G 3502:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類の記号 ······················································································································ 2
5 製造方法························································································································· 2
6 化学成分························································································································· 2
7 鋼質······························································································································· 3
7.1 脱炭層深さ ··················································································································· 3
7.2 オーステナイト結晶粒度及び非金属介在物 ·········································································· 3
8 寸法······························································································································· 3
9 きず深さ························································································································· 3
10 機械的性質 ···················································································································· 3
11 外観 ····························································································································· 3
12 試験 ····························································································································· 3
12.1 分析試験 ····················································································································· 3
12.2 脱炭層深さの測定 ········································································································· 4
12.3 オーステナイト結晶粒度試験 ·························································································· 4
12.4 非金属介在物試験 ········································································································· 4
12.5 表面きず検出試験 ········································································································· 4
13 検査 ····························································································································· 4
14 表示 ····························································································································· 5
15 報告 ····························································································································· 5
附属書JA(規定)特別品質規定(インラインパテンチング処理材) ·············································· 6
附属書JB(参考)JISと対応国際規格との対比表 ······································································· 7
G 3502:2019
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
日本鉄鋼連盟(JISF)から,産業標準原案を添えて日本産業規格を改正すべきとの申出があり,日本産業
標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これによって,JIS G 3502:2013
は改正され,この規格に置き換えられた。
なお,令和2年11月19日までの間は,産業標準化法第30条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3502:2013を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
G 3502:2019
ピアノ線材
Piano wire rods
序文
この規格は,2017年に第3版として発行されたISO 16120-1及びISO 16120-4を基とし,技術的内容を
変更して作成した日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはない事項であ
る。
1
適用範囲
この規格は,ピアノ線,オイルテンパー線,PC鋼線,PC鋼より線,ワイヤーロープなどの製造に用い
られるピアノ線材(以下,線材という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16120-1:2017,Non-alloy steel wire rod for conversion to wire−Part 1: General requirements
ISO 16120-4:2017,Non-alloy steel wire rod for conversion to wire−Part 4: Specific requirements for
wire rod for special applications(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0202 鉄鋼用語(試験)
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0551 鋼−結晶粒度の顕微鏡試験方法
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 0558 鋼の脱炭層深さ測定方法
JIS Z 2241 金属材料引張試験方法
2
G 3502:2019
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0201,JIS G 0202及びJIS G 0203による。
4
種類の記号
線材の種類は,18種類とし,その種類の記号は,表1による。
5
製造方法
線材は,キルド鋼から熱間圧延で製造する。また,受渡当事者間の協定によって,熱間圧延後の冷却工
程で行うパテンチング処理(以下,インラインパテンチング処理という。)を実施してもよい。
注記 インラインパテンチング処理材は,通常,2次加工メーカにおいて直接冷間加工し,その後パ
テンチング処理しない。インラインパテンチング処理材の適用については関連する製品規格,
又は受渡当事者間の協定などによって決められている。
6
化学成分
線材は,12.1の試験を行い,その溶鋼分析値は,表1による。
引張強さの指定値を,受渡当事者間で協定してインラインパテンチング処理を実施した場合は,JA.1に
よる。
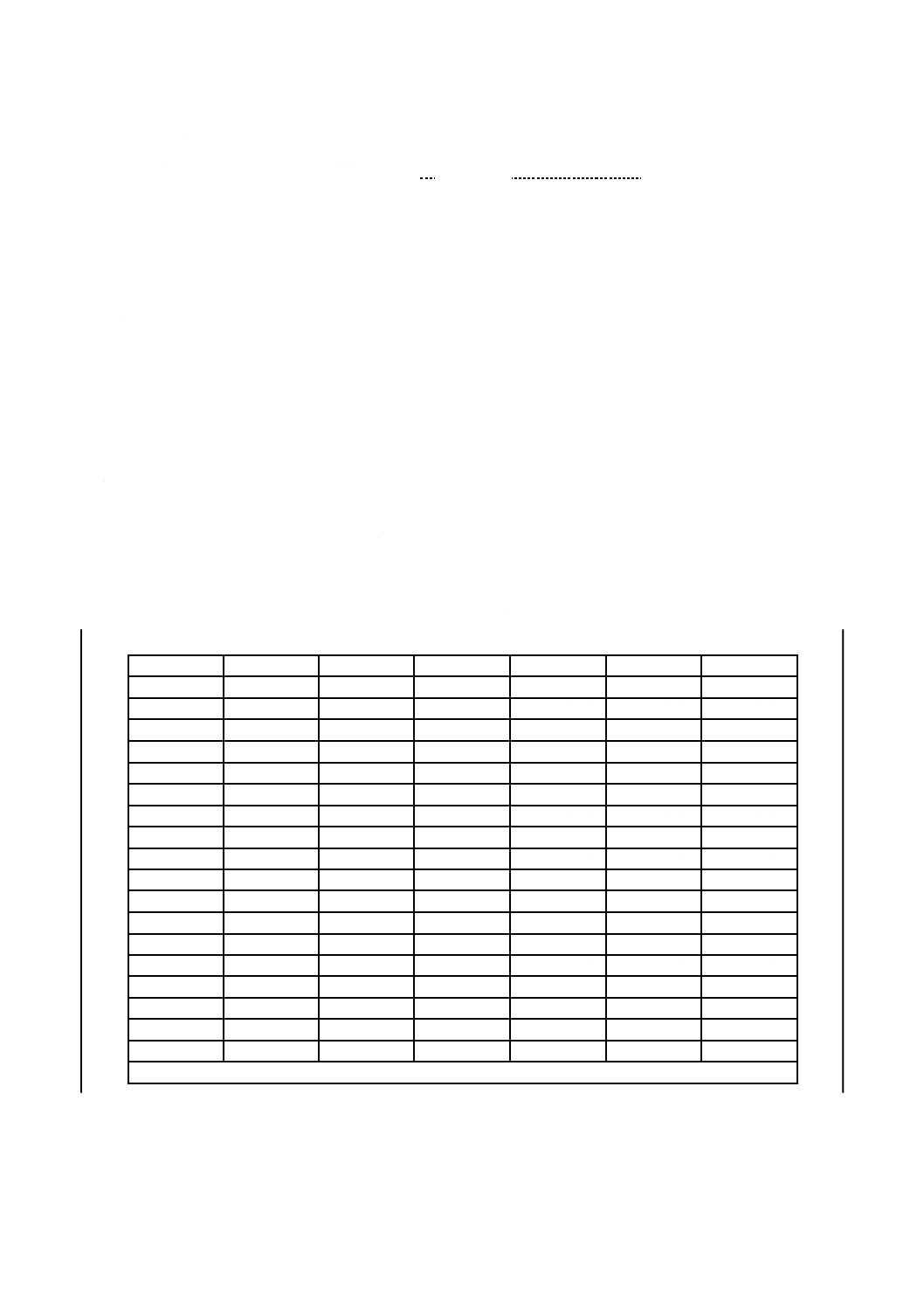
表1−種類の記号及び化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cu
SWRS62A
0.60〜0.65
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS62B
0.60〜0.65
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS67A
0.65〜0.70
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS67B
0.65〜0.70
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS72A
0.70〜0.75
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS72B
0.70〜0.75
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS75A
0.73〜0.78
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS75B
0.73〜0.78
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS77A
0.75〜0.80
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS77B
0.75〜0.80
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS80A
0.78〜0.83
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS80B
0.78〜0.83
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS82A
0.80〜0.85
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS82B
0.80〜0.85
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS87A
0.85〜0.90
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS87B
0.85〜0.90
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
SWRS92A
0.90〜0.95
0.12〜0.32
0.30〜0.60
0.025以下
0.025以下
0.20以下
SWRS92B
0.90〜0.95
0.12〜0.32
0.60〜0.90
0.025以下
0.025以下
0.20以下
この表に規定されていない元素は,溶鋼を仕上げる目的以外に意図的に添加してはならない。
3
G 3502:2019
7
鋼質
7.1
脱炭層深さ
線材は,12.2の試験を行い,その全脱炭層深さが0.07 mm以下でなければならない。
7.2
オーステナイト結晶粒度及び非金属介在物
注文者は,オーステナイト結晶粒度及び/又は非金属介在物の清浄度を指定してもよい。この場合,12.3
及び/又は12.4の試験を行い,規定値は,受渡当事者間の協定による。
8
寸法
線材の径並びにその許容差及び偏径差は,次による。
a) 線材の標準径は,表2による。
表2−標準径
単位 mm
5.5,6,6.4,7,8,9,9.5,10,11,12,13,14
b) 線材の径の許容差及び偏径差は,表3による。ただし,径が14 mmを超える線材は,受渡当事者間の
協定による。
表3−径の許容差及び偏径差
単位 mm
径の許容差
偏径差
±0.30
0.48以下
9
きず深さ
線材は,12.5の試験を行い,そのきず深さが0.10 mm以上あってはならない。
10 機械的性質
規定しない。ただし,引張強さの指定値を,受渡当事者間で協定してインラインパテンチング処理を実
施した場合は,JA.2及びJA.3による。
11 外観
線材は,使用上有害な欠点があってはならない。ただし,コイル状で供給される線材は,一般に検査に
よって全長にわたっての欠点の検出及びその除去は困難であるため,欠点を含む場合がある。コイル内に
発見された使用上有害と判断される欠点については,必要な場合,その取扱いについては受渡当事者間の
協定による。
12 試験
12.1 分析試験
分析試験は,次による。
a) 分析試験の一般事項及び分析用試料の採り方 線材の化学成分は,溶鋼分析によって求め,分析試験
の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。
4
G 3502:2019
b) 分析方法 溶鋼分析の方法は,JIS G 0320による。
12.2 脱炭層深さの測定
脱炭層深さの測定は,次による。
a) 試験片の採り方 同一溶鋼に属し,同一圧延チャンス及び同一寸法のものを一括して一組とし,1コ
イルの片端1)から試験片を1個採取する。
注1) コイルの片端とは,圧延の先端又は後端近傍に相当する部位を意味するが,圧延後にコイル
を分割した場合,及び圧延途中にコイルを分割した場合も分割前のコイルの片端から採取す
ることを意味する。
b) 測定方法 測定方法は,JIS G 0558の箇条4(測定方法の種類)のa)(顕微鏡による測定方法)によ
る。
12.3 オーステナイト結晶粒度試験
オーステナイト結晶粒度試験は,次による。
a) 試験片の採り方 試験片の採り方及び数は,受渡当事者間の協定による。
b) 試験方法 試験方法は,JIS G 0551による。ただし,JIS G 0551に規定する浸炭粒度試験方法,熱処
理粒度試験方法などのうちのいずれによるかは,受渡当事者間の協定による。
12.4 非金属介在物試験
非金属介在物試験は,注文者の指定があった場合に行い,その方法は,次による。
a) 試験片の採り方 試験片の採り方及び数は,受渡当事者間の協定による。
b) 試験方法 試験方法は,JIS G 0555による。ただし,特に指定のない限り,その附属書1(点算法に
よる非金属介在物の顕微鏡試験方法)による。
12.5 表面きず検出試験
表面きず検出試験は,次による。
a) 試験片の採り方 同一溶鋼に属し,同一圧延チャンス及び同一寸法のものを一括して一組とし,1コ
イルの両端2)からそれぞれ試験片を1個採取する。
注2) コイルの両端とは,圧延の先端又は後端近傍に相当する部位を意味するが,圧延後にコイル
を分割した場合は,分割前の両端からの採取とし,圧延途中でコイルを分割した場合は,分
割後の各コイルの両端からの採取を意味する。
b) 試験方法 きず検出試験方法は,磁粉探傷法,酸洗い法など適切な方法で行う。試験片は適切な精度
をもった測定器によって表面きず深さを測定する。
13 検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条6に適合しなければならない。
c) 脱炭層深さは,7.1に適合しなければならない。
d) オーステナイト結晶粒度は,7.2に適合しなければならない。
e) 非金属介在物は,7.2に適合しなければならない。
f)
寸法は,箇条8に適合しなければならない。
g) きず深さは,箇条9に適合しなければならない。
h) 外観は,箇条11に適合しなければならない。
5
G 3502:2019
i)
受渡当事者間の協定によって,附属書JAの特別品質規定の指定がある場合は,JA.1,JA.2及びJA.3
に適合しなければならない。
14 表示
検査に合格した線材は,コイルごとに,次の項目を適切な方法で表示する。ただし,注文者の承認を得
た場合は,その一部を省略してもよい。
a) 種類の記号
b) 溶鋼番号又はその他の製造(検査)番号
c) インラインパテンチング処理を示す表示(協定で実施した場合)。表示の仕方については,受渡当事者
間の協定による。
d) 線材の径。寸法の表示は,mmで表す。
e) 製造業者名又はその略号
15 報告
製造業者は,検査文書を注文者に提出しなければならない。報告は,JIS G 0404の箇条13(報告)によ
る。ただし,注文時に特に指定がない場合,検査文書は,JIS G 0415の5.1(検査証明書3.1)による。
なお,化学成分は,附属書JAの対象材に受渡当事者間の協定によって,Cr及び/又はVを添加した場
合は,添加した元素の含有率を報告しなければならない。
6
G 3502:2019
附属書JA
(規定)
特別品質規定(インラインパテンチング処理材)
JA.1 化学成分
受渡当事者間の協定によって,表1に加えてCrは0.30 %以下及び/又はVは0.10 %以下を添加しても
よい。
JA.2 引張強さの指定値及びその許容変動値
引張強さの指定値及び許容変動値は,次による。
a) 線材の引張強さの指定値を,受渡当事者間で協定する。
b) 引張強さの指定値の許容変動値は,JA.3の機械試験を行い,表JA.1を適用する。
表JA.1−引張強さの許容変動値
単位 N/mm2
種類の記号
許容変動値
SWRS62A〜SWRS67B
±100
SWRS72A〜SWRS92B
±120
注記 1 N/mm2=1 MPa
JA.3 機械試験
JA.3.1 機械試験の一般事項
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。
JA.3.2 供試材の採り方及び試験方法
供試材の採り方及び試験方法は,次による。
a) 供試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類による。供試材は,同一
溶鋼に属し,同一圧延チャンス,同一寸法及び同一インラインパテンチング処理条件のものを一括し
て一組とし,異なるビレットから圧延された3コイルの片端1)からそれぞれ1個採取する。一組が3
コイル未満の場合は,各コイルの片端1)からそれぞれ1個採取する。
注1) 12.2 a)の注1)を参照。
b) 供試材からJIS Z 2241の2号試験片又は14A号試験片を採取し,JIS Z 2241によって引張試験を行う。
JA.3.3 再試験
引張試験で合格にならなかった線材は,JIS G 0404の9.8(再試験)によって再試験を行って合否を決定
してもよい。
7
G 3502:2019
附属書JB
(参考)
JISと対応国際規格との対比表
JIS G 3502:2019 ピアノ線材
ISO 16120-1:2017,Non-alloy steel wire rod for conversion to wire−Part 1: General
requirements
ISO 16120-4:2017,Non-alloy steel wire rod for conversion to wire−Part 4: Specific
requirements for wire rod for special applications
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
ピアノ線,オイルテ
ンパー線,PC鋼線,
PC鋼より線,ワイ
ヤーロープなどの
製造に用いられる
ピアノ線材
ISO
16120-4
1
伸線,冷間圧延用で改善
された品質特性をもつ線
材
削除
ISO規格は,0.05 %C以下の低
炭素鋼から1.00 %Cまでの高
炭素鋼を含む。JISは0.60 %C
未満の線材を削除している。
JISのピアノ線材に対応する高級
用途は高炭素鋼に限られるため,
対応するISO規格の0.60 %Cから
1.00 %Cまでの高炭素鋼を対応さ
せた。
2 引用規
格
3 用語及
び定義
JIS G 0201,JIS G
0202及びJIS G
0203による。
3
ISO及びIECの用語のデ
ータベースに関して記載
している。
変更
JISでは,鉄鋼用語のJISを引
用することに変更した。
技術的な差異はない。
4 種類の
記号
JISの18種類及びそ
の種類の記号
ISO
16120-4
3
ISO規格の34種類及びそ
の記号
削除
追加
JISでは,ISO規格の低炭素鋼
21種類を削除している。
JISでは,5種類を追加してい
る。
JISのピアノ線材に対応する高級
用途は高炭素鋼に限られるため,
対応するISO規格の0.60 %Cから
1.00 %Cまでの高炭素鋼を対応さ
せた。
2
G
3
5
0
2
:
2
0
1
9
8
G 3502:2019
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 製造方
法
キルド鋼から熱間
圧延で製造する。受
渡当事者間の協定
によって,インライ
ンパテンチング処
理を実施してもよ
い。
ISO
16120-1
6
製造業者は要請によって
購入注文時に製鋼プロセ
ス及び圧延条件を注文者
に知らせなければならな
い。
インラインパテンチング
処理の製造工程記載はな
いが,事実上は含まれる。
変更
ISO規格では,製造方法は,注
文者からの要請によって知ら
されることになっている。
また,受渡当事者間の協定によ
る引張強度の許容変動値規定
があり,その対象材はインライ
ンパテンチング処理材である。
製造方法そのものは,化学成分が
特定されているため,JISもISO
規格も実質的には同じである。
ISO規格では製造方法にインラ
インパテンチング処理の記載が
ないだけで,実質はJISと同様で
ある。
6 化学成
分
18種類について化
学成分を規定
ISO
16120-4
4.2
34種類(低炭素鋼から高
炭素鋼まで)について化
学成分を規定
削除
JISではISO規格で規定してい
るNi,Mo,Al及びNを削除し
ている。
−
7 鋼質
7.1 脱炭層深さ
7.2 オーステナイト
結晶粒度及び非金
属介在物
ISO
16120-4
5.5
5.6
脱炭層深さ
非金属介在物(ISO 4967)
変更
JISでは,脱炭層深さの規定を
変更している。
JISでは,ISO規格で規定して
いる中心偏析,きず測定方法,
機械きず見本及びresolvable
pearliteの規定を削除している
が,機械的性質で保証できてい
る。
日本では100 %連鋳化されてお
り,ISO 16120-1のAnnex Aで規
定するような中心偏析レベルの
線材は発生しない。
5.7
中心偏析
ISO
16120-1
Annex A
Annex B
Annex C
Annex D
中心偏析限度見本
きず測定方法
機械きず見本
Resolvable pearlite
削除
2
G
3
5
0
2
:
2
0
1
9
9
G 3502:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
8 寸法
a) 線材の標準径
b) 径の許容差及
び偏径差
ISO
16120-1
8
標準径,寸法許容差及び
質量について規定
削除
変更
JISでは,ISO規格で規定し
ている質量について削除し
ている。
標準径は,ISO規格では5〜
30 mmφであるが,JISでは,
5.5〜14 mmφに変更してい
る。
寸法許容差は,ISO規格で
は,グレードを3ランク設定
し,受渡当事者間の協定によ
って選択するとしているが,
JISは,グレード(軟鋼線材,
硬鋼線材及びピアノ線材)に
よって許容差が異なる。
JISではJIS G 3191で共通事項
として規定しており,このJIS
で規定する必要はない。
標準径は,設備能力による。
ISO 16124の2004年制定におい
て,日本の提案によって,ISO
規格に3ランクの寸法許容差を
追加済み。
9 きず深
さ
きず深さは,0.10
mm以上あっては
ならない。
ISO
16120-4
4.4
サイズdN(径)によっ
て,2種類のきず深さを
規定
5≦dN≦12 0.15 mm
12<dN≦30 0.20 mm
変更
JISでは,きず深さの要求レ
ベルを変更している。
きず深さの差は,ユーザの要求
品質レベルの差による。
10 機械
的性質
規定しない。ただ
し,受渡当事者間
の協定によって,
インラインパテン
チング処理を実施
した場合は, JA.2
及びJA.3による。
ISO
16120-4
5.8
引張試験方法を規定
引張強度については,注
文に要求があれば試験
を行わなければならな
いと規定
一致
JISでは,インラインパテン
チング処理材は,引張強度に
ついては注文時に要求があ
れば試験を行うと規定して
いる。
インラインパテンチング処理
を対象とした引張強度の許容
差については,ISO規格にJIS
と同等の規定を追加した。
2
G
3
5
0
2
:
2
0
1
9
10
G 3502:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
11 外観
線材に要求される外観
を規定。
ISO
16120-4
5.3
健全な表面品質及び内
部品質であることを規
定
削除
ISO規格では,内部品質の健
全性まで言及しているが,JIS
は,外観だけを規定している。
内容的には,JISとISO規格とは
実質的に同じである。
12 試験
12.1 分析試験
a) 分析試験の一般事
項及び分析用試料
の採り方
b) 分析方法
12.2 脱炭層深さの測定
12.3 オーステナイト結
晶粒度試験
12.4 非金属介在物試験
12.5 表面きず検出試験
ISO
16120-1
ISO
16120-4
9.4.1
9.5.1
5.5
5.6
5.4
ISO 14284に基づき試料
を採取する。
ISO/TR 9769に記載され
た試験方法を用いて分
析する。
試験方法は同左に加え
中心偏析試験,引張試
験,オーステナイト結晶
粒度が規定されている。
非金属介在物
表面きず深さ
変更
変更
削除
変更
変更
JISでは,JIS G 0404の箇条8
によるに変更している。
JISでは,JIS G 0320によるに
変更している。
ISO規格では,中心偏析につ
いては受渡当事者間の協定に
よると規定しているが,JIS
では中心偏析の規定を削除し
ている。
ISO規格では,非金属介在物
評価に標準図法を規定してい
る。
JISでは,きず検出について
は,磁粉探傷法,酸洗い法な
どとしている。
JISでは,引張試験は,イン
ラインパテンチング処理材に
ついて,附属書JAでISO規
格と同様な規定を記載してい
る。
JISでは,独自の試料採取方法を
規定している。
JISでは,独自の分析方法を規定
している。
日本では100 %連鋳化されてお
り,ISO 16120-1のAnnex Aで規
定するような中心偏析レベルの
線材は発生しない。
ISO規格では,表面きず検査方
法は製造業者によって選ばれる
となっており,実質JISとISO
規格とに差はない。
13 検査
検査条件について規定
ISO
16120-1
9
検査
JISとほぼ同じ
変更
JISでは,検査方法と結果と
を分けて規定している。
規格体系が異なっている。
2
G
3
5
0
2
:
2
0
1
9
11
G 3502:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
14 表示
結果報告の記載
ISO
16120-1
10
ISO規格では,インライ
ンパテンチング処理の
記載がない。
追加
JISでは,インラインパテン
チング処理を実施した場合
は,識別表示する。
ISO規格は,引張強度で指定し
た場合はインラインパテンチン
グ処理材を意味するとして,識
別していない。
15 報告
検査文書の提出
ISO
16120-1
9.1
JISと同じ
一致
−
−
附属書JA
(規定)
特別品質
規定(イ
ンライン
パテンチ
ング処理
材)
化学成分,引張強さ及
び許容変動値並びに機
械試験を規定。
ISO
16120-4
4.8
4.2
ISO規格では,JISのイ
ンラインパテンチング
処理材と同じ引張強度
の許容差並びにCr及び
V添加について規定
変更
JISでは,特別品質規定を附
属書として規定している。
ISO規格では,附属書ではなく
本体で規定しているが,JISでは
インラインパテンチング処理材
を明確にするために附属書とし
ており,技術的差異はない。
JISと国際規格との対応の程度の全体評価:(ISO 16120-1:2017,ISO 16120-4:2017,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
G
3
5
0
2
:
2
0
1
9