G 3475:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 1
4 製造方法························································································································· 2
5 化学成分························································································································· 2
6 炭素当量及び溶接割れ感受性組成 ························································································ 2
7 機械的性質 ······················································································································ 3
7.1 引張強さ,降伏点又は耐力,降伏比,及び伸び ···································································· 3
7.2 へん平性 ······················································································································ 3
7.3 溶接部引張強さ ············································································································· 3
7.4 シャルピー吸収エネルギー ······························································································ 3
8 寸法,質量及び寸法許容差 ································································································· 5
8.1 寸法及び単位質量 ·········································································································· 5
8.2 寸法許容差 ··················································································································· 8
9 外観······························································································································· 8
10 試験 ····························································································································· 9
10.1 分析試験 ····················································································································· 9
10.2 機械試験 ····················································································································· 9
10.3 その他の試験 ·············································································································· 10
11 検査及び再検査 ············································································································· 10
11.1 検査 ·························································································································· 10
11.2 再検査 ······················································································································· 11
12 表示 ···························································································································· 11
13 報告 ···························································································································· 11
附属書A(規定)窒化物型窒素定量方法 ·················································································· 12
G 3475:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3475:2011は改正され,この規格に置き換えられた。
なお,平成27年2月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3475:2011によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3475:2014
建築構造用炭素鋼鋼管
Carbon steel tubes for building structure
1
適用範囲
この規格は,主に建築構造物に用いる炭素鋼鋼管(以下,管という。)について規定する。この規格は,
通常,外径114.3 mm〜1 000.0 mmの管に適用される。
注記 構造物の基礎ぐいには,JIS A 5525(鋼管ぐい)がある。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0582 鋼管の自動超音波探傷検査方法
JIS G 0583 鋼管の自動渦電流探傷検査方法
JIS G 0584 アーク溶接鋼管の超音波探傷検査方法
JIS G 1201 鉄及び鋼−分析方法通則
JIS G 1228 鉄及び鋼−窒素定量方法
JIS R 6252 研磨紙
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 8401 数値の丸め方
3
種類及び記号
管の種類は3種類とし,その種類の記号及び製造方法を表す記号は,表1による。
2
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
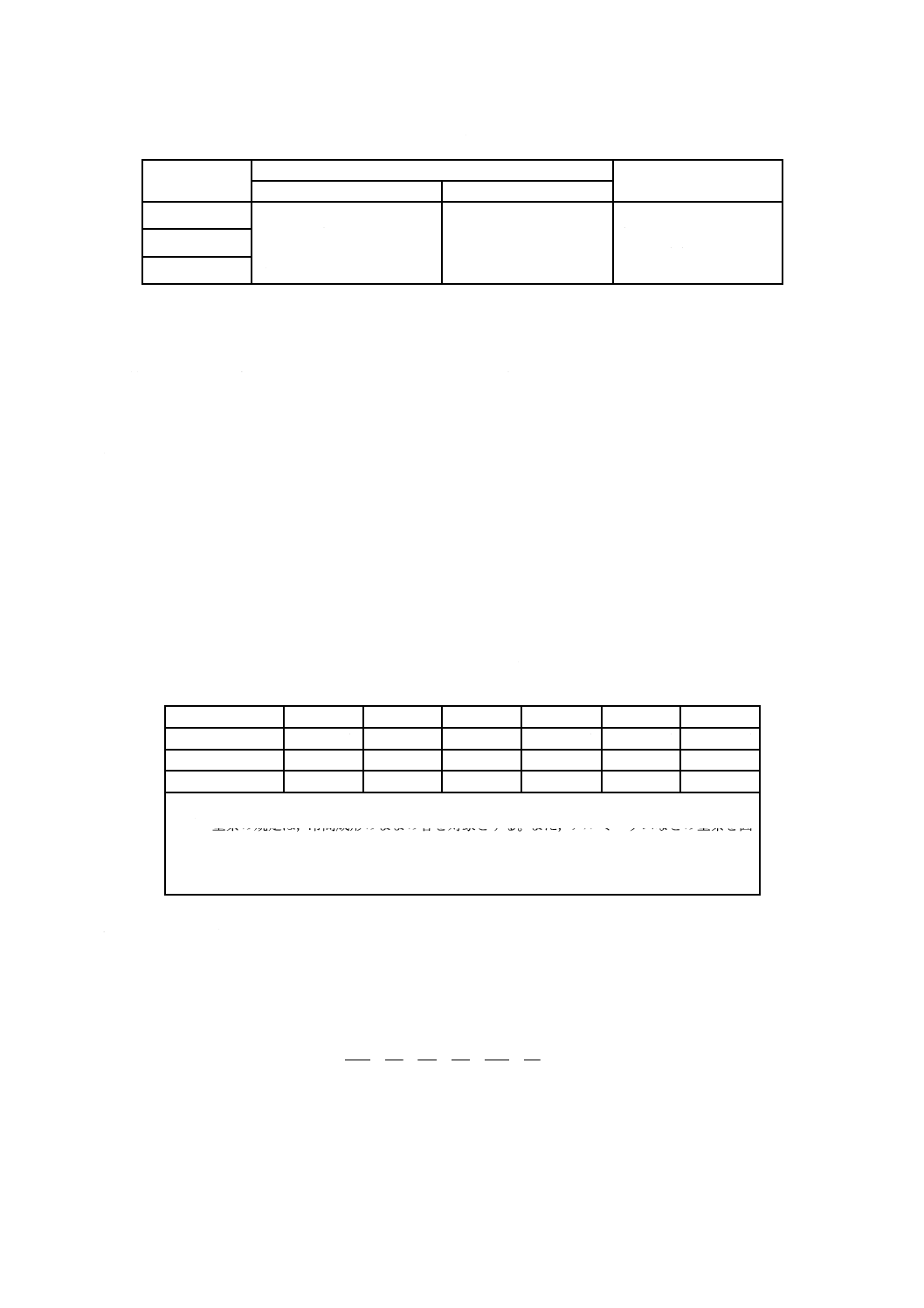
表1−種類の記号及び製造方法を表す記号
種類の記号
製造方法を表す記号
表示
製管方法
仕上方法
STKN400W
継目なし:S
電気抵抗溶接:E
鍛接:B
自動アーク溶接:A
熱間仕上げ:H
冷間仕上げ:C
電気抵抗溶接まま:G
製造方法を表す記号の表
示は,箇条12 c) による。
STKN400B
STKN490B
4
製造方法
製造方法は,次による。
a) 管は,継目なく製造するか,電気抵抗溶接,鍛接又は自動アーク溶接(ストレートシーム)によって
製造する。
b) 管は,製造のまま(熱間,温間又は冷間成形),又はこれに適切な熱処理を行うものとする。
c) 管端形状は,特に指定のない場合はプレンエンドとする。
5
化学成分
管は,10.1によって試験を行い,その溶鋼分析値は,表2による。注文者の要求によって製品分析を行
う場合は,10.1によって試験を行い,製品分析値は表2に対して,JIS G 0321の表2[炭素鋼鋼材の製品
分析の許容変動値(1)]による製品分析の許容変動値を適用した値とする。ただし,窒素には製品分析の
許容変動値は適用しない。
表2−化学成分a)
単位 %
種類の記号
C
Si
Mn
P
S
N b)
STKN400W
0.25以下
−
−
0.030以下 0.030以下 0.006以下
STKN400B
0.25以下
0.35以下
1.40以下
0.030以下 0.015以下 0.006以下
STKN490B
0.22以下
0.55以下
1.60以下
0.030以下 0.015以下 0.006以下
注a) 必要に応じて,この表以外の合金元素を添加してもよい。
b) 窒素の規定は,冷間成形のままの管を対象とする。また,アルミニウムなどの窒素を固
定化する元素を添加し,フリー窒素が0.006 %以下の場合は,全窒素は0.009 %まで含
有してもよい。この場合,フリー窒素定量方法は,全窒素定量値から,窒化物型窒素定
量値を減じて求める。 窒化物型窒素定量方法は,附属書Aによる。
6
炭素当量及び溶接割れ感受性組成
管の炭素当量及び溶接割れ感受性組成は,次による。
a) 炭素当量は,表3による。炭素当量の計算は,10.1による溶鋼分析値を用い,次の式による。
なお,計算式に規定する元素は,添加の有無にかかわらず分析し,計算に用いる。
14
V
4
Mo
5
Cr
40
Ni
24
Si
6
Mn
C
eq
+
+
+
+
+
+
=
C
ここに,
Ceq: 炭素当量(%)
3
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
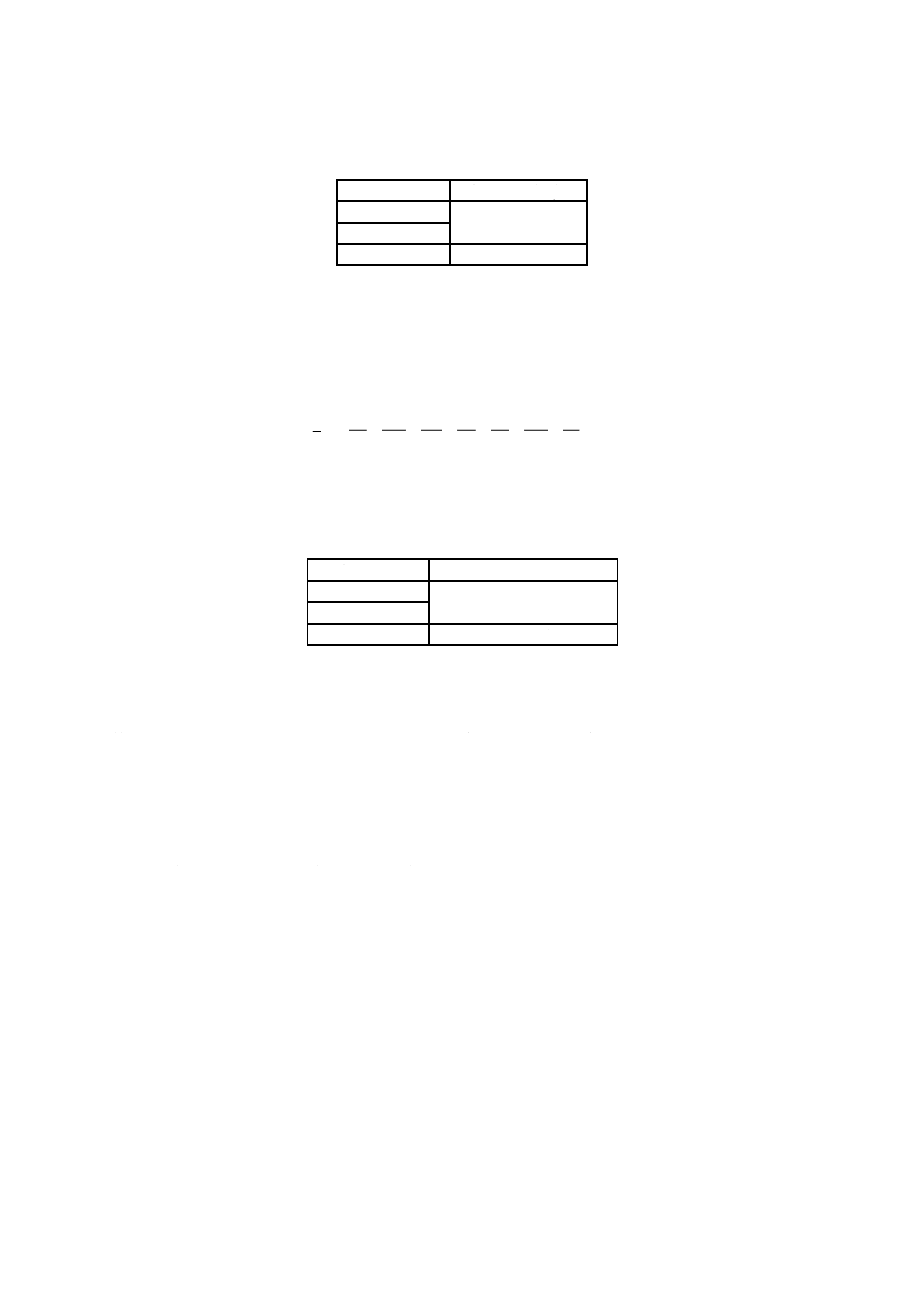
表3−炭素当量
単位 %
種類の記号
炭素当量(Ceq)
STKN400W
0.36以下
STKN400B
STKN490B
0.44以下
b) 受渡当事者間の協定によって,炭素当量の代わりに溶接割れ感受性組成を適用してもよい。この場合
の溶接割れ感受性組成は,表4による。溶接割れ感受性組成の計算は,10.1による溶鋼分析値を用い,
次の式による。
なお,計算式に規定する元素は,添加の有無にかかわらず分析し,計算に用いる。
5B
10
V
15
Mo
20
Cr
60
Ni
20
Cu
20
Mn
30
Si
C
CM
+
+
+
+
+
+
+
+
=
P
ここに,
PCM: 溶接割れ感受性組成(%)
表4−溶接割れ感受性組成
単位 %
種類の記号
溶接割れ感受性組成(PCM)
STKN400W
0.26以下
STKN400B
STKN490B
0.29以下
7
機械的性質
7.1
引張強さ,降伏点又は耐力,降伏比,及び伸び
管は,10.2.3によって試験を行い,その引張強さ,降伏点又は耐力,降伏比,及び伸びは,表5による。
ただし,厚さ8 mm未満の管で,12号試験片を用いて引張試験を行う場合の伸びは,表6による。
注記 表6の値は,管の厚さが1 mm減るごとに表5の伸びの値から1.5を減じたものを,JIS Z 8401
の規則Aによって整数値に丸めたものである。
7.2
へん平性
継目無鋼管,電気抵抗溶接鋼管及び鍛接鋼管は,10.2.4によって試験を行い,試験片に割れを生じては
ならない。この場合,平板間の距離Hは,表5による。
注記 へん平性の試験の実施については,10.2.4を参照。
7.3
溶接部引張強さ
自動アーク溶接鋼管は,10.2.3によって試験を行い,その溶接部引張強さは,表5による。
7.4
シャルピー吸収エネルギー
外径400 mm以上で,厚さ12 mmを超えるSTKN400B及びSTKN490Bの管は,10.2.5によって試験を行
い,そのシャルピー吸収エネルギーは,表5による。この場合,シャルピー吸収エネルギーは,3個の試
験片の平均値とし,JIS G 0404の9.6(組試験の結果の評価)によって判定する。ただし,受渡当事者間の
協定によって,0 ℃より低い温度で試験を行う場合は,その試験温度に置き換えてもよい。
4
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
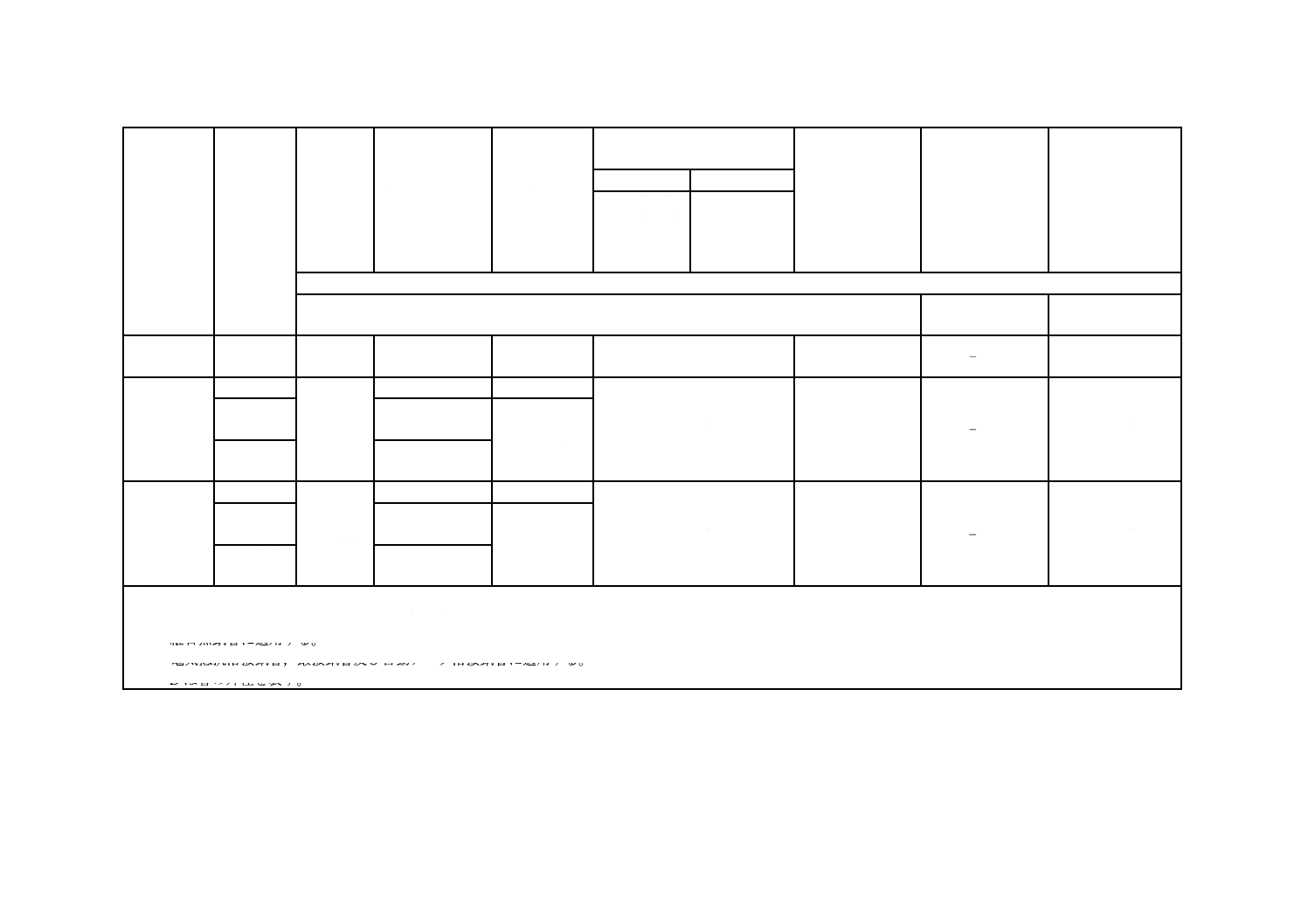
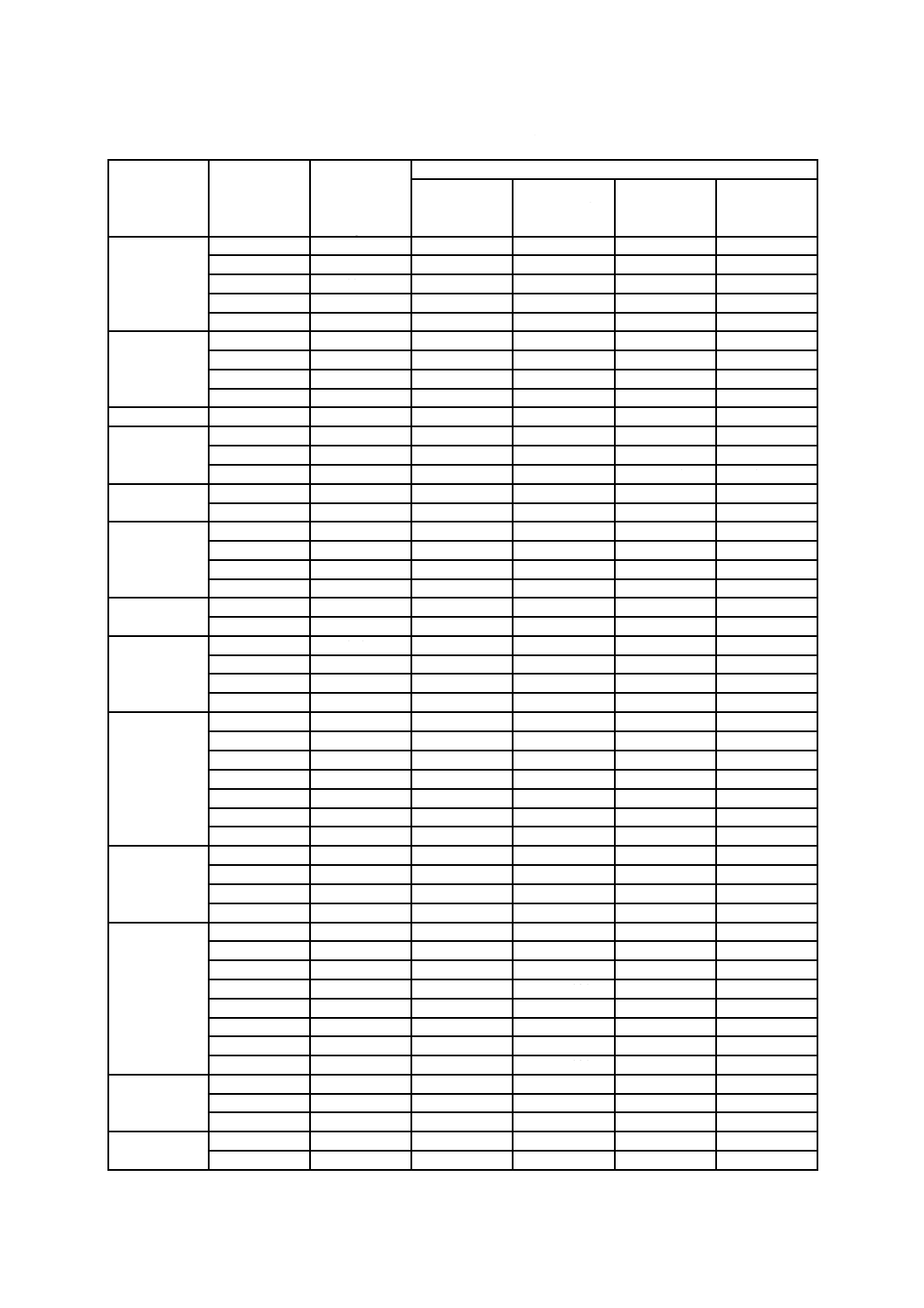
表5−機械的性質
種類の記号
厚さ
mm
引張強さ
N/mm2
降伏点又は耐力
N/mm2
降伏比
%
伸び
%
シャルピー
吸収エネルギーa)
J
へん平性
平板間の距離(H)
mm
溶接部
引張強さ
N/mm2
引張試験片
引張試験方向
11号試験片,
12号試験片
又は
4号試験片
管軸方向
製管方法
継目なし,電気抵抗溶接,鍛接,自動アーク溶接
継目なし,電気抵
抗溶接,鍛接
自動アーク溶接
STKN400W
100以下
400以上
540以下
235以上
−
23以上
−
D
3
2
d)
400以上
STKN400B
12未満
400以上
540以下
235以上
−
23以上
27以上
D
3
2
d)
400以上
12以上
40以下
235以上
385以下
80以下b)
85以下c)
40を超え
100以下
215以上
365以下
STKN490B
12未満
490以上
640以下
325以上
−
23以上
27以上
D
8
7
d)
490以上
12以上
40以下
325以上
475以下
80以下b)
85以下c)
40を超え
100以下
295以上
445以下
注記 1 N/mm2=1 MPa
注a) シャルピー衝撃試験の試験温度は,0 ℃とする。
b) 継目無鋼管に適用する。
c) 電気抵抗溶接鋼管,鍛接鋼管及び自動アーク溶接鋼管に適用する。
d) Dは管の外径を表す。
2
G
3
4
7
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
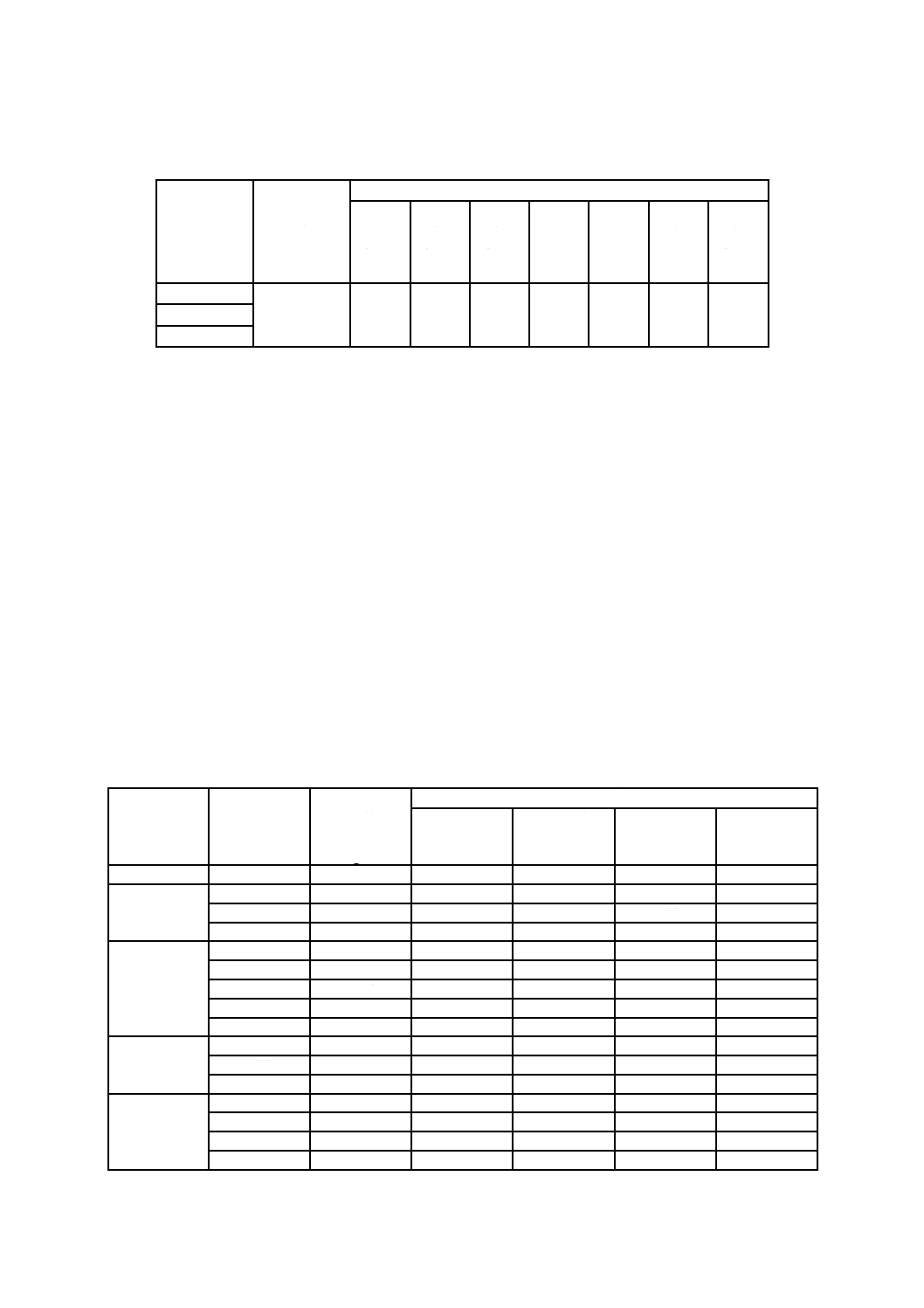
表6−厚さ8 mm未満の管の12号試験片の場合の伸び(管軸方向)
単位 %
種類の記号
試験片
厚さ
1 mm
を超え
2 mm
以下
2 mm
を超え
3 mm
以下
3 mm
を超え
4 mm
以下
4 mm
を超え
5 mm
以下
5 mm
を超え
6 mm
以下
6 mm
を超え
7 mm
以下
7 mm
を超え
8 mm
未満
STKN400W
12号試験片
14
以上
16
以上
17
以上
18
以上
20
以上
22
以上
23
以上
STKN400B
STKN490B
8
寸法,質量及び寸法許容差
8.1
寸法及び単位質量
管の外径,厚さ及び単位質量は,表7による。ただし,受渡当事者間の協定によって表7にない寸法と
してもよい。この場合,外径は21.7 mm以上1 574.8 mm以下,厚さは2.0 mm以上100.0 mm以下とする。
また,単位質量は,1 cm3の鋼を7.85 gとし,次の式によって計算し,JIS Z 8401の規則Aによって有効
数字3桁に丸める。ただし,1 000 kg/mを超える場合は,4桁の整数値に丸める。
W=0.024 66 t (D−t)
ここに,
W: 管の単位質量(kg/m)
t: 管の厚さ(mm)
D: 管の外径(mm)
0.024 66: Wを求めるための単位の変換係数
注記 表7の単位質量は,上記によって求めたものである。
参考として断面積,断面二次モーメント,断面係数及び断面二次半径を表7に示す。
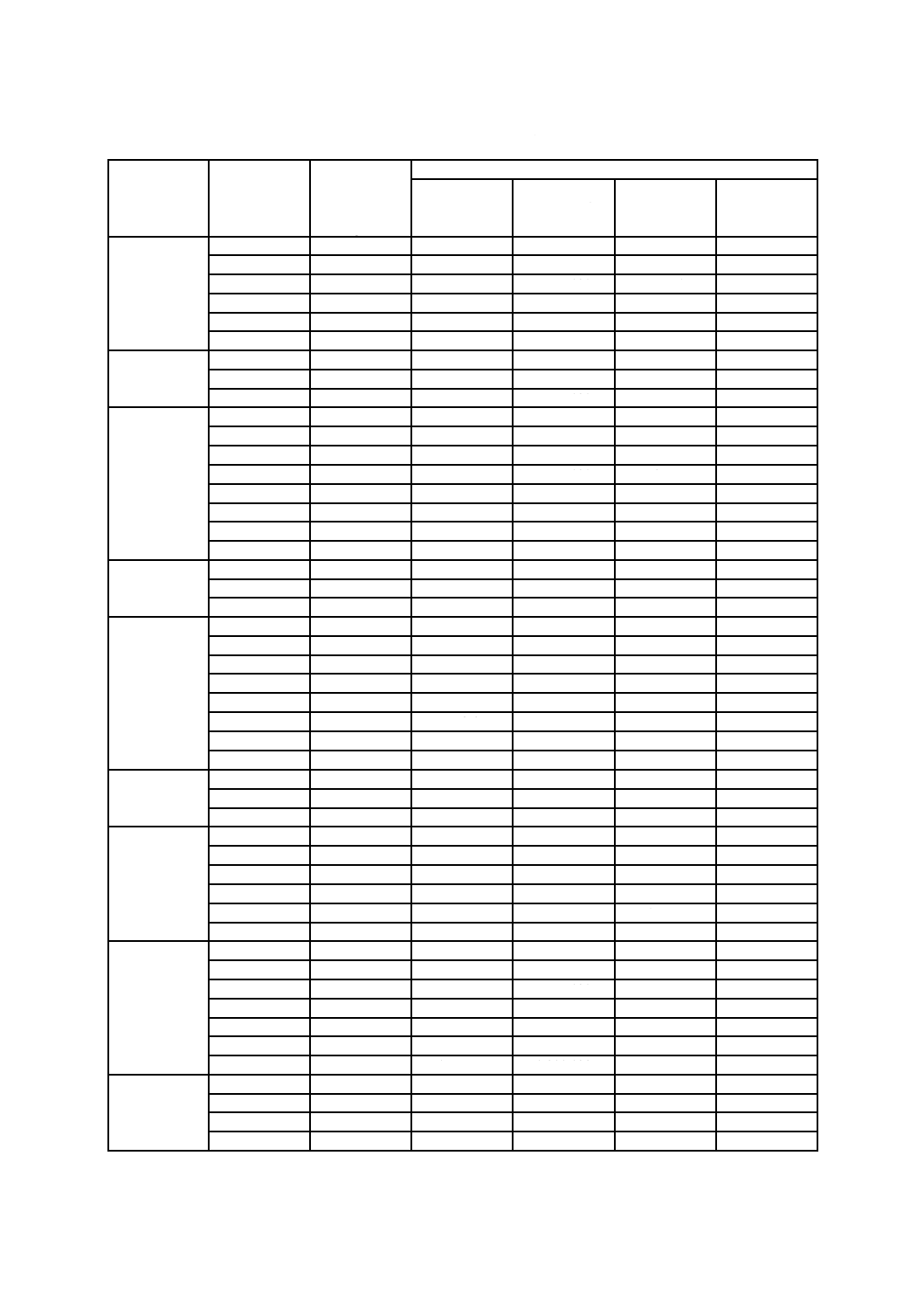
表7−建築構造用炭素鋼鋼管の寸法及び単位質量
外径
厚さ
単位質量
参考
断面積
断面二次
モーメント
断面係数
断面二次半径
mm
mm
kg/m
cm2
cm4
cm3
cm
114.3
6.0
16.0
20.41
300
52.5
3.83
165.2
5.0
19.8
25.16
808
97.8
5.67
6.0
23.6
30.01
952
115
5.63
7.1
27.7
35.26
1 100
134
5.60
216.3
5.8
30.1
38.36
2 130
197
7.45
8.2
42.1
53.61
2 910
269
7.36
10.0
50.9
64.81
3 460
320
7.30
12.0
60.5
77.02
4 030
373
7.24
12.7
63.8
81.23
4 230
391
7.21
267.4
6.6
42.4
54.08
4 600
344
9.22
9.3
59.2
75.41
6 290
470
9.13
12.7
79.8
101.60
8 260
618
9.02
318.5
6.9
53.0
67.55
8 200
515
11.0
7.9
60.5
77.09
9 300
584
11.0
10.3
78.3
99.73
11 900
744
10.9
12.7
95.8
122.0
14 300
897
10.8
6
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−建築構造用炭素鋼鋼管の寸法及び単位質量(続き)
外径
厚さ
単位質量
参考
断面積
断面二次
モーメント
断面係数
断面二次半径
mm
mm
kg/m
cm2
cm4
cm3
cm
355.6
9.5
81.1
103.3
15 500
871
12.2
11.1
94.3
120.1
17 800
1 000
12.2
12.7
107
136.8
20 100
1 130
12.1
16.0
134
170.7
24 700
1 390
12.0
19.0
158
200.9
28 500
1 610
11.9
406.4
9.5
93.0
118.5
23 300
1 150
14.0
12.7
123
157.1
30 500
1 500
13.9
16.0
154
196.2
37 400
1 840
13.8
19.0
182
231.2
43 500
2 140
13.7
450.0
19.0
202
257.3
59 900
2 660
15.3
457.2
12.7
139
177.3
43 800
1 920
15.7
16.0
174
221.8
54 000
2 360
15.6
19.0
205
261.6
62 900
2 750
15.5
500.0
19.0
225
287.1
83 200
3 330
17.0
22.0
259
330.4
94 600
3 780
16.9
508.0
12.7
155
197.6
60 600
2 390
17.5
16.0
194
247.3
74 900
2 950
17.4
19.0
229
291.9
87 400
3 440
17.3
22.0
264
335.9
99 400
3 910
17.2
550.0
19.0
249
317.0
112 000
4 070
18.8
22.0
286
364.9
127 000
4 630
18.7
558.8
12.7
171
217.9
81 300
2 910
19.3
16.0
214
272.8
101 000
3 600
19.2
19.0
253
322.2
118 000
4 210
19.1
22.0
291
371.0
134 000
4 790
19.0
600.0
19.0
272
346.8
146 000
4 880
20.6
22.0
314
399.5
167 000
5 570
20.5
25.0
354
451.6
187 000
6 230
20.3
28.0
395
503.2
206 000
6 880
20.2
32.0
448
571.0
231 000
7 700
20.1
36.0
501
637.9
255 000
8 490
20.0
40.0
552
703.7
277 000
9 240
19.8
609.6
12.7
187
238.2
106 000
3 480
21.1
16.0
234
298.4
132 000
4 310
21.0
19.0
277
352.5
154 000
5 050
20.9
22.0
319
406.1
176 000
5 760
20.8
650.0
16.0
250
318.7
160 000
4 930
22.4
19.0
296
376.6
188 000
5 770
22.3
22.0
341
434.0
214 000
6 590
22.2
25.0
385
490.9
240 000
7 390
22.1
28.0
429
547.1
265 000
8 160
22.0
32.0
488
621.3
297 000
9 150
21.9
36.0
545
694.4
328 000
10 100
21.7
40.0
602
766.6
358 000
11 000
21.6
660.4
22.0
346
441.2
225 000
6 820
22.6
28.0
437
556.3
279 000
8 440
22.4
36.0
554
706.2
345 000
10 500
22.1
700.0
16.0
270
343.8
201 000
5 750
24.2
19.0
319
406.5
236 000
6 740
24.1
7
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−建築構造用炭素鋼鋼管の寸法及び単位質量(続き)
外径
厚さ
単位質量
参考
断面積
断面二次
モーメント
断面係数
断面二次半径
mm
mm
kg/m
cm2
cm4
cm3
cm
700.0
22.0
368
468.6
270 000
7 700
24.0
25.0
416
530.1
302 000
8 640
23.9
28.0
464
591.1
334 000
9 550
23.8
32.0
527
671.5
375 000
10 700
23.6
36.0
589
751.0
415 000
11 900
23.5
40.0
651
829.4
453 000
13 000
23.4
711.2
22.0
374
476.3
283 000
7 960
24.4
25.0
423
538.9
318 000
8 930
24.3
28.0
472
601.0
351 000
9 880
24.2
750.0
16.0
290
368.9
249 000
6 630
26.0
19.0
343
436.3
292 000
7 780
25.9
22.0
395
503.2
334 000
8 900
25.8
25.0
447
569.4
375 000
9 990
25.6
28.0
499
635.1
414 000
11 100
25.5
32.0
567
721.8
466 000
12 400
25.4
36.0
634
807.5
516 000
13 800
25.3
40.0
700
892.2
564 000
15 000
25.1
762.0
16.0
294
375.0
261 000
6 850
26.4
22.0
401
511.5
350 000
9 200
26.2
28.0
507
645.7
435 000
11 400
26.0
800.0
16.0
309
394.1
303 000
7 570
27.7
19.0
366
466.2
356 000
8 890
27.6
22.0
422
537.7
407 000
10 200
27.5
25.0
478
608.7
457 000
11 400
27.4
28.0
533
679.1
507 000
12 700
27.3
32.0
606
772.1
570 000
14 300
27.2
36.0
678
864.1
632 000
15 800
27.0
40.0
750
955.0
691 000
17 300
26.9
812.8
19.0
372
473.8
373 000
9 190
28.1
22.0
429
546.6
428 000
10 500
28.0
25.0
486
618.7
480 000
11 800
27.9
850.0
22.0
449
572.3
491 000
11 500
29.3
25.0
509
648.0
552 000
13 000
29.2
28.0
568
723.1
611 000
14 400
29.1
32.0
646
822.3
689 000
16 200
28.9
36.0
703
896.1
745 000
17 500
28.8
40.0
799
1 018.0
837 000
19 700
28.7
900.0
19.0
413
525.9
510 000
11 300
31.2
22.0
476
606.8
585 000
13 000
31.1
25.0
539
687.2
658 000
14 600
30.9
28.0
602
767.1
730 000
16 200
30.8
32.0
685
872.6
823 000
18 300
30.7
36.0
767
977.2
913 000
20 300
30.6
40.0
848
1 081.0
1 000 000
22 300
30.4
1000.0
28.0
671
855.0
1 010 000
20 200
34.4
32.0
764
973.1
1 140 000
22 800
34.2
36.0
856
1 090.0
1 270 000
25 400
34.1
40.0
947
1 206.0
1 390 000
27 800
34.0
8
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2
寸法許容差
寸法許容差は,次による。
a) 管の外径の許容差は表8に,厚さの許容差は表9及び表10による。ただし,受渡当事者間の協定によ
って表8,表9及び表10にない寸法許容差としてもよい。
b) 管の長さの許容差は,特に指定がない限り,指定長さ以上とする。
表8−外径の許容差
外径
許容差
50 mm未満
±0.5 mm
50 mm以上a) b)
±1 % c)
注a) 外径350 mmを超える電気抵抗溶接鋼管及び自
動アーク溶接鋼管は,外径の許容差に加え,管
端部の外径の許容差は,±0.5 %とする。
b) 外径350 mmを超える管の外径の測定方法は,
周長によってもよい。ただし,外径と周長との
相互換算は,次の式による。
π
/l
D=
ここに,D :外径(mm)
l :周長(mm)
π :3.141 6
c) 許容差はJIS Z 8401の規則Aによって,小数点
以下1桁に丸めた値とする。
表9−厚さの許容差(継目無鋼管の場合)
厚さ
許容差
6 mm未満
+0.9 mm
−0.5 mm
6 mm以上
+20 % a)
−0.5 mm
注a) 許容差はJIS Z 8401の規則Aによって,小
数点以下1桁に丸めた値とする。
表10−厚さの許容差(継目無鋼管以外の場合)
厚さ
許容差
6 mm未満
+0.9 mm
−0.5 mm
6 mm以上
+15 % a)
−0.5 mm
注a) 許容差はJIS Z 8401の規則Aによって,小
数点以下1桁に丸めた値とする。
9
外観
外観は,次による。
a) 管は,実用的に,真っすぐかつその両端が管軸に対し直角でなければならない。
b) 管の内外面は,仕上げ良好で,使用上有害な欠点があってはならない。
9
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 表面手入れを実施する場合は,グラインダ,機械加工などによってもよいが,手入れ後の厚さは,厚
さの許容差内でなければならない。
d) 手入れ跡は,管の形状に滑らかに沿わなければならない。
e) 管の表面仕上げ及びめっきについて,特に要求のある場合には,受渡当事者間の協定による。
10
試験
10.1
分析試験
10.1.1
一般事項及び分析用試料の採り方
分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。ただし,製
品分析を行う場合の分析用試料は,破断後の引張試験片を用いてもよい。
10.1.2
分析方法
溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
10.2
機械試験
10.2.1
一般事項
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。
10.2.2
供試材の採り方及び試験片の数
供試材の採り方及び試験片の数は,次による。
a) 供試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類とする。
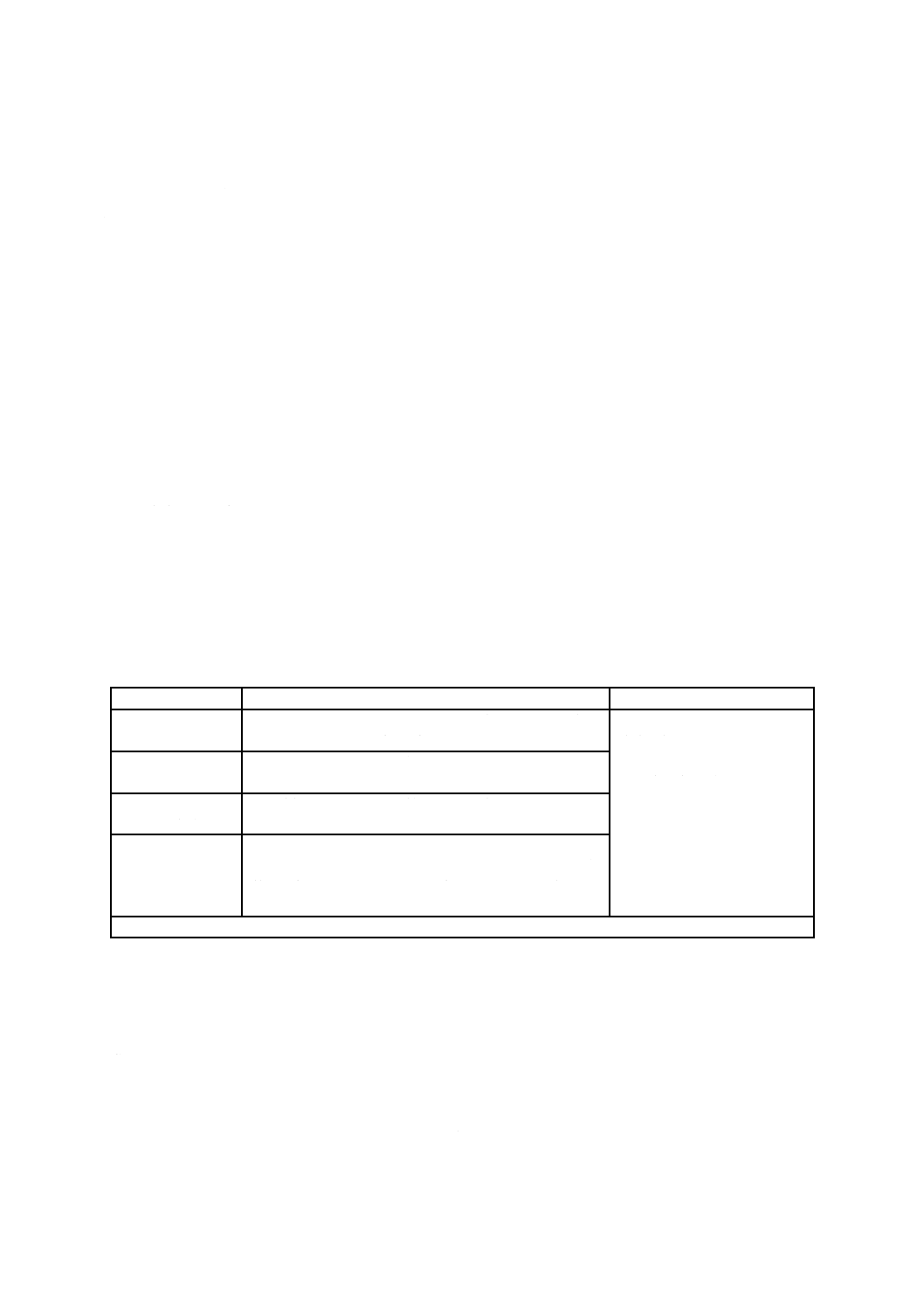
b) 供試材の採り方及びそれぞれの供試材から採取する試験片の数は,表11による。
表11−供試材の採り方及び試験片の数
外径
供試材の採り方
試験片の数
100 mm以下
同一溶鋼,同一寸法a) の管5 000 mごと及びその端数か
らそれぞれ一つの供試材を採取する。
一つの供試材から採取する試
験片の数は,次による。
引張試験片:1個
溶接部引張試験片:1個
へん平試験片:1個
衝撃試験片:1組(3個)
100 mmを超え
200 mm以下
同一溶鋼,同一寸法a) の管2 500 mごと及びその端数か
らそれぞれ一つの供試材を採取する。
200 mmを超え
350 mm以下
同一溶鋼,同一寸法a) の管1 250 mごと及びその端数か
らそれぞれ一つの供試材を採取する。
350 mmを超え
同一溶鋼,同一寸法a) の管1 250 mごと及びその端数か
らそれぞれ一つの供試材を採取する。ただし,管の計算
質量の合計が100 tを超える場合は,更に100 tごと及び
その端数からそれぞれ一つの供試材を採取する。
注a) 同一寸法とは,外径及び厚さが同一のものをいう。
10.2.3
引張試験
引張試験の試験片及び試験方法は,次による。
a) 試験片
1) 試験片は,JIS Z 2241の11号,12A号,12B号,12C号又は4号のいずれかとし,管軸方向から採
取する。12号試験片の場合は,溶接部を含まない部分から採取する。また,4号試験片を採取する
場合は,試験片の中心が外面側から厚さの1/4となるようにする。ただし,試験片の中心が外面側
から厚さの1/4となるように採取できない場合は,なるべくこれに近い位置から採取する。
2) 自動アーク溶接鋼管の溶接部引張試験片は,管から供試材を採取し,平らにした後,溶接部余盛を
10
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
板の面まで仕上げ,JIS Z 3121の1号試験片とする。
b) 試験方法 試験方法は,JIS Z 2241による。
10.2.4
へん平試験
へん平試験の試験片及び試験方法は,次による。
なお,継目無鋼管の場合は,へん平試験は,省略してもよい1)。ただし,特に注文者の指定がある場合
は,試験を行わなければならない。外径が300 mm又は厚さが30 mmを超える電気抵抗溶接鋼管について
は,受渡当事者間の協定によって,へん平試験を省略してもよい。
注1) 試験は,製造業者の判断によって省略してもよいが,へん平性は規定を満足しなければならな
いことを意味する。
a) 試験片 試験片の長さは,50 mm以上とする。
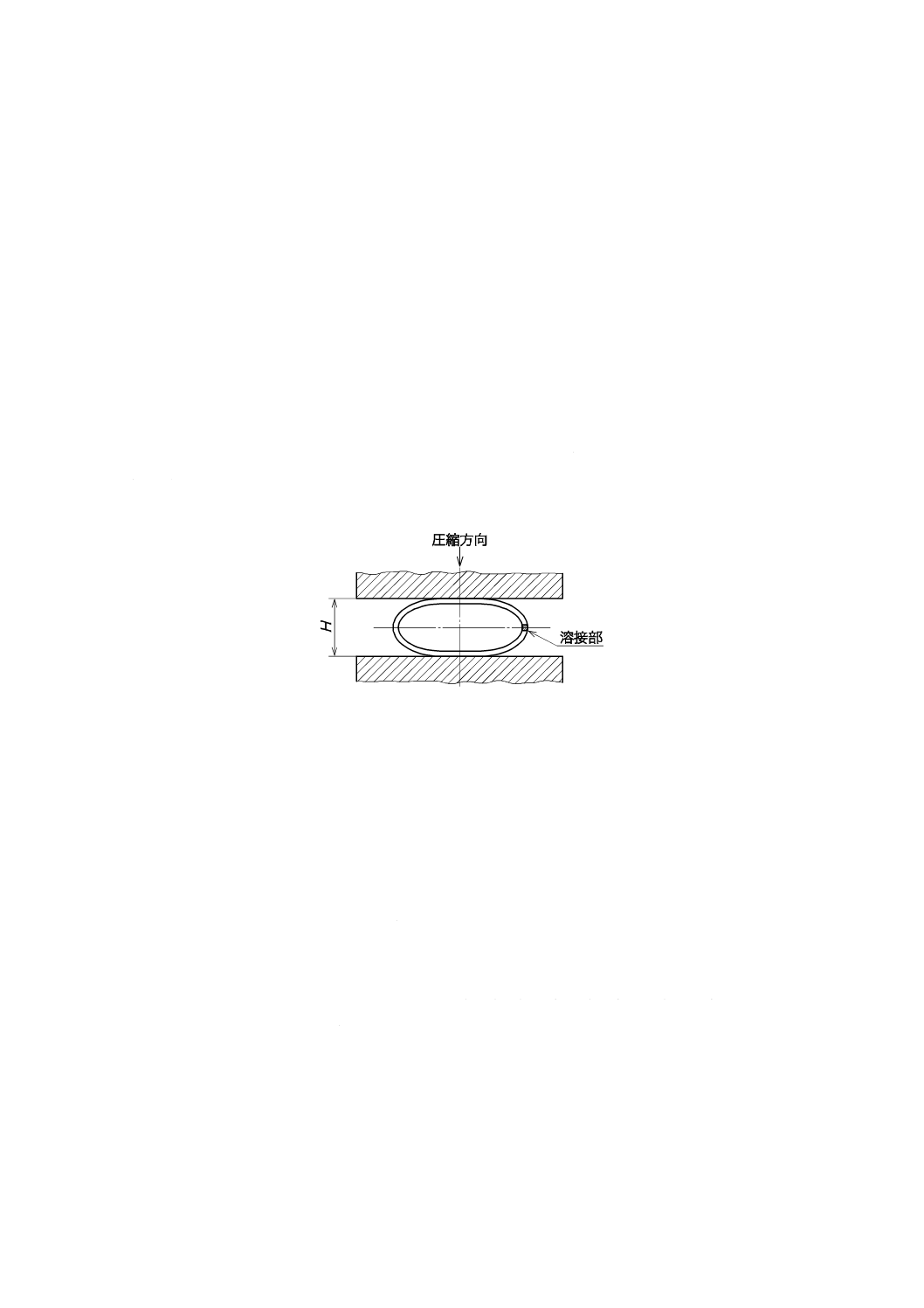
b) 試験方法 試験片を常温のまま2枚の平板間に挟み,平板間の距離Hが表5の規定の値以下になるま
で圧縮してへん平にしたとき,試験片に,割れが生じたかどうかを調べる。電気抵抗溶接鋼管及び鍛
接鋼管の試験片は,図1のように,管の中心と溶接部とを結ぶ線が,圧縮方向に対して直角になるよ
うに置く。
図1−へん平試験
10.2.5
シャルピー衝撃試験
シャルピー衝撃試験の試験片及び試験方法は,次による。
a) 試験片 試験片は,JIS Z 2242のVノッチ試験片を管軸方向から採取する。この場合,試験片の中心
は外面側から厚さの1/4となるようにし,試験片切欠き部の切欠きの長さ方向は,管軸に垂直とする。
ただし,試験片の中心が外面側から厚さの1/4となるように採取できない場合は,なるべくこれに近
い位置から採取する。
b) 試験方法 試験方法は,JIS Z 2242による。
10.3
その他の試験
注文者は,管又は溶接部の非破壊試験などを指定してもよい。この場合の非破壊試験の方法は,JIS G
0582,JIS G 0583又はJIS G 0584による。ただし,試験片の採り方,試験方法,合否判定基準などについ
ては,あらかじめ受渡当事者間で協定しなければならない。
11
検査及び再検査
11.1
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
11
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 化学成分は,箇条5に適合しなければならない。
c) 炭素当量又は溶接割れ感受性組成は,箇条6に適合しなければならない。
d) 機械的性質は,箇条7に適合しなければならない。
e) 寸法は,箇条8に適合しなければならない。
f)
外観は,箇条9に適合しなければならない。
g) その他の検査。注文者の指定によって10.3の試験を行った場合には,受渡当事者間の協定によって合
意した合否判定基準に適合しなければならない。
11.2
再検査
機械試験で合格とならなかった管は,JIS G 0404の9.8(再試験)によって再試験を行い合否を決定して
もよい。
12
表示
検査に合格した管には,管1本ごとに,次の項目を表示する。ただし,外径の小さい管の場合及び注文
者の要求がある場合は,これを結束して,一束ごとに適切な方法で表示してもよい。表示の順序は,定め
ない。また,注文者の承認を得たときは,製品識別が可能な範囲で項目の一部を省略してもよい。
a) 種類の記号
b) 溶鋼番号又は検査番号
c) 製造方法を表す記号
製造方法を表す記号は,次による。ただし,“−”は,空白でもよい。
1) 熱間仕上継目無鋼管
−S−H
2) 冷間仕上継目無鋼管
−S−C
3) 熱間仕上電気抵抗溶接鋼管 −E−H
4) 冷間仕上電気抵抗溶接鋼管 −E−C
5) 電気抵抗溶接まま鋼管
−E−G
6) 鍛接鋼管
−B
7) 自動アーク溶接鋼管
−A
例 熱間仕上継目無鋼管STKN400Wの場合:STKN400W−S−H
d) 寸法。寸法は,外径及び厚さを表示する。
e) 製造業者名又はその略号
13
報告
製造業者は,検査文書を注文者に提出しなければならない。報告は,JIS G 0404の箇条13(報告)によ
る。ただし,注文時に特に指定がない場合,検査文書の種類はJIS G 0415の表1(検査文書の総括表)の
記号2.3(受渡試験報告書)又は3.1.B(検査証明書3.1.B)とする。
なお,炭素当量又は溶接割れ感受性組成の計算式に規定する元素の含有率,及び表2以外の合金元素を
添加した場合の添加元素の含有率を,検査文書に付記しなければならない。
12
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
窒化物型窒素定量方法
この附属書は,本体に規定するフリー窒素含有率を求めるため,鋼材製品の窒化物型窒素の定量方法に
ついて規定する。ただし,窒化けい素を含む試料には適用できない。
A.1 一般事項
分析方法に共通な一般事項は,JIS G 1201による。
A.2 要旨
試料のマトリックスである鉄を適切な方法で分解した後,残さをポリカーボネート製メンブランフィル
ターでこし分けて捕集し,捕集した残さを硫酸と硫酸カリウムとで分解して窒化物をアンモニアとする。
この溶液を水酸化ナトリウムでアルカリ性とした後,水蒸気蒸留を行い,留出するアンモニアをほう酸,
水又は硫酸に吸収させ,吸収溶液中のアンモニアをアミド硫酸滴定法,ビス(1-フェニル-3-メチル-5-ピラ
ゾロン)吸光光度法又はインドフェノール青吸光光度法で定量する。
注記 JIS K 0211[分析化学用語(基礎部門)]では,マトリックスを試料中の分析種以外の主要共存
成分と定義している。
A.3 試薬
試薬は,次による。
A.3.1 硫酸
A.3.2 硫酸カリウム
A.3.3 メタノール
A.3.4 酢酸メチル
A.3.5 よう素−メタノール溶液 よう素42 gをはかりとってビーカー(300 mL)に移し入れる。メタノ
ールを加えてかき混ぜ,液量を300 mLとする。この溶液は,使用の都度調製する。
なお,よう素の濃度を変えずに,使用量に応じて液量を300 mL以外としてもよい。
A.3.6 臭素−酢酸メチル溶液 酢酸メチル135 mLをメスシリンダーではかりとって三角フラスコ(300
mL)に移し入れる。臭素15 mLをメスシリンダー又は円すい(錐)形液量計ではかりとって加え,かき
混ぜる。この溶液は,使用の都度調製する。
A.3.7 臭素−メタノール溶液 メタノール135 mLをメスシリンダーではかりとって三角フラスコ(300
mL)に移し入れる。臭素15 mLをメスシリンダー又は円すい(錐)形液量計ではかりとって加え,かき
混ぜる。この溶液は,使用の都度調製する。
A.3.8 塩化テトラメチルアンモニウム(TMAC)−アセチルアセトン・メタノール電解液 TMAC 5 gを
はかりで,アセチルアセトン50 mLをメスシリンダー又は円すい(錐)形液量計でそれぞれはかりとって
ビーカー(500 mL)に移し入れる。メタノールを加えてかき混ぜ,全量を500 mLとする。この溶液は,
使用の都度調製する。
13
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 操作
A.4.1 窒化物型窒素の分離
窒化物型窒素の分離は,次のいずれかによる。
a) よう素−メタノール法
1) 試料1 g〜5 gを1 mgの桁まではかりとり,乾いた共通すり合わせ三角フラスコ(500 mL)に移し
入れ,試料1 gにつき50 mLのよう素−メタノール溶液(A.3.5)を加える。乾いた共通すり合わせ
蛇管冷却器を取り付け,水浴中で約60 ℃に加温する。加温中は,超音波装置又はマグネチックス
ターラーを用いて溶液のかき混ぜを行う。マトリックスの分解が終了した後,水浴からフラスコを
取り出して冷却する。
なお,試料はかりとり量は,窒化物型窒素の予想含有率から算出した窒素量が,A.4.3に規定する
窒素の定量方法の定量範囲内になるように,決定する。また,分解中に沈殿を生じる場合は,よう
素−メタノール溶液の量を増やす。
2) ポリカーボネート製メンブランフィルター(直径47 mm,孔径 0.2 μm)を用いて溶液を吸引ろ過し
て,残さをフィルター上に捕集し,フィルターの着色が認められなくなるまでメタノールで洗浄す
る。
3) 吸引ろ過器からフィルターを取り外し,フィルターを室温で乾燥する。
b) 臭素−酢酸メチル法
1) 試料1 g〜5 gを1 mgの桁まではかりとり,乾いた共通すり合わせ三角フラスコ(300 mL)に移し
入れ,臭素−酢酸メチル溶液(A.3.6)150 mLを加える。乾いた共通すり合わせ蛇管冷却器を取り
付け,マトリックスを室温で分解する。分解中は,超音波装置又はマグネチックスターラーを用い
て溶液のかき混ぜを行う。
なお,試料はかりとり量は,窒化物型窒素の予想含有率から算出した窒素量が,A.4.3に規定する
窒素の定量方法の定量範囲内になるように,決定する。
2) ポリカーボネート製メンブランフィルター(直径47 mm,孔径0.2 μm)を用いて溶液を吸引ろ過し
て,残さをフィルター上に捕集し,フィルターの着色が認められなくなるまで酢酸メチルで洗浄す
る。
3) 吸引ろ過器からフィルターを取り外し,フィルターを室温で乾燥する。
c) 臭素−メタノール法
1) 試料1 g〜5 gを1 mgの桁まではかりとり,乾いた共通すり合わせ三角フラスコ(300 mL)に移し
入れ,臭素−メタノール溶液(A.3.7)150 mLを加える。共通すり合わせ蛇管冷却器を取り付け,
マトリックスを室温で分解する。分解中は,超音波装置又はマグネチックスターラーを用いて溶液
のかき混ぜを行う。
なお,試料はかりとり量は,窒化物型窒素の予想含有率から算出した窒素量が,A.4.3に規定する
窒素の定量方法の定量範囲内になるように,決定する。
2) ポリカーボネート製メンブランフィルター(直径47 mm,孔径0.2 μm)を用いて溶液を吸引ろ過し
て,残さをフィルター上に捕集し,フィルターの着色が認められなくなるまでメタノールで洗浄す
る。
3) 吸引ろ過器からフィルターを取り外し,フィルターを室温で乾燥する。
d) 定電位電解法
1) 適切な大きさのブロック状に切り出した試料の表面をJIS R 6252で規定する研磨紙(P120〜P400)
14
G 3475:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で研磨し,メタノール中で超音波洗浄し,乾燥した後,質量をはかる。
2) 試料をTMAC−アセチルアセトン・メタノール電解液(A.3.8)500 mLを入れた電解槽内に白金線
でつるすか又は磁石を用いて固定して陽極とし,白金又は銅を陰極として,定電位電解装置を用い
て−60 mV対銀・塩化銀電極の電位で電解し,マトリックスを溶解する。電解量は,約1 gとする 1)。
3) 電解が終了した後,試料を電解槽から取り出し,乾いたビーカー(200 mL)に入れ,試料が完全に
浸るまでメタノールを加えて超音波洗浄し,付着している残さをふるい落とす。ポリカーボネート
製メンブランフィルター(直径47 mm,孔径0.2 μm)を用いて電解液及び洗液を吸引ろ過して,残
さをフィルター上に捕集し,フィルターの着色が認められなくなるまでメタノールで洗浄する。
4) 吸引ろ過器からフィルターを取り外し,フィルターを室温で乾燥する。
5) 試料は,メタノールでよく洗浄し,乾燥した後,質量をはかり,得た質量をA.4.1 d) 1) で得た質量
から減じて,試料の電解量とする。
注1) 100 mAで1時間電解すると,約0.1 gが溶解する。
A.4.2 残さの分解
A.4.1のa) 3),b) 3),c) 3) 又はd) 4) で得た残さをメンブランフィルターとともに三角フラスコ(300 mL)
に入れ,硫酸カリウム10 g及び硫酸20 mLを加える。穏やかに加熱して水分を蒸発させた後,フラスコの
口に漏斗を載せ,加熱して約1時間硫酸の白煙を発生させる。室温まで放冷した後,水100 mLを少量ず
つ加える。再び加熱し,しばらく煮沸して二酸化硫黄を除去した後,室温まで冷却する。
A.4.3 窒素の定量
A.4.2で得た溶液中の窒素を,次のいずれかの方法によって定量する。
a) アンモニア蒸留分離アミド硫酸滴定法(JIS G 1228の附属書1による。)
b) アンモニア蒸留分離ビス(1-フェニル-3-メチル-5-ピラゾロン)吸光光度法(JIS G 1228の附属書2に
よる。)
c) アンモニア蒸留分離インドフェノール青吸光光度法(JIS G 1228の附属書3による。)