G 3509-2:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,線材製品協会(JWPA)から,工業標準原案を
具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制
定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 4954:1979,Steels for cold heading
and cold extrudingを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS G 3509-2には,次に示す附属書がある。
附属書1(参考)JISと対応する国際規格との対比表
JIS G 3509の規格群には,次に示す部編成がある。
JIS G 3509-1 冷間圧造用合金鋼−第1部:線材
JIS G 3509-2 冷間圧造用合金鋼−第2部:線
G 3509-2:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類及び記号 ·················································································································· 1
4. 機械的性質 ····················································································································· 2
5. 脱炭層深さ ····················································································································· 2
6. 球状化組織 ····················································································································· 2
7. 線径の許容差及び偏径差 ··································································································· 2
8. 外観及び表面きず ············································································································ 3
9. 材料 ······························································································································ 3
10. 製造方法 ······················································································································ 3
11. 試験 ···························································································································· 3
11.1 試験片 ························································································································ 3
11.2 機械的性質試験 ············································································································ 3
11.3 脱炭層深さ測定試験 ······································································································ 4
11.4 球状化組織試験 ············································································································ 4
11.5 線径の測定 ·················································································································· 4
11.6 表面きず検出試験 ········································································································· 4
12. 検査 ···························································································································· 4
13. 表示 ···························································································································· 4
14. 報告 ···························································································································· 4
附属書1(参考)JISと対応する国際規格との対比表 ··································································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3509-2:2003
冷間圧造用合金鋼−第2部:線
Low-alloyed steels for cold heading−Part 2 : wires
序文 この規格は,対応する国際規格,1979年に第2版として発行されたISO 4954:1979,Steels for cold
heading and cold extrudingとISO/IEC Guide 21:1999の“Modified”のレベルで整合性を図りながら制定し
た日本工業規格である。
なお,この規格で側線を施してある箇所は,国際規格を変更している事項である。変更の一覧表をその
説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,ボルト,ナット,小ねじなどのねじ類及び各種部品を冷間圧造によって製造
する場合に使用する冷間圧造用合金鋼線(以下,線という。)について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 4954:1979,Steels for cold heading and cold extruding (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記していない引用規格は,その最新版(追補を含む。)を適用
する。
JIS B 7502 マイクロメータ
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 3509-1 冷間圧造用合金鋼−第1部:線材
JIS Z 2241 金属材料引張試験方法
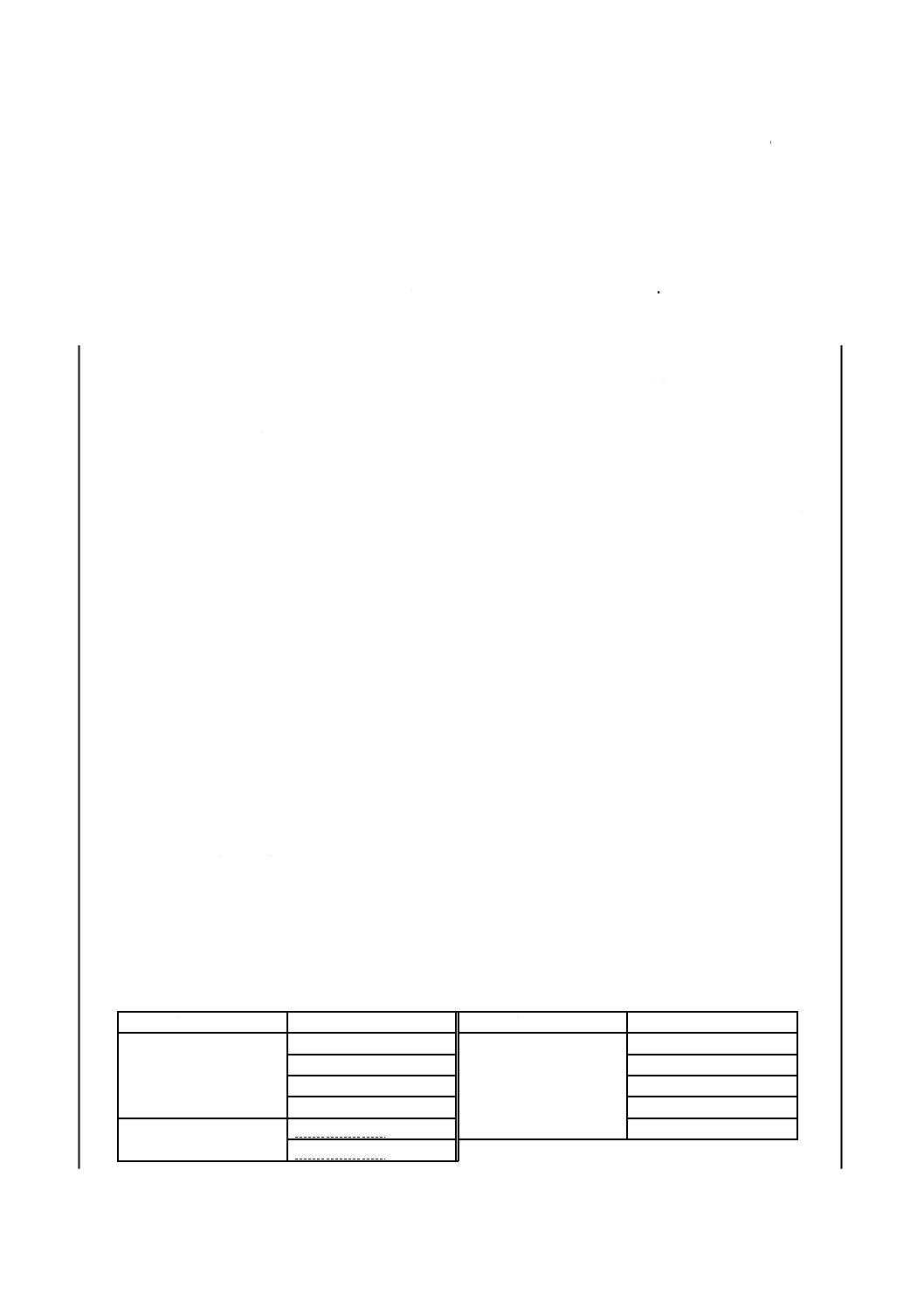
3. 種類及び記号 線の種類は,29種類とし,その記号は表1による。
表 1 種類の記号
鋼種分類
種類の記号
鋼種分類
種類の記号
マンガン鋼
SMn420WCH
クロム鋼
SCr415WCH
SMn433WCH
SCr420WCH
SMn438WCH
SCr430WCH
SMn443WCH
SCr435WCH
マンガンクロム鋼
SMnC420WCH
SCr440WCH
SMnC443WCH
2
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 種類の記号(続き)
鋼種分類
種類の記号
鋼種分類
種類の記号
クロムモリブデン鋼
SCM415WCH
ニッケルクロム鋼
SNC415WCH
SCM418WCH
SNC631WCH
SCM420WCH
SNC815WCH
SCM425WCH
ニッケルクロムモリブデ
ン鋼
SNCM220WCH
SCM430WCH
SNCM240WCH
SCM435WCH
SNCM420WCH
SCM440WCH
SNCM439WCH
SCM445WCH
SNCM447WCH
SCM822WCH
SNCM616WCH
備考1. 下線を施したものは通常鋼だけを規定し,焼入保証鋼(H鋼)については規定しない。
2. H鋼は,H・H1及びH2の3種類とし,その記号は,次の例による。
例 SMn420H1WCH
3. 工程は次のとおりとし,DA1工程,DA2工程及びDA3工程以外の工程については,受渡当事者間
の協定による。
DA1工程:焼鈍(A)→ 伸線(Dr)
DA2工程:伸線(Dr)→ 焼鈍(A)→ 伸線(Dr)
DA3工程:焼鈍(A)→ 伸線(Dr)→ 焼鈍(A)→ 伸線(Dr)
4. 機械的性質 線の機械的性質は,付表1による。
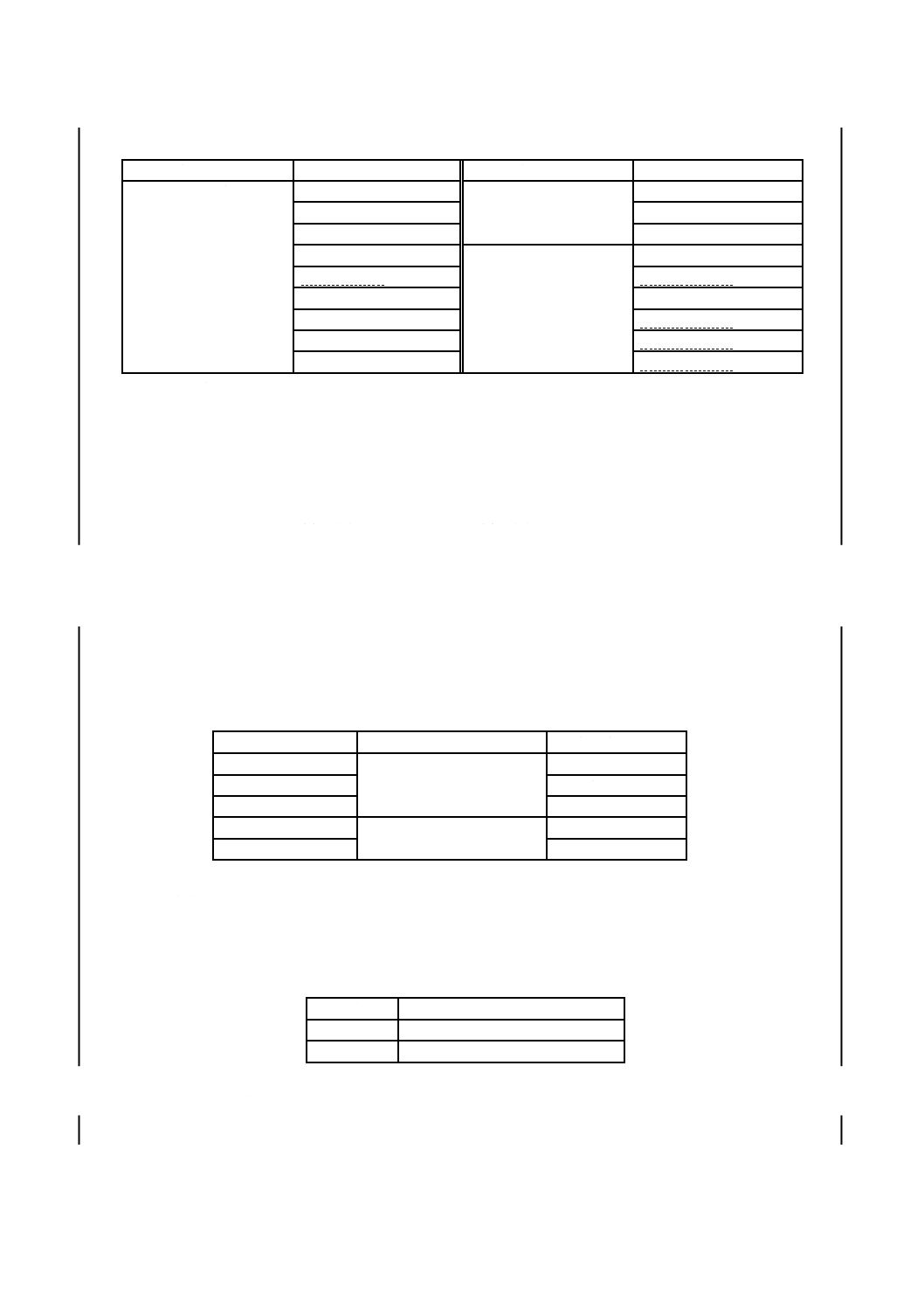
5. 脱炭層深さ 注文者が要求する場合その平均脱炭層深さの許容限度は,表2による。
なお,冷間鍛造時に有害な浸炭があってはならない。
表 2 平均脱炭層深さの許容限度
単位 mm
線径
フェライト脱炭層深さ
全脱炭層深さ
15以下
0.02以下
0.12以下
15を超え25以下
0.15以下
25を超え32以下
0.20以下
32を超え40以下
0.03以下
0.25以下
40を超え50以下
0.30以下
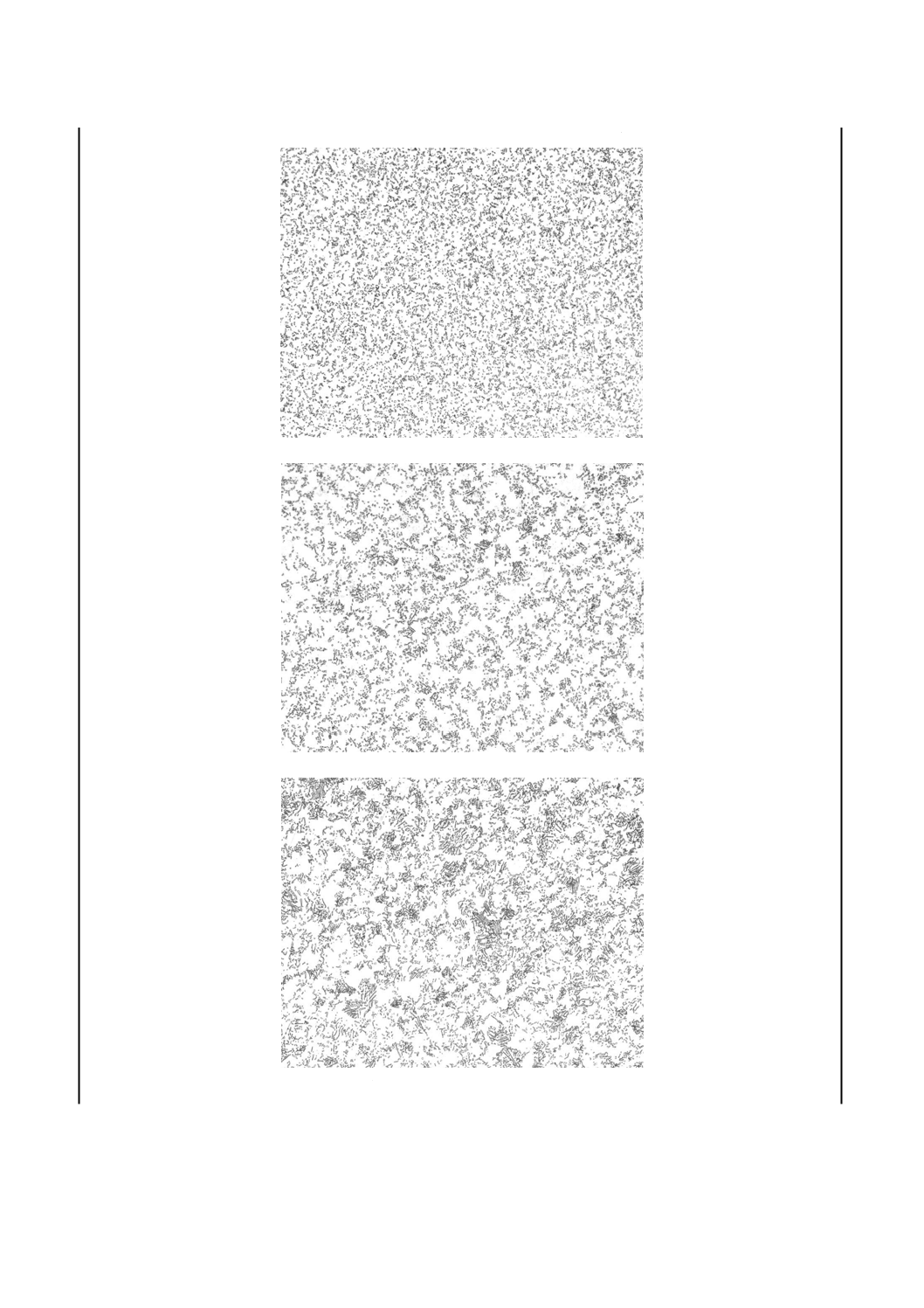
6. 球状化組織 球状化組織は,DA2工程及びDA3工程による線で,注文者が球状化焼なましを指定し
た場合の球状化組織の程度は,付図1のNo.1〜No.3で判定する。判定は,表3による。
なお,DA2工程及びDA3工程以外の工程についての球状化組織の程度は,受渡当事者間の協定による。
表 3 球状化組織の程度
工程
球状化組織の程度
DA2
付図1 No.1〜No.3
DA3
付図1 No.1〜No.3
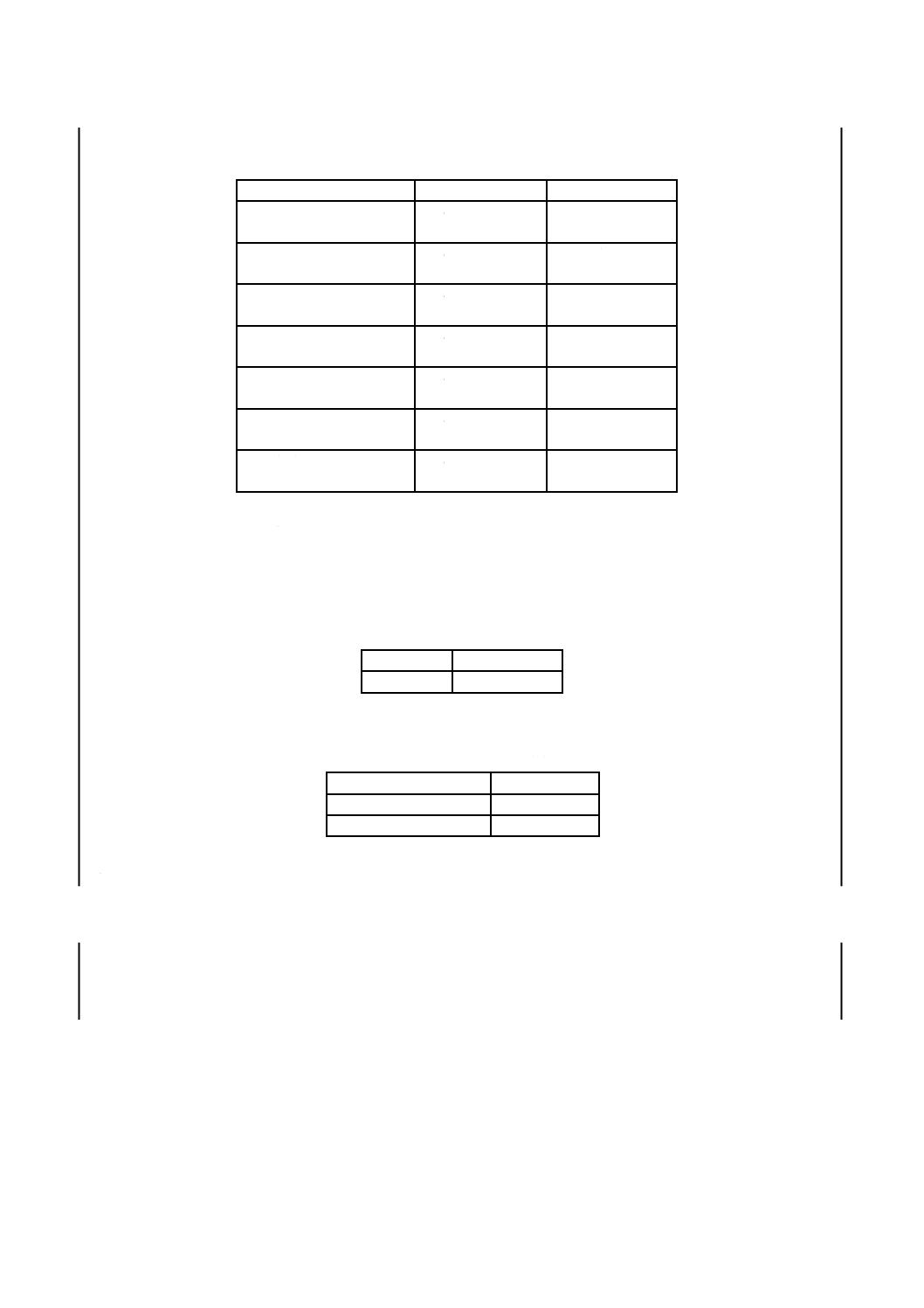
7. 線径の許容差及び偏径差 線径の許容差及び偏径差(1)は表4による。
注(1) 偏径差とは,線の同一断面における線径の最大値と最小値との差をいう。
3
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4 線径の許容差及び偏径差
単位 mm
線径
許容差
偏径差
3以下
0
−0.025
0.013以下
3を超え6以下
0
−0.030
0.015以下
6を超え10以下
0
−0.036
0.018以下
10を超え18以下
0
−0.043
0.022以下
18を超え30以下
0
−0.070
0.035以下
30を超え40以下
0
−0.100
0.050以下
40を超え50以下
0
−0.150
0.070以下
8. 外観及び表面きず 線の表面には,冷間圧造に有害なスケールきず,さびなどがなく,また,表面き
ずの深さは,表5による。ただし,線径25 mm以下の場合,受渡当事者間の協定によって表6によっても
よい。
表 5 表面きずの深さ
単位 mm
線径
きずの深さ
50以下
0.10以下
表 6 表面きずの深さ
単位 mm
線径
きずの深さ
15以下
0.05以下
15を超え25以下
0.07以下
9. 材料 線の製造に用いる材料は,JIS G 3509-1 に適合した線材とする。
10. 製造方法
a) 線は,DA1工程,DA2工程又はDA3工程によって製造する。ただし,受渡当事者間の協定によって,
これ以外の工程で製造してもよい。
b) 線の表面皮膜の種類は,注文者が指定してもよい。
11. 試験
11.1 試験片 機械的性質,脱炭層深さ,球状化組織及び表面きずの試験片は,同一溶鋼,同一寸法,同
一熱処理ごとに1個を採取する。
11.2 機械的性質試験 機械的性質試験は,JIS Z 2241による。
4
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.3 脱炭層深さ測定試験 脱炭層深さ測定試験は,JIS G 0558の4.1による。この場合,線断面の平均脱
炭層深さは,最大脱炭層深さの箇所を基点にして円周を等分する4か所で測定し,その平均値を求める。
11.4 球状化組織試験 球状化組織試験は,被検面を倍率400倍の顕微鏡で観察し,球状化の程度を,付
図1によってNo.1〜No.3に区分する。
11.5 線径の測定 線径の測定は,JIS B 7502によるマイクロメータを用い,任意の箇所の同一断面にお
ける最大径と最小径を測定する。
11.6 表面きず検出試験 表面きず検出試験は,磁粉探傷法又は酸洗い法によって,表面皮膜を除去し,
きず深さを測定する。
12. 検査 検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 機械的性質は,11.2によって試験し,4.に適合しなければならない。
c) 注文者が指定した場合の脱炭層深さは,11.3によって試験し,5.に適合しなければならない。
d) 注文者が指定した場合の球状化組織は,11.4によって試験し,6.に適合しなければならない。
e) 線径は,11.5によって試験し,7.に適合しなければならない。
f)
表面きずは,11.6によって試験し,8.に適合しなければならない。
13. 表示 検査に合格した線には,1コイルごとに次の事項を表示する。ただし,受渡当事者間の協定に
よって,その一部を省略してもよい。
a) 種類の記号
b) 製造工程の略号 DA1工程:DA1,DA2工程:DA2,DA3工程:DA3
c) 線径とその許容差
d) コイル質量
e) 製造番号又はコイル番号
f)
溶鋼番号又は検査番号
g) 製造年月日
h) 製造業者名又はその略号
14. 報告 報告は,JIS G 0404の13.による。ただし,注文時に指定がなければ検査文書の種類は,JIS G 0415
の表1の記号2.3又は3.1.Bとする。
5
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
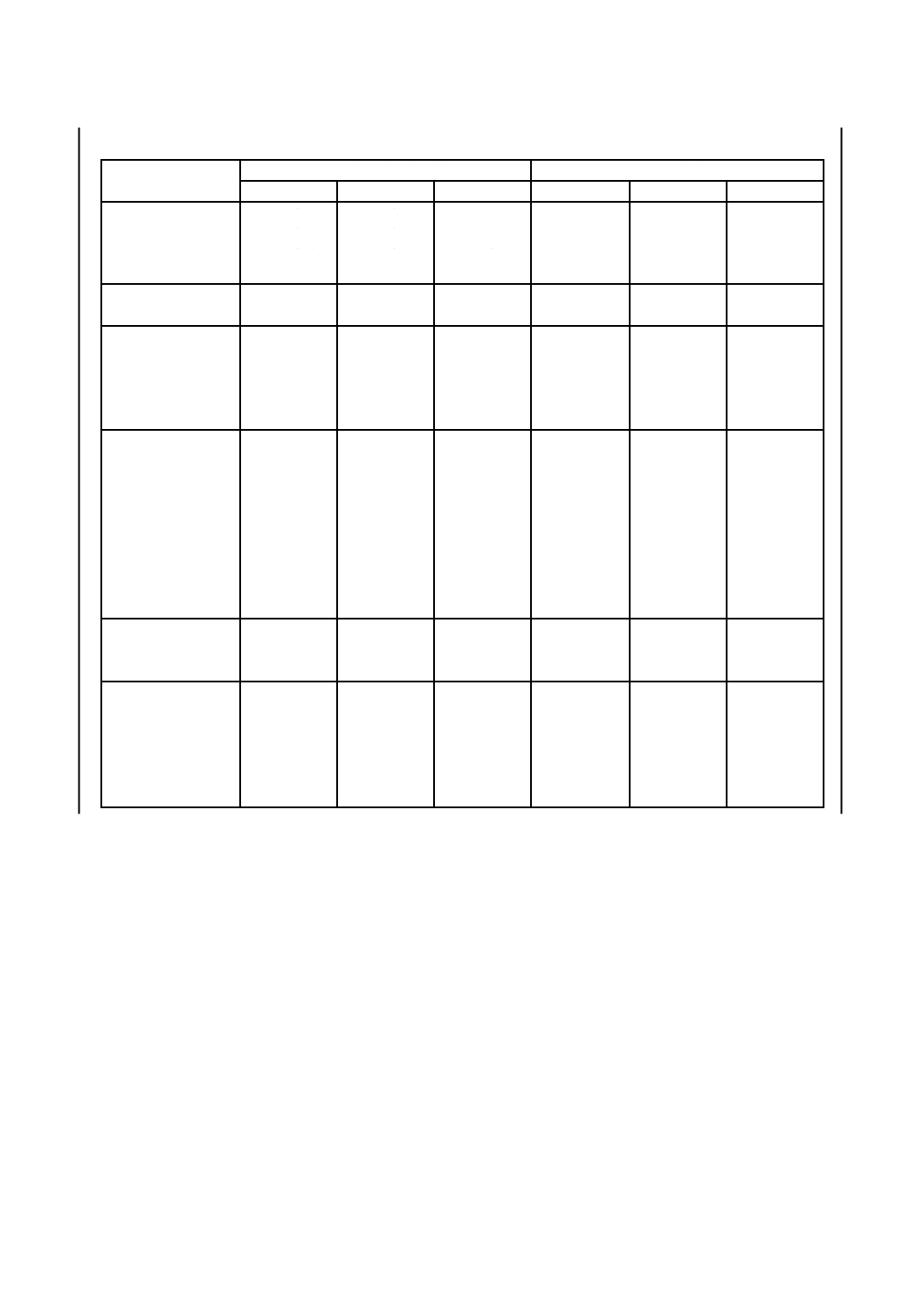
付表 1 線の機械的性質
種類の記号
引張強さ(N/mm2)
絞り(%)
DA1
DA2
DA3
DA1
DA2
DA3
SMn420WCH
SMn433WCH
SMn438WCH
SMn443WCH
630以下
630以下
630以下
700以下
600以下
600以下
600以下
640以下
−
−
600以下
600以下
53以上
53以上
53以上
53以上
53以上
53以上
53以上
53以上
−
−
60以上
60以上
SMnC420WCH
SMnC443WCH
−
−
−
−
−
−
−
−
−
−
−
−
SCr415WCH
SCr420WC
SCr430WCH
SCr435WCH
SCr440WCH
630以下
640以下
670以下
670以下
680以下
570以下
580以下
−
−
−
520以下
540以下
590以下
590以下
600以下
55以上
55以上
55以上
55以上
55以上
60以上
60以上
−
−
−
60以上
60以上
60以上
60以上
60以上
SCM415WCH
SCM418WCH
SCM420WCH
SCM425WCH
SCM430WCH
SCM435WCH
SCM440WCH
SCM445WCH
SCM882WCH
630以下
640以下
640以下
650以下
670以下
680以下
700以下
700以下
650以下
570以下
580以下
580以下
600以下
−
−
−
−
−
520以下
540以下
540以下
550以下
590以下
620以下
640以下
640以下
610以下
55以上
55以上
55以上
55以上
55以上
55以上
55以上
55以上
60以上
60以上
60以上
60以上
60以上
−
−
−
−
−
60以上
60以上
60以上
60以上
60以上
60以上
60以上
60以上
60以上
SNC415WCH
SNC631WCH
SNC815WCH
620以下
650以下
620以下
−
−
−
590以下
620以下
590以下
60以上
60以上
60以上
−
−
−
60以上
60以上
60以上
SNCM220WCH
SNCM240WCH
SNCM420WCH
SNCM439WCH
SNCM447WCH
SNCM616WCH
650以下
680以下
700以下
700以下
700以下
620以下
−
−
−
−
−
−
600以下
640以下
680以下
670以下
670以下
590以下
55以上
55以上
55以上
55以上
55以上
55以上
−
−
−
−
−
−
60以上
60以上
60以上
60以上
60以上
60以上
6
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
倍率400倍
No.1
No.2
No.3
付図 1 球状化組織の程度
7
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)JISと対応する国際規格との対比表
JIS G 3509-2:2003 冷間圧造用合金鋼−第2部:線
ISO 4954:1993 冷間圧造用鋼
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1.適用範囲 ねじ類及び各種部品
を冷間圧造によって
製造する場合に使用
する冷間圧造用合金
鋼線。
ISO 4945
1.1
冷間圧造用に用いられ
る炭素鋼及び合金鋼の
線材,線及び棒鋼。
規格の構成:S-1一般要
求事項S-2非熱処理用
鋼S-3はだ焼用鋼S-4焼
入焼戻し用鋼S-5ステ
ンレス用鋼
MOD/削除
規格体系が異なる。ISO規格は,
熱処理用途ごとに分類。また,線
と線材との区分はなし。JISは,
製品で分類,かつ,鋼種ごとに分
けて規格化し,熱処理用途に関す
る言及なし。
規格体系は,商取引の市場の実態
の差と推定。つまり国内では分業
が進み,線材メーカと線メーカが
分かれていること及び使用する
熱処理は,鋼材を使用する最終ユ
ーザがそれぞれの用途に応じて
任意に選択。(以下は,ISO規格
のS-5を除く合金鋼との比較。
2.引用規格 関連JISを引用
1.2
関連ISO規格を引用
−
−
−
3.種類及び
記号
JISの種類及び記号
の付け方による。
1.4.5
化学成分表に記載。記号
の付け方の基本は,
ISO/TR 4949による。
−
ISOは,テクニカルレポート。
種類の記号は,それぞれの国の市
場に定着したものを使用してよ
い申合せ(ISO/TC 17)。
化学成分
種類として,Mn鋼,
Mn-Cr鋼,Cr鋼,
Cr-Mo鋼,Ni-Cr鋼,
Ni-Cr-Mo鋼を規定。
2.2.2
3.2.2
4.2.2
種類としてMn-Cr鋼,
Cr鋼,Cr-Mo鋼,Mn-Mo
鋼,Ni-Cr-Mo鋼を規定。
MOD/削除
とMOD/追
加の組合せ
JIS51鋼種(H鋼を含む)中18
鋼種がほぼ整合。
JISをISO規格に極力整合化。今
後は,市場の実態に合わせて,
ISO規格にも働きかけて,JISと
ISO規格の整合化率を高めてい
く。
4.機械的性
質
種類の記号ごとに引
張強さ及び絞りを規
定。
2.2.3
3.2.3
4.2.3
鋼種ごとに引張強さ及
び絞りを規定。
MOD/追加
規定値は,引張強さはJISが厳し
く,絞りはISO規格が厳しい。
国内市場ニーズを反映したJIS
規定内容を踏襲。
5.脱炭層深
さ
脱炭層深さ:フェライ
ト脱炭層深さ,全脱
炭層深さを規定
1.4.8.2 フェライト脱炭層深さ
はゼロ,全脱炭層深さ
は,熱処理条件別に規
定。部分脱炭は,別途協
定してもよいとしてい
る。
MOD/選択
現実を配慮し,JISはある程度の
フェライト脱炭を許容。ただし,
全脱炭層深さは,JISのほうが厳
しい。いわば,ISOの協定の領域。
JISは,取引の実態を基礎にした
使用者ニーズに添ったもの。ISO
規格の次回見直し時にJISの内
容も取り入れるよう改正提案す
る予定。
7
G
3
5
0
9
-2
:
2
0
0
3
7
G
3
5
0
9
-2
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
G 3509-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
6.球状化組
織
球状化焼なましを施
した場合の組織の程
度を規定。
1.4.7.2 協定による。
MOD/追加
ISO規格は,はっきり規定してい
ない。JISは,写真によって組織
の程度を規定。
JISの規定のほうが明確である
ため,JISを踏襲する。
7.線径の許
容差及び
偏径差
線径を7区分し規定。
1.4.11
協定による。
MOD/追加
ISO規格は,はっきり規定してい
ない。JISは,国内市場ニーズに
あった規定値が決められている。
国内市場ニーズにあったJISの
規定値を適用する。
8.外観及び
表面きず
許容表面及び表面き
ず深さを規定。
1.4.8.1 協定による。
MOD/追加
ISO規格は,はっきり規定してい
ない。JISは,国内市場ニーズに
あった規定値が決められている。
国内市場ニーズにあったJISの
規定値を適用する。
9.材料
線の製造に用いる材
料を明確に規定。
−
明確な規定なし。
MOD/追加
規格体系が異なっており,線材と
線が区分されていない。
規格体系が異なっており,従来の
JISの規定を継続。
10.製造方
法
工程の相違によって
3製造方法を規定。表
面皮膜の種類は注文
者の指定。
1.4.1
明確な規定なし。
MOD/追加
規格体系が異なっており,線材と
線が区分されていない。
規格体系が異なっており,従来の
JISの規定を継続。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
8
G
3
5
0
9
-2
:
2
0
0
3
8
G
3
5
0
9
-2
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。