2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3544-1993
溶融アルミニウムめっき鉄線
及び鋼線
Hot-dip aluminium-coated steel wires
1. 適用範囲 この規格は,溶融アルミニウムめっきを行ったアルミニウムめっき鉄線(以下,鉄線とい
う。)及びアルミニウムめっき鋼線(以下,鋼線という。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS G 3505 軟鋼線材
JIS G 3506 硬鋼線材
JIS H 8672 溶融アルミニウムめっき試験方法
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,次による。
(1) 溶融アルミニウムめっき鉄線 JIS G 3505に適合した線材を冷間加工した線又はこれに熱処理(焼な
まし)を行ったものに均一な溶融アルミニウムめっきを行った線。
(2) 溶融アルミニウムめっき鋼線 JIS G 3506に適合した線材に熱処理(パテンチング)を行った後,冷
間加工したものに均一な溶融アルミニウムめっきを行った線。
3. 種類,記号及び適用線径
3.1
鉄線の種類,記号及び適用線径 鉄線の種類は,アルミニウム付着量によってA級及びB級の2種
類とし,その記号及び適用線径は表1による。
表1 鉄線の種類,記号及び適用線径
種類
記号
適用線径
溶融アルミニウムめっき鉄線 A級 SWMA-A
3.20mm以上 6.00mm以下
B級 SWMA-B
1.60mm以上 6.00mm以下
3.2
鋼線の種類,記号及び適用線径 鋼線の種類は,引張強さによって1種,2種及び3種の3種類とし,
その記号及び適用線径は表2による。
表2 鋼線の種類,記号及び適用線径
種類
記号
適用線径
溶融アルミニウムめっき鋼線 1種
SWHA-1
1.60mm以上 5.00mm以下
2種
SWHA-2
3種
SWHA-3
1.60mm以上 8.00mm以下
2
G 3544-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 機械的性質
4.1
引張強さ 鉄線及び鋼線の引張強さは,次による。
(1) 鉄線の引張強さは,10.2の試験を行い,その引張強さは付表1による。
(2) 鋼線の引張強さは,10.2の試験を行い,その引張強さは付表2による。
4.2
鋼線の伸び 鋼線の伸びは,10.2の試験を行い,その値は付表2による。
4.3
ねじり特性 鉄線及び鋼線のねじり特性は,次による。
(1) 鉄線のねじり特性は,10.3の試験を行い,付表1のねじり回数まで回転したとき,破断してはならな
い。
(2) 鋼線のねじり特性は,10.3の試験を行い,付表2のねじり回数まで回転したとき,破断してはならな
い。ただし,SWHA-3については,ねじり特性を規定しない。
5. アルミニウムめっき特性
5.1
アルミニウム付着量 鉄線及び鋼線のアルミニウム付着量は,次による。
(1) 鉄線のアルミニウム付着量は,10.4の試験を行い,その値は付表1による。
(2) 鋼線のアルミニウム付着量は,10.4の試験を行い,その値は付表2による。
5.2
巻付性 鉄線及び鋼線の巻付性は,10.5の試験を行い,巻き付けた部分に著しいき裂又ははく離を
生じてはならない。
6. 標準線径及び線径の許容差
6.1
標準線径 鉄線及び鋼線の標準線径は,次による。
(1) 鉄線の標準線径は,表3による。
表3 鉄線の標準線径
単位mm
1.60 1.80 2.00 2.30
2.60
2.90 3.20 3.50 4.00
4.50
5.00 5.50 6.00
(2) 鋼線の標準線径は,表4による。
表4 鋼線の標準線径
単位mm
1.60
1.80
2.00
2.30
2.60
2.90
3.10
3.20
3.50
3.80
4.00
4.30
4.50
5.00
5.50
6.00
6.50
7.00
7.50
8.00
6.2
線径の許容差 鉄線及び鋼線の線径の許容差は,次による。
(1) 鉄線の線径は,10.6の測定を行い,その許容差は付表1による。
(2) 鋼線の線径は,10.6の測定を行い,その許容差は付表2による。
7. 外観 鉄線及び鋼線の外観は,次による。
(1) 鉄線及び鋼線の表面は滑らかで,さび,きず,裂け目その他の有害な欠点があってはならない。
(2) 鉄線及び鋼線は,必要に応じて塗油などの表面処理を施すことができる。
3
G 3544-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 材料 鉄線及び鋼線の材料は,次による。
(1) 鉄線に用いる材料は,JIS G 3505に適合した線材とする。
(2) 鋼線に用いる材料は,JIS G 3506に適合した線材とする。
9. 製造方法 鉄線及び鋼線の製造方法は,表5による。
表5 製造方法
記号
製造方法
SWMA-A
8.(1)の線材を冷間加工したもの又はこれに熱処理(焼なまし)を行った
ものに,均一な溶融アルミニウムめっきを行う。
SWMA-B
SWHA-1
8.(2)の線材に熱処理(パテンチング)を行った後,冷間加工したものに,
均一な溶融アルミニウムめっきを行う。
SWHA-2
SWHA-3
10. 試験
10.1 試験片の採り方 引張試験,ねじり試験,巻付試験及びアルミニウム付着量試験の試験片は,コイ
ルの一端からそれぞれ1個を採る。
10.2 引張試験 引張試験は,次による。
(1) 試験片は,JIS Z 2201の4.(試験片の形状及び寸法)の9B号試験片を用いる。
(2) 試験方法は,JIS Z 2241による。
(3) 伸びの測定は,JIS Z 2241の6.[試験片平行部の原断面積・標点距離・降伏点・耐力・引張強さ・降
伏伸び・破断伸び(伸び)・絞りの求め方]の破断伸びの求め方による。
(4) 引張試験において,試験片が標点間の中心から標点距離の41以外で破断し,規定に適合しない場合に
は,その試験を無効とし,更に同一のコイルから10.1の試験片を採り試験をやり直す。
10.3 ねじり試験 ねじり試験は,次による。
(1) 試験片は,原則として鉄線については200mm,鋼線については標準線径の100倍のつかみ間隔が得ら
れる長さとする。
(2) 試験方法は,試験片の両端を鉄線については200mm,鋼線については標準線径の100倍の間隔で固く
つかみ,たわまない程度に緊張させながらその一方を,鉄線については規定回数まで,鋼線について
は破断するまで回転する。
また,(1)によるつかみの間隔以外で試験した場合のねじり回数は,つかみの間隔に正比例して増減
し,(1)によるつかみの間隔の場合の回数に換算する。
(3) 試験片がつかみの部分から破断し,規定に適合しない場合には,その試験を無効とし,更に同一コイ
ルから10.1の試験片を採り試験をやり直す。
10.4 アルミニウム付着量試験
(1) 試験片は,JIS H 8672による。
(2) 試験方法は,JIS H 8672の6.3[水酸化ナトリウム−塩化アンチモン法(間接法)]による。
10.5 巻付試験 巻付試験は,次による。
(1) 試験片は,鉄線については付表1,鋼線については付表2による円筒に6回以上巻き付けられる適当
な長さとする。
(2) 試験方法は,JIS H 8672の8.1(巻付試験方法)による。ただし,鉄線については付表1,鋼線につい
4
G 3544-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ては付表2による円筒を用いる。
10.6 線径の測定 線径の測定は,任意の箇所の同一断面における最大径と最小径を測定する。
11. 検査 検査は,次による。
(1) 機械的性質は,4.に適合しなければならない。
(2) アルミニウムめっき特性は,5.に適合しなければならない。
(3) 線径は,6.2に適合しなければならない。
(4) 外観は,7.に適合しなければならない。
12. 製品の呼び方 製品の呼び方は,種類又はその記号及び線径とする。
例1. SWMA-B, 3.20
(溶融アルミニウムめっき鉄線のB級で線径が3.20mmの場合)
例2. SWHA-1, 2.60
(溶融アルミニウムめっき鋼線の1種で線径が2.60mmの場合)
13. 表示 検査に合格した鉄線及び鋼線には,コイル(1)ごとに次の項目を表示する。
(1) 種類の記号
(2) 線径
(3) 正味質量
(4) 製造年月又はその略号
(5) 製造業者名又はその略号
注(1) 線を束状にしたものをいう。
14. 報告 注文者から要求された場合,製造業者は指定された項目の成績書を注文者に提出しなければな
らない。
5
G 3544-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
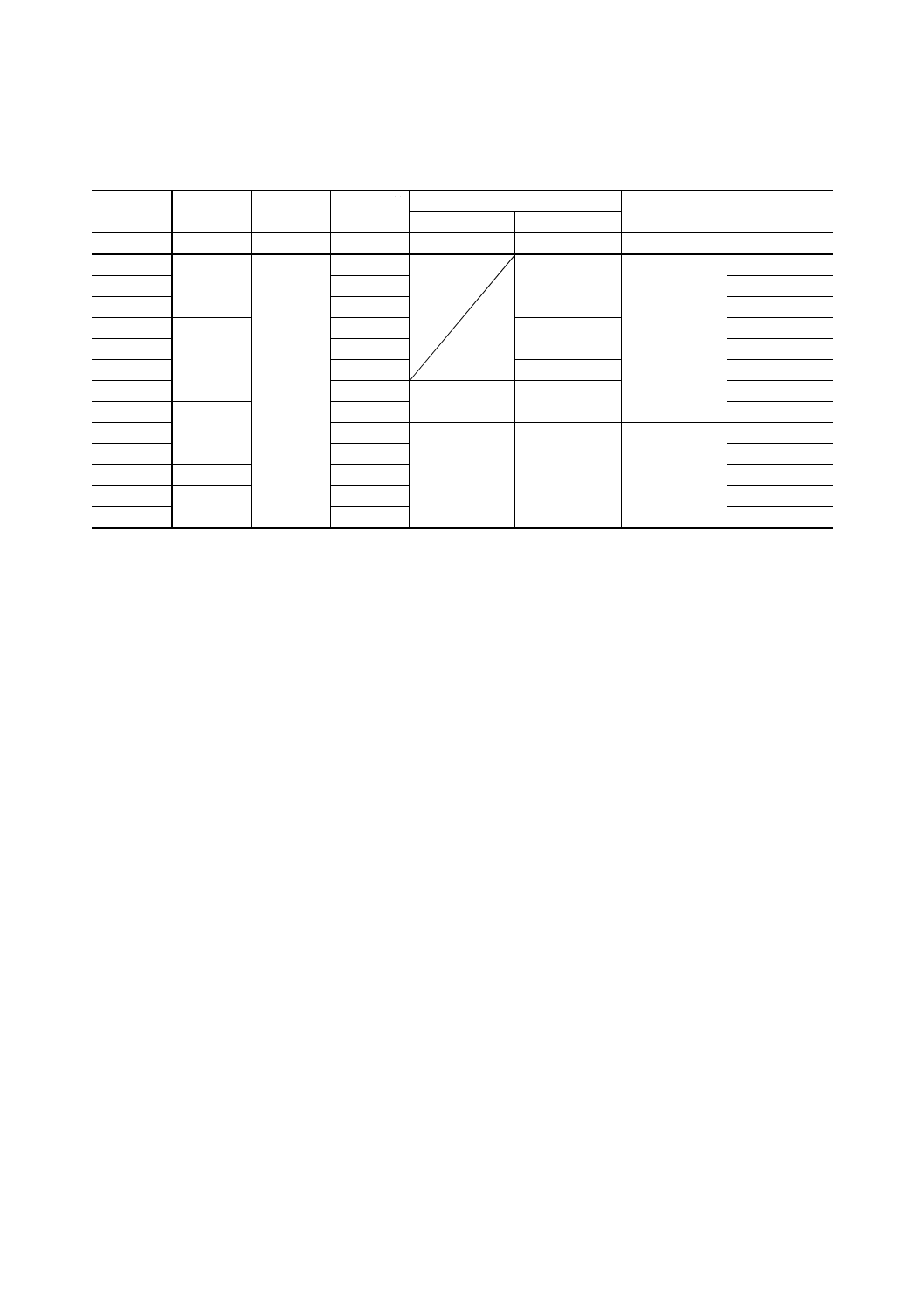
付表1 鉄線の線径許容差,引張強さ,ねじり回数,アルミニウム付着量及び
巻付試験に用いる円筒の直径
標準線径
d
線径許容差 引張強さ ねじり回数
アルミニウム付着量
巻付試験に用い
る円筒の直径
(参考値)
単位質量
SWMA-A
SWMA-B
mm
mm
N/mm2
回
g/m2
g/m2
線径の倍数
kg/km
1.60
±0.05
290〜590
55
85以上
4
15.2
1.80
49
19.2
2.00
44
23.7
2.30
±0.07
38
90以上
31.4
2.60
33
40.1
2.90
28
100以上
49.9
3.20
26
115以上
105以上
60.7
3.50
±0.08
24
72.6
4.00
21
125以上
115以上
5
94.9
4.50
19
120
5.00
±0.10
17
148
5.50
±0.12
15
179
6.00
13
213
備考1. 単位質量は,アルミニウムめっき層を考慮して,20℃において1cm3の鉄を7.55gとし,次の式を用いて算出し
た値である。
単位質量=5.93d2 (g/m) :有効数字3けたに丸める。
2. 中間にある線径については,それより細い線径のそれぞれの値を用いる。ただし,ねじり回数については,そ
れより太い線径の値を用いる。
3. 付表1に示された/(スラッシュ)のものについては,製品がないため規定外とする。
6
G
3
5
4
4
-1
9
9
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 鋼線の線径許容差,引張強さ,伸び,ねじり回数,アルミニウム付着量及び巻付試験に用いる円筒の直径
標準線径
d
線径許容差
引張強さ
伸び
ねじり回数
アルミニウ
ム付着量
巻付試験に
用いる円筒
の直径
(参考値)
単位質量
SWHA-1
SWHA-2
SWHA-3
SWHA-1
SWHA-2
SWHA-3
SWHA-1
SWHA-2
mm
mm
N/mm2
N/mm2
N/mm2
%
%
%
回
回
g/m2
線径の倍数
kg/km
1.60
±0.05
1 230以上
880以上
690以上
2.0以上
2.0以上
2.0以上
18
14
85以上
4
15.2
1.80
±0.06
3.0以上
3.0以上
3.0以上
19.2
2.00
3.5以上
4.0以上
23.7
2.30
3.5以上
4.0以上
4.5以上
90以上
31.4
2.60
±0.08
5.0以上
40.1
2.90
4.0以上
4.5以上
16
12
100以上
49.9
3.10
5
57.0
3.20
5.0以上
105以上
60.7
3.50
±0.10
72.6
3.80
110以上
85.6
4.00
5.5以上
115以上
94.9
4.30
14
10
110
4.50
120
5.00
148
5.50
±0.12
120以上
179
6.00
213
6.50
251
7.00
291
7.50
334
8.00
380
備考1. 単位質量は,アルミニウムめっき層を考慮して,20℃において1cm3の鋼を7.55gとし,次の式を用いて算出した値である。
単位質量=5.93d2 (g/m) :有効数字3けたに丸める。
2. 中間にある線径については,それより細い線径のそれぞれの値を用いる。ただし,ねじり回数については,それより太い線径の値を用いる。
3. 付表2に示された/(スラッシュ)のものについては,製品がないため規定外とする。
7
G 3544-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
線材製品(普通線)JIS検討委員会 構成表
氏名
所属
(委員長)
木 原 諄 二
東京大学
(副委員長)
水 野 幸四郎
線材製品団体技術連絡会(社団法人日本鉄鋼協会)
青 柳 桂 一
通商産業省基礎産業局
服 部 幹 雄
工業技術院標準部
宮 本 一 郎
社団法人日本鉄鋼協会(株式会社神戸製鋼所)
前 原 郷 治
社団法人日本鉄鋼協会(新日本製鐵株式会社)
池 畑 重 希
社団法人日本鉄鋼協会(住友金属工業株式会社)
村 山 周 治
線材製品協会(鈴木金属工業株式会社)
徳 梅 和 雄
CH懇談会(株式会社セントラルヨシダ)
西 村 精 一
安田工業株式会社
加 藤 伸 一
日亜鋼業株式会社
岩 崎 利 勝
株式会社小沢製線所
朝比奈 通 辰
江戸川製線株式会社
橋 本 勇
東洋製線株式会社
有 田 典 彦
東京製線株式会社
小 原 利 昭
北海鋼機株式会社
春 山 次 人
村上鋼業株式会社
小 島 博
株式会社サンロック オーヨド
大 塚 寿 宏
木津川製線株式会社
栗 山 俊 幸
日本溶接金網協会(富士金網株式会社)
井 上 忠 彦
日本溶接金網協会(昭和産業株式会社)
鎌 倉 正 司
日本溶接金網協会(住倉鋼材株式会社)
曾 根 政 男
日本金網団体連合会(鶴見金網株式会社)
伊 藤 三 郎
日本蛇籠協会(湘南鉄網株式会社)
山 本 忠 彦
全国ヒューム管協会(テイヒュー株式会社)
深 沢 優
ALC協会(旭硝子建材株式会社)
板 井 宏 有
社団法人コンクリートポール・パイル協会
(日本コンクリート工業株式会社)
渡 辺 邦 昭
全国コンクリート製品協会(東京セメント工業株式会社)
花 市 穎 悟
社団法人日本建設業団体連合会
(事務局)
本 橋 保 久
線材製品協会