G 3552:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類及び記号 ··················································································································· 2
5 材料······························································································································· 2
6 製造方法························································································································· 2
7 形状,寸法及びその許容差 ································································································· 3
7.1 ひし形金網の形状及び各部の名称······················································································ 3
7.2 線径 ···························································································································· 3
7.3 網目寸法 ······················································································································ 4
7.4 幅 ······························································································································· 4
7.5 長さ ···························································································································· 4
7.6 突出し長さの寸法 ·········································································································· 4
7.7 角度 ···························································································································· 4
7.8 線径と網目寸法との組合せ ······························································································ 4
8 亜鉛めっき特性 ················································································································ 5
9 外観······························································································································· 5
10 亜鉛付着量試験 ·············································································································· 5
11 検査 ····························································································································· 6
12 製品の呼び方 ················································································································· 6
13 表示 ····························································································································· 6
14 報告 ····························································································································· 6
G 3552:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本金網団体連合
会(MCJ)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3552:2002は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3552:2007
ひし形金網
Chain link wire netting
1
適用範囲
この規格は,フェンス用,落石防止さく用,落石防護用及び法面保護用に使用する目的で,着色塗装亜
鉛めっき鉄線,合成樹脂被覆鉄線及び亜鉛めっき鉄線を用いて製造したひし形金網について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構成するもので
あって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その最新版(追補
を含む。)を適用する。
JIS G 3542 着色塗装亜鉛めっき鉄線
JIS G 3543 合成樹脂被覆鉄線
JIS G 3547 亜鉛めっき鉄線
JIS H 0401:1999 溶融亜鉛めっき試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
列線
金網の形成単位となる,一定のピッチで山形に折曲げ加工された一本の線。
3.2
ひし形金網
列線を互いにからませて,平行四辺形の網目を形成する金網。
2
G 3552:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
種類及び記号
ひし形金網の種類及び記号は,表1による。
表1−種類及び記号
種類
記号
摘要
区分
着色塗装亜鉛めっき
鉄線製ひし形金網
着色塗装亜鉛めっき鉄線(S)
製ひし形金網(C種)
C-GS3
JIS G 3542のSWMCGS-3を用いたもの。
C-GS4
JIS G 3542のSWMCGS-4を用いたもの。
C-GS6
JIS G 3542のSWMCGS-6を用いたもの。
C-GS7
JIS G 3542のSWMCGS-7を用いたもの。
着色塗装亜鉛めっき鉄線(H)
製ひし形金網(C種)
C-GH3
JIS G 3542のSWMCGH-3を用いたもの。
C-GH4
JIS G 3542のSWMCGH-4を用いたもの。
合成樹脂被覆鉄線製
ひし形金網
ポリエチレン被覆亜鉛めっき
鉄線(S)製ひし形金網(E種)
E-GS2
JIS G 3543のSWME-GS2を用いたもの。
E-GS3
JIS G 3543のSWME-GS3を用いたもの。
E-GS4
JIS G 3543のSWME-GS4を用いたもの。
ポリエチレン被覆亜鉛めっき
鉄線(H)製ひし形金網(E種)
E-GH2
JIS G 3543のSWME-GH2を用いたもの。
E-GH3
JIS G 3543のSWME-GH3を用いたもの。
E-GH4
JIS G 3543のSWME-GH4を用いたもの。
塩化ビニル被覆亜鉛めっき鉄
線(S)製ひし形金網(V種)
V-GS2
JIS G 3543のSWMV-GS2を用いたもの。
V-GS3
JIS G 3543のSWMV-GS3を用いたもの。
塩化ビニル被覆亜鉛めっき鉄
線(H)製ひし形金網(V種)
V-GH2
JIS G 3543のSWMV-GH2を用いたもの。
V-GH3
JIS G 3543のSWMV-GH3を用いたもの。
亜鉛めっき鉄線製ひ
し形金網
亜鉛めっき鉄線(S)製ひし形
金網(Z種)
Z-GS2
JIS G 3547のSWMGS-2を用いたもの。
Z-GS3
JIS G 3547のSWMGS-3を用いたもの。
Z-GS4
JIS G 3547のSWMGS-4を用いたもの。
Z-GS6
JIS G 3547のSWMGS-6を用いたもの。
Z-GS7
JIS G 3547のSWMGS-7を用いたもの。
亜鉛めっき鉄線(H)製ひし形
金網(Z種)
Z-GH2
JIS G 3547のSWMGH-2を用いたもの。
Z-GH3
JIS G 3547のSWMGH-3を用いたもの。
Z-GH4
JIS G 3547のSWMGH-4を用いたもの。
5
材料
ひし形金網の製造に使用する材料は,JIS G 3542,JIS G 3543及びJIS G 3547による(表1の摘要参照)。
6
製造方法
ひし形金網は,ジグを用いて列線を,互いに連続的にからませて製造する。
3
G 3552:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
形状,寸法及びその許容差
7.1
ひし形金網の形状及び各部の名称
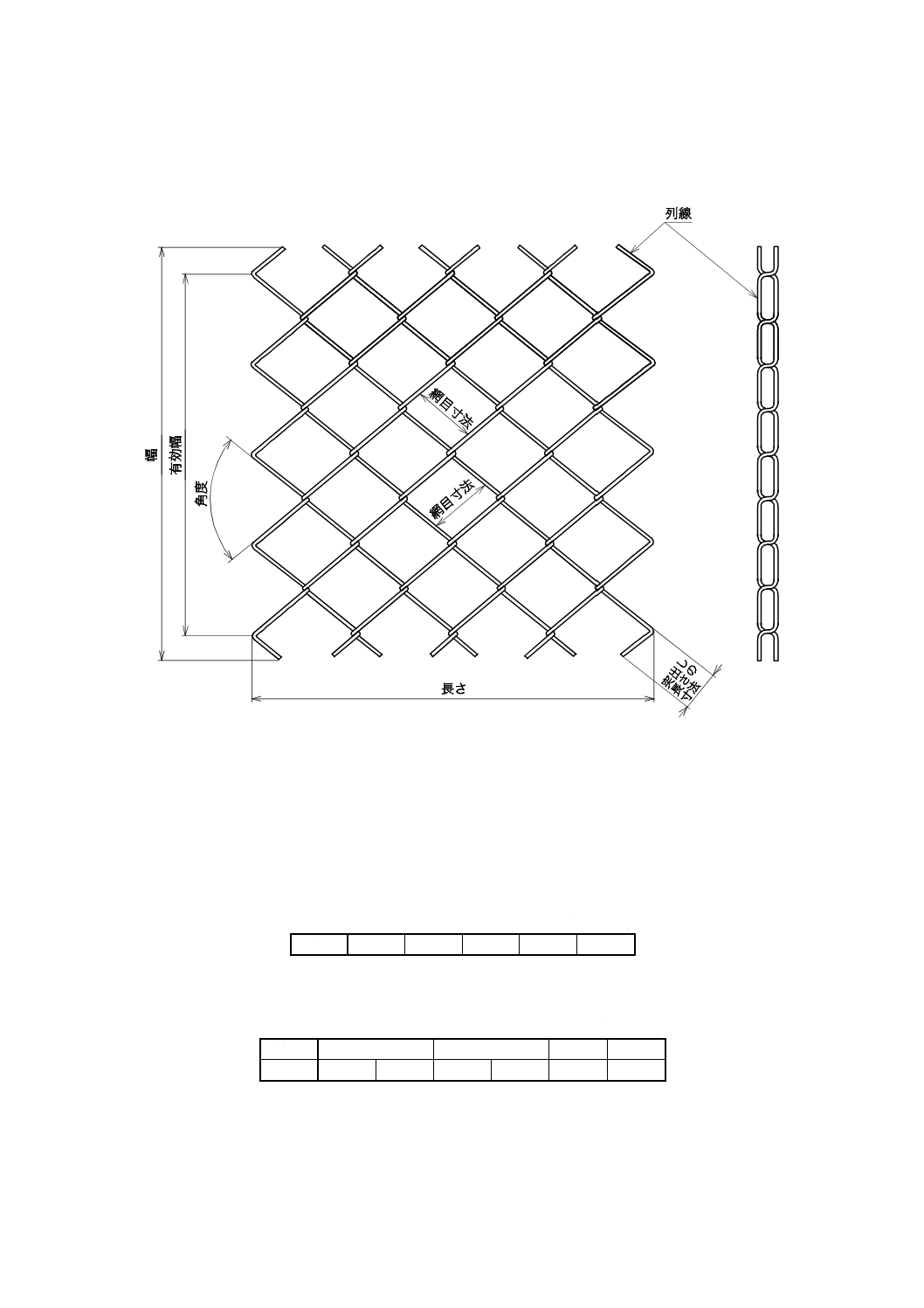
ひし形金網の形状及び各部の名称は,図1による。
図1−ひし形金網の形状及び各部の名称
7.2
線径
列線の線径は,表2及び表3による。ただし,表2の線径2.00 mmについては,C-GS6,C-GS7,Z-GS6
及びZ-GS7は,材料に線径2.00 mmがないため,規定外とする。
表2−C種及びZ種の線径
単位 mm
線径
2.00
2.60
3.20
4.00
5.00
表3−E種及びV種の線径及び心線径
単位 mm
線径
2.60
3.20
4.00
5.00
心線径
1.80
2.00
2.30
2.60
3.20
4.00
4
G 3552:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3
網目寸法
網目寸法は,図1に示すように,列線で囲まれた空間四辺形の一辺の長さとし,網目寸法及びその許容
差は,表4による。ただし,端末ナックル加工1)及びねじり加工2)の場合は,その加工された部分の網目
寸法の許容差は規定しない。
注1) ひし形金網の列線端末において,交差する2本の突出しを,互いに折曲げた加工。
2) ひし形金網の列線端末において,交差する2本の突出しを,互いにねじり合わせた加工。
表4−網目寸法及びその許容差
網目寸法
mm
許容差
%
20,25,32,40,50
±3
7.4
幅
幅は,図1に示すように,列線の端から端までの距離で表し,その許容差は,マイナス側は0とし,プ
ラス側は1網目寸法に相当する長さとする。また,有効幅は列線の端から端までの山形の間の寸法をいう。
7.5
長さ
長さは,図1に示すように,平面上に広げられた列線の端から端までの距離で表し,その許容差は,マ
イナス側は0とし,プラス側は列線2本分以内とする。
7.6
突出し長さの寸法
突出し長さの寸法は,図1に示すように,列線の最端の屈曲部から末端までの長さとし,その寸法は,
網目寸法の1/3以上とする。ただし,法面保護用に使用するひし形金網については,受渡当事者間の協定
による。
7.7
角度
角度は,図1に示すように,列線の屈曲部の角度をいい,その角度は85°を標準とする。
7.8
線径と網目寸法との組合せ
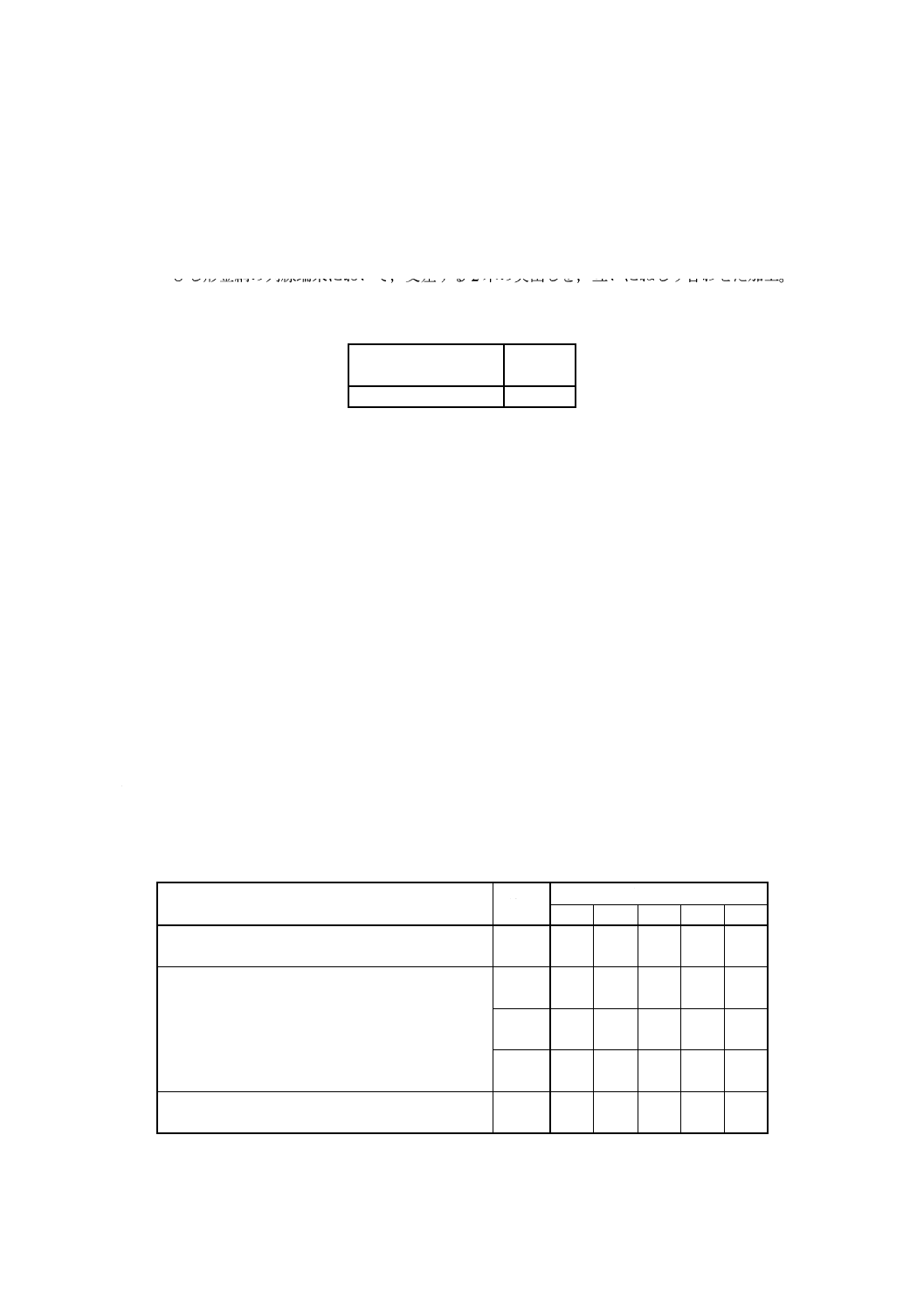
線径と網目寸法との組合せは,表5及び表6による。
表5−C種及びZ種の線径と網目寸法との組合せ
単位 mm
記号
線径
網目寸法
20
25
32
40
50
C-GS3,C-GS4,C-GH3,C-GH4
Z-GS2,Z-GS3,Z-GS4,Z-GH2,Z-GH3,Z-GH4
2.00
○
○
○
○
○
C-GS3,C-GS4,C-GS6,C-GS7
C-GH3,C-GH4
Z-GS2,Z-GS3,Z-GS4,Z-GS6,Z-GS7
Z-GH2,Z-GH3,Z-GH4
2.60
−
○
○
○
○
3.20
−
○
○
○
○
4.00
−
−
○
○
○
C-GS3,C-GS4,C-GS6,C-GS7
Z-GS2,Z-GS3,Z-GS4,Z-GS6,Z-GS7
5.00
−
−
−
−
○
5
G 3552:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−E種及びV種の線径と網目寸法との組合せ
単位 mm
記号
線径
網目寸法
25
32
40
50
E-GS2,E-GS3,E-GS4,E-GH2,E-GH3,E-GH4
V-GS2,V-GS3,V-GH2,V-GH3
2.60
○
○
−
−
3.20
○
○
○
○
4.00
−
○
○
○
E-GS2,E-GS3,E-GS4
V-GS2,V-GS3
5.00
−
−
−
○
8
亜鉛めっき特性
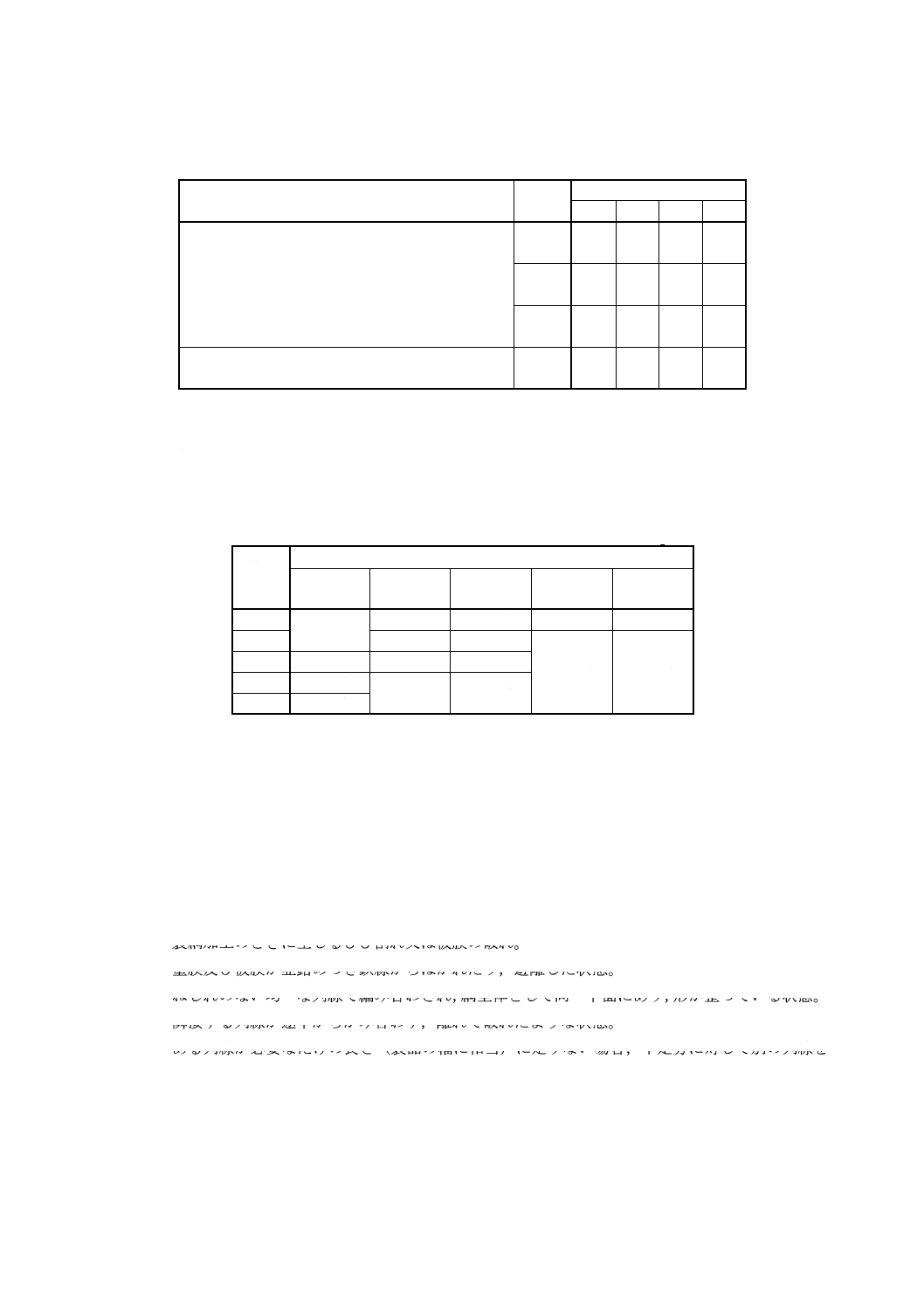
Z種の列線は,箇条10の規定によって亜鉛付着量試験を行い,その亜鉛付着量は,表7による。
表7−亜鉛付着量
単位 g/m2
線径
mm
亜鉛付着量
Z-GS2
Z-GH2
Z-GS3
Z-GH3
Z-GS4
Z-GH4
Z-GS6
Z-GS7
2.00
23以上
85以上
147以上
−
−
2.60
114以上
175以上
285以上
380以上
3.20
28以上
128以上
218以上
4.00
33以上
147以上
232以上
5.00
42以上
9
外観
外観は,次による。
a) 列線の表面には,きず3),き裂4),はく離5),その他の使用上有害な欠点及び色むらがあってはならな
い。
b) 列線は,形状が正しく6),編みはずれ7)があってはならない。
c) 列線は,途中につなぎ8)があってはならない。
注3) 製網加工のときに生じる引ききず。
4) 製網加工のときに生じるひび割れ又は被膜の破れ。
5) 塗膜及び被膜が亜鉛めっき鉄線からはがれたり,遊離した状態。
6) ねじれのない均一な列線で編み合わされ,網全体として同一平面にあり,形が整っている状態。
7) 隣接する列線が途中からかみ合わず,離れて破れたような状態。
8) ある列線が必要なだけの長さ(製品の幅に相当)に足りない場合,不足分に対して別の列線を
重ね編みした状態。
10 亜鉛付着量試験
亜鉛付着量試験は,次による。
6
G 3552:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験片のとり方 試験片は,めっきを施した製品からとり,その長さは300〜600 mmとする。
b) 試験液 試験液は,JIS H 0401:1999の4.2.2(試験液)のa)(ヘキサメチレンテトラミン液)又はb)
(塩化アンチモン液)を使用する。
c) 亜鉛付着量の計算 亜鉛付着量の計算は,JIS H 0401:1999の4.2.4 c)(線類の場合)による。
11 検査
検査は,次による。
a) 形状,寸法及びその許容差は,箇条7の規定に適合しなければならない。
b) 亜鉛付着量は,箇条8の規定に適合しなければならない。
c) 外観は,箇条9の規定に適合しなければならない。
12 製品の呼び方
製品の呼び方は,種類又はその記号,線径(mm)(E種及びV種の場合は,線径及び心線径),網目寸法
(mm),幅(m)及び長さ(m)並びにC種,E種及びV種の場合は色名又はその略号による。ただし,色名又は
その略号は,受渡当事者間の協定による。
例1 E-GS2,3.20(2.30),50,1.8,10,ライトグリーン
[ポリエチレン被覆亜鉛めっき鉄線(S)製で,線径3.20 mm(心線径2.30 mm),網目寸法50 mm,
幅1.8 m,長さ10 m,色名がライトグリーンの場合]
例2 V-GS2,4.00(3.20),50,1.8,10,ライトグリーン
[塩化ビニル被覆亜鉛めっき鉄線(S)製で,線径4.00 mm(心線径3.20 mm),網目寸法50 mm,
幅1.8 m,長さ10 m,色名がライトグリーンの場合]
例3 Z-GS2,2.00,20,1.8,10
[亜鉛めっき鉄線(S)製で,線径2.00 mm,網目寸法20 mm,幅1.8 m,長さ10 mの場合]
13 表示
検査に合格したひし形金網は,1結束ごとに,次の項目を表示しなければならない。
a) 規格番号
b) 種類の記号
c) 線径
d) 網目寸法
e) 幅及び長さ
f)
製造年月又はその略号
g) 製造業者名又はその略号
14 報告
注文者の要求がある場合には,製造業者は箇条11に規定した項目の成績書を提出しなければならない。