
910
1.20
1.00
6
6
5
5
5
5
5
5
5
6
7
8
810
1.00
0.90
5
5
5
5
5
5
5
6
7
8
910
0.90
0.80
5
5
5
5
5
5
5
5
6
7
8
9
0.80
0.70
5
5
5
5
5
5
5
5
5
6
7
8
9
0.70
*0.65
5
5
5
5
5
5
5
6
7
8
9
0.65
0.62
5
5
5
5
5
5
5
5
6
7
8
9
0.62
*0.60
5
5
5
5
5
5
5
5
6
7
8
9
0.60
0.55
5
5
5
5
5
5
5
5
5
6
7
8
9
0.55
0.50
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.50
0.45
5
5
5
5
5
5
5
5
5
6
7
8
9
0.45
0.40
5
5
5
5
5
5
5
5
5
6
7
8
910
0.40
0.35
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.35
0.32
5
5
5
5
5
5
5
5
5
5
5
6
7
8
9
0.32
0.30
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.30
*0.29
5
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.29
0.28
5
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.28
0.26
5
5
5
5
5
5
5
5
5
5
5
6
7
8
9
0.26
0.24
5
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.24
*0.23
5
5
5
5
5
5
5
5
5
5
6
7
8
910
0.23
0.22
5
5
5
5
5
5
5
5
5
5
5
6
7
8
9
0.22
0.20
5
5
5
5
5
5
5
5
5
5
5
6
7
8
9
0.20
0.18
5
5
5
5
5
5
5
5
5
5
5
5
6
7
8
9
0.18
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
G
3
5
5
5
:
2
0
0
2
8
G 3555:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2 メッシュと線径の組合せ及び横線によるメッシュのマイナス許容差(%)(ステンレス鋼線製織金網)
備考 *印は,あや織だけに適用する。
メッシュ
メッシュ
線径mm
30323536404550556065708090100110120130140150160180200220250270300325350400 線径mm
0.16
5
5
5
5
5
5
5
5
6
7
0.16
0.15
5
5
5
5
5
5
5
5
5
6
6
0.15
0.14
5
5
5
5
5
5
5
5
5
6
0.14
0.13
5
5
5
5
5
5
5
5
5
5
6
0.13
0.12
5
5
5
5
5
5
5
5
5
6
0.12
0.11
5
5
5
5
5
5
5
5
5
6
6
0.11
0.10
5
5
5
5
5
5
6
0.10
0.090
5
5
5
5
6
0.090
0.080
4
4
4
5
0.080
0.070
4
4
5
5
0.070
0.065
3
4
4
0.065
0.060
3
4
4
5
0.060
0.055
3
3
4ー* 4
0.055
0.050
3
3
4 ー* 4
0.050
0.045
3
3
4ー* 4
0.045
0.040
3
3
4 -* 4* 4
0.040
0.035
3
4ー* 4* 4
0.035
0.030
3
3
4 ー -* 4
0.030
2
G
3
5
5
5
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。